También podría gustarte
- Tarea 5 Gestion de CalidadDocumento10 páginasTarea 5 Gestion de CalidadIsanny Belén sanchezAún no hay calificaciones
- Tarea 5 Control de CalidadDocumento8 páginasTarea 5 Control de CalidadYelitza Santana100% (2)
- Introducción A Los Gráficos de ControlDocumento3 páginasIntroducción A Los Gráficos de ControljezzromAún no hay calificaciones
- Gráficos de Control Por VariablesDocumento14 páginasGráficos de Control Por VariablesGabriel Romero0% (1)
- Calidad Total - Graficas de ControlDocumento10 páginasCalidad Total - Graficas de ControlHans OblitasAún no hay calificaciones
- Tarea 5 Gestion de Calidad.Documento8 páginasTarea 5 Gestion de Calidad.Ivelisse JimenezAún no hay calificaciones
- Gráficos de Control Por Atributos y VariablesDocumento5 páginasGráficos de Control Por Atributos y VariablesgeomarAún no hay calificaciones
- Graficas de Control Por Variables y AtributosDocumento13 páginasGraficas de Control Por Variables y AtributosMAYRA MIREYA QUINTANA SULLCAAún no hay calificaciones
- Tarea 5 Control de CalidadDocumento11 páginasTarea 5 Control de CalidadAriel MatosAún no hay calificaciones
- Qué Es Un Gráfico XDocumento13 páginasQué Es Un Gráfico Xarsenys hernandezAún no hay calificaciones
- Gráficas de ControlDocumento28 páginasGráficas de ControloscaralvareztorresAún no hay calificaciones
- Analisis de Graficos de ControlDocumento4 páginasAnalisis de Graficos de ControlJesus100% (1)
- Graficas de Control Trabajo FinalDocumento20 páginasGraficas de Control Trabajo FinalTaizinha RengifoAún no hay calificaciones
- Unidad 2 Graficas de Control para VariablesDocumento20 páginasUnidad 2 Graficas de Control para VariablesPablo RdzAún no hay calificaciones
- TALLER 1 GestiónDocumento36 páginasTALLER 1 GestiónValentina Brunetti Rendon100% (1)
- Elaboración e Interpretación de Graficas Por AtributosDocumento7 páginasElaboración e Interpretación de Graficas Por Atributoserika del carmen perez vicenteAún no hay calificaciones
- Gráfico o Diagrama de ControlDocumento10 páginasGráfico o Diagrama de ControlAldair Huaman QuiritaAún no hay calificaciones
- Control Estadistico de DatosDocumento17 páginasControl Estadistico de DatosMith Echeloon33% (3)
- EnsayoDocumento16 páginasEnsayoJarAún no hay calificaciones
- Los Gráficos de Control Por Atributos Constituyen La Herramienta Esencial Utilizada paraDocumento5 páginasLos Gráficos de Control Por Atributos Constituyen La Herramienta Esencial Utilizada paraJuan Pablo LunaAún no hay calificaciones
- Gráfica RDocumento5 páginasGráfica RJulio VillafuerteAún no hay calificaciones
- Investigacion de GraficasDocumento8 páginasInvestigacion de GraficasGuadalupe CanoAún no hay calificaciones
- Graficas de Control Por AtributosDocumento41 páginasGraficas de Control Por AtributosLimey Junior100% (1)
- Grafica de Control PresentaciónDocumento7 páginasGrafica de Control PresentaciónMario Patricio Maigualca MorenoAún no hay calificaciones
- Unidad 3 Graficas de Control para AtributosDocumento32 páginasUnidad 3 Graficas de Control para AtributosGuillermo Garcia75% (4)
- Graficas de Control - AtributoDocumento12 páginasGraficas de Control - AtributoTzab May Martín Antonio N.35Aún no hay calificaciones
- Tipos de Graficos (Ever Marroquin)Documento5 páginasTipos de Graficos (Ever Marroquin)Ever Adolfo Marroquin YocAún no hay calificaciones
- Graficos Por Atributos PDFDocumento16 páginasGraficos Por Atributos PDFKeyla Arleth Torres OrtizAún no hay calificaciones
- Graficas de Control AQPI SRAV SIGDocumento7 páginasGraficas de Control AQPI SRAV SIGpaloma Itxel Arroyo QuintoAún no hay calificaciones
- Guia para El Ejercicio 2Documento34 páginasGuia para El Ejercicio 2JoseAún no hay calificaciones
- Grafica de Control Por Atributo... Andersen FloresDocumento22 páginasGrafica de Control Por Atributo... Andersen FloresMishel ArbildoAún no hay calificaciones
- Gráfico X-RDocumento13 páginasGráfico X-Rgorgojok95Aún no hay calificaciones
- Tarea5 Gestion de La CalidadDocumento8 páginasTarea5 Gestion de La CalidadBeudys De LeónAún no hay calificaciones
- Graficos de Control-Huallpa Villar KeisyDocumento8 páginasGraficos de Control-Huallpa Villar KeisyKEISY NIURKA HUALLPA VILLARAún no hay calificaciones
- Tarea 3 - Basilio Cruz CandidoDocumento10 páginasTarea 3 - Basilio Cruz CandidoCandido Basilio CruzAún no hay calificaciones
- Control Estadistico de CalidadDocumento15 páginasControl Estadistico de Calidadleonard coronilAún no hay calificaciones
- Limites ControlDocumento13 páginasLimites ControlKatherineFreitasGuevara100% (1)
- Tarea 5 Control de CalidadDocumento7 páginasTarea 5 Control de CalidadNoelia De Los Santos50% (2)
- 2.2.2 Grafico XsDocumento10 páginas2.2.2 Grafico XsJesus Arcos Hernandez67% (3)
- Control Estadístico de La Calidad - Unidad 2Documento53 páginasControl Estadístico de La Calidad - Unidad 2Guillermo LeyvaAún no hay calificaciones
- Sintesis Grafico de Control, Grupo 3Documento9 páginasSintesis Grafico de Control, Grupo 3Angela Denise Valverde LamasAún no hay calificaciones
- Ensayo Sobre Los Principios Del Control Estadístico de Proceso CEPDocumento4 páginasEnsayo Sobre Los Principios Del Control Estadístico de Proceso CEPfranco resglezAún no hay calificaciones
- Control Estadístico de ProcesosDocumento8 páginasControl Estadístico de ProcesosMIGUEL ANGEL RUIZ HERNANDEZAún no hay calificaciones
- Control Estadistico de ProcesosDocumento38 páginasControl Estadistico de ProcesosStefhanie ArandaAún no hay calificaciones
- Pae 1 de Procesos Productivos.Documento25 páginasPae 1 de Procesos Productivos.Adrian Mateo AlarconAún no hay calificaciones
- Gráficos de Control de Calidad (Jose Robles)Documento24 páginasGráficos de Control de Calidad (Jose Robles)Doris Torres ParedesAún no hay calificaciones
- Diagrama de ControlDocumento10 páginasDiagrama de ControlsoledadAún no hay calificaciones
- Protocolo Grupal Unidad 3Documento12 páginasProtocolo Grupal Unidad 3Julieth Paulina Sánchez CastillaAún no hay calificaciones
- Estadística Aplicada A La CalidadDocumento8 páginasEstadística Aplicada A La CalidadManoleitorAún no hay calificaciones
- Control Estadistico Unidad 2Documento21 páginasControl Estadistico Unidad 2cecilia cruzAún no hay calificaciones
- Gráficos de Control Por AtributosDocumento4 páginasGráficos de Control Por Atributos0441721002 WILMER CARPIO OTALORA ESTUDIANTE ACTIVO100% (1)
- Tarea No. 25 Unidad 6. Control Estadístico de Datos.Documento2 páginasTarea No. 25 Unidad 6. Control Estadístico de Datos.Leonardo Sepulveda RamirezAún no hay calificaciones
- Control Estadistico de La CalidadDocumento27 páginasControl Estadistico de La CalidadLeidy AldanaAún no hay calificaciones
- Curso de Control Estadistico de Procesos Parte 2Documento38 páginasCurso de Control Estadistico de Procesos Parte 2MissaelSilvaran0% (1)
- Calidad TrabajoDocumento20 páginasCalidad TrabajoAlba ContrerasAún no hay calificaciones
- Ingeneria de Calidad Semana 3Documento6 páginasIngeneria de Calidad Semana 3david joseAún no hay calificaciones
- Diagrama de VariablesDocumento3 páginasDiagrama de VariablesJhonatan PatricioAún no hay calificaciones
- Graficos de ControlDocumento12 páginasGraficos de ControlyaquiAún no hay calificaciones
- Tablas de ControlDocumento12 páginasTablas de ControlGloria AguilonAún no hay calificaciones
- Tarea 3 de Gestion de CalidadDocumento15 páginasTarea 3 de Gestion de CalidadEmmanuel Acevedo HernándezAún no hay calificaciones
- Tarea 7 de Gestion de CalidadDocumento6 páginasTarea 7 de Gestion de CalidadEmmanuel Acevedo HernándezAún no hay calificaciones
- Tarea4 LiderazgoDocumento6 páginasTarea4 LiderazgoEmmanuel Acevedo HernándezAún no hay calificaciones
- Tarea 4 de EticaDocumento6 páginasTarea 4 de EticaEmmanuel Acevedo HernándezAún no hay calificaciones
- Tarea 6 LiderasgoDocumento6 páginasTarea 6 LiderasgoEmmanuel Acevedo HernándezAún no hay calificaciones
- Tarea 7 de Etica ProfesionalDocumento3 páginasTarea 7 de Etica ProfesionalEmmanuel Acevedo HernándezAún no hay calificaciones
- Tarea 4 Tecnologia AplicadaDocumento9 páginasTarea 4 Tecnologia AplicadaEmmanuel Acevedo HernándezAún no hay calificaciones
- Trabajo Final de Etica ProfesionalDocumento13 páginasTrabajo Final de Etica ProfesionalEmmanuel Acevedo HernándezAún no hay calificaciones
- Liderasgo Ahora 1Documento3 páginasLiderasgo Ahora 1Emmanuel Acevedo HernándezAún no hay calificaciones
- Tarea 5 LiderasgoDocumento5 páginasTarea 5 LiderasgoEmmanuel Acevedo HernándezAún no hay calificaciones
- TareaVII-Legislacion-Comercial CmpletaDocumento8 páginasTareaVII-Legislacion-Comercial CmpletaEmmanuel Acevedo HernándezAún no hay calificaciones
- Tarea III Practica de MercadeoDocumento7 páginasTarea III Practica de MercadeoEmmanuel Acevedo HernándezAún no hay calificaciones
- Tarea 2 LiderazgoDocumento3 páginasTarea 2 LiderazgoEmmanuel Acevedo HernándezAún no hay calificaciones
- Tarea 3 de LiderangoDocumento6 páginasTarea 3 de LiderangoEmmanuel Acevedo HernándezAún no hay calificaciones
- Exposicion Gestión de VentasDocumento9 páginasExposicion Gestión de VentasEmmanuel Acevedo HernándezAún no hay calificaciones
- Ejemplos de Marketing MixDocumento8 páginasEjemplos de Marketing MixEmmanuel Acevedo HernándezAún no hay calificaciones
- Met. WandaDocumento1 páginaMet. WandaEmmanuel Acevedo HernándezAún no hay calificaciones
- Unidad IvDocumento5 páginasUnidad IvEmmanuel Acevedo HernándezAún no hay calificaciones
- Elaboracion de TesisDocumento5 páginasElaboracion de TesisEmmanuel Acevedo HernándezAún no hay calificaciones
- MATERIA1Documento3 páginasMATERIA1Emmanuel Acevedo HernándezAún no hay calificaciones
- Exposicion de Legislacin ComercialDocumento3 páginasExposicion de Legislacin ComercialEmmanuel Acevedo HernándezAún no hay calificaciones
- Repaso de Gestion HumanaDocumento11 páginasRepaso de Gestion HumanaEmmanuel Acevedo HernándezAún no hay calificaciones
- Xeroderma Pigmentoso PowerpointDocumento2 páginasXeroderma Pigmentoso PowerpointEmmanuel Acevedo HernándezAún no hay calificaciones
- Dist in GuidoDocumento8 páginasDist in GuidoEmmanuel Acevedo HernándezAún no hay calificaciones
- Actividades de La Unidad IXDocumento1 páginaActividades de La Unidad IXEmmanuel Acevedo Hernández100% (1)
- Xeroderma PigmentosoDocumento2 páginasXeroderma PigmentosoEmmanuel Acevedo HernándezAún no hay calificaciones
- Pregunta 5 de PscologiaDocumento1 páginaPregunta 5 de PscologiaEmmanuel Acevedo HernándezAún no hay calificaciones
- Como Crear Una Empresa de Servicios y Mantenimiento Eléctrico en República DominicanaDocumento2 páginasComo Crear Una Empresa de Servicios y Mantenimiento Eléctrico en República DominicanaEmmanuel Acevedo HernándezAún no hay calificaciones
- Cuestionario1 B1 - Estructura Celular - BASES BIOLÓGICASDocumento5 páginasCuestionario1 B1 - Estructura Celular - BASES BIOLÓGICASCATRAún no hay calificaciones
- 1 Basico Planificacion Artes Visuales 1 UnidadDocumento11 páginas1 Basico Planificacion Artes Visuales 1 Unidadmaripa_83Aún no hay calificaciones
- 6.1. Función Cuadrática (Giler Zambrano Joisa Fernanda)Documento4 páginas6.1. Función Cuadrática (Giler Zambrano Joisa Fernanda)Kleber GonzálezAún no hay calificaciones
- La Musica en El Servicio de Dios (Autoguardado) (Autoguardado)Documento18 páginasLa Musica en El Servicio de Dios (Autoguardado) (Autoguardado)julian steven rodriguez chaparroAún no hay calificaciones
- El Film y Su EspectadorDocumento2 páginasEl Film y Su EspectadorGuillermo SaredoAún no hay calificaciones
- El Método de Investigación InterpretativoDocumento15 páginasEl Método de Investigación InterpretativoLicda Daniela DiazAún no hay calificaciones
- Nombre Alumno FernandoDocumento6 páginasNombre Alumno FernandoCamila OjedaAún no hay calificaciones
- Codigo de Comercio Art 20Documento4 páginasCodigo de Comercio Art 20MARIA FERNANDA LEDESMA OSORIOAún no hay calificaciones
- ManabiDocumento5 páginasManabiVeronica Lascano100% (1)
- Hacia Un Discurso Emancipador de Los Derechos de Las Niñas y Los NiñosDocumento425 páginasHacia Un Discurso Emancipador de Los Derechos de Las Niñas y Los NiñossarlengaAún no hay calificaciones
- Nrmal - Entrevista Con Alfonso MuriedasDocumento25 páginasNrmal - Entrevista Con Alfonso MuriedasQvetzann TinocoAún no hay calificaciones
- ACUERDOS DE PAzDocumento5 páginasACUERDOS DE PAzElizabeth VásquezAún no hay calificaciones
- Codigo de Urbanismo y Obras de La Ciudad de La Guardia-MOD110717Documento237 páginasCodigo de Urbanismo y Obras de La Ciudad de La Guardia-MOD110717luis rodrigo Aldunate0% (1)
- Caso 4, Ejercicio BancariaDocumento4 páginasCaso 4, Ejercicio Bancariarebeca paizAún no hay calificaciones
- Instructivo Moldes Centro Mesa SantaDocumento14 páginasInstructivo Moldes Centro Mesa SantaSandra SarmientoAún no hay calificaciones
- Arteterapia y EmocionesDocumento9 páginasArteterapia y EmocionesFauna Tiva100% (8)
- El Ambiente Virtual de Aprendizaje SENADocumento43 páginasEl Ambiente Virtual de Aprendizaje SENAPaula AndreaAún no hay calificaciones
- ARQ006 - s1 - Evaluacion Arquitectura PrehispanicaDocumento4 páginasARQ006 - s1 - Evaluacion Arquitectura PrehispanicaEdwin Ocaña RamosAún no hay calificaciones
- Refri - Informe #4Documento16 páginasRefri - Informe #4robert aquinoAún no hay calificaciones
- División de La Cosa ComúnDocumento10 páginasDivisión de La Cosa ComúnJesús Alberto Landeros CruzAún no hay calificaciones
- Nueva Ley de ExpropiacionesDocumento73 páginasNueva Ley de ExpropiacionesPedroAún no hay calificaciones
- INFORME - DIRECCION - POR - CREMALLERA e HIDRAULICO-JOSE BOHORQUEZDocumento7 páginasINFORME - DIRECCION - POR - CREMALLERA e HIDRAULICO-JOSE BOHORQUEZAPPY T.N.TAún no hay calificaciones
- Muestra Test 138500Documento8 páginasMuestra Test 138500empiemAún no hay calificaciones
- CONTRATO PODER DE CUOTA LITIS (Felix Barbosa)Documento2 páginasCONTRATO PODER DE CUOTA LITIS (Felix Barbosa)Manuel Osvaldo De la RosaAún no hay calificaciones
- Vivir en LibertadDocumento2 páginasVivir en LibertadBest YoonginistaAún no hay calificaciones
- Componentes Del ConcretoDocumento38 páginasComponentes Del ConcretoGonzalo RecuayAún no hay calificaciones
- El Engano y El Perjuicio en El Delito de Colusion DeslealDocumento9 páginasEl Engano y El Perjuicio en El Delito de Colusion DeslealcarlostwoAún no hay calificaciones
- Tarea Willian AlonzoDocumento2 páginasTarea Willian Alonzowillian alonzoAún no hay calificaciones
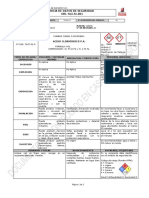
- VCH-001 Acido ClorhidricoDocumento2 páginasVCH-001 Acido ClorhidricoTed PxndxAún no hay calificaciones