También podría gustarte
- Yogures, leches fermentadas y pastas untables. INAE0209De EverandYogures, leches fermentadas y pastas untables. INAE0209Aún no hay calificaciones
- UF1181 - Maduración y envasado de quesosDe EverandUF1181 - Maduración y envasado de quesosCalificación: 5 de 5 estrellas5/5 (1)
- Proyectofinal ProductoInnovadorDocumento38 páginasProyectofinal ProductoInnovadorFiorela Vargas RomeroAún no hay calificaciones
- PLANTA INDUSTRIALIZADORA DE LECHE Correc 1Documento9 páginasPLANTA INDUSTRIALIZADORA DE LECHE Correc 1Alejandro Velasco PoquechoqueAún no hay calificaciones
- INFORME FINAL ESTUDIO DEL TRABAJO - RespaldoDocumento21 páginasINFORME FINAL ESTUDIO DEL TRABAJO - RespaldoFrancoRodrigoIglesiasRoblesAún no hay calificaciones
- Practicas de Camu CamuDocumento9 páginasPracticas de Camu CamuEinstein Palacios MartínezAún no hay calificaciones
- Estudio Sixisgma Empaque LiconsaDocumento58 páginasEstudio Sixisgma Empaque LiconsaNicholaus Shaw100% (1)
- VSM PDFDocumento173 páginasVSM PDFMedalit Morales SanchezAún no hay calificaciones
- Analisis de Costos en Los Sistemas de Empaques y EmbalajeDocumento25 páginasAnalisis de Costos en Los Sistemas de Empaques y EmbalajeEizabella DilasAún no hay calificaciones
- Identificacion de Aspectos e Impactos Ambient AlesDocumento16 páginasIdentificacion de Aspectos e Impactos Ambient AlesJuan Carlos LiconaAún no hay calificaciones
- Evaluacion Tecnica y Sanitaria de Camales de La Ciudd de EL ORO - MoranDocumento84 páginasEvaluacion Tecnica y Sanitaria de Camales de La Ciudd de EL ORO - MoranStand ParkAún no hay calificaciones
- Trabajo Practico: Ejercicio 01Documento2 páginasTrabajo Practico: Ejercicio 01Anyela PeredaAún no hay calificaciones
- Aplicacin de HidrocoloidesDocumento9 páginasAplicacin de HidrocoloidesCristian AlfaroAún no hay calificaciones
- Paradigmas, Solis, Yauri, Tito, AvellanedaDocumento8 páginasParadigmas, Solis, Yauri, Tito, AvellanedaTito HuillcaAún no hay calificaciones
- Gestion de La Calidad TotalDocumento7 páginasGestion de La Calidad TotalJulissa CavaAún no hay calificaciones
- Plan de Produccion - Hielo PinguinoDocumento14 páginasPlan de Produccion - Hielo PinguinoVITO ASAROAún no hay calificaciones
- Introduccion San RomanDocumento85 páginasIntroduccion San RomanJimmy PoChoAún no hay calificaciones
- Noveno B Proyecto de QuesoDocumento50 páginasNoveno B Proyecto de QuesoerikAún no hay calificaciones
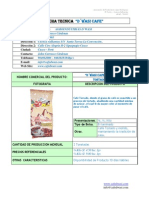
- Ficha Por Producto Dwasi Cafe.Documento6 páginasFicha Por Producto Dwasi Cafe.Fiorella Cruz DelgadoAún no hay calificaciones
- Métodos Estabilidad DeespumasDocumento9 páginasMétodos Estabilidad DeespumasEduardo Peña MelendezAún no hay calificaciones
- MAPA 2 Flujo de ProcesoDocumento2 páginasMAPA 2 Flujo de ProcesoChristian Vasquez DiazAún no hay calificaciones
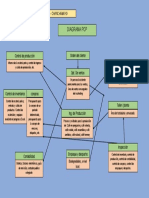
- Formato Proyecto PCPDocumento19 páginasFormato Proyecto PCPCamilaMuñozCajoAún no hay calificaciones
- Molienda y TamizadoDocumento13 páginasMolienda y TamizadoRosa ArandaAún no hay calificaciones
- Molienda Seca y Tamizado Del Grano de Arroz 1Documento8 páginasMolienda Seca y Tamizado Del Grano de Arroz 1Nestor HernandezAún no hay calificaciones
- Propuesta Ven y VerasDocumento5 páginasPropuesta Ven y VerasSilvia Romina GonzalezAún no hay calificaciones
- Análisis de La Situación Actual de Los Centros de Producción de Leche y Centros de Procesamiento A Derivados Lácteos en La Región AmazonasDocumento13 páginasAnálisis de La Situación Actual de Los Centros de Producción de Leche y Centros de Procesamiento A Derivados Lácteos en La Región AmazonasVictor RequejoAún no hay calificaciones
- 03 Guia de Practicas 3 - Localización de Planta 2 20-1 PDFDocumento6 páginas03 Guia de Practicas 3 - Localización de Planta 2 20-1 PDFJavier FuentesAún no hay calificaciones
- NTP 213.014 CervezaDocumento83 páginasNTP 213.014 CervezaDiana Muñoz Cisneros100% (1)
- Produccion Del Glutamato SodicoDocumento20 páginasProduccion Del Glutamato SodicoLess ManriqueAún no hay calificaciones
- Instrumentos de Gestion AmbientalDocumento18 páginasInstrumentos de Gestion AmbientalJayke MaybiAún no hay calificaciones
- Trabajo de Alicorp - Primer ControlDocumento8 páginasTrabajo de Alicorp - Primer ControlRobert Freddy Cardeña Ccahuata100% (1)
- Info Linea de FlujoDocumento14 páginasInfo Linea de FlujoAlexander UFAún no hay calificaciones
- El Queso DiapositivasDocumento14 páginasEl Queso DiapositivasJhonatan Prado Diaz100% (1)
- Capitulo IDocumento5 páginasCapitulo IElianna Fernanda Pari FerrerAún no hay calificaciones
- Conclusiones Eco CarbonDocumento1 páginaConclusiones Eco CarbonGiancarlo Moreno NavarroAún no hay calificaciones
- EstrujadoraDocumento2 páginasEstrujadoraKyle Valentine CollenAún no hay calificaciones
- Fundamentos de QueseriaDocumento22 páginasFundamentos de QueseriaGataro3DevAún no hay calificaciones
- Proceso de Fabricacion de QuesoDocumento32 páginasProceso de Fabricacion de QuesoMadyleyne Huayta LaricoAún no hay calificaciones
- Resumen Ejecutivo EIADocumento82 páginasResumen Ejecutivo EIArafaelAún no hay calificaciones
- Resumen Peru Esta CalatoDocumento11 páginasResumen Peru Esta CalatoAlvaro ColquicochaAún no hay calificaciones
- Ponce Lanchipa Jerry Ivan - Diagrama PCPDocumento1 páginaPonce Lanchipa Jerry Ivan - Diagrama PCPJerry Ivan Ponce LanchipaAún no hay calificaciones
- Grupo3 - Automatización Mediante Limpieza Cip Al Proceso de La Elaboración de Cerveza ArtesanalDocumento47 páginasGrupo3 - Automatización Mediante Limpieza Cip Al Proceso de La Elaboración de Cerveza ArtesanalPiero Untol JuaresAún no hay calificaciones
- Segundo ExamenDocumento2 páginasSegundo ExamenJannie Carbajal LevizacaAún no hay calificaciones
- Caso Oliver Sa LOGISTICADocumento9 páginasCaso Oliver Sa LOGISTICAEder Solorzano HuallancaAún no hay calificaciones
- Diseño Mango PaltaDocumento145 páginasDiseño Mango PaltaShyrley Zavaleta0% (1)
- Flujo Del Proceso de ProducciónDocumento3 páginasFlujo Del Proceso de ProducciónGabriel BurgosAún no hay calificaciones
- Monografia Vino RoseDocumento10 páginasMonografia Vino RoseTOCAS MALCA VICTOR ANDREAún no hay calificaciones
- Localización de PlantasDocumento6 páginasLocalización de PlantasDeisy RojasAún no hay calificaciones
- Agroempaques Practica 8Documento7 páginasAgroempaques Practica 8Alexis Yairs Romero Munariz0% (1)
- Mermelada de PiñaDocumento23 páginasMermelada de PiñaAlvaro EscobarAún no hay calificaciones
- Exposicion Del Procesamiento de La Pulpa Del CangrejoDocumento12 páginasExposicion Del Procesamiento de La Pulpa Del CangrejoIsabella CardozoAún no hay calificaciones
- Desarrollo de Saccharomyces Cerevisiae Atcc 4126 Por Cultivo Por LotesDocumento3 páginasDesarrollo de Saccharomyces Cerevisiae Atcc 4126 Por Cultivo Por LotesSergioLymAún no hay calificaciones
- Backus TripticoDocumento2 páginasBackus TripticoNATALIAún no hay calificaciones
- Esparragos FDocumento20 páginasEsparragos FDanny AndradeAún no hay calificaciones
- Informe Final Bio - Docx EditadoDocumento62 páginasInforme Final Bio - Docx EditadoAna Isabel Ruiz SanchezAún no hay calificaciones
- Informe N 1 Diagnostico de E E en TarapotoDocumento23 páginasInforme N 1 Diagnostico de E E en TarapotoEli Bustamante TicliaAún no hay calificaciones
- Envases FuncionalesDocumento14 páginasEnvases FuncionalesandreaAún no hay calificaciones
- Natural Blends - 2Documento6 páginasNatural Blends - 2Carla DomenechAún no hay calificaciones
- ELAVORACION DEl KUMIS InformeDocumento9 páginasELAVORACION DEl KUMIS Informewilmer camacho cortesAún no hay calificaciones
- Ficha Tecnica Del Producto o ServicioDocumento7 páginasFicha Tecnica Del Producto o ServicioCampilloMendezShermanAlexanderAún no hay calificaciones
- Informe de Procesos Minerales Tratamiento de Cobre.Documento6 páginasInforme de Procesos Minerales Tratamiento de Cobre.Erika Calua VillanuevaAún no hay calificaciones
- Monografia Climatologia UrbanaDocumento37 páginasMonografia Climatologia UrbanaErika Calua VillanuevaAún no hay calificaciones
- Memoria ImprimirDocumento35 páginasMemoria ImprimirErika Calua VillanuevaAún no hay calificaciones
- Huella HidricaDocumento6 páginasHuella HidricaErika Calua VillanuevaAún no hay calificaciones
- Auditoría AmbientalDocumento8 páginasAuditoría AmbientalErika Calua VillanuevaAún no hay calificaciones
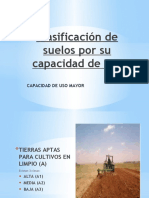
- Clasificación de Suelos Por Su Capacidad de UsoDocumento7 páginasClasificación de Suelos Por Su Capacidad de UsoErika Calua VillanuevaAún no hay calificaciones
- Reseña Histórica de CelendínDocumento7 páginasReseña Histórica de CelendínErika Calua VillanuevaAún no hay calificaciones
- Planificacion Forestal CelendinDocumento57 páginasPlanificacion Forestal CelendinErika Calua VillanuevaAún no hay calificaciones
- 3° Tema Determinación de Población de Diseño y Caudales deDocumento31 páginas3° Tema Determinación de Población de Diseño y Caudales deErika Calua VillanuevaAún no hay calificaciones
- Recolecion y RutasDocumento10 páginasRecolecion y RutasErika Calua VillanuevaAún no hay calificaciones
- 5.2 Política AmbientalDocumento1 página5.2 Política AmbientalErika Calua VillanuevaAún no hay calificaciones
- Métodos de Separación de MezclasDocumento16 páginasMétodos de Separación de Mezclasjuan carlos lazoAún no hay calificaciones
- WirovestDocumento2 páginasWirovestMIBUYFCYTCYGAún no hay calificaciones
- Informe Topografico ShapajaDocumento39 páginasInforme Topografico ShapajaErick Daniel Arias CaballeroAún no hay calificaciones
- Las Ballenas Son PecesDocumento3 páginasLas Ballenas Son Pecessamcrackw903YTAún no hay calificaciones
- 22n-2740 - Rengel Rev0Documento206 páginas22n-2740 - Rengel Rev0Josmag JatemAún no hay calificaciones
- RNE Actualizado INSTALACIONES+SANITARIASDocumento9 páginasRNE Actualizado INSTALACIONES+SANITARIASjuan pabloAún no hay calificaciones
- Procedimiento de Tarrajeo de Cielo Raso - Utp HuancayoDocumento10 páginasProcedimiento de Tarrajeo de Cielo Raso - Utp HuancayoVictor Alberto Peña Flores100% (1)
- Spatial Analysis of Heavy Metal Pollution in Road - TRADUCCIONDocumento21 páginasSpatial Analysis of Heavy Metal Pollution in Road - TRADUCCIONUWER SPAún no hay calificaciones
- Hoja de Seguridad NfpaDocumento9 páginasHoja de Seguridad NfpadorisAún no hay calificaciones
- Seminario 2 NumerosDocumento2 páginasSeminario 2 NumerosFrank Alex RamirezAún no hay calificaciones
- Proc. en Caso Fuga AmoniacoDocumento7 páginasProc. en Caso Fuga AmoniacoHildemar J. Bueno J.100% (1)
- RESOLUCIÓN No. 157-01 El Administrador Del Mercado Mayorista ConsiderandoDocumento56 páginasRESOLUCIÓN No. 157-01 El Administrador Del Mercado Mayorista ConsiderandoMario HernandezAún no hay calificaciones
- Situación Problema. Comunidad Wayuu. Proyecto de VidaDocumento7 páginasSituación Problema. Comunidad Wayuu. Proyecto de Vidayuly natalia sanabria paradaAún no hay calificaciones
- Plan Gestión Del Riesgo de Incendios Forestales para La Región Apurímac 2017 2021Documento105 páginasPlan Gestión Del Riesgo de Incendios Forestales para La Región Apurímac 2017 2021Saúl Huasco Pichihua0% (1)
- Densidad 2 Frejol PDFDocumento39 páginasDensidad 2 Frejol PDFGabriel LiuBa100% (1)
- Edicion Impresa El Siglo 11-02-16Documento12 páginasEdicion Impresa El Siglo 11-02-16Pagina web Diario elsigloAún no hay calificaciones
- Origen de Los Depósitos Del Suelo, Tamaño de Grano y Arcillas PDFDocumento29 páginasOrigen de Los Depósitos Del Suelo, Tamaño de Grano y Arcillas PDFMatías Tejada AriasAún no hay calificaciones
- Guia Tecnica RiegoDocumento11 páginasGuia Tecnica RiegoRosana IbanezAún no hay calificaciones
- Concepto Técnico No. 2517 Discriminación Del Área Protegida PEDH Juan Amarillo. Radicado 2018IE49092Documento25 páginasConcepto Técnico No. 2517 Discriminación Del Área Protegida PEDH Juan Amarillo. Radicado 2018IE49092jcmoralesaAún no hay calificaciones
- Normas para Evaluacion en Evaporacion y CristalizacionDocumento31 páginasNormas para Evaluacion en Evaporacion y Cristalizacionroquiroga0% (1)
- Elementos de DiseñóDocumento5 páginasElementos de DiseñóĆrîss GûârćhâjAún no hay calificaciones
- PERSONAJESDocumento4 páginasPERSONAJESJuan Sebastián MartínezAún no hay calificaciones
- CUNA MAS-PILCOMAYO Cotización Saneamiento AmbientalDocumento20 páginasCUNA MAS-PILCOMAYO Cotización Saneamiento AmbientalMaria Alvino PardoAún no hay calificaciones
- Msds Limpia Contacto Vistony PDFDocumento5 páginasMsds Limpia Contacto Vistony PDFheydyAún no hay calificaciones
- Ejemplo de Proyecto de TesisDocumento77 páginasEjemplo de Proyecto de TesisSamir SaenzAún no hay calificaciones
- Unidad #04 Productos Ceramicos ElaboradosDocumento88 páginasUnidad #04 Productos Ceramicos ElaboradosKenyi Hidalgo DiazAún no hay calificaciones
- Ingenieria Civil: HIDROLOGIA: Almacenamiento y Transito en Vasos y CaucesDocumento24 páginasIngenieria Civil: HIDROLOGIA: Almacenamiento y Transito en Vasos y CaucesAlanPercyRodriguezArmasAún no hay calificaciones
- La Pérdida y Deterioro de Los Hábitats Es La Principal Causa de Pérdida de BiodiversidadDocumento7 páginasLa Pérdida y Deterioro de Los Hábitats Es La Principal Causa de Pérdida de BiodiversidadDany Ludwind MOAún no hay calificaciones
- Cantera San Blas IIDocumento200 páginasCantera San Blas IIHans Ochoa LeónAún no hay calificaciones
- Quimica GUIA PRACTICA PDFDocumento23 páginasQuimica GUIA PRACTICA PDFSaul Zavala JimenoAún no hay calificaciones