También podría gustarte
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Fund Ici OnesDocumento10 páginasFund Ici OnesOmar SandovalAún no hay calificaciones
- Fundición en ArenaDocumento7 páginasFundición en ArenaYash Palomino SantosAún no hay calificaciones
- Ejecución de fábricas para revestir. EOCB0108De EverandEjecución de fábricas para revestir. EOCB0108Aún no hay calificaciones
- Practica No. 4 (Fundicion en Verde Sin Corazón)Documento5 páginasPractica No. 4 (Fundicion en Verde Sin Corazón)Alexis MuñozAún no hay calificaciones
- Practica No. 5 (Fundicion en Verde Con Corazón)Documento5 páginasPractica No. 5 (Fundicion en Verde Con Corazón)Alexis MuñozAún no hay calificaciones
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Fundicion en ArenaDocumento24 páginasFundicion en Arenaerik_tlvAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Informe de Moldeo y Colada - FimDocumento9 páginasInforme de Moldeo y Colada - FimDANIEL MAXIMO HUAMAN TORRES0% (1)
- Fundiciones y Moldajes II ICMDocumento31 páginasFundiciones y Moldajes II ICMCatalina CautinAún no hay calificaciones
- PM P2 D4 G6 CuestionarioDocumento8 páginasPM P2 D4 G6 CuestionarioAngel AraujoAún no hay calificaciones
- Conformado de Una Pieza de AluminioDocumento13 páginasConformado de Una Pieza de AluminioJorge Humberto Flores AvilaAún no hay calificaciones
- Tema 5Documento24 páginasTema 5Ana RuscherAún no hay calificaciones
- Proceso de Fundición en Aren1Documento7 páginasProceso de Fundición en Aren1Yorle Giraldo CiroAún no hay calificaciones
- Tema 5. Diseño de Moldes - ApuntesDocumento24 páginasTema 5. Diseño de Moldes - ApuntesIsidoro Diez AzorAún no hay calificaciones
- Procesos y Operaciones en Una Planta de Fundición de AluminioDocumento5 páginasProcesos y Operaciones en Una Planta de Fundición de AluminioSandro Begazo RodriguezAún no hay calificaciones
- 5 - Moldeo y Colada MC 216-2020-1Documento7 páginas5 - Moldeo y Colada MC 216-2020-1Hector SantistebanAún no hay calificaciones
- Fundicion Informe COMPLETODocumento29 páginasFundicion Informe COMPLETOROMEL VALQUI RAMIREZAún no hay calificaciones
- Modelos y NúcleosDocumento4 páginasModelos y NúcleosManuel TeranAún no hay calificaciones
- Fundicion, Moldeo y Procesos AfinesDocumento15 páginasFundicion, Moldeo y Procesos AfinesEric SalinasAún no hay calificaciones
- Trabajo FundiciónDocumento4 páginasTrabajo FundiciónJuan NegreteAún no hay calificaciones
- 05 MPM Cap2 FinalDocumento45 páginas05 MPM Cap2 FinalAdrián GarcíaAún no hay calificaciones
- Procedimiento de MoldeoDocumento18 páginasProcedimiento de MoldeoNef RuizAún no hay calificaciones
- Cuestionario FundicionDocumento8 páginasCuestionario FundicionLuz Selina de AceroAún no hay calificaciones
- Tarea ProcesosDocumento11 páginasTarea ProcesosKenia Carolina MarquezAún no hay calificaciones
- Clase 1 CastingDocumento55 páginasClase 1 CastingJosue MadariagaAún no hay calificaciones
- Practica 1 - Practica de Fundicion Mayo 2010Documento14 páginasPractica 1 - Practica de Fundicion Mayo 2010Edgar SuarezAún no hay calificaciones
- Tecno 2 GeneralDocumento4 páginasTecno 2 Generaladrian chavAún no hay calificaciones
- Parra Guarachi Miguel (EXAMEN FINAL)Documento17 páginasParra Guarachi Miguel (EXAMEN FINAL)Jorge Rolando Correa SuyoAún no hay calificaciones
- Proceso de FundicionDocumento12 páginasProceso de FundicionYered GuzmanAún no hay calificaciones
- Procesos de FundiciónDocumento87 páginasProcesos de FundiciónChecko ValleAún no hay calificaciones
- Fundicion y ColadaDocumento42 páginasFundicion y Coladakariennys morenoAún no hay calificaciones
- Procesos de Fundición de MetalesDocumento10 páginasProcesos de Fundición de Metalesjhonatan MoralesAún no hay calificaciones
- Fundamentos Del Proceso de FundiciónDocumento10 páginasFundamentos Del Proceso de FundiciónAnonymous vU7CuP100% (1)
- FundiDocumento11 páginasFundiRolycito Ccahuana CAún no hay calificaciones
- Tecnología 1er Parcial ResumenDocumento25 páginasTecnología 1er Parcial Resumenguerrerorubi2801Aún no hay calificaciones
- Cap. 11 Procesos de Fundición de MetalesDocumento5 páginasCap. 11 Procesos de Fundición de MetalesKeviin SltariinAún no hay calificaciones
- Aleación, Fundición DE ACEROSDocumento79 páginasAleación, Fundición DE ACEROSjuan avila salgadoAún no hay calificaciones
- Fundiciones Procesos de ManufacturaDocumento30 páginasFundiciones Procesos de Manufacturaand1pr0Aún no hay calificaciones
- Moldeo en Cáscara o ConchaDocumento4 páginasMoldeo en Cáscara o ConchaLisseth Guarniz RodriguezAún no hay calificaciones
- FundicionDocumento26 páginasFundicionLikanonAún no hay calificaciones
- Practica FundicionDocumento13 páginasPractica FundicionJimena RamosAún no hay calificaciones
- Taller Fundicion - Paola MarinDocumento4 páginasTaller Fundicion - Paola MarinPao Mcrea CionesAún no hay calificaciones
- Diseños Mol de FundiciónDocumento14 páginasDiseños Mol de FundiciónRojas Rios Alondra CarolinaAún no hay calificaciones
- Fundición en ArenaDocumento4 páginasFundición en ArenaJuanDuqueUribeAún no hay calificaciones
- Práctica de FundiciónDocumento7 páginasPráctica de FundiciónDavid HernándezAún no hay calificaciones
- Describa Las Diferencias Entre Los Moldes Desechables y Los PermanentesDocumento3 páginasDescriba Las Diferencias Entre Los Moldes Desechables y Los Permanentesluis cordova100% (1)
- Cuestionario Laboratorio 6 PiroDocumento5 páginasCuestionario Laboratorio 6 PiroEdwin Enrique LipeAún no hay calificaciones
- Fundicion en Molde de ArenaDocumento9 páginasFundicion en Molde de ArenaDann MoralesAún no hay calificaciones
- Taller de FundiciónDocumento9 páginasTaller de Fundiciónsentimiento azulAún no hay calificaciones
- FUNDICIONDocumento18 páginasFUNDICIONMarlen MenchacaAún no hay calificaciones
- Procesos de FundiciónDocumento15 páginasProcesos de FundiciónGalo BohorquezAún no hay calificaciones
- Informe Moldeo Por ArenaDocumento8 páginasInforme Moldeo Por ArenanicolevaleriavallejoreyesAún no hay calificaciones
- Procedimiento de MoldeoDocumento25 páginasProcedimiento de Moldeonahori100% (1)
- Cuestionario FundicionDocumento5 páginasCuestionario FundicionSelene Gonzalez LopezAún no hay calificaciones
- Diseño para La Fundición de Moldes DesechablesDocumento5 páginasDiseño para La Fundición de Moldes DesechablesElvis Javier Marcillo LozaAún no hay calificaciones
- Proyecto de Proceso de Manufactura 1. FundicionDocumento22 páginasProyecto de Proceso de Manufactura 1. FundicionKennethAún no hay calificaciones
- Taller Definitivo BrayanDocumento5 páginasTaller Definitivo BrayanFelipe CastiblancoAún no hay calificaciones
- Aplicaciones Fisicas y Geometric As de Los Productos Escalares y VectorialesDocumento3 páginasAplicaciones Fisicas y Geometric As de Los Productos Escalares y VectorialesGustavo Dominguez CalizAún no hay calificaciones
- Taller Completo Falta El Tercer PuntoDocumento23 páginasTaller Completo Falta El Tercer PuntoFelipe CastiblancoAún no hay calificaciones
- Trabajo FinalDocumento19 páginasTrabajo FinalFelipe CastiblancoAún no hay calificaciones
- Taller Definitivo BrayanDocumento5 páginasTaller Definitivo BrayanFelipe CastiblancoAún no hay calificaciones
- Examen III - 2020 Motores A PistonDocumento1 páginaExamen III - 2020 Motores A PistonFelipe CastiblancoAún no hay calificaciones
- Presentacion Mecanismos 2Documento14 páginasPresentacion Mecanismos 2Felipe CastiblancoAún no hay calificaciones
- Primer Punto MaterialesDocumento17 páginasPrimer Punto MaterialesFelipe CastiblancoAún no hay calificaciones
- Trabajo FinalDocumento19 páginasTrabajo FinalFelipe CastiblancoAún no hay calificaciones
- ConbustiblesDocumento2 páginasConbustiblesFelipe CastiblancoAún no hay calificaciones
- Ejercicio DieselDocumento5 páginasEjercicio DieselFelipe CastiblancoAún no hay calificaciones
- D1.9 Sistema de Puesta A Tierra MTDocumento25 páginasD1.9 Sistema de Puesta A Tierra MTKelly RomeroAún no hay calificaciones
- 4 Soldabilidad de Los MaterialesDocumento55 páginas4 Soldabilidad de Los MaterialesangelAún no hay calificaciones
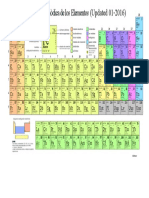
- Tabla Periodica Actualizada 2016 UpdatedDocumento1 páginaTabla Periodica Actualizada 2016 UpdatedAle Bu100% (1)
- Examen Septimo 4PDocumento3 páginasExamen Septimo 4PANDREA MENA GUZMAN67% (3)
- Fundición en ArenaDocumento4 páginasFundición en ArenaJuanDuqueUribeAún no hay calificaciones
- CODIGOS ASME API AWS 525fa1be8e6fa48Documento106 páginasCODIGOS ASME API AWS 525fa1be8e6fa48Elizabeth Duarte100% (1)
- WP Poder-Acero 130420-1Documento9 páginasWP Poder-Acero 130420-1Marco ManuelAún no hay calificaciones
- Guia Laboratorio Banco de ConducciónDocumento16 páginasGuia Laboratorio Banco de ConducciónJUAN SEBASTIAN BONILLA GUTIERREZAún no hay calificaciones
- Cuestionario # 2-Act 17Documento9 páginasCuestionario # 2-Act 17Asesor Vendedor C.O: 707Aún no hay calificaciones
- AluminioDocumento13 páginasAluminioYanethsy CalderaAún no hay calificaciones
- Problemas de Joyeria 2018-IDocumento2 páginasProblemas de Joyeria 2018-IEyvind Jose Ramos SuarezAún no hay calificaciones
- AMALGAMADocumento5 páginasAMALGAMALaura Vanessa PeñaAún no hay calificaciones
- Española 2018Documento32 páginasEspañola 2018Demian CruzAún no hay calificaciones
- Ajuste MecánicoDocumento42 páginasAjuste MecánicoGerson Zavala Zambrano100% (3)
- Tablas InstalacionesDocumento4 páginasTablas InstalacionesrogelioAún no hay calificaciones
- Tabla Pesos Secciones Metálicas-1-10Documento10 páginasTabla Pesos Secciones Metálicas-1-10joedryAún no hay calificaciones
- Especificaciones Tecnicas de Equipos Camal-2006Documento4 páginasEspecificaciones Tecnicas de Equipos Camal-2006Edwinsiñho CruzAún no hay calificaciones
- Examen 17 Marzo 2019 Preguntas y Respuestas PDFDocumento27 páginasExamen 17 Marzo 2019 Preguntas y Respuestas PDFJorge Luis Gonzales AntonAún no hay calificaciones
- Familia Del BoroDocumento41 páginasFamilia Del BoroBraian jaimesAún no hay calificaciones
- Electrodos ÁcidosDocumento8 páginasElectrodos ÁcidosJuan Carlos Aguayo SuyAún no hay calificaciones
- Catalogo Anderson PDFDocumento9 páginasCatalogo Anderson PDFAlexis NazaráAún no hay calificaciones
- Sistema de Cristalización Trab de GeometalurgiaDocumento9 páginasSistema de Cristalización Trab de GeometalurgiamoisesAún no hay calificaciones
- Yacimientos de Alta y Baja SulfuraciónDocumento33 páginasYacimientos de Alta y Baja SulfuraciónArmando Espinoza ChelqquetumaAún no hay calificaciones
- Pgu-Cl-Gsm-Sso-022-Es OsgmDocumento8 páginasPgu-Cl-Gsm-Sso-022-Es OsgmSaul Gomez MansillaAún no hay calificaciones
- Soldadura Homogenea 2013Documento43 páginasSoldadura Homogenea 2013Pedro GiuseppiAún no hay calificaciones
- Informe Técnico de Envases de Aluminio Julio 2022-1Documento15 páginasInforme Técnico de Envases de Aluminio Julio 2022-1Oswaldo AlbornozAún no hay calificaciones
- DIRECTORIO MINERO Chihuahua PDFDocumento68 páginasDIRECTORIO MINERO Chihuahua PDFjulian_del_realAún no hay calificaciones
- Monografia de Tratamientos Termico Del AceroDocumento33 páginasMonografia de Tratamientos Termico Del AceroJonatanGalvanRojasAún no hay calificaciones
- Programa CorrosiónDocumento12 páginasPrograma CorrosiónAntonio BarbaAún no hay calificaciones
- Diagramas-2Documento7 páginasDiagramas-2mariaAún no hay calificaciones