También podría gustarte
- Amfe DesfibriladorDocumento3 páginasAmfe DesfibriladorEsteban RamírezAún no hay calificaciones
- Marketing una herramienta para el crecimientoDe EverandMarketing una herramienta para el crecimientoAún no hay calificaciones
- FODA para Gestion de OperacionesDocumento2 páginasFODA para Gestion de OperacionesAlfredo Jara MunarAún no hay calificaciones
- Plan de Cuentas bajo NIF: Grupo 3: Prácticas de gobernanza contable en microempresasDe EverandPlan de Cuentas bajo NIF: Grupo 3: Prácticas de gobernanza contable en microempresasAún no hay calificaciones
- CP 12 2020.nomina-Conceptos-Liquidacion - PDF Protected UnlockedDocumento94 páginasCP 12 2020.nomina-Conceptos-Liquidacion - PDF Protected UnlockedDANILOAún no hay calificaciones
- Inventarios de Orientación Vocacional UniversitariaDocumento35 páginasInventarios de Orientación Vocacional UniversitariaAbi AlonsoAún no hay calificaciones
- Ejercicios de FiabilidadDocumento22 páginasEjercicios de FiabilidadKevin ArroyoAún no hay calificaciones
- AnyelisDocumento2 páginasAnyelisDarianna Salas EscorciaAún no hay calificaciones
- 21 Proyecto Planta de Acido Sulfurico Mejillones PDFDocumento42 páginas21 Proyecto Planta de Acido Sulfurico Mejillones PDFEdward IllescasAún no hay calificaciones
- Matriz de Cartel de Capacidades y Secuencias Del Area de Educacion FisicaDocumento27 páginasMatriz de Cartel de Capacidades y Secuencias Del Area de Educacion FisicaJohn RamosAún no hay calificaciones
- Principio Cientifico de Entrenamiento FisicoDocumento6 páginasPrincipio Cientifico de Entrenamiento FisicoYonet Del Valle MontefuscoAún no hay calificaciones
- Plan de Accion Clima Laboral HERCO CorrectoDocumento1 páginaPlan de Accion Clima Laboral HERCO Correctoma tcAún no hay calificaciones
- ) Mapa Mental CorregidoDocumento3 páginas) Mapa Mental Corregidokristel.leon.trejoAún no hay calificaciones
- Importancia de La Arquitectura Introspectiva. Una Visión Desde La Prospectiva - Domino de Las CienciasDocumento1 páginaImportancia de La Arquitectura Introspectiva. Una Visión Desde La Prospectiva - Domino de Las Cienciascasa planoAún no hay calificaciones
- Actividad Grupal de Contextos y Problematica - 9298 - G3Documento7 páginasActividad Grupal de Contextos y Problematica - 9298 - G3Jois JSGCAún no hay calificaciones
- Pase AereoDocumento2 páginasPase AereoWiliam MENDOZA SUAREZAún no hay calificaciones
- Acumulado Llamadas Carol 2305Documento2 páginasAcumulado Llamadas Carol 2305Carol V. ValderramaAún no hay calificaciones
- Supervisión 2024Documento3 páginasSupervisión 2024GINA MARIA ESTRADA SALAZARAún no hay calificaciones
- 10 PublicacionPropuestasRecibidas OCRDocumento61 páginas10 PublicacionPropuestasRecibidas OCRlfquintero456Aún no hay calificaciones
- Formato Evaluación CAS OCRDocumento2 páginasFormato Evaluación CAS OCRjudith marianoAún no hay calificaciones
- Botas de Seguridad - 20222 Ficha Técnica (Actuales)Documento2 páginasBotas de Seguridad - 20222 Ficha Técnica (Actuales)Carlos BorjaAún no hay calificaciones
- Formato - PTA - 28-03-23Documento8 páginasFormato - PTA - 28-03-23cristopherAún no hay calificaciones
- Postdata PDFDocumento13 páginasPostdata PDFJavier Alejandro SolanoAún no hay calificaciones
- Hseq-F-81 Plan de AcciónDocumento1 páginaHseq-F-81 Plan de AcciónAAAún no hay calificaciones
- Matriz - Mat 2° - Prueba de Salida - Prim - Deib 2012 20.22Documento5 páginasMatriz - Mat 2° - Prueba de Salida - Prim - Deib 2012 20.22Díaz PereiraAún no hay calificaciones
- 00191460144IM08S110199501. GestionMantenimientoMaquinariaPesada UntelsDocumento61 páginas00191460144IM08S110199501. GestionMantenimientoMaquinariaPesada UntelsJherson Denys Contreras RamosAún no hay calificaciones
- Think&action: Programa de Coaching EstratégicoDocumento11 páginasThink&action: Programa de Coaching EstratégicoNAGROWAún no hay calificaciones
- Matriz de Seguimiento Auditoria 2Documento6 páginasMatriz de Seguimiento Auditoria 2Andres Huertas100% (1)
- 15 PDFDocumento1 página15 PDFDAFNNE JIOVANNA URIBE GONZALEZAún no hay calificaciones
- 1 Matriz de Estudio de ContextoDocumento1 página1 Matriz de Estudio de ContextoDiana Marisell Carrera LLaxaAún no hay calificaciones
- GPC 574 Tdah Iacs PacienteDocumento20 páginasGPC 574 Tdah Iacs PacienteJose Alan Santos LociaAún no hay calificaciones
- Producto Académico N.° 3 S.I.Documento5 páginasProducto Académico N.° 3 S.I.Miguel Angel Gamboa ReateguiAún no hay calificaciones
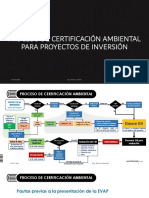
- Sesion 06 Proceso de Certificación Ambiental para Proyectos de InversiónDocumento16 páginasSesion 06 Proceso de Certificación Ambiental para Proyectos de InversiónShirley Nayely Chauca PaitanAún no hay calificaciones
- Detras de La Cuarta Pared. Autor André AntoineDocumento13 páginasDetras de La Cuarta Pared. Autor André AntoineALEJANDROAún no hay calificaciones
- Diagnostico ISO 9001-2015 ModDocumento7 páginasDiagnostico ISO 9001-2015 ModMaria Alejandra Valencia BolañosAún no hay calificaciones
- 16.-C+ílculo, Estudio y Dise+ o de Inst. Electrica PDFDocumento430 páginas16.-C+ílculo, Estudio y Dise+ o de Inst. Electrica PDFVic VegamanAún no hay calificaciones
- ACTIVIDAD 1 Mapa Conceptual Contabilidad y EmpresaDocumento9 páginasACTIVIDAD 1 Mapa Conceptual Contabilidad y EmpresamarcelaAún no hay calificaciones
- Programa de AuditoriaDocumento10 páginasPrograma de AuditoriaVictor CrisostomoAún no hay calificaciones
- Canvas - Plan de NegocioDocumento3 páginasCanvas - Plan de NegocioKarla VargasAún no hay calificaciones
- Y/p Distribución: Workforce Management InboundDocumento74 páginasY/p Distribución: Workforce Management InboundHector GalvezAún no hay calificaciones
- Principios Del Registro PublicopdfDocumento2 páginasPrincipios Del Registro PublicopdfLovely Ary WenceAún no hay calificaciones
- Indicadores: MatrizDocumento8 páginasIndicadores: MatrizDianaAún no hay calificaciones
- Vee-511 (P) Valoración Económica de EmpresasDocumento28 páginasVee-511 (P) Valoración Económica de EmpresasJUAN MARCO RAMOS PLAZAAún no hay calificaciones
- R09-San Miguel-453-Fts 2°c 2022Documento32 páginasR09-San Miguel-453-Fts 2°c 2022Alejandro BillordoAún no hay calificaciones
- Producto Académico N.° 2 (Tarea) .VFDocumento6 páginasProducto Académico N.° 2 (Tarea) .VFHuaman Ramos Isamar100% (1)
- Canvas - Plan de NegocioDocumento4 páginasCanvas - Plan de NegocioKarla VargasAún no hay calificaciones
- Instructor Yoga SepeDocumento56 páginasInstructor Yoga SepeLauraPlazaAún no hay calificaciones
- Criterios Por Ámbito - para GUIADocumento1172 páginasCriterios Por Ámbito - para GUIAROBERTOAún no hay calificaciones
- Ingenieria de SistemasDocumento4 páginasIngenieria de SistemasSamuel TobonAún no hay calificaciones
- Brochure Ingenieria de SistemasDocumento4 páginasBrochure Ingenieria de Sistemascadelos bautistaAún no hay calificaciones
- 4toa - Estadistica - de - Computacion - Año LectivoDocumento1 página4toa - Estadistica - de - Computacion - Año LectivoEduardo A. SalcedoAún no hay calificaciones
- Palacios EmplazamientoDocumento1 páginaPalacios EmplazamientoJosefa ArellanoAún no hay calificaciones
- Barrrios Altos Pucp CartelDocumento1 páginaBarrrios Altos Pucp CartelAlejandroAún no hay calificaciones
- Nuevo Formato Solicitud de ServicioDocumento4 páginasNuevo Formato Solicitud de ServicioDANIEL ALFONSO GREIFF DAVILA100% (1)
- Calidad 180616Documento28 páginasCalidad 180616Fer Barron GuzmanAún no hay calificaciones
- 7d Excel Con Soli Dados 2 ProteccionDocumento1 página7d Excel Con Soli Dados 2 ProteccionDaseAún no hay calificaciones
- Pase Aereo de 20 MLDocumento2 páginasPase Aereo de 20 MLMagaly Zhamakita Maz NaAún no hay calificaciones
- Abordaje Del Paciente Con Trastorno de La Personalidad en El Servicio de UrgenciasDocumento5 páginasAbordaje Del Paciente Con Trastorno de La Personalidad en El Servicio de UrgenciasElias UsiAún no hay calificaciones
- Cordero de DiosDocumento1 páginaCordero de DiosKatedrine SanchezAún no hay calificaciones
- PDF Infraestructura de Ti Segunda Etapa Infraestructura DDDocumento32 páginasPDF Infraestructura de Ti Segunda Etapa Infraestructura DDRolando PerezAún no hay calificaciones
- HPMT WFM In, Out y Bo para Konecta - 20190625 - ApeDocumento90 páginasHPMT WFM In, Out y Bo para Konecta - 20190625 - ApeAle CostaAún no hay calificaciones
- 01.cruce Aereo L 15m-Pa A1Documento1 página01.cruce Aereo L 15m-Pa A1Yoni Mendoza YupanquiAún no hay calificaciones
- El Estado en cuestión: ideas y política en la Administración Pública Argentina 1960-2015De EverandEl Estado en cuestión: ideas y política en la Administración Pública Argentina 1960-2015Aún no hay calificaciones
- 1 Casos en Que No Debe Pagar Sanción Por CorrecciónDocumento6 páginas1 Casos en Que No Debe Pagar Sanción Por CorrecciónDANILOAún no hay calificaciones
- 3 Plan-cuentas-niif-CRDocumento33 páginas3 Plan-cuentas-niif-CRDANILOAún no hay calificaciones
- 7 Diferencia Entre Ingresos Excluidos y No Gravados en El Impuesto Sobre Las VentasDocumento5 páginas7 Diferencia Entre Ingresos Excluidos y No Gravados en El Impuesto Sobre Las VentasDANILOAún no hay calificaciones
- 3 Responsables y No Responsables Del Iva (2020)Documento10 páginas3 Responsables y No Responsables Del Iva (2020)DANILOAún no hay calificaciones
- 4 PUC-contextualizado-ContaPyme-ATDocumento11 páginas4 PUC-contextualizado-ContaPyme-ATDANILOAún no hay calificaciones
- 1 Introduccion-seminario-MPDocumento14 páginas1 Introduccion-seminario-MPDANILOAún no hay calificaciones
- 5 Comerciantes de Bienes Exentos No Son Responsables Del IvaDocumento5 páginas5 Comerciantes de Bienes Exentos No Son Responsables Del IvaDANILOAún no hay calificaciones
- Contabler Pastel 2023-1Documento111 páginasContabler Pastel 2023-1Liliana PuertaAún no hay calificaciones
- NIC 36 EjerciciospdfDocumento12 páginasNIC 36 EjerciciospdfYrvin David Moran SanchezAún no hay calificaciones
- NIC 38 PDF PDFDocumento9 páginasNIC 38 PDF PDFLUGONEST85Aún no hay calificaciones
- Tips y Trucos de Excel PDFDocumento71 páginasTips y Trucos de Excel PDFNeri CroCroAún no hay calificaciones
- Matematica Financiera NIIF Primera ParteDocumento195 páginasMatematica Financiera NIIF Primera ParteDANILOAún no hay calificaciones
- NIIF 1 PDFDocumento7 páginasNIIF 1 PDFbrayan2682793Aún no hay calificaciones
- NIIF 2 PDFDocumento11 páginasNIIF 2 PDFMaisa FurlongAún no hay calificaciones
- Guía Didáctica 1 NpsDocumento35 páginasGuía Didáctica 1 NpsKaritho MartinezAún no hay calificaciones
- Organismos Internacionales de La Profesión y NIC-NIIFDocumento57 páginasOrganismos Internacionales de La Profesión y NIC-NIIFDANILOAún no hay calificaciones
- NIC 32 y 39 PDFDocumento8 páginasNIC 32 y 39 PDFdnafreakAún no hay calificaciones
- Nic - 37 - Ejemplo Practico PDFDocumento3 páginasNic - 37 - Ejemplo Practico PDFChily WillyAún no hay calificaciones
- Caso Nic 40Documento9 páginasCaso Nic 40Percy RaúlAún no hay calificaciones
- Guía Didáctica 1 NpsDocumento35 páginasGuía Didáctica 1 NpsKaritho MartinezAún no hay calificaciones
- CP - 05 - 2020.10 Pasos Elaboracion y Reporte Informacion Exogena 2019.pdf - Protected - UnlockedDocumento136 páginasCP - 05 - 2020.10 Pasos Elaboracion y Reporte Informacion Exogena 2019.pdf - Protected - UnlockedDANILOAún no hay calificaciones
- Guia de Utilizacion de La Herramienta V 3.2.3Documento16 páginasGuia de Utilizacion de La Herramienta V 3.2.3DANILOAún no hay calificaciones
- Librogt Bonus 6 Modos 2 Horas Mas Al DiaDocumento12 páginasLibrogt Bonus 6 Modos 2 Horas Mas Al Diabortles1Aún no hay calificaciones
- Saint Germain-La Practica de Las Llamas PDFDocumento224 páginasSaint Germain-La Practica de Las Llamas PDFRoberto Ruiz57% (7)
- CP - 01 - 2021.reconocimiento y Medicion Depropiedad Planta y EquipoDocumento64 páginasCP - 01 - 2021.reconocimiento y Medicion Depropiedad Planta y EquipoLuis AgudeloAún no hay calificaciones
- Los Siete RayosDocumento87 páginasLos Siete RayosXavierFdz100% (1)
- Contabilidad BasicaDocumento236 páginasContabilidad BasicaJulio Cesar Rodriguez Arroyo100% (1)
- Cijuf 2019 Reforma Tributaria-Dr Alba LuciaDocumento44 páginasCijuf 2019 Reforma Tributaria-Dr Alba LuciaDANILOAún no hay calificaciones
- Steiner TeosofiaDocumento128 páginasSteiner TeosofiaLauraRisso100% (12)
- Solucionario Tema 8 Estadc38dsticaDocumento30 páginasSolucionario Tema 8 Estadc38dsticaLuisaAún no hay calificaciones
- CORRELACION PresentacionDocumento8 páginasCORRELACION PresentacionABMA2014Aún no hay calificaciones
- Practica - Fundamentos de Estadística y 2020-1Documento2 páginasPractica - Fundamentos de Estadística y 2020-1sebastian zapataAún no hay calificaciones
- Guia de Trabajo No. 1 Estadistica DescriptivaDocumento18 páginasGuia de Trabajo No. 1 Estadistica Descriptivasebastian perdomoAún no hay calificaciones
- Sustentación Trabajo Colaborativo - CB - Segundo Bloque-Estadistica II - (Grupo3)Documento6 páginasSustentación Trabajo Colaborativo - CB - Segundo Bloque-Estadistica II - (Grupo3)Henry TabaresAún no hay calificaciones
- Clase 3. Los POSDocumento31 páginasClase 3. Los POSsilvia marieAún no hay calificaciones
- Resumen 3Documento11 páginasResumen 3Fernando LopezAún no hay calificaciones
- Evidencia de Aprendizaje Interpretación de DatosDocumento3 páginasEvidencia de Aprendizaje Interpretación de DatosJorge Rodriguez100% (2)
- Econo Me TriaDocumento12 páginasEcono Me TriaIsaías Ellez MillarAún no hay calificaciones
- Fundamentos de La Teoria de La ProbabilidadDocumento14 páginasFundamentos de La Teoria de La ProbabilidadRoxanaAún no hay calificaciones
- 55 Examen Final de Investigación de MercadosDocumento7 páginas55 Examen Final de Investigación de MercadosGloria Cantor GAún no hay calificaciones
- Capacidades Matematicas - Subido Por Profesor Jose de La Rosa Visaitame-Http://jose-De-La-Rosa - Blogspot.comDocumento160 páginasCapacidades Matematicas - Subido Por Profesor Jose de La Rosa Visaitame-Http://jose-De-La-Rosa - Blogspot.comJose de la Rosa vidal100% (3)
- Programación de Matemáticas 2016 Teniendo en Cuenta Los DBADocumento186 páginasProgramación de Matemáticas 2016 Teniendo en Cuenta Los DBAkaty vergara0% (1)
- Tema5 Resueltos Calculo Numerico AjusteDocumento4 páginasTema5 Resueltos Calculo Numerico AjusteNicolás StuppaAún no hay calificaciones
- Portafolio de EstadisticaDocumento14 páginasPortafolio de EstadisticaArmenta Vazquez Jesus EduardoAún no hay calificaciones
- Estadistica en Static GraphicsDocumento2 páginasEstadistica en Static GraphicsEnmanuel Valero valeroAún no hay calificaciones
- Tema 6Documento49 páginasTema 6Juanma MartínAún no hay calificaciones
- Actividad I Módulo Caracterización de La Investigación Aplicada.Documento19 páginasActividad I Módulo Caracterización de La Investigación Aplicada.Tano Pachón100% (1)
- Desagregación 3ero Bgu QuímicaDocumento101 páginasDesagregación 3ero Bgu QuímicaRicardo AndradeAún no hay calificaciones
- Actividad Eje 3 Analisis de DatosDocumento9 páginasActividad Eje 3 Analisis de DatoskatherineAún no hay calificaciones
- Estadística Descriptiva-Grupo 7-Tarea 1Documento17 páginasEstadística Descriptiva-Grupo 7-Tarea 1YAIRA ALEJANDRA PEÑALOZA VALENCIAAún no hay calificaciones
- Apendice 2 Trabajo ColaborativoDocumento8 páginasApendice 2 Trabajo Colaborativohaminton guevaraAún no hay calificaciones
- Tipos de MuestreoDocumento18 páginasTipos de Muestreorene araujo mesíaAún no hay calificaciones
- Antecedentes de La Teoría de La ProbabilidadDocumento2 páginasAntecedentes de La Teoría de La ProbabilidadJacqueline LopezAún no hay calificaciones
- Estadística para Negocios Semana 2 PDocumento9 páginasEstadística para Negocios Semana 2 PRaul Manzano Máster CoachAún no hay calificaciones
- TEMA 1 La Sociologia Como Forma de ObservaciónDocumento80 páginasTEMA 1 La Sociologia Como Forma de ObservaciónthinkguayAún no hay calificaciones
- Autoevaluación 1Documento5 páginasAutoevaluación 1MANUEL TRIGUERO OGAYARAún no hay calificaciones
- Revista Vol 21 No 1 2012 Agosto 2013Documento118 páginasRevista Vol 21 No 1 2012 Agosto 2013Priscilla NicolettAún no hay calificaciones