También podría gustarte
- Tarea Semana 5 Procesos de Conminucion en MineriaDocumento5 páginasTarea Semana 5 Procesos de Conminucion en MineriarodrigoeliasrzgzAún no hay calificaciones
- Evolución Histórica de Los Equipos de MoliendaDocumento8 páginasEvolución Histórica de Los Equipos de MoliendaLeonel DottaAún no hay calificaciones
- ANEXO Procesos El ToquiDocumento5 páginasANEXO Procesos El ToquitayzerozAún no hay calificaciones
- Manual Proceso de ElectroobtencionDocumento42 páginasManual Proceso de ElectroobtencionAlexander Opazo PérezAún no hay calificaciones
- EIA Pampa CamaronesDocumento20 páginasEIA Pampa CamaronesAlan Fabricio Marambio CerecedaAún no hay calificaciones
- Presentación Espesaje RelavesDocumento17 páginasPresentación Espesaje Relavesroberto100% (1)
- ElectrobtenciónDocumento5 páginasElectrobtenciónCarlos Araya TapiaAún no hay calificaciones
- FUNDICIONDocumento36 páginasFUNDICIONEdwin Cirilo ChaucaAún no hay calificaciones
- Método de McCabe-ThieleDocumento3 páginasMétodo de McCabe-ThielecazorladianaAún no hay calificaciones
- Norma de Emisión para Fundiciones de CobreDocumento45 páginasNorma de Emisión para Fundiciones de CobrePerico PalotesAún no hay calificaciones
- 04 - Recursos Geologicos de Fe CAP Mineria - M Rojo - CAPDocumento47 páginas04 - Recursos Geologicos de Fe CAP Mineria - M Rojo - CAPPaula AyancanAún no hay calificaciones
- Ut FSMDocumento151 páginasUt FSMMiyaray LecarosAún no hay calificaciones
- Chancado y Molienda El Soldado SVDocumento9 páginasChancado y Molienda El Soldado SVTilli Rojas VelizAún no hay calificaciones
- MineralurgiaDocumento10 páginasMineralurgiaPancho Antonio Valdes RojasAún no hay calificaciones
- La Historia de La Conminución 5Documento8 páginasLa Historia de La Conminución 5Yesi CeballosAún no hay calificaciones
- Variables Operacionales de Un Molino de BolasDocumento3 páginasVariables Operacionales de Un Molino de BolasAldo AlfaroAún no hay calificaciones
- FLOTACIONDocumento3 páginasFLOTACIONDaniela RamirezAún no hay calificaciones
- SX-Clase 1Documento65 páginasSX-Clase 1Baldur100% (1)
- Molino de BolasDocumento44 páginasMolino de Bolasvera nolanAún no hay calificaciones
- Yacimiento Mantoverde 1Documento10 páginasYacimiento Mantoverde 1Omara ValentinaAún no hay calificaciones
- Yan Aros S3 TareaDocumento8 páginasYan Aros S3 Tareaponzio ponzioAún no hay calificaciones
- Bladimir Alejandro Quezada Vera Tarea S5Documento7 páginasBladimir Alejandro Quezada Vera Tarea S5Bladimir QuezadaAún no hay calificaciones
- Simulación y Optimización de Molienda en Ambiente Molycop ToolsDocumento2 páginasSimulación y Optimización de Molienda en Ambiente Molycop ToolsLatasha FloresAún no hay calificaciones
- Plantas Concentradoras Región de AtacamaDocumento15 páginasPlantas Concentradoras Región de AtacamaCuro100% (1)
- Molienda y FlotacionDocumento9 páginasMolienda y FlotacionNikole HidalgoAún no hay calificaciones
- Proceso Quimico Del CobreDocumento38 páginasProceso Quimico Del CobreYulissaPazAún no hay calificaciones
- Test de Heterogeneidad Ejercicio UsachDocumento42 páginasTest de Heterogeneidad Ejercicio UsachMatias Rubilar CortesAún no hay calificaciones
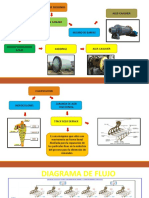
- CIRCUITO DE MOLIENDA - DIAGRAMA DE FLUJO ListoDocumento6 páginasCIRCUITO DE MOLIENDA - DIAGRAMA DE FLUJO ListoReveca Calderon FernandezAún no hay calificaciones
- Pretratamiento de La CalcopiritaDocumento26 páginasPretratamiento de La CalcopiritagianpierreAún no hay calificaciones
- Planta Concentradora Las Luces (PCLL) de Compañía Minera Las CenizasDocumento25 páginasPlanta Concentradora Las Luces (PCLL) de Compañía Minera Las CenizasArz GameAún no hay calificaciones
- Proceso SDocumento76 páginasProceso SYam MbAún no hay calificaciones
- Manual Procesos Auxiliares de LX SX EwDocumento62 páginasManual Procesos Auxiliares de LX SX EwClaudia Rosa Enriquez RiveraAún no hay calificaciones
- Cerro Colorado2Documento15 páginasCerro Colorado2ConiCortesLizamaAún no hay calificaciones
- Estudio para Mejorar La Vida Útil Del Revestimiento Refractario en Los Convertidores Peirce Smith de La Fundición de CaletonesDocumento113 páginasEstudio para Mejorar La Vida Útil Del Revestimiento Refractario en Los Convertidores Peirce Smith de La Fundición de CaletonesSebastian Andres MuñozAún no hay calificaciones
- Michael Espinoza EXTMS Semana3Documento4 páginasMichael Espinoza EXTMS Semana3Constanza alvarezAún no hay calificaciones
- Lixiviación Por TL y PercolaciónDocumento23 páginasLixiviación Por TL y PercolaciónGonzalo Muñoz MoreiraAún no hay calificaciones
- Lixiviacion en PilasDocumento18 páginasLixiviacion en PilasMetalurgia ProcesosAún no hay calificaciones
- Guia #4 Razon de ReducciónDocumento3 páginasGuia #4 Razon de ReducciónFederico AlbertoAún no hay calificaciones
- Cosecha de Cátodos - FinalDocumento21 páginasCosecha de Cátodos - FinalPaulina Flores MadridAún no hay calificaciones
- Gerald - Jimenez - Tarea3 ConminuciónDocumento7 páginasGerald - Jimenez - Tarea3 ConminuciónGerald JimenezAún no hay calificaciones
- Variables de Operación de Un MolinoDocumento3 páginasVariables de Operación de Un MolinoAmanda TuckerAún no hay calificaciones
- Informe de Laboratorio 2 Test de BondDocumento18 páginasInforme de Laboratorio 2 Test de BondAlejandro Cayuhan GonzalezAún no hay calificaciones
- Modelo de RaolynchDocumento3 páginasModelo de RaolynchbuthheadgacAún no hay calificaciones
- Michael Espinoza PROCM Semana7Documento3 páginasMichael Espinoza PROCM Semana7Constanza alvarezAún no hay calificaciones
- Recuperacion de Oro A Partir de Piritas AuriferasDocumento20 páginasRecuperacion de Oro A Partir de Piritas Auriferashugo carcamo100% (1)
- S1 Contenido Conminucion en La Mineria V2Documento23 páginasS1 Contenido Conminucion en La Mineria V2Camila Ordenez Olivares100% (1)
- Planta de DesorcionDocumento489 páginasPlanta de DesorcionGerardo ArandaAún no hay calificaciones
- Eficiencia de ZarandaDocumento3 páginasEficiencia de ZarandaPIERO LEONARDO TOMASTO CRISTOBALAún no hay calificaciones
- Electrobtencion 1Documento3 páginasElectrobtencion 1valeria ccansayaAún no hay calificaciones
- Lab. 1 (Espesamiento y Filtracion)Documento9 páginasLab. 1 (Espesamiento y Filtracion)Javier Alejandro Tapia CastroAún no hay calificaciones
- Royalty 201312 99531960 Mem 20140528 101409 PDFDocumento56 páginasRoyalty 201312 99531960 Mem 20140528 101409 PDFplawilouAún no hay calificaciones
- 02 - Granulometria y PulpaDocumento22 páginas02 - Granulometria y PulpaAndy RiveraAún no hay calificaciones
- Reporte de Work Index Del Mineral VinchosDocumento6 páginasReporte de Work Index Del Mineral VinchosAnonymous HqjWyyP4Aún no hay calificaciones
- 2.7 Indice de TrabajoDocumento6 páginas2.7 Indice de Trabajohenry_1024100% (1)
- Tema V - ÍNDICE DE TRABAJO DE BONDDocumento34 páginasTema V - ÍNDICE DE TRABAJO DE BONDlewis poma rojasAún no hay calificaciones
- 1 Desintegracion MecanicaDocumento25 páginas1 Desintegracion MecanicaMichelle LunaAún no hay calificaciones
- PI146 2010II Lab31Documento16 páginasPI146 2010II Lab31Juan Edson Ramos GanozaAún no hay calificaciones
- Informe MoliendaDocumento12 páginasInforme Moliendamaria caelaAún no hay calificaciones
- Glab-S06 S07-Lsanchez-2023-01-1Documento10 páginasGlab-S06 S07-Lsanchez-2023-01-1EsthefaniAún no hay calificaciones
- WordDocumento7 páginasWordRobert Contreras DavilaAún no hay calificaciones
- Falla en Tubo de CalderaDocumento16 páginasFalla en Tubo de CalderaJuan Ignacio GonzálezAún no hay calificaciones
- Aleación Hierro Cromo Niquel HHDocumento5 páginasAleación Hierro Cromo Niquel HHJuan Ignacio GonzálezAún no hay calificaciones
- Aspectos Teorico Practicos de La Refinacion A Fuego Del Cobre. Manuel DeviaDocumento10 páginasAspectos Teorico Practicos de La Refinacion A Fuego Del Cobre. Manuel DeviaJuan Ignacio GonzálezAún no hay calificaciones
- Balance de Masa en Horno de FusionDocumento14 páginasBalance de Masa en Horno de FusionJuan Ignacio GonzálezAún no hay calificaciones
- MI 4100 06 Refinaci N A FuegoDocumento31 páginasMI 4100 06 Refinaci N A FuegoLeandro SalazarAún no hay calificaciones
- APC para Circuitos de MoliendaDocumento10 páginasAPC para Circuitos de MoliendaJuan Ignacio GonzálezAún no hay calificaciones
- Características Principales de Celdas de Flotación Celdas ConvencionalesDocumento2 páginasCaracterísticas Principales de Celdas de Flotación Celdas ConvencionalesJuan Ignacio GonzálezAún no hay calificaciones
- Teoría de Las EscoriasDocumento52 páginasTeoría de Las EscoriasJosé Felix Zapata Usandivaras100% (4)
- Orientaciones para Las Actividades de OPD LEFDocumento58 páginasOrientaciones para Las Actividades de OPD LEFDenisse López Sing67% (3)
- Cap. 12 Mecanica de Fluidos Parte1Documento27 páginasCap. 12 Mecanica de Fluidos Parte1Geovany MoralesAún no hay calificaciones
- Catalogo Loxone Smart Home 21x21Documento32 páginasCatalogo Loxone Smart Home 21x21fedeAún no hay calificaciones
- Bomba de Infusion Aramis by Hamilton MedicalDocumento8 páginasBomba de Infusion Aramis by Hamilton MedicalbiomedicacolombiaAún no hay calificaciones
- Clase Gratis de Suficiencia de DatosDocumento30 páginasClase Gratis de Suficiencia de Datosmaria joseAún no hay calificaciones
- Computabilidad y ComplejidadDocumento27 páginasComputabilidad y ComplejidadYamir EncarnacionAún no hay calificaciones
- BASF Emulsiones ModificadasDocumento72 páginasBASF Emulsiones ModificadasMarlonguaAún no hay calificaciones
- Lógica MatemáticaDocumento6 páginasLógica MatemáticaNorviaJazminDelosSantosAún no hay calificaciones
- Tablas Completas Van WylenDocumento44 páginasTablas Completas Van WylenCris AcevedoAún no hay calificaciones
- Apuntes de Capacitacion para Termofusion de GeomembranaDocumento2 páginasApuntes de Capacitacion para Termofusion de GeomembranaFrancisco RubioAún no hay calificaciones
- Manual Del Estudiante - Diagramas de Control de Procesos PDFDocumento203 páginasManual Del Estudiante - Diagramas de Control de Procesos PDFGloria Prado RodriguezAún no hay calificaciones
- Paper Carbon ActivadoDocumento4 páginasPaper Carbon Activadokate vilcapaza CharcaAún no hay calificaciones
- Juntas Frias Sikadur - 32 - FixDocumento3 páginasJuntas Frias Sikadur - 32 - FixPepe BlancoAún no hay calificaciones
- Tratamientos TermicosDocumento13 páginasTratamientos TermicosFranklin Roy Gutierrez CatacoraAún no hay calificaciones
- Curso Autoclave ApsaCapacitacionDocumento4 páginasCurso Autoclave ApsaCapacitacionJose Antonio GBAún no hay calificaciones
- Instrumentación ElectrónicaDocumento594 páginasInstrumentación ElectrónicajdelriorodrigalvarezAún no hay calificaciones
- Compuertas NAND Y NORDocumento4 páginasCompuertas NAND Y NORPaola Sanchez CifuentesAún no hay calificaciones
- FISI.(09B) CONSERVACIÓN DE ENERGÍA MECÁNICA 02-07-20Documento4 páginasFISI.(09B) CONSERVACIÓN DE ENERGÍA MECÁNICA 02-07-20CRISTIAN JOAN GARCIA CARBAJALAún no hay calificaciones
- ESTRATEGIA RazonDocumento6 páginasESTRATEGIA RazonKarlos MjkAún no hay calificaciones
- Introducción A La ÓpticaDocumento18 páginasIntroducción A La ÓpticaShaka De Loera0% (1)
- Evaluacion Recursos EnergeticosDocumento2 páginasEvaluacion Recursos EnergeticosLina Luz Perez Medrano100% (2)
- AashtoDocumento78 páginasAashtochabaloonAún no hay calificaciones
- LIPIDOSDocumento27 páginasLIPIDOSSandra Milena RondonAún no hay calificaciones
- 12 °obras de Excedencia Estructuras HidraulicasDocumento29 páginas12 °obras de Excedencia Estructuras HidraulicaskedinAún no hay calificaciones
- Load Haul DumpDocumento9 páginasLoad Haul DumpEdwin Medina FloresAún no hay calificaciones
- PDFDocumento228 páginasPDFleizar_death64Aún no hay calificaciones
- Impacto Ambiental Del Sector de La Construcción - Fábio Maia GuzenskiDocumento232 páginasImpacto Ambiental Del Sector de La Construcción - Fábio Maia GuzenskiRicardo MantariAún no hay calificaciones
- Variables y Expresiones EscalaresDocumento21 páginasVariables y Expresiones EscalaresJames Del Pozo PeñaAún no hay calificaciones
- Electricidad: Fundamentos y problemas de electrostática, corriente continua, electromagnetiDe EverandElectricidad: Fundamentos y problemas de electrostática, corriente continua, electromagnetiCalificación: 3.5 de 5 estrellas3.5/5 (5)
- La Biblia de las Matemáticas RápidasDe EverandLa Biblia de las Matemáticas RápidasCalificación: 4.5 de 5 estrellas4.5/5 (19)
- Proyectos de instalaciones eléctrica de baja tensiónDe EverandProyectos de instalaciones eléctrica de baja tensiónCalificación: 5 de 5 estrellas5/5 (1)
- Guía práctica para la refracción ocularDe EverandGuía práctica para la refracción ocularCalificación: 5 de 5 estrellas5/5 (2)
- Razonamiento Lógico Matemático para la toma de decisionesDe EverandRazonamiento Lógico Matemático para la toma de decisionesCalificación: 4.5 de 5 estrellas4.5/5 (8)
- Fundamentos de matemática: Introducción al nivel universitarioDe EverandFundamentos de matemática: Introducción al nivel universitarioCalificación: 3 de 5 estrellas3/5 (9)
- El Tao de la física: Una exploración de los paralelismos entre la física moderna y el misticismo orientalDe EverandEl Tao de la física: Una exploración de los paralelismos entre la física moderna y el misticismo orientalCalificación: 5 de 5 estrellas5/5 (3)
- Mentalidades matemáticas: Cómo liberar el potencial de los estudiantes mediante las matemáticas creativas, mensajes inspiradores y una enseñanza innovadoraDe EverandMentalidades matemáticas: Cómo liberar el potencial de los estudiantes mediante las matemáticas creativas, mensajes inspiradores y una enseñanza innovadoraCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Mi proyecto escolar Matemáticas Lúdicas: Adaptaciones curriculares para preescolar, primaria y secundariaDe EverandMi proyecto escolar Matemáticas Lúdicas: Adaptaciones curriculares para preescolar, primaria y secundariaCalificación: 5 de 5 estrellas5/5 (5)
- Armónicas en Sistemas Eléctricos IndustrialesDe EverandArmónicas en Sistemas Eléctricos IndustrialesCalificación: 4.5 de 5 estrellas4.5/5 (12)
- MATEMÁTICAS Fórmulas, reglas y reglas mnemotécnicasDe EverandMATEMÁTICAS Fórmulas, reglas y reglas mnemotécnicasAún no hay calificaciones
- El principio de posibilidad: Cómo la física cuántica puede mejorar tu forma de pensar, vivir y amarDe EverandEl principio de posibilidad: Cómo la física cuántica puede mejorar tu forma de pensar, vivir y amarCalificación: 4 de 5 estrellas4/5 (6)
- Chernóbil: La catástrofe nuclear que impactó al mundo enteroDe EverandChernóbil: La catástrofe nuclear que impactó al mundo enteroCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Física cuántica para principiantes: Descubra los fundamentos de la mecánica cuántica y cómo afecta al mundo en que vivimos a través de todas sus teorías más famosasDe EverandFísica cuántica para principiantes: Descubra los fundamentos de la mecánica cuántica y cómo afecta al mundo en que vivimos a través de todas sus teorías más famosasCalificación: 5 de 5 estrellas5/5 (4)
- Mecánica cuántica. Sobre su interpretación, historia y filosofíaDe EverandMecánica cuántica. Sobre su interpretación, historia y filosofíaCalificación: 5 de 5 estrellas5/5 (2)
- Enredo cuántico e inconsciente colectivo. Física y metafísica del universo. Nuevas interpretacionesDe EverandEnredo cuántico e inconsciente colectivo. Física y metafísica del universo. Nuevas interpretacionesCalificación: 5 de 5 estrellas5/5 (1)
- Aprendizaje Automático: El Aprendizaje Automático para principiantes que desean comprender aplicaciones, Inteligencia Artificial, Minería de Datos, Big Data y másDe EverandAprendizaje Automático: El Aprendizaje Automático para principiantes que desean comprender aplicaciones, Inteligencia Artificial, Minería de Datos, Big Data y másCalificación: 3.5 de 5 estrellas3.5/5 (6)