También podría gustarte
- Diagrama IshikawaDocumento2 páginasDiagrama IshikawaLeydi Sánchez YnoñanAún no hay calificaciones
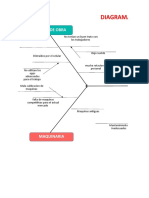
- Diagrama de Espina de PescadoDocumento1 páginaDiagrama de Espina de PescadoAngelo JoseAún no hay calificaciones
- t3 - Gestion de La Calidad - Grupo La FeDocumento14 páginast3 - Gestion de La Calidad - Grupo La FeALBERTAún no hay calificaciones
- Problemas-Producción-InyecciónDocumento2 páginasProblemas-Producción-InyecciónKrhyzita Gama MorocoAún no hay calificaciones
- 02.06.2019-Caso TintoreríaDocumento7 páginas02.06.2019-Caso TintoreríaJack Michael ChangAún no hay calificaciones
- 02.06.2019-Caso TintoreríaDocumento7 páginas02.06.2019-Caso TintoreríaJhonatan VbAún no hay calificaciones
- DiagramasDocumento9 páginasDiagramasMario VargasAún no hay calificaciones
- Informe de OcurrenciaDocumento1 páginaInforme de OcurrenciaJoseliñha Sanchez GuerraAún no hay calificaciones
- Formato de Tiempo Muerto PACHECODocumento3 páginasFormato de Tiempo Muerto PACHECORafael LunaAún no hay calificaciones
- Taller #18 Herramientas para La MejoraDocumento1 páginaTaller #18 Herramientas para La MejoraAndres Queupumil Ortiz100% (2)
- Actividad #3 (Diagrama de Ishikawa y Pareto)Documento3 páginasActividad #3 (Diagrama de Ishikawa y Pareto)Fernando QuintanaAún no hay calificaciones
- Perforación y Voladura Atacocha SIpervorDocumento15 páginasPerforación y Voladura Atacocha SIpervorJOSE LUIS HURTADO ZAMORAAún no hay calificaciones
- Amef y Acr - Top DriveDocumento3 páginasAmef y Acr - Top DriveLuzALonsoAún no hay calificaciones
- Diagrama Caus EfectoDocumento1 páginaDiagrama Caus EfectoJulio GutierrezAún no hay calificaciones
- Fishbone DiagramDocumento1 páginaFishbone Diagramcristoferrodriguez63Aún no hay calificaciones
- AMEFDocumento16 páginasAMEFVictor Sotelo Jimenez100% (1)
- Calidad continuaDocumento12 páginasCalidad continuaSteven RodriguezAún no hay calificaciones
- Herramientas Básicas de Control - Trab N°3Documento8 páginasHerramientas Básicas de Control - Trab N°3Luis Ivan Tasayco GoicocheaAún no hay calificaciones
- Nuevo DigramaDocumento18 páginasNuevo DigramaGustavo Guerrero GarcíaAún no hay calificaciones
- Ishikawa Cambio de Producto MantoDocumento3 páginasIshikawa Cambio de Producto MantoDiana AnacoretaAún no hay calificaciones
- Analisis de Diagrama Causa Efecto para Un RodamientoDocumento2 páginasAnalisis de Diagrama Causa Efecto para Un RodamientoAlvin Gt0% (1)
- Actividad 7. Arbol de Problemas-Auqui, Espinoza, Pomachahua-Arbol de ProblemasDocumento5 páginasActividad 7. Arbol de Problemas-Auqui, Espinoza, Pomachahua-Arbol de ProblemasANAHI AUQUI AROTOMAAún no hay calificaciones
- Resolución Lab Ishikawa - ParetoDocumento15 páginasResolución Lab Ishikawa - ParetoGianella GarciaAún no hay calificaciones
- AMEFDocumento8 páginasAMEFtributo415Aún no hay calificaciones
- ICHICAWADocumento1 páginaICHICAWAAngelo Abel Torres TerrerosAún no hay calificaciones
- Act#2 MUAHGDocumento3 páginasAct#2 MUAHGProcesos 5s SEMADETAún no hay calificaciones
- Problemas en la producción de desinfectante por incumplimiento de especificacionesDocumento4 páginasProblemas en la producción de desinfectante por incumplimiento de especificacionesSamir Mejia CarreraAún no hay calificaciones
- Identificacion de Riesgo Nissan Np300 2013Documento4 páginasIdentificacion de Riesgo Nissan Np300 2013brayan rivas19Aún no hay calificaciones
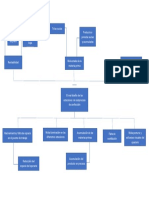
- Arbol de ProblemasDocumento1 páginaArbol de Problemasfelipe salamancaAún no hay calificaciones
- Plantilla Xls Diagrama de IshikawaDocumento2 páginasPlantilla Xls Diagrama de IshikawaJeysonVarelaAún no hay calificaciones
- Formato Excel AMFEDocumento10 páginasFormato Excel AMFEGissella Mariel Garcia LoorAún no hay calificaciones
- Amfe EurotuboDocumento5 páginasAmfe EurotuboRenzo Flores SanchezAún no hay calificaciones
- Protocolo Diario de InspeccionDocumento1 páginaProtocolo Diario de InspeccionCarol Jersy IngaAún no hay calificaciones
- Expo DPPDocumento8 páginasExpo DPPDiego AlbornozAún no hay calificaciones
- Merma en TortilleriaDocumento4 páginasMerma en TortilleriaMonse DavilaAún no hay calificaciones
- ACA Sistema de Registro de ProcesosDocumento3 páginasACA Sistema de Registro de ProcesosJesús OsorioAún no hay calificaciones
- Tipos de Desperdicios en El Proceso 2Documento10 páginasTipos de Desperdicios en El Proceso 2Carlos CruzAún no hay calificaciones
- Anexo 1 - Matriz de Descripción de CasosDocumento1 páginaAnexo 1 - Matriz de Descripción de Casosfrank acevedoAún no hay calificaciones
- RiesgosParoDespachoProductoDocumento33 páginasRiesgosParoDespachoProductocgmonzon84Aún no hay calificaciones
- Caso PrácticoDocumento5 páginasCaso PrácticoOmar ZapataAún no hay calificaciones
- Ejemplo ESPINA PESCADODocumento17 páginasEjemplo ESPINA PESCADOZamir Andres Rojas OrtizAún no hay calificaciones
- Ejercicio PizzaDocumento5 páginasEjercicio Pizzahugo soto0% (1)
- Copia de S11 - Ejercicios de Ishikawa - PPTX - RemovedDocumento10 páginasCopia de S11 - Ejercicios de Ishikawa - PPTX - RemovedSullón Castro JoséAún no hay calificaciones
- Producción de Sillas. Siete HerramientasDocumento3 páginasProducción de Sillas. Siete HerramientasJosé Alberto PinedaAún no hay calificaciones
- Diagrama de Ishikawa Fishbone Diagram: M Todo É Mano de ObraDocumento1 páginaDiagrama de Ishikawa Fishbone Diagram: M Todo É Mano de ObraJorge OrtizAún no hay calificaciones
- Amef 5.14Documento1 páginaAmef 5.14Javis AyalaAún no hay calificaciones
- Inyectores de Combustible Sucios o Con FugasDocumento2 páginasInyectores de Combustible Sucios o Con FugasJara VillanuevaAún no hay calificaciones
- Diagrama de Ishikawa ToyotaDocumento3 páginasDiagrama de Ishikawa ToyotaAngelly RamosAún no hay calificaciones
- Flujo de ProcesoDocumento1 páginaFlujo de Procesoanzaldoe923Aún no hay calificaciones
- Portafolio N°5Documento2 páginasPortafolio N°5Cloe SaonaAún no hay calificaciones
- Guia Taller PitillosDocumento5 páginasGuia Taller PitillosFRANK BAún no hay calificaciones
- Cuestionario 2 - PeraltaDocumento2 páginasCuestionario 2 - PeraltaJhatzumy Paola Neyra TayaAún no hay calificaciones
- Taller N 18 Herramientas para La MejoraDocumento1 páginaTaller N 18 Herramientas para La MejoraJesus Gutierrez100% (6)
- Trabajo Práctico Just in TimeDocumento5 páginasTrabajo Práctico Just in Timemathias galvezAún no hay calificaciones
- Diagrama-de-Ishikawa TrabajoDocumento1 páginaDiagrama-de-Ishikawa TrabajoHEYDI JARAMILLOAún no hay calificaciones
- DIAGRAMASDocumento6 páginasDIAGRAMASthedoctor xAún no hay calificaciones
- Diagrama de Ishikawa - Juan Carlos Portales HuamanDocumento1 páginaDiagrama de Ishikawa - Juan Carlos Portales HuamanLadhiJaniraDextreMartinezAún no hay calificaciones
- Manual para El Control de Fallas v2Documento21 páginasManual para El Control de Fallas v2yusepAún no hay calificaciones
- Mantenimiento de La CalidadDocumento18 páginasMantenimiento de La CalidadLeidyJuliethPerezAún no hay calificaciones
- Se03 Tunel Jetfan 2015esDocumento4 páginasSe03 Tunel Jetfan 2015esromanvictor2000Aún no hay calificaciones
- REFRACSILDocumento1 páginaREFRACSILarlyAún no hay calificaciones
- 2173 Tratamientos TermicosDocumento34 páginas2173 Tratamientos TermicosDaniela QRAún no hay calificaciones
- 106 LEM MartensitaDocumento4 páginas106 LEM MartensitaDarwin M SalazarAún no hay calificaciones
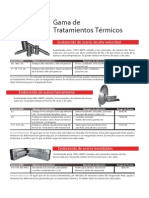
- Gama TratamientosDocumento6 páginasGama TratamientosRenaxela Rueda OrduzAún no hay calificaciones
- Prueba de ChillDocumento3 páginasPrueba de ChillarlyAún no hay calificaciones
- Manual Tratamientos TérmicosDocumento229 páginasManual Tratamientos TérmicosMario Eduardo Toledo ChavezAún no hay calificaciones
- Aleaciones FerrosasDocumento69 páginasAleaciones FerrosasGabriel Ch100% (3)
- Fundición Centrifuga Pagina 647Documento1 páginaFundición Centrifuga Pagina 647arlyAún no hay calificaciones
- Defectos e Imperfecciones CristalinasDocumento9 páginasDefectos e Imperfecciones CristalinasAyner ZamoraAún no hay calificaciones
- Refractarios para cubas de horno de inducciónDocumento1 páginaRefractarios para cubas de horno de inducciónarlyAún no hay calificaciones
- Fabricacionycaracterizacion PDFDocumento85 páginasFabricacionycaracterizacion PDFOscar Jose Perez TroccoliAún no hay calificaciones
- Mangueras de acometida eléctrica para hornos de inducciónDocumento1 páginaMangueras de acometida eléctrica para hornos de inducciónarlyAún no hay calificaciones
- Metalografia Preparacion de Probetas Al MicroscopioDocumento4 páginasMetalografia Preparacion de Probetas Al Microscopiojorge_t_71Aún no hay calificaciones
- Ing 438 PDFDocumento164 páginasIng 438 PDFHerminia Salagata TAún no hay calificaciones
- ASTM A36 y Normas para Análisis de CDocumento2 páginasASTM A36 y Normas para Análisis de CarlyAún no hay calificaciones
- Ensayo de Composicion Quimica Via Espetrometrica Marzo 18-2015Documento1 páginaEnsayo de Composicion Quimica Via Espetrometrica Marzo 18-2015arlyAún no hay calificaciones
- Defectos e Imperfecciones CristalinasDocumento9 páginasDefectos e Imperfecciones CristalinasAyner ZamoraAún no hay calificaciones
- Preparacion de Arenas para MoldeoDocumento1 páginaPreparacion de Arenas para MoldeoarlyAún no hay calificaciones
- Composición Materias Primas para Fundición - FinsaDocumento5 páginasComposición Materias Primas para Fundición - FinsaarlyAún no hay calificaciones
- CAP11 Aceros para HerramientasDocumento24 páginasCAP11 Aceros para HerramientasOtoniel Olán JiménezAún no hay calificaciones
- Dialnet FundamentosTeoricosDeLosAcerosAuteniticosAlMangane 4808024Documento6 páginasDialnet FundamentosTeoricosDeLosAcerosAuteniticosAlMangane 4808024Jonathan Cautivo ToroAún no hay calificaciones
- Tratamientos TérmicosDocumento4 páginasTratamientos TérmicosDayanaAún no hay calificaciones
- Colores Distintivos para RetornosDocumento1 páginaColores Distintivos para RetornosarlyAún no hay calificaciones
- 917Documento8 páginas917StalinLao BarragánAún no hay calificaciones
- Gasificacion en EsDocumento12 páginasGasificacion en EsarlyAún no hay calificaciones
- Procesos SoldaduraDocumento6 páginasProcesos SoldaduraFrank BullockAún no hay calificaciones
- Particulas MagneticasDocumento53 páginasParticulas MagneticasEduardo Rodriguez AlvarezAún no hay calificaciones
- Carburo de Silicio (Sic) : Your Door To Raw Materials & MarketsDocumento1 páginaCarburo de Silicio (Sic) : Your Door To Raw Materials & MarketsarlyAún no hay calificaciones
- Manual de Uso CicDocumento4 páginasManual de Uso CicCesar Cano100% (1)
- Cesar Vallejo CompletoDocumento18 páginasCesar Vallejo CompletoGuille SciarraAún no hay calificaciones
- ETC28102009Documento8 páginasETC28102009Periodico EnfoqueAún no hay calificaciones
- Calcular La Diferencia Entre Dos Fechas JUDITHDocumento6 páginasCalcular La Diferencia Entre Dos Fechas JUDITHjudithzapataAún no hay calificaciones
- La historia de Juan el MecánicoDocumento3 páginasLa historia de Juan el MecánicoedissonAún no hay calificaciones
- Fisica M.R.U y M.R.U.VDocumento13 páginasFisica M.R.U y M.R.U.VPosting GamesAún no hay calificaciones
- Calculo consumo agua y dimensionamiento sistema abastecimientoDocumento3 páginasCalculo consumo agua y dimensionamiento sistema abastecimientocarlosAún no hay calificaciones
- Razonamiento Verbal - 1er Año - I Bimestre - 2014Documento26 páginasRazonamiento Verbal - 1er Año - I Bimestre - 2014paola fanny villanueva reyesAún no hay calificaciones
- Beneficios Del Omega 3Documento3 páginasBeneficios Del Omega 3LuzChuraAún no hay calificaciones
- Test Bender diagnóstico niñosDocumento6 páginasTest Bender diagnóstico niñosLicAndreaMeleAún no hay calificaciones
- Actividades Semana CuatroDocumento2 páginasActividades Semana CuatroIsidroAgredaPerezAún no hay calificaciones
- Ficha Semana 5 SuperiorDocumento20 páginasFicha Semana 5 SuperiorcarmenAún no hay calificaciones
- Auto Admisorio T - Rad. 2021-00084Documento2 páginasAuto Admisorio T - Rad. 2021-00084Orlando TorresAún no hay calificaciones
- Ficha Tecnica PatitoDocumento8 páginasFicha Tecnica PatitoAlex Paredes CortezAún no hay calificaciones
- Jurisprudencia Corte Apelaciones Valdivia Sobre Bien FamiliarDocumento2 páginasJurisprudencia Corte Apelaciones Valdivia Sobre Bien FamiliarEduardo ContrerasAún no hay calificaciones
- Wuolah Free Resumen T 1234567Documento3 páginasWuolah Free Resumen T 1234567IsaAún no hay calificaciones
- Manual Telecable Thomson TWG870 1293406582 - 29112010125545Documento61 páginasManual Telecable Thomson TWG870 1293406582 - 29112010125545bermejo2211960Aún no hay calificaciones
- 1 Farmacos Utilizados para El Asma 352976 Downloable 866279Documento11 páginas1 Farmacos Utilizados para El Asma 352976 Downloable 866279MARGARET VALERY ORE CRUZAún no hay calificaciones
- Estadística N°2Documento3 páginasEstadística N°2Yury VegaAún no hay calificaciones
- HomiléticaDocumento33 páginasHomiléticaYaritza Cardenas100% (1)
- Cronograma de Marzo 2021Documento2 páginasCronograma de Marzo 2021William MoralesAún no hay calificaciones
- Veganismo EmbarazoDocumento4 páginasVeganismo EmbarazoorlandoAún no hay calificaciones
- PRUEBA Patrones 5TODocumento6 páginasPRUEBA Patrones 5TONicol Vargas OsorioAún no hay calificaciones
- Guía Ciencias Sociales Grado SegundoDocumento10 páginasGuía Ciencias Sociales Grado SegundoMaritza LópezAún no hay calificaciones
- Uniones en NodosDocumento12 páginasUniones en NodosAntsony PonceAún no hay calificaciones
- Normas y Constitucion GGGDocumento47 páginasNormas y Constitucion GGGmicaelajfevAún no hay calificaciones
- PRACTICA #02 BiologiaDocumento9 páginasPRACTICA #02 Biologialucy davila diazAún no hay calificaciones
- Práctica CalificadaDocumento6 páginasPráctica CalificadaDanielitoPineditoBacallitaAún no hay calificaciones
- Guia Completa de Razas de PerrosDocumento19 páginasGuia Completa de Razas de PerrosSofía Beatriz LopezAún no hay calificaciones
- Libreta - 2Documento102 páginasLibreta - 2George Smaily Quispe ImanAún no hay calificaciones