También podría gustarte
- Sesion 07Documento27 páginasSesion 07SALVADOR ALCANTARA wilder DanielAún no hay calificaciones
- Carta de Control Por AtributoDocumento15 páginasCarta de Control Por AtributoCESAR LIZANDRO ROMERO GARCIAAún no hay calificaciones
- Carta de Control para AtributosDocumento13 páginasCarta de Control para AtributosSergio MartínezAún no hay calificaciones
- Grafica de Control Por Atributo... Andersen FloresDocumento22 páginasGrafica de Control Por Atributo... Andersen FloresMishel ArbildoAún no hay calificaciones
- Clase # 5 Graficas de Control Por AtributoDocumento58 páginasClase # 5 Graficas de Control Por AtributoXavier100% (1)
- CA Er 301 Cruz Diaz Fernando 7Documento45 páginasCA Er 301 Cruz Diaz Fernando 7LUCIFER DIAZAún no hay calificaciones
- Grafico P y NP SIDocumento16 páginasGrafico P y NP SINirvana CivelekAún no hay calificaciones
- 7.9 Graficos de Control Por Atributos EvlreconvDocumento13 páginas7.9 Graficos de Control Por Atributos EvlreconvJose Merlan RuizAún no hay calificaciones
- GC S5 Gráficos de Control AtributosDocumento29 páginasGC S5 Gráficos de Control AtributosDavidAún no hay calificaciones
- Control Estadístico de La ProducciónDocumento28 páginasControl Estadístico de La Producciónnerwisita_12Aún no hay calificaciones
- Los Gráficos de Control Por Atributos Constituyen La Herramienta Esencial Utilizada paraDocumento5 páginasLos Gráficos de Control Por Atributos Constituyen La Herramienta Esencial Utilizada paraJuan Pablo LunaAún no hay calificaciones
- Gráficos de Contrrol Por AtributosDocumento4 páginasGráficos de Contrrol Por Atributosxilonen.p13Aún no hay calificaciones
- Graficas de Control P y NPDocumento22 páginasGraficas de Control P y NPyuly cobosAún no hay calificaciones
- Qué Es Un Gráfico XDocumento13 páginasQué Es Un Gráfico Xarsenys hernandezAún no hay calificaciones
- GC S5 Gráficos de Control AtributosDocumento24 páginasGC S5 Gráficos de Control Atributoswhay lay aheadAún no hay calificaciones
- Gráficos de Control Por VariablesDocumento14 páginasGráficos de Control Por VariablesGabriel Romero0% (1)
- Gráficas de Control para Atributos Unidad 3Documento26 páginasGráficas de Control para Atributos Unidad 3Barack LeónAún no hay calificaciones
- 13-1 Herramientas de La Calidad Gráfico de Control C y UDocumento20 páginas13-1 Herramientas de La Calidad Gráfico de Control C y UYolanda SánchezAún no hay calificaciones
- Gráficos de Control Por AtributosDocumento7 páginasGráficos de Control Por AtributosCarlos Martin Cruz De La RosaAún no hay calificaciones
- Unidad 3 Control Estadistico de La CalidadDocumento9 páginasUnidad 3 Control Estadistico de La CalidadzoedonajiAún no hay calificaciones
- Gráficos de Control Por AtributosDocumento4 páginasGráficos de Control Por AtributosLizethAún no hay calificaciones
- Gráficos de Control Por AtributosDocumento73 páginasGráficos de Control Por AtributosBenjamin Escurra100% (2)
- Gráficos de Control Por AtributosDocumento4 páginasGráficos de Control Por Atributos0441721002 WILMER CARPIO OTALORA ESTUDIANTE ACTIVO100% (1)
- Control Estadístico de La ProducciónDocumento28 páginasControl Estadístico de La ProducciónLuis EduardoAún no hay calificaciones
- Graficas de Control Por AtributoDocumento37 páginasGraficas de Control Por Atributopa0l0Aún no hay calificaciones
- Diagramas de Control Por AtributosDocumento13 páginasDiagramas de Control Por AtributosJuliette LoeraAún no hay calificaciones
- Graficas de AtributosDocumento37 páginasGraficas de AtributosGuillermo Leobardo RodriguezAún no hay calificaciones
- Graficas de Control Por AtributosDocumento41 páginasGraficas de Control Por AtributosLimey Junior100% (1)
- Gráficas de Control Por Atributos - Martínez Arias Luisa Fernanda Control eDocumento8 páginasGráficas de Control Por Atributos - Martínez Arias Luisa Fernanda Control eLUISA FERNANDA MARTINEZ ARIASAún no hay calificaciones
- Elaboración e Interpretación de Graficas Por AtributosDocumento7 páginasElaboración e Interpretación de Graficas Por Atributoserika del carmen perez vicenteAún no hay calificaciones
- Ejercicio Ejemplo Graficas ControlDocumento39 páginasEjercicio Ejemplo Graficas ControlJose Angel Marquez AcevedoAún no hay calificaciones
- Analisis de Graficos de ControlDocumento4 páginasAnalisis de Graficos de ControlJesus100% (1)
- Tarea 5 Gestion de CalidadDocumento8 páginasTarea 5 Gestion de CalidadEmmanuel Acevedo HernándezAún no hay calificaciones
- OC Gráficas de Control II V2Documento30 páginasOC Gráficas de Control II V2AlejandroAún no hay calificaciones
- Práctica 8.1 - Gráfica de Control P PDFDocumento15 páginasPráctica 8.1 - Gráfica de Control P PDFJOSE LUIS SALINAS VILLALOBOSAún no hay calificaciones
- Carta P, NP, U, C PDFDocumento61 páginasCarta P, NP, U, C PDFzeldrisAún no hay calificaciones
- 3 Gráficos de Control Por AtributosDocumento18 páginas3 Gráficos de Control Por AtributosMaite Cruz100% (2)
- Graficos Por Atributos PDFDocumento16 páginasGraficos Por Atributos PDFKeyla Arleth Torres OrtizAún no hay calificaciones
- 5.CC AtributosDocumento22 páginas5.CC AtributosMario ArosemenaAún no hay calificaciones
- Control Charts para AtributosDocumento20 páginasControl Charts para Atributosanthony0220Aún no hay calificaciones
- Anotaciones de Control Estadístico de La CalidadDocumento3 páginasAnotaciones de Control Estadístico de La CalidadSamuel De la cruzAún no hay calificaciones
- Graficos de Control Por AtributosDocumento11 páginasGraficos de Control Por AtributosMery Yuliana Martínez Gamboa100% (1)
- Tablas de ControlDocumento12 páginasTablas de ControlGloria AguilonAún no hay calificaciones
- Gráficas de Control Por AtributosDocumento37 páginasGráficas de Control Por AtributosAlejandro MonroyAún no hay calificaciones
- Qué Es Un Gráfico de ControlDocumento32 páginasQué Es Un Gráfico de ControlPedro VillatoroAún no hay calificaciones
- Tema 4 Graficas de Control Por AtributoDocumento34 páginasTema 4 Graficas de Control Por Atributonelson caceresAún no hay calificaciones
- Unidad 3 Graficas de Control para AtributosDocumento32 páginasUnidad 3 Graficas de Control para AtributosGuillermo Garcia75% (4)
- GC S5 Gráficos de Control AtributosDocumento24 páginasGC S5 Gráficos de Control AtributosKattia Albelí Plasencia QuirozAún no hay calificaciones
- Cartas de Control Atributos-1Documento23 páginasCartas de Control Atributos-1Lady BrionesAún no hay calificaciones
- Control - de - Calidad (4) HERRAMIENTAS - QC - ATRIBUTOSDocumento34 páginasControl - de - Calidad (4) HERRAMIENTAS - QC - ATRIBUTOSLds Pte RiosAún no hay calificaciones
- Grafica CDocumento21 páginasGrafica CAxel ZuritaAún no hay calificaciones
- ITSSMTDocumento12 páginasITSSMTLeonel CalixtoAún no hay calificaciones
- Gráfica de Control Por Variable. ANDERSEN FLORESDocumento14 páginasGráfica de Control Por Variable. ANDERSEN FLORESMishel ArbildoAún no hay calificaciones
- Conceptos Generales de Atributos 1Documento6 páginasConceptos Generales de Atributos 1Héctor H. OlivaresAún no hay calificaciones
- Gráfico de ControlDocumento8 páginasGráfico de ControlMaria Jose SotamingaAún no hay calificaciones
- Hojas de Control y Graficas de ControlDocumento17 páginasHojas de Control y Graficas de ControlFerx ZepedaAún no hay calificaciones
- Especificaciones de calidad en impresión, encuadernación y acabados. ARGN0109De EverandEspecificaciones de calidad en impresión, encuadernación y acabados. ARGN0109Aún no hay calificaciones
- Elaboración de soluciones para la instalación de elementos de carpintería. MAMS0108De EverandElaboración de soluciones para la instalación de elementos de carpintería. MAMS0108Aún no hay calificaciones
- Planificación y Control de ProyectosDe EverandPlanificación y Control de ProyectosCalificación: 5 de 5 estrellas5/5 (2)
- Electro ST Á TicaDocumento128 páginasElectro ST Á TicaXaviAlonsoAún no hay calificaciones
- Informacion CHECADocumento161 páginasInformacion CHECAXaviAlonsoAún no hay calificaciones
- Clase 28 Agosto Fis 2Documento8 páginasClase 28 Agosto Fis 2Javier LescanoAún no hay calificaciones
- Facultad de Ciencias Químicas Ingeniería Química: Física Ii M.A.SDocumento51 páginasFacultad de Ciencias Químicas Ingeniería Química: Física Ii M.A.SXaviAlonsoAún no hay calificaciones
- Ej Des CFEDocumento5 páginasEj Des CFEElias VillalbaAún no hay calificaciones
- Estructura-del-Proyecto-de-Grado-Estudio-de (3) .PPTX Vale 2Documento12 páginasEstructura-del-Proyecto-de-Grado-Estudio-de (3) .PPTX Vale 2XaviAlonso100% (1)
- Espana Datos2006Documento55 páginasEspana Datos2006william javierAún no hay calificaciones
- 1-Educacion Como Objeto de Conocimiento. El Concepto EducaciónDocumento18 páginas1-Educacion Como Objeto de Conocimiento. El Concepto Educaciónmeeee2011Aún no hay calificaciones
- La Educacion Transforma VidasDocumento14 páginasLa Educacion Transforma VidasXaviAlonsoAún no hay calificaciones
- Aníbal León Qué Es La Educación Educere, Vol. 11, Núm. 39, Octubre-Diciembre, 2007, Pp. 595-604, Universidad de Los Andes VenezuelaDocumento11 páginasAníbal León Qué Es La Educación Educere, Vol. 11, Núm. 39, Octubre-Diciembre, 2007, Pp. 595-604, Universidad de Los Andes VenezuelaPablo Andres HerediaAún no hay calificaciones
- La Educación Inclusiva Es Una Educación Que Transforma VidasDocumento4 páginasLa Educación Inclusiva Es Una Educación Que Transforma VidasXaviAlonsoAún no hay calificaciones
- Biblio de TrascndenciaDocumento16 páginasBiblio de TrascndenciaAndy TcAún no hay calificaciones
- La Educación Transforma VidasDocumento22 páginasLa Educación Transforma VidasJhonathan SuarezAún no hay calificaciones
- Historia General de La EducaciónDocumento132 páginasHistoria General de La Educaciónilusi0nista100% (1)
- G-Tesis Capitulo 5Documento68 páginasG-Tesis Capitulo 5XaviAlonsoAún no hay calificaciones
- Catalogo Botellas de Vidrio 2021Documento41 páginasCatalogo Botellas de Vidrio 2021XaviAlonsoAún no hay calificaciones
- Dialnet EvolucionDeLaEducacion 3391388Documento14 páginasDialnet EvolucionDeLaEducacion 3391388Denis ChachaimaAún no hay calificaciones
- Educación para La Vida. El Gran RetoDocumento13 páginasEducación para La Vida. El Gran RetoJoanne KellerAún no hay calificaciones
- Derecho Humano - EducaciónDocumento11 páginasDerecho Humano - EducaciónDory SierraAún no hay calificaciones
- Cambiar Vidas Educacion UnescoDocumento24 páginasCambiar Vidas Educacion UnescoKarhen Klesse ZapataAún no hay calificaciones
- Educacion Derecho Humano PDFDocumento19 páginasEducacion Derecho Humano PDFjuanelgaAún no hay calificaciones
- ¿Qué Es La Educación - PDFDocumento11 páginas¿Qué Es La Educación - PDFArci CeciAún no hay calificaciones
- Productores NacionalesDocumento8 páginasProductores NacionalesXaviAlonsoAún no hay calificaciones
- Qué Es El StepDocumento1 páginaQué Es El StepXaviAlonsoAún no hay calificaciones
- Introducción Principios Contabilidad GubernamentalDocumento1 páginaIntroducción Principios Contabilidad GubernamentalXaviAlonso100% (1)
- Cupos Alcohol ImportadoresDocumento9 páginasCupos Alcohol ImportadoresXaviAlonsoAún no hay calificaciones
- Confirmacioncita 2021 04 21T17 - 43 - 10Documento1 páginaConfirmacioncita 2021 04 21T17 - 43 - 10XaviAlonsoAún no hay calificaciones
- Confirmacioncita 2021 04 21T17 - 43 - 10Documento1 páginaConfirmacioncita 2021 04 21T17 - 43 - 10XaviAlonsoAún no hay calificaciones
- DZ6 Cobopec21 00036706210421Documento1 páginaDZ6 Cobopec21 00036706210421XaviAlonsoAún no hay calificaciones
- Tarea Cesar 2Documento5 páginasTarea Cesar 2XaviAlonso100% (1)
- Metodologia Jorge FrascaraDocumento2 páginasMetodologia Jorge FrascarasunshinebysgAún no hay calificaciones
- Verduras y Sus VitaminasDocumento6 páginasVerduras y Sus VitaminasMariVelasquez100% (1)
- El Sistema LocomotorDocumento3 páginasEl Sistema LocomotorExtrema RadianteAún no hay calificaciones
- Trabajo de Micro InvestigaciónDocumento5 páginasTrabajo de Micro InvestigaciónMorales Alvarado AndreaAún no hay calificaciones
- Reglamento Academico 1Documento72 páginasReglamento Academico 1terrerojohanna030Aún no hay calificaciones
- SatelliteDocumento6 páginasSatelliteJESÚS PANIZO ESPUELASAún no hay calificaciones
- TP 2 EpistemologiaDocumento3 páginasTP 2 EpistemologiacarocruuzAún no hay calificaciones
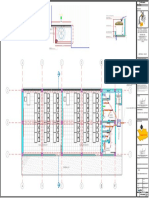
- Hidrosanitario Aulas-Inst-Aul-01aDocumento1 páginaHidrosanitario Aulas-Inst-Aul-01aFredy PereaAún no hay calificaciones
- PRACTICA 04. Caida LibreDocumento3 páginasPRACTICA 04. Caida LibreMarilu Chambilla (Marita)Aún no hay calificaciones
- Simulacion de AudienciaDocumento2 páginasSimulacion de AudienciajhazelaAún no hay calificaciones
- Contabilización de Franquicia Por Parte Del Franquiciante y FranquiciadoDocumento4 páginasContabilización de Franquicia Por Parte Del Franquiciante y FranquiciadoAngie Liseth Valencia100% (1)
- Formato Solicitud de Empleo WordDocumento2 páginasFormato Solicitud de Empleo WordLuis Pedraza100% (1)
- Programa de Infprmatica 7MO GRADO PerfeccionamientoDocumento34 páginasPrograma de Infprmatica 7MO GRADO PerfeccionamientoMaikito Towers Sanchez Galan50% (2)
- Técnicas Trabajo ComunitarioDocumento8 páginasTécnicas Trabajo ComunitarioCONSTANZA CARDENAS VILOAún no hay calificaciones
- Casos Principios LaboralesDocumento3 páginasCasos Principios LaboralesALISSON SERRANO MARTINEZAún no hay calificaciones
- TR 2 - Codigo de EticaDocumento8 páginasTR 2 - Codigo de EticaRuthAún no hay calificaciones
- S04.s2 Amp EjerciciosDocumento19 páginasS04.s2 Amp EjerciciosMarcelo Adrian GonzalesAún no hay calificaciones
- El Sermón Del MonteDocumento10 páginasEl Sermón Del MonteBengi VegaAún no hay calificaciones
- Cap 8 Harry Elmer Historia Económica Del Mundo OccidentalDocumento2 páginasCap 8 Harry Elmer Historia Económica Del Mundo OccidentalJUAN CARLOS HERRERA VACAAún no hay calificaciones
- Acta Parcial Del EscrutinioDocumento26 páginasActa Parcial Del EscrutinioNavarroc MilenaAún no hay calificaciones
- Acido AcetilsalicilicoDocumento5 páginasAcido AcetilsalicilicoPaola EstradaAún no hay calificaciones
- Aeropuerto Del Dorado EspecificacionesDocumento14 páginasAeropuerto Del Dorado EspecificacionesrolorieraAún no hay calificaciones
- Discurso Toma de Protesta de GaliDocumento58 páginasDiscurso Toma de Protesta de GaliIntolerancia DiarioAún no hay calificaciones
- Matriz de Dispersión Temática e Índice - Grupo - 04Documento4 páginasMatriz de Dispersión Temática e Índice - Grupo - 04Kevin Acosta ValeraAún no hay calificaciones
- ProtozooDocumento5 páginasProtozooErik Solano HernándezAún no hay calificaciones
- PowerPoint SucesionesDocumento17 páginasPowerPoint SucesionesMARIA JOSE GALVISAún no hay calificaciones
- Matriz de Riesgo Vigilancia y Seguridad PacificDocumento4 páginasMatriz de Riesgo Vigilancia y Seguridad PacificMONICA SIERRA CELISAún no hay calificaciones
- Investigar Sobre El Caso Seguro ConstituciónDocumento5 páginasInvestigar Sobre El Caso Seguro ConstituciónJose AlcantaraAún no hay calificaciones
- Reflexion Evaluacion y Areas de OportunidadDocumento2 páginasReflexion Evaluacion y Areas de OportunidadCarlos Jesus Ucan SegoviaAún no hay calificaciones
- Conciliar Fe y RazónDocumento3 páginasConciliar Fe y RazónGabrielaPort50% (2)