También podría gustarte
- Especificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209De EverandEspecificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- 0209-TR Recipientes Horizontales 2006Documento29 páginas0209-TR Recipientes Horizontales 2006KALIN MANAún no hay calificaciones
- 0211-TR Tanques & Depositos 2006Documento33 páginas0211-TR Tanques & Depositos 2006KALIN MAN100% (1)
- 0104-TR Valvulas Sus Caracteristicas PDFDocumento42 páginas0104-TR Valvulas Sus Caracteristicas PDFRamirez BernuyAún no hay calificaciones
- 0115 Maf Bombas 2005Documento25 páginas0115 Maf Bombas 2005rflanigaAún no hay calificaciones
- Catalogo AcenorDocumento36 páginasCatalogo AcenorDavid Gonzalez PerezAún no hay calificaciones
- Curso de Tuberías para Plantas de Proceso - 0114 Intercambiadores de CalorDocumento31 páginasCurso de Tuberías para Plantas de Proceso - 0114 Intercambiadores de CalorChimuelin100% (1)
- Diseno de TuberiaDocumento220 páginasDiseno de TuberiaJosue MendezAún no hay calificaciones
- Ejemplo Piping ClassDocumento12 páginasEjemplo Piping ClassDENYS100% (1)
- Curso de Tuberías para Plantas de Proceso - 0205 Conexion A IntercambiadoresDocumento32 páginasCurso de Tuberías para Plantas de Proceso - 0205 Conexion A IntercambiadoresChimuelinAún no hay calificaciones
- Advance-Steel-2019-Getting-Started-Guide-Imperial-En - En.es EspañolDocumento55 páginasAdvance-Steel-2019-Getting-Started-Guide-Imperial-En - En.es EspañolEduardo PerozoAún no hay calificaciones
- Curso de Tuberías para Plantas de Proceso - 0112 Plot Plan & LayoutsDocumento21 páginasCurso de Tuberías para Plantas de Proceso - 0112 Plot Plan & LayoutsChimuelinAún no hay calificaciones
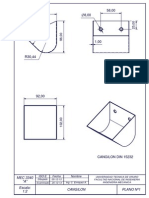
- Cangilon DIN 15232 planosDocumento18 páginasCangilon DIN 15232 planosRafael Calle Napoleon LuisAún no hay calificaciones
- Sellado y montaje de juntas espirotálicasDocumento32 páginasSellado y montaje de juntas espirotálicasraul gonzalez100% (1)
- Representaciones CAESARDocumento256 páginasRepresentaciones CAESARDiego100% (1)
- BASE Curso Elemental de Diseño de Tuberías Industriales Volumen 1Documento128 páginasBASE Curso Elemental de Diseño de Tuberías Industriales Volumen 1gnipip3825100% (1)
- Asme Viii Presentación MuestraDocumento30 páginasAsme Viii Presentación MuestraWalter Quispe100% (1)
- Características filtrosDocumento19 páginasCaracterísticas filtrosHM MiguelAún no hay calificaciones
- Simulacion de Fluidos en Ansys CFX - Sesion 3 - ManualDocumento35 páginasSimulacion de Fluidos en Ansys CFX - Sesion 3 - ManualLouis AlbertAún no hay calificaciones
- MMOCT2012Documento65 páginasMMOCT2012RICHAR 333Aún no hay calificaciones
- Análisis de flexibilidad tuberías refinería ArdmoreDocumento152 páginasAnálisis de flexibilidad tuberías refinería ArdmoreDaniel Gomez100% (2)
- Diseño y Cálculo de Tanques de AlmacenamientoDocumento133 páginasDiseño y Cálculo de Tanques de Almacenamientoivan chirinos100% (1)
- Curso de Tuberías para Plantas de Proceso - 0111 Reglas & Documentos para El Diseño de IsometricasDocumento54 páginasCurso de Tuberías para Plantas de Proceso - 0111 Reglas & Documentos para El Diseño de IsometricasChimuelin100% (2)
- Diseno Basico de Estructuras de Acero ManualDocumento206 páginasDiseno Basico de Estructuras de Acero ManualNetho Arteaga Bahena100% (1)
- 1 AccesoriosSoldablesyRoscadosDocumento80 páginas1 AccesoriosSoldablesyRoscadosMaximiliano García CalderónAún no hay calificaciones
- Curso de Tuberías para Plantas de Proceso - 0211 TanquesDocumento33 páginasCurso de Tuberías para Plantas de Proceso - 0211 TanquesChimuelinAún no hay calificaciones
- Introduccion A La PaileriaDocumento2 páginasIntroduccion A La PaileriaPablo LopezAún no hay calificaciones
- Curso de Diseño y Construcción de Recipientes de Presión (Color)Documento192 páginasCurso de Diseño y Construcción de Recipientes de Presión (Color)Edgar CastilloAún no hay calificaciones
- Autocad Mechanical 2006 - Guia de AprendizajeDocumento475 páginasAutocad Mechanical 2006 - Guia de Aprendizajemarcosandia1974Aún no hay calificaciones
- Almacenamiento de tanques API 650Documento68 páginasAlmacenamiento de tanques API 650Flores Alberto100% (1)
- TutoDocumento152 páginasTutoCJ Toscano100% (1)
- Análisis simplificado de flexibilidad y soportería de tuberíasDocumento89 páginasAnálisis simplificado de flexibilidad y soportería de tuberíasAbraham Pool100% (3)
- UT2 IND235022018 Cañerias PresentaciónDocumento119 páginasUT2 IND235022018 Cañerias Presentaciónbrayan100% (1)
- Calculo Uniones Atornilladas, SoldadasDocumento88 páginasCalculo Uniones Atornilladas, Soldadasxevi00100% (7)
- Programa de Tesis Jose Andre Flores ChiaDocumento6 páginasPrograma de Tesis Jose Andre Flores ChiaDavid MestanzaAún no hay calificaciones
- Diseño de Miembros en TensiónDocumento48 páginasDiseño de Miembros en TensiónLuis ArmendarizAún no hay calificaciones
- Curso Elemental de Diseño de TuberíasDocumento133 páginasCurso Elemental de Diseño de TuberíasGustavo Furnieles PáezAún no hay calificaciones
- Planos de Fabricación Soporte RollosDocumento7 páginasPlanos de Fabricación Soporte RollosJhonathanAún no hay calificaciones
- Cotas en El DiseñoDocumento10 páginasCotas en El DiseñoDavid Reynaldo Gasca SantoyoAún no hay calificaciones
- 1 Especificaciones Planos y TuberiasDocumento28 páginas1 Especificaciones Planos y TuberiasNicolas Bogado100% (1)
- RecipientesDocumento7 páginasRecipientesRicardo LópezAún no hay calificaciones
- Transicion de Cuadrado A RedondoDocumento23 páginasTransicion de Cuadrado A RedondoEmilio AriasAún no hay calificaciones
- Definir unidades de medidaDocumento11 páginasDefinir unidades de medidaJoseWiltherMachacaAún no hay calificaciones
- Lectura Planos TuberiaDocumento12 páginasLectura Planos TuberiaFausto Enrique Alvarez Baquero100% (1)
- Discontinuidades Con Límites AWS PDFDocumento91 páginasDiscontinuidades Con Límites AWS PDFEry FreireAún no hay calificaciones
- Desarrollo de Prácticas Avanzadas para El Laboratorio - de Diseño y Manufactura Asistido Por ComputadoraDocumento132 páginasDesarrollo de Prácticas Avanzadas para El Laboratorio - de Diseño y Manufactura Asistido Por ComputadoraDiana OtáloraAún no hay calificaciones
- IS Clase15 PEAS 2012 2Documento46 páginasIS Clase15 PEAS 2012 2josue.angelo9459100% (1)
- Libro de Piping PDFDocumento218 páginasLibro de Piping PDFtincho9100% (3)
- 0210-TR Recipientes Verticales & Torres 2006Documento40 páginas0210-TR Recipientes Verticales & Torres 2006KALIN MANAún no hay calificaciones
- Curso de Tuberías para Plantas de Proceso - 0210 Recipientes VerticalesDocumento40 páginasCurso de Tuberías para Plantas de Proceso - 0210 Recipientes VerticalesChimuelinAún no hay calificaciones
- Prac8 Tecno2Documento25 páginasPrac8 Tecno2Carmen Rosa Flores HuacreAún no hay calificaciones
- Almacenamiento y Transporte de Petroleo.Documento28 páginasAlmacenamiento y Transporte de Petroleo.Carlos A. VillanuevaAún no hay calificaciones
- Bateria de ProduccionDocumento34 páginasBateria de ProduccionjmanuelbcAún no hay calificaciones
- 5 Tanques y RecipientesDocumento29 páginas5 Tanques y RecipientesGilberto Garcia Romero100% (3)
- Equipos industriales HPDocumento11 páginasEquipos industriales HPRubiiRhamOzAún no hay calificaciones
- 4 Tanques y RecipientesDocumento30 páginas4 Tanques y RecipientesVanne DOmingzz100% (2)
- Diseño Mecanico de Resipientes A PresionDocumento20 páginasDiseño Mecanico de Resipientes A PresionJesus SerranoAún no hay calificaciones
- 22-Conexion A IntercambiadoresDocumento32 páginas22-Conexion A IntercambiadoresERIKSON EGUSQUIZAAún no hay calificaciones
- Tanques de almacenamientoDocumento8 páginasTanques de almacenamientoNinoska TarifaAún no hay calificaciones
- Estanque de AlmacenamientoDocumento11 páginasEstanque de AlmacenamientoMeraly RausseoAún no hay calificaciones
- PDVSA manual inspección volumen 5 perforación calienteDocumento11 páginasPDVSA manual inspección volumen 5 perforación calienteNavi JhonAún no hay calificaciones
- TQ-TR-CPT-1112 Respuesta DISTANCIAS PDFDocumento1 páginaTQ-TR-CPT-1112 Respuesta DISTANCIAS PDFDiego DiazAún no hay calificaciones
- TQ-TR-CPT-1077 Rev 01 PINTURA A JUNTASDocumento2 páginasTQ-TR-CPT-1077 Rev 01 PINTURA A JUNTASDiego DiazAún no hay calificaciones
- Cuadrilla Texto 160Documento48 páginasCuadrilla Texto 160Jhonatan Jesús Carbajal GarcíaAún no hay calificaciones
- TQ-TR-CPT-1091 Respuesta PDFDocumento2 páginasTQ-TR-CPT-1091 Respuesta PDFDiego DiazAún no hay calificaciones
- TQ-TR-CPT-1069 R01 RespuestaDocumento3 páginasTQ-TR-CPT-1069 R01 RespuestaDiego DiazAún no hay calificaciones
- Curso de Tuberías para Plantas de Proceso - 0203 Soportes & Stress en TuberiasDocumento21 páginasCurso de Tuberías para Plantas de Proceso - 0203 Soportes & Stress en TuberiasChimuelinAún no hay calificaciones
- Manual inspección visual Niveles I y IIDocumento192 páginasManual inspección visual Niveles I y IIArmin Alberto Licandeo MoraAún no hay calificaciones
- TQ-TR-CPT-1079 Respuesta PDFDocumento3 páginasTQ-TR-CPT-1079 Respuesta PDFDiego DiazAún no hay calificaciones
- Inspección de Tuberías API 570Documento72 páginasInspección de Tuberías API 570johnrojas9Aún no hay calificaciones
- Prevencion de Accidentes en Gammagrafia IndustrialDocumento79 páginasPrevencion de Accidentes en Gammagrafia IndustrialHenry MatosAún no hay calificaciones
- TQ-TR-CPT-1069 R01 RespuestaDocumento3 páginasTQ-TR-CPT-1069 R01 RespuestaDiego DiazAún no hay calificaciones
- Procesos de SoldadurasDocumento90 páginasProcesos de Soldadurasfermamu67% (3)
- 22-Conexion A IntercambiadoresDocumento32 páginas22-Conexion A IntercambiadoresERIKSON EGUSQUIZAAún no hay calificaciones
- 0201-TR Turbinas Gases & Compresores 2006Documento34 páginas0201-TR Turbinas Gases & Compresores 2006Jorge Santos RomeroAún no hay calificaciones
- CELT Brochure SpanishDocumento16 páginasCELT Brochure SpanishDiego DiazAún no hay calificaciones
- Diseño tuberías hornos petroquímicosDocumento21 páginasDiseño tuberías hornos petroquímicosChimuelin100% (1)
- Curso de Inspeccion en AWSDocumento77 páginasCurso de Inspeccion en AWSJonathan CdlmAún no hay calificaciones
- Como Soldar Acero Inox DuplexDocumento20 páginasComo Soldar Acero Inox DuplexSimón Martínez Navarrete100% (7)
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Procesos de SoldadurasDocumento90 páginasProcesos de Soldadurasfermamu67% (3)
- Normas técnicas hidrográficas AmazoníaDocumento42 páginasNormas técnicas hidrográficas AmazoníaDiego DiazAún no hay calificaciones
- ASME SECCION V ARTÍCULO 7 - 2015, en EspañolDocumento41 páginasASME SECCION V ARTÍCULO 7 - 2015, en EspañolDiego DiazAún no hay calificaciones
- La Vaca Purpura ResumenDocumento4 páginasLa Vaca Purpura ResumenMauricio Rodriguez Parra100% (3)
- Suprameca Sub150Documento6 páginasSuprameca Sub150Diego DiazAún no hay calificaciones
- ASME B31.3 - Espanol PDFDocumento257 páginasASME B31.3 - Espanol PDFMichel Lopez100% (1)
- Lectura - La Actitud en El EmprendedorDocumento2 páginasLectura - La Actitud en El EmprendedorDiego DiazAún no hay calificaciones
- Diagnostico de Los Impactos CarreteraDocumento40 páginasDiagnostico de Los Impactos CarreteraVictor Velasquez ZeaAún no hay calificaciones
- Metodología de diseño en espiral para embarcacionesDocumento4 páginasMetodología de diseño en espiral para embarcacionesDiego Diaz100% (1)
- Sensor de Agua Con ArduinoDocumento13 páginasSensor de Agua Con ArduinoWalter Córdova MacedoAún no hay calificaciones
- 7 Destilacion PS232Documento59 páginas7 Destilacion PS232daniella SantibañezAún no hay calificaciones
- Libro de Practicas de LaboratorioDocumento127 páginasLibro de Practicas de LaboratorioGema PayanAún no hay calificaciones
- Medicion de NivelDocumento35 páginasMedicion de Nivelapazao100% (2)
- Flotación y ElutriaciónDocumento22 páginasFlotación y ElutriaciónLulú Cruz Perdigues100% (1)
- Buenos Días CompañerosDocumento9 páginasBuenos Días CompañerosMaria Claudia MartinezAún no hay calificaciones
- 4to Grado - Bloque 3 - Proyecto 1Documento13 páginas4to Grado - Bloque 3 - Proyecto 1Eli SantosAún no hay calificaciones
- Informe Mecanica de Fluidos FinalDocumento5 páginasInforme Mecanica de Fluidos FinalJaime Andres TejeiroAún no hay calificaciones
- Informe DestilaciónDocumento15 páginasInforme DestilaciónJulio Alejandro Alva RuizAún no hay calificaciones
- Caterpillar Owners Manual (041 080) .En - EsDocumento40 páginasCaterpillar Owners Manual (041 080) .En - Esedgar luisAún no hay calificaciones
- Carga PiezometricaDocumento13 páginasCarga PiezometricaRamírez Vilca Julio100% (3)
- CapilaridadDocumento15 páginasCapilaridadJhoHar Pcus100% (1)
- PresionesDocumento50 páginasPresioneswilsonAún no hay calificaciones
- Manual y Despiece de Dirección Captiva 2008Documento92 páginasManual y Despiece de Dirección Captiva 2008Luis Heredia100% (1)
- Fitoquimica PDFDocumento40 páginasFitoquimica PDFLuis Vignolo50% (4)
- Extraccion Ultrasonido PDFDocumento11 páginasExtraccion Ultrasonido PDFJesús Munayco FloresAún no hay calificaciones
- Manual Del Curso de HidroterapiaDocumento46 páginasManual Del Curso de HidroterapiaJaime Castillo NeiraAún no hay calificaciones
- Efecto de Los QuimicosDocumento2 páginasEfecto de Los QuimicosSuyapaAún no hay calificaciones
- Difusión, Termodinámica y Potencial HídricoDocumento14 páginasDifusión, Termodinámica y Potencial HídricoFrank MaldonadoAún no hay calificaciones
- U.D. 6 Mantenimiento Preventivo y CorrectivoDocumento82 páginasU.D. 6 Mantenimiento Preventivo y Correctivobladimir19432080Aún no hay calificaciones
- Laboratorio FinalDocumento12 páginasLaboratorio FinalAndrea Marcela VelasquezAún no hay calificaciones
- Informe Laboratorio 1Documento10 páginasInforme Laboratorio 1SantiagoAún no hay calificaciones
- Determinar el coeficiente adiabático del aireDocumento13 páginasDeterminar el coeficiente adiabático del aireSindy PayeAún no hay calificaciones
- Exposición Propiedades de Los ElemetosDocumento10 páginasExposición Propiedades de Los ElemetosEsteban Perez Romero 405 AAún no hay calificaciones
- Reporte 1 Numero de ReynoldsDocumento8 páginasReporte 1 Numero de ReynoldsM Daniel Garcia CruzAún no hay calificaciones
- Informe 6 OrganicaDocumento22 páginasInforme 6 OrganicaRAFAEL JEFFERSON SMITH HUAMAN CCAHUANAAún no hay calificaciones
- Liberacion DiferencialDocumento30 páginasLiberacion DiferencialBayron David Torres CorteceroAún no hay calificaciones
- Dosificador PDFDocumento98 páginasDosificador PDFPablo E Suniaga JAún no hay calificaciones
- Viscosidad DinámicaDocumento15 páginasViscosidad DinámicaJimmy OcañaAún no hay calificaciones
- Tesis de Ingenieria Civil #15Documento123 páginasTesis de Ingenieria Civil #15miguelon5678950% (2)