También podría gustarte
- Mecánica de la fractura y análisis de falla en metalesDe EverandMecánica de la fractura y análisis de falla en metalesCalificación: 4.5 de 5 estrellas4.5/5 (3)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Elementos de concreto reforzado IIDe EverandElementos de concreto reforzado IICalificación: 5 de 5 estrellas5/5 (1)
- Conceptos avanzados del diseño estructural con madera: Parte II: CLT, modelación numérica, diseño anti-incendios y ayudas al cálculoDe EverandConceptos avanzados del diseño estructural con madera: Parte II: CLT, modelación numérica, diseño anti-incendios y ayudas al cálculoCalificación: 5 de 5 estrellas5/5 (1)
- Elementos de concreto reforzado IDe EverandElementos de concreto reforzado ICalificación: 2.5 de 5 estrellas2.5/5 (2)
- Flexión en vigas de concreto reforzado: Método elástico (ASD)De EverandFlexión en vigas de concreto reforzado: Método elástico (ASD)Calificación: 5 de 5 estrellas5/5 (2)
- Hobby Consolas Extra - Numero 16 2019 PDFDocumento116 páginasHobby Consolas Extra - Numero 16 2019 PDFElizabeth Cuesta100% (4)
- Diseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10De EverandDiseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10Aún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Conceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoDe EverandConceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoAún no hay calificaciones
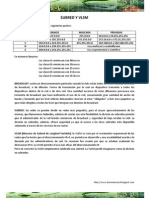
- Practica Subred y VLSMDocumento8 páginasPractica Subred y VLSMjhormancely100% (2)
- Norma Din AceroDocumento71 páginasNorma Din AceroJorge Ignacio Mora Silva71% (7)
- Capitulo 25 Esmerilado y Otros Procesos AbrasivosDocumento18 páginasCapitulo 25 Esmerilado y Otros Procesos AbrasivosLuis Torres FernándezAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- CONAC Caso PracticoDocumento45 páginasCONAC Caso Practicodaleop100% (4)
- Compendio Normas de ACERODocumento71 páginasCompendio Normas de ACEROEdwin TobarAún no hay calificaciones
- Contrato Salones Black 2022Documento2 páginasContrato Salones Black 2022ArturoIsaacGuzmánAún no hay calificaciones
- Falla de Eje Caja ReductoraDocumento6 páginasFalla de Eje Caja ReductoraalexissalazarAún no hay calificaciones
- Materiales para La Fabricación de EngranesDocumento14 páginasMateriales para La Fabricación de Engranes'Joaaquiin Torres100% (2)
- Effect of Cutting Parameters On Surface RoughnessDocumento8 páginasEffect of Cutting Parameters On Surface RoughnessSihle NdlovuAún no hay calificaciones
- Ensayo DurezaDocumento5 páginasEnsayo Durezaluis9725Aún no hay calificaciones
- 2.1.1 Materiales FerrososDocumento6 páginas2.1.1 Materiales FerrososMaleny YañezAún no hay calificaciones
- Informe de Procesos de Manufactura IIDocumento13 páginasInforme de Procesos de Manufactura IIChicaiza RobertoAún no hay calificaciones
- Todo UnidoDocumento21 páginasTodo UnidoGerman Sebastian Vera CespedesAún no hay calificaciones
- Rugosidad Del MecanizdoDocumento9 páginasRugosidad Del MecanizdoElPato GutierrezAún no hay calificaciones
- Ensayo JominyDocumento9 páginasEnsayo JominyyonatanAún no hay calificaciones
- Análisis de Tamaño de Grano y Ensayos de DurezaDocumento16 páginasAnálisis de Tamaño de Grano y Ensayos de DurezaJoelen7Aún no hay calificaciones
- Análisis Del Tiempo de Vida de Una Herramienta de CorteDocumento8 páginasAnálisis Del Tiempo de Vida de Una Herramienta de CorteDINPROPERUAún no hay calificaciones
- Problemario y EnsayoDocumento12 páginasProblemario y EnsayoSaul SinecioAún no hay calificaciones
- Calculo de Corte y PotenciaDocumento14 páginasCalculo de Corte y Potenciagandresalmeidam100% (1)
- Informe PDFtornoDocumento7 páginasInforme PDFtornoDiegoXaskaPelaoAún no hay calificaciones
- TM TAREA 206 A 210 Coca-Lino-Pedro-AlejandroDocumento10 páginasTM TAREA 206 A 210 Coca-Lino-Pedro-AlejandroMain Caro VelascoAún no hay calificaciones
- Procesos de Formado MecánicoDocumento6 páginasProcesos de Formado MecánicockmauricioAún no hay calificaciones
- Ensayo JominyDocumento16 páginasEnsayo JominyAlex FonsecaAún no hay calificaciones
- Forjado en Caliente de PiezasDocumento28 páginasForjado en Caliente de PiezasfamionAún no hay calificaciones
- Tabajo de Chapas LaminasDocumento28 páginasTabajo de Chapas LaminasRONALD ROAAún no hay calificaciones
- Fernandez Iglesia Juandiego Gim PDFDocumento11 páginasFernandez Iglesia Juandiego Gim PDFJuan Diego Fernández IglesiasAún no hay calificaciones
- 15 - Formado Plástico de MetalesDocumento28 páginas15 - Formado Plástico de MetalesAxel DAún no hay calificaciones
- Alonso Et Al. - 2019 - Experimental Investigation of The Influence of Wire Arc Additive Manufacturing On The Machinability of Titanium P-AnnotatedDocumento15 páginasAlonso Et Al. - 2019 - Experimental Investigation of The Influence of Wire Arc Additive Manufacturing On The Machinability of Titanium P-AnnotatedJosé RiquelmeAún no hay calificaciones
- Ensayo de PunzonadoDocumento10 páginasEnsayo de PunzonadoNelson Perez Arias0% (1)
- Forjado y ExtrusiónDocumento11 páginasForjado y ExtrusiónEmely ArevaloAún no hay calificaciones
- Tarea Tecno 206 Caro-Velasco-Juan-ManuelDocumento14 páginasTarea Tecno 206 Caro-Velasco-Juan-ManuelMain Caro VelascoAún no hay calificaciones
- Normas Astm 1 PDFDocumento66 páginasNormas Astm 1 PDFWilman Avila SanmartínAún no hay calificaciones
- Operaciones Con Laminas Metalicas No Realizadas Con PrensaDocumento6 páginasOperaciones Con Laminas Metalicas No Realizadas Con Prensayoshyro89Aún no hay calificaciones
- Informe TrefiladoDocumento12 páginasInforme TrefiladoVioleta FloresAún no hay calificaciones
- Informe de Laboratorio LaminacionDocumento12 páginasInforme de Laboratorio LaminacionErick Moreira Valdez100% (1)
- Endurecimiento Mecánico de Los AcerosDocumento8 páginasEndurecimiento Mecánico de Los Acerosscriban1Aún no hay calificaciones
- Análisis de Fuerza de CorteDocumento7 páginasAnálisis de Fuerza de CorteOsbaldo LeonAún no hay calificaciones
- Laboratorio N°4Documento20 páginasLaboratorio N°4Joseth Revilla OchoaAún no hay calificaciones
- Forja y FundicionDocumento6 páginasForja y FundicionUziel LunaAún no hay calificaciones
- Practica de Lab. #12 Proceso de RepujadoDocumento9 páginasPractica de Lab. #12 Proceso de RepujadoEmerson SivinchaAún no hay calificaciones
- Tracción en Acero Laminado Al Calor y Lamiado Al FríoDocumento14 páginasTracción en Acero Laminado Al Calor y Lamiado Al FríoAlejo VelozAún no hay calificaciones
- 1.2 Factores Que Modifican El Limite de Resistencia ADocumento22 páginas1.2 Factores Que Modifican El Limite de Resistencia AELEAZER LUNA ALFONSOAún no hay calificaciones
- Super Apunte TecnologiaDocumento31 páginasSuper Apunte TecnologiacristianflecoAún no hay calificaciones
- Rectificado y Procesos Especiales de AbrasiónDocumento22 páginasRectificado y Procesos Especiales de AbrasiónCarlos Rafael Meta Rodriguez100% (1)
- Informe TrefiladoDocumento13 páginasInforme TrefiladoLucia Valeria Calderon NogueraAún no hay calificaciones
- Procesos de ManufacturaDocumento40 páginasProcesos de ManufacturaJhon pedrozaAún no hay calificaciones
- 3a. MECANIZADO - 35 - Friccion, Taylor, FluidosDocumento35 páginas3a. MECANIZADO - 35 - Friccion, Taylor, Fluidosarchivos 385Aún no hay calificaciones
- Abracion Por Medio Dela Maquina de Los AngelesDocumento9 páginasAbracion Por Medio Dela Maquina de Los AngelesfreezeritoAún no hay calificaciones
- Normas para Productos de Aceros-CompendioDocumento71 páginasNormas para Productos de Aceros-CompendioDavid Galindo BaronAún no hay calificaciones
- AcerosDocumento71 páginasAceroscesar32mnAún no hay calificaciones
- EVALUACION CONSOLIDADO 3 C°A° 22-1 PracticaDocumento2 páginasEVALUACION CONSOLIDADO 3 C°A° 22-1 PracticaThaliaAún no hay calificaciones
- Evaluacion Consolidado 2 C°a° Teoria (2022-1) .Documento2 páginasEvaluacion Consolidado 2 C°a° Teoria (2022-1) .ThaliaAún no hay calificaciones
- Cotizaciones - Proformas EscaneadasDocumento25 páginasCotizaciones - Proformas EscaneadasThaliaAún no hay calificaciones
- CCARIRACCDocumento1 páginaCCARIRACCThaliaAún no hay calificaciones
- Separata 3Documento10 páginasSeparata 3ThaliaAún no hay calificaciones
- Trabajo 03 - Grupo A - LegislacionDocumento42 páginasTrabajo 03 - Grupo A - LegislacionThaliaAún no hay calificaciones
- Ejercicio N⺠01.1Documento8 páginasEjercicio N⺠01.1ThaliaAún no hay calificaciones
- 5 localidades-CARATULA LATERALDocumento1 página5 localidades-CARATULA LATERALThaliaAún no hay calificaciones
- Concretooooo VeradoDocumento11 páginasConcretooooo VeradoThaliaAún no hay calificaciones
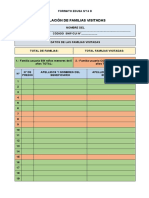
- Formato Edusa Nº14 D PucarapataDocumento2 páginasFormato Edusa Nº14 D PucarapataThaliaAún no hay calificaciones
- Hoja MembretadaDocumento1 páginaHoja MembretadaThaliaAún no hay calificaciones
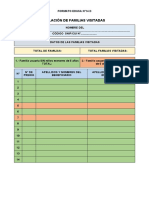
- Formato Edusa Nº14 D RanraDocumento1 páginaFormato Edusa Nº14 D RanraThaliaAún no hay calificaciones
- CartaDocumento1 páginaCartaThaliaAún no hay calificaciones
- CCARIRACCDocumento1 páginaCCARIRACCThaliaAún no hay calificaciones
- Artículo CientificoDocumento8 páginasArtículo CientificoThaliaAún no hay calificaciones
- Cbr-Completar DatosDocumento29 páginasCbr-Completar DatosThaliaAún no hay calificaciones
- Solucionario Capitulo 9.en - EsDocumento46 páginasSolucionario Capitulo 9.en - EsThaliaAún no hay calificaciones
- BNMNJHGFGHGHJJ, N BDocumento1 páginaBNMNJHGFGHGHJJ, N BThaliaAún no hay calificaciones
- Problematica Crucero Peatonal-LIMADocumento12 páginasProblematica Crucero Peatonal-LIMAThaliaAún no hay calificaciones
- Acta de Autorizacion de Uso de Terreno para Eliminacion de EscombrosDocumento1 páginaActa de Autorizacion de Uso de Terreno para Eliminacion de EscombrosThaliaAún no hay calificaciones
- Sesión de Clases - 2019Documento4 páginasSesión de Clases - 2019ThaliaAún no hay calificaciones
- Reglamento InternoDocumento3 páginasReglamento InternoThaliaAún no hay calificaciones
- InformeDocumento9 páginasInformeThaliaAún no hay calificaciones
- Silabos para Convalidar CursosDocumento148 páginasSilabos para Convalidar CursosThaliaAún no hay calificaciones
- Examen Final Parte - TeoriaDocumento3 páginasExamen Final Parte - TeoriaThaliaAún no hay calificaciones
- Apu Acera PeatonalDocumento9 páginasApu Acera PeatonalThaliaAún no hay calificaciones
- Primera ParteDocumento3 páginasPrimera ParteThaliaAún no hay calificaciones
- Juan Luis GonZev (CV - Paradas de Planta)Documento17 páginasJuan Luis GonZev (CV - Paradas de Planta)ThaliaAún no hay calificaciones
- Parte 04Documento5 páginasParte 04ThaliaAún no hay calificaciones
- INTRODUCCIÓNDocumento6 páginasINTRODUCCIÓNThaliaAún no hay calificaciones
- ITAC-BMR-0602-34 Conexionado Tablero Energía Regulada 326-DPU-035 SE3CDocumento14 páginasITAC-BMR-0602-34 Conexionado Tablero Energía Regulada 326-DPU-035 SE3Cantonio gutierrezAún no hay calificaciones
- HilabilidadDocumento4 páginasHilabilidad5IM4 Aguilar Castillo AlejandraAún no hay calificaciones
- Supremacía ConstitucionalDocumento4 páginasSupremacía ConstitucionalAndrez PerdomoAún no hay calificaciones
- Comentario Fallo Bedial S.A. C. Paul Muggenburg and Co. GMBH. - Flavia Andrea Medina (Champiñones)Documento9 páginasComentario Fallo Bedial S.A. C. Paul Muggenburg and Co. GMBH. - Flavia Andrea Medina (Champiñones)mabelAún no hay calificaciones
- Portafolio AuditoriaDocumento46 páginasPortafolio Auditoriaalejandro mejiaAún no hay calificaciones
- Analisis Eonomico Social y ... de La PobrezaDocumento19 páginasAnalisis Eonomico Social y ... de La PobrezaIvonv100% (9)
- Dia Positi VasDocumento28 páginasDia Positi VasIsrael Nazareth Chaparro CruzAún no hay calificaciones
- Practica 5Documento14 páginasPractica 5Daniel S. NavaAún no hay calificaciones
- Elementos de Un Sistema Petrolífero PDFDocumento9 páginasElementos de Un Sistema Petrolífero PDFSantiago Ammar QuinteroAún no hay calificaciones
- S4 SOL Derivadas ParametricasDocumento6 páginasS4 SOL Derivadas ParametricasDiego ZumaránAún no hay calificaciones
- El Sistema de Producción Justo A TiempoDocumento4 páginasEl Sistema de Producción Justo A TiempoMariana Martinez HernandezAún no hay calificaciones
- RR-2020-561-E-UNC-REC JuramentoDocumento2 páginasRR-2020-561-E-UNC-REC JuramentoClaudio BustosAún no hay calificaciones
- LABORATORIO Nro 6 - (ESTRUCTURAS - REPETITIVAS Hacer Para)Documento2 páginasLABORATORIO Nro 6 - (ESTRUCTURAS - REPETITIVAS Hacer Para)JORGE LUIS HUANCA ALARCONAún no hay calificaciones
- Determinacion de FosfatosDocumento7 páginasDeterminacion de FosfatosJose Kalvin Rojas SosaAún no hay calificaciones
- Ficha de Seguridad HCL PDFDocumento16 páginasFicha de Seguridad HCL PDFJEIBLEIKAún no hay calificaciones
- Actividad 4Documento62 páginasActividad 4Aurora Lucia TORRES GOMEZAún no hay calificaciones
- Matriz de AnsoffDocumento16 páginasMatriz de AnsoffElias PeresAún no hay calificaciones
- Resumen H James HarringtonDocumento4 páginasResumen H James HarringtonAlberto Kalach100% (1)
- Consigna TP2-FINAL-TexturasN5A-ScuffiDocumento3 páginasConsigna TP2-FINAL-TexturasN5A-ScuffiJulian OLIVEROAún no hay calificaciones
- Trabajo Social 2Documento1 páginaTrabajo Social 2Tamy Zerpa HernándezAún no hay calificaciones
- FQ2-2021.1 Tarea 01Documento1 páginaFQ2-2021.1 Tarea 01salma de la rosaAún no hay calificaciones
- Hidraulica Tablas y Diagramas UNSEDocumento9 páginasHidraulica Tablas y Diagramas UNSEpov02Aún no hay calificaciones
- Syllabus Der. Bancario 17-2Documento11 páginasSyllabus Der. Bancario 17-2rosasdominguezmariaeugeniaAún no hay calificaciones
- FT-SST-099 (Formato Inspección de Retro Escabadora de Llantas)Documento3 páginasFT-SST-099 (Formato Inspección de Retro Escabadora de Llantas)diana torresAún no hay calificaciones
- Cuadernillo de Actividades Módulo 1 TetraDocumento7 páginasCuadernillo de Actividades Módulo 1 TetraRaphael Lopez0% (2)
- Clase 3 Dinero en Equilibrio GeneralDocumento37 páginasClase 3 Dinero en Equilibrio GeneralJohn CubaAún no hay calificaciones