También podría gustarte
- Balance de materia orientado a procesosDe EverandBalance de materia orientado a procesosAún no hay calificaciones
- Plantas piloto de tratamiento de agua potable y agua residualDe EverandPlantas piloto de tratamiento de agua potable y agua residualCalificación: 5 de 5 estrellas5/5 (1)
- 2do Grado Noviembre - 06 La Diversidad Nos Enriquece (2023-2024)Documento19 páginas2do Grado Noviembre - 06 La Diversidad Nos Enriquece (2023-2024)Ciber Altamirano100% (1)
- Informe ABSORCIONDocumento21 páginasInforme ABSORCIONCristhianRondónAún no hay calificaciones
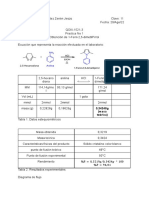
- Informe Formacion de HalurosDocumento6 páginasInforme Formacion de HalurosCatty DelgadoAún no hay calificaciones
- NTC2518Documento12 páginasNTC2518Arley Muñoz Ortiz0% (1)
- Conclusion EsDocumento5 páginasConclusion EsTania Mery Quispe CarrizalesAún no hay calificaciones
- TNT LecturaDocumento3 páginasTNT LecturaMonse CastroAún no hay calificaciones
- Estudio Cinético y Termodinámico de La CarbonilaciónDocumento24 páginasEstudio Cinético y Termodinámico de La CarbonilaciónPedro JuanAún no hay calificaciones
- Articulo Actividad 2 ReactoresDocumento10 páginasArticulo Actividad 2 Reactoressamara navasAún no hay calificaciones
- Simulacion A81076 PDFDocumento2 páginasSimulacion A81076 PDFjazminAún no hay calificaciones
- Clase 7. Analisis de Un ReactorDocumento18 páginasClase 7. Analisis de Un ReactorYicela MartinezAún no hay calificaciones
- Reporte MicroMezcladoDocumento7 páginasReporte MicroMezcladoDavid Tapia MtzAún no hay calificaciones
- Comparación de La Simulación de Destilación Reactiva Usando ASPEN PLUS y Software HYSYSDocumento7 páginasComparación de La Simulación de Destilación Reactiva Usando ASPEN PLUS y Software HYSYSDavid BrezAún no hay calificaciones
- Tarea 1. Unidad 2Documento3 páginasTarea 1. Unidad 2Adrian MartekAún no hay calificaciones
- Ejercicios Corte 2Documento2 páginasEjercicios Corte 2José EstebanAún no hay calificaciones
- Práctica de Absorción Con MEADocumento5 páginasPráctica de Absorción Con MEApasantedemicrobiologAún no hay calificaciones
- ASTM D 3700 EXPOSICION Borrador PDFDocumento44 páginasASTM D 3700 EXPOSICION Borrador PDFgraciela areinamoAún no hay calificaciones
- Practica 08. Reactor Tubular Con Reciclo GaseosoDocumento6 páginasPractica 08. Reactor Tubular Con Reciclo Gaseosodariosavino7432Aún no hay calificaciones
- Ejercicios Resueltos Del Libro de SeaderDocumento18 páginasEjercicios Resueltos Del Libro de SeaderMarco Fernando Moscoso RamirezAún no hay calificaciones
- Arranque UASBDocumento4 páginasArranque UASBJuan Cornelio Pedraza ChavezAún no hay calificaciones
- Polimerizacion en SuspensionDocumento6 páginasPolimerizacion en SuspensionJonathan Andrés Pullas100% (1)
- Mezclador Estatico Crudos PesadosDocumento7 páginasMezclador Estatico Crudos PesadosLerida SalazarAún no hay calificaciones
- Reactores en HysysDocumento18 páginasReactores en HysysMerce M. EstrellaAún no hay calificaciones
- Astm D 2597 TraduciendoDocumento10 páginasAstm D 2597 TraduciendoAna Genesis Moreno HernandezAún no hay calificaciones
- Informe Destilación ContinúaDocumento10 páginasInforme Destilación ContinúaLuxainne Tremont Echegaray100% (1)
- Diseño Control y Obtencion de Acetato de ButiloDocumento33 páginasDiseño Control y Obtencion de Acetato de ButiloAnthony N. Mego0% (1)
- LechatelierDocumento3 páginasLechateliermayerlin hoyos doradoAún no hay calificaciones
- Articulo CineticaDocumento9 páginasArticulo CineticaStefania Daza VargasAún no hay calificaciones
- Práctica 1. Introducción y Prueba PilotoDocumento8 páginasPráctica 1. Introducción y Prueba PilotoRichi ReyAún no hay calificaciones
- Informe 6 Qca OrgánicaDocumento9 páginasInforme 6 Qca OrgánicaRoger LopezAún no hay calificaciones
- Dpqef 120201Documento10 páginasDpqef 120201Alan López DíazAún no hay calificaciones
- Cinética de La Hidrodesulfuración de DibenzotiofenoDocumento5 páginasCinética de La Hidrodesulfuración de DibenzotiofenoVicente SosaAún no hay calificaciones
- Equilibrio Líquido Vapor en Un Sistema No IdealDocumento5 páginasEquilibrio Líquido Vapor en Un Sistema No IdealAnonymous ykiLcGa4wAún no hay calificaciones
- Problemas de Examen - IIIDocumento33 páginasProblemas de Examen - IIImartin11_91Aún no hay calificaciones
- ExtraccionDocumento37 páginasExtraccionAnonymous WlGmA3GnAún no hay calificaciones
- Ficha Tecnica GasDocumento5 páginasFicha Tecnica GasJohn TurpoAún no hay calificaciones
- Ejercicios Cap2 27545 Sintesis y Analisis PQ, EFC PDFDocumento3 páginasEjercicios Cap2 27545 Sintesis y Analisis PQ, EFC PDFMaria Camila QuinteroAún no hay calificaciones
- Mezclador Estatico para Crudo PesadoDocumento7 páginasMezclador Estatico para Crudo PesadoEnyerberht Castañeda BritoAún no hay calificaciones
- TPR20 P 1Documento1 páginaTPR20 P 1T Portal ArellanosAún no hay calificaciones
- Informe ABSORCION PDFDocumento21 páginasInforme ABSORCION PDFDavid Camilo Guerrero GonzalezAún no hay calificaciones
- Taller1 INGEPRODocumento10 páginasTaller1 INGEPROpaola diazAún no hay calificaciones
- Unidad #3 Planta Separadora de LiquidosDocumento35 páginasUnidad #3 Planta Separadora de LiquidosMariela Lopez BonifazAún no hay calificaciones
- Produccion de Benceno HDADocumento21 páginasProduccion de Benceno HDADidier DetchemendyAún no hay calificaciones
- Aspen HYSYS Simulation of Maleic Anhydride Production From N-Butane Via Partial Oxidation - Espaã OlDocumento12 páginasAspen HYSYS Simulation of Maleic Anhydride Production From N-Butane Via Partial Oxidation - Espaã Olcarmen100% (1)
- Informe de Laboratorio 10 - Relacic3b3n Masa VolumenDocumento5 páginasInforme de Laboratorio 10 - Relacic3b3n Masa VolumenRosi DarAún no hay calificaciones
- Destilación Al VacíoDocumento9 páginasDestilación Al VacíoJuan Carlos FreitesAún no hay calificaciones
- Diseño de ReactoresDocumento4 páginasDiseño de ReactoresYахmеn RоlliAún no hay calificaciones
- LuybenDocumento15 páginasLuybenCarlos....Aún no hay calificaciones
- Unidad #3 Planta Separadora de LiquidosDocumento33 páginasUnidad #3 Planta Separadora de LiquidosCarla CruzAún no hay calificaciones
- Capitulo 3 Continuacion - GLPDocumento38 páginasCapitulo 3 Continuacion - GLPJuan Francisco SantiagoAún no hay calificaciones
- Obtención de 1-Fenil-2,5-DimetilpirrolDocumento6 páginasObtención de 1-Fenil-2,5-DimetilpirrolJesús HernándezAún no hay calificaciones
- AGA 3, Rev.2000Documento94 páginasAGA 3, Rev.2000Daniel Eneas Calderon Rodriguez100% (1)
- Práctica 11Documento7 páginasPráctica 11Anonymous jhV1uETAún no hay calificaciones
- CumenoDocumento8 páginasCumenoNathalia F. Nariño AparicioAún no hay calificaciones
- Informe Nº4 de Absorcion GaseosaDocumento13 páginasInforme Nº4 de Absorcion GaseosaXio RojasAún no hay calificaciones
- INF-TC-095-2017 Protocolo de 2060 y 1101ACAÑA BRAVADocumento12 páginasINF-TC-095-2017 Protocolo de 2060 y 1101ACAÑA BRAVAJunior Orlando Requena AlvaradoAún no hay calificaciones
- Informe 3 AmbientalDocumento22 páginasInforme 3 AmbientalrendakianAún no hay calificaciones
- Total Organic Carbon (TOC)Documento3 páginasTotal Organic Carbon (TOC)zaira aguirreAún no hay calificaciones
- Psicometría. Principios básicos y protocolos experimentales diversosDe EverandPsicometría. Principios básicos y protocolos experimentales diversosAún no hay calificaciones
- Ejemplos Deformacion Esfuerzo 10tarea DenisseDocumento4 páginasEjemplos Deformacion Esfuerzo 10tarea DenisseJOSE ROGELIO BATRES GOMEZAún no hay calificaciones
- Oficio - Multiple 00096 2023 Minedu Spe Opep UppDocumento16 páginasOficio - Multiple 00096 2023 Minedu Spe Opep UppRONALD MARDEN AGUERO FERNANDEZAún no hay calificaciones
- Programa INCLUSIÓNDocumento4 páginasPrograma INCLUSIÓNCelinda Esperanza Junchaya PeñalozaAún no hay calificaciones
- Flujo Selectivo y FisicoDocumento16 páginasFlujo Selectivo y Fisicojazmin huiman romanAún no hay calificaciones
- Análisis Sobre La Evolución Histórica de La Educación Física y El DeporteDocumento6 páginasAnálisis Sobre La Evolución Histórica de La Educación Física y El DeporteFreiby Alexander SorianoAún no hay calificaciones
- Guia 1 Induccion MARIA PAULA CARREÑODocumento12 páginasGuia 1 Induccion MARIA PAULA CARREÑOCarlos SanchezAún no hay calificaciones
- MPM-GPR-20CC044-1000-E-PO-003 (1) Tendidi de Fibra OpticaDocumento38 páginasMPM-GPR-20CC044-1000-E-PO-003 (1) Tendidi de Fibra OpticaMarck KollAún no hay calificaciones
- Agronomia Cunor ConferenciasDocumento15 páginasAgronomia Cunor ConferenciasMartín Romeo Cun LópezAún no hay calificaciones
- Sodio FosfatoDocumento3 páginasSodio FosfatoGabriel KinAún no hay calificaciones
- Documento Trabajo ObjetivoDocumento62 páginasDocumento Trabajo Objetivomacaseyaca8196Aún no hay calificaciones
- ADP guiaOperativaConceptosCalculoMaestroPropioUrhDocumento14 páginasADP guiaOperativaConceptosCalculoMaestroPropioUrhGOBIERNO AUTONOMO MUNICIPAL DE CAMIRIAún no hay calificaciones
- Matriz de Peligro MetalmecanicaDocumento14 páginasMatriz de Peligro MetalmecanicaKaren Gonzales100% (1)
- MB1 Semana 02 Sesión 02 InecuacionesDocumento18 páginasMB1 Semana 02 Sesión 02 InecuacionesLennin Brayan Diaz HerreraAún no hay calificaciones
- 1er Evaluación Rossibeth Luces TEORIA de LA FORMADocumento9 páginas1er Evaluación Rossibeth Luces TEORIA de LA FORMArossiAún no hay calificaciones
- Guia Gobierno Ti Unidad 1Documento8 páginasGuia Gobierno Ti Unidad 1jeniffer michelle arauz salavarriaAún no hay calificaciones
- Tranformacion y DegradacionDocumento6 páginasTranformacion y DegradacionMARIA VICTORIA MENDEZ ORME�OAún no hay calificaciones
- Tarea Calificada 1 . - Calculo Aplicado A La Física 3Documento23 páginasTarea Calificada 1 . - Calculo Aplicado A La Física 3Alex Xavier Malasquez LeónAún no hay calificaciones
- Coca Codo EstudioDocumento182 páginasCoca Codo EstudioLuis RiveraAún no hay calificaciones
- Objeto, Problemas y Métodos de La PsicologíaDocumento13 páginasObjeto, Problemas y Métodos de La PsicologíaDIANA ZARATE GONZALESAún no hay calificaciones
- CONCEPTO DE APTITUD MaximilianoDocumento1 páginaCONCEPTO DE APTITUD MaximilianoJulian JulianAún no hay calificaciones
- Bases para El Concurso de GeomurosDocumento13 páginasBases para El Concurso de GeomurosNelson Rudy Apaza TipoAún no hay calificaciones
- Morin, Edgar - Ciencia Con Conciencia PDFDocumento184 páginasMorin, Edgar - Ciencia Con Conciencia PDFDiego Gamarra RiquelmeAún no hay calificaciones
- Plan Del Servicio de Terapia Ocupacional 2023Documento8 páginasPlan Del Servicio de Terapia Ocupacional 2023Gianna BarcelliAún no hay calificaciones
- Primera Entrega - Distribucion de PlantaDocumento7 páginasPrimera Entrega - Distribucion de PlantaLeidy GómezAún no hay calificaciones
- Guía para Emitir Normas Nacionales en Honduras 2015Documento41 páginasGuía para Emitir Normas Nacionales en Honduras 2015Nelson MejiaAún no hay calificaciones
- Sistemas de Puesta A Tierra 2015Documento19 páginasSistemas de Puesta A Tierra 2015George AHAún no hay calificaciones
- Carbofil PS80 D2Documento1 páginaCarbofil PS80 D2Herbert CarlosAún no hay calificaciones
- Matematica Segundo AñoDocumento13 páginasMatematica Segundo AñoJosué BautistaAún no hay calificaciones
- Spsu-759 FormatoalumnotrabajofinalDocumento7 páginasSpsu-759 Formatoalumnotrabajofinalflora29 serenaAún no hay calificaciones