También podría gustarte
- Prontuario de metales: Tablas para la industria metalúrgicaDe EverandProntuario de metales: Tablas para la industria metalúrgicaCalificación: 1 de 5 estrellas1/5 (1)
- Calculos de Espesor de RetiroDocumento34 páginasCalculos de Espesor de Retirojose corrosionAún no hay calificaciones
- Ley de Corte AnalisisDocumento11 páginasLey de Corte AnalisisYamill PaulloAún no hay calificaciones
- Pms Mineria Business Connect Mexico 2018Documento46 páginasPms Mineria Business Connect Mexico 2018francia ramosAún no hay calificaciones
- Barras de SondeoDocumento14 páginasBarras de SondeoTammy AndróAún no hay calificaciones
- Ventilación en Naves Industriales - Normativa y RecomendacionesDocumento6 páginasVentilación en Naves Industriales - Normativa y RecomendacionesgabyclkAún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Analisis y Calculo de Plegado de ChapasDocumento25 páginasAnalisis y Calculo de Plegado de ChapasZetamec Huayta100% (2)
- Memoria de Calculo de SoportesDocumento80 páginasMemoria de Calculo de SoportesMario Leonel Guerra BoxAún no hay calificaciones
- Conformado de Chapas MetálicasDocumento83 páginasConformado de Chapas MetálicascirellioAún no hay calificaciones
- Matrices de Corte y Punzones - 2020-10-15Documento59 páginasMatrices de Corte y Punzones - 2020-10-15Cristian SchwabAún no hay calificaciones
- Estirado de Alambres y BarrasDocumento19 páginasEstirado de Alambres y BarrasMichel CollazoAún no hay calificaciones
- Solda DurasDocumento8 páginasSolda DurasChristian Gonzales Rivera0% (1)
- Proyecto TornilloDocumento26 páginasProyecto TornilloJose Eduardo Garcia Lopez75% (4)
- La EstandarizaciónDocumento11 páginasLa EstandarizacióngabyclkAún no hay calificaciones
- Proceso de TrefiladoDocumento26 páginasProceso de TrefiladoJhordan Sinche BarraAún no hay calificaciones
- Tecnología de Fabricación 3º Grado en Ingeniería Mecánica: Tema 6: Conformado de ChapaDocumento17 páginasTecnología de Fabricación 3º Grado en Ingeniería Mecánica: Tema 6: Conformado de ChapaFrancesco TerziAún no hay calificaciones
- Taller ElectromecanicaDocumento7 páginasTaller ElectromecanicaGustavo Apaza CariAún no hay calificaciones
- Manual de Torneado PDFDocumento53 páginasManual de Torneado PDFSalvador CrisantosAún no hay calificaciones
- F1 Procesos MecanizadoDocumento122 páginasF1 Procesos MecanizadoDiana m.Aún no hay calificaciones
- Proces. II D-7 Trefil-EstiradoDocumento54 páginasProces. II D-7 Trefil-EstiradoJoanán Reyes ArandaAún no hay calificaciones
- PresentacionDocumento21 páginasPresentacionJeison HiguiitaAún no hay calificaciones
- Generalidades Plegado y Evaluacion 16-05-2020Documento18 páginasGeneralidades Plegado y Evaluacion 16-05-2020Richard RtAún no hay calificaciones
- Practica de Lab. N 11 Proceso de TrefiladoDocumento14 páginasPractica de Lab. N 11 Proceso de TrefiladoEmerson SivinchaAún no hay calificaciones
- Informe-11 Juntas Remachadas EnsayoDocumento15 páginasInforme-11 Juntas Remachadas EnsayoStefany LastraAún no hay calificaciones
- Procdef PR14 093Documento6 páginasProcdef PR14 093Oscar UribeAún no hay calificaciones
- Capitulo 10 Barrenas Nivel IIDocumento88 páginasCapitulo 10 Barrenas Nivel IIRitchie DanielAún no hay calificaciones
- Examen Procesos Industriales1Documento4 páginasExamen Procesos Industriales1EDGARDO JOSE TEJEDA MANGAAún no hay calificaciones
- Corte de Laminas MetalicasDocumento20 páginasCorte de Laminas Metalicasjp_scribd_jpAún no hay calificaciones
- Conformacion 2Documento35 páginasConformacion 2EZEQUIEL MARCELO PARDO RODRIGUEZAún no hay calificaciones
- U7 Proced de Trab en Frio de La Chapa Clase 2018Documento57 páginasU7 Proced de Trab en Frio de La Chapa Clase 2018Tomi BerardoAún no hay calificaciones
- Práctica de Torno - Cilindrado y RefrentadoDocumento5 páginasPráctica de Torno - Cilindrado y RefrentadoJennifferElisabhet Guaman GarateAún no hay calificaciones
- Solucion Taller Doblado de Laminas 2Documento8 páginasSolucion Taller Doblado de Laminas 2jesus romeroAún no hay calificaciones
- Primera Practica SOLUCIONARIO 13-01.06 Procesos IDocumento7 páginasPrimera Practica SOLUCIONARIO 13-01.06 Procesos ICarlos QuispeAún no hay calificaciones
- Práctica 2Documento25 páginasPráctica 2John PaulosAún no hay calificaciones
- Capitulo4 Fabricación y Ensamble de La Board TarjetaDocumento47 páginasCapitulo4 Fabricación y Ensamble de La Board TarjetaRUBEN DARIO CARDENAS ESPINOSAAún no hay calificaciones
- Paper Ansys Mecanizado2Documento8 páginasPaper Ansys Mecanizado2Diego MolinaAún no hay calificaciones
- F1 Procesos MecanizadoDocumento122 páginasF1 Procesos MecanizadoYesica Viviana LesmesAún no hay calificaciones
- IZAR Curso Plaquitas 2016 MRDocumento30 páginasIZAR Curso Plaquitas 2016 MRfberzosaAún no hay calificaciones
- Practica N°3 Fresa 2020-2 G.2Documento5 páginasPractica N°3 Fresa 2020-2 G.2EstudianteAún no hay calificaciones
- Procesos y Equipos para El Formado de Laminas MetalicasDocumento9 páginasProcesos y Equipos para El Formado de Laminas MetalicasLedvin PerdomoAún no hay calificaciones
- Diseño de TrefiladoraDocumento17 páginasDiseño de TrefiladoraJose Miguel Espitia DoriaAún no hay calificaciones
- Documento No1 NCh204 Abril 2020Documento5 páginasDocumento No1 NCh204 Abril 2020Pamela Saavedra MoyaAún no hay calificaciones
- Reporte - Torno - Fresa - Soldadura - Equipo 1Documento10 páginasReporte - Torno - Fresa - Soldadura - Equipo 1Sofi ToledoAún no hay calificaciones
- Tecnicas de Ajustaje Manual - Practica2Documento19 páginasTecnicas de Ajustaje Manual - Practica2Mijail Casa0% (1)
- 9 - Consideraciones - Proceso de Fabricación en DiseñoDocumento28 páginas9 - Consideraciones - Proceso de Fabricación en DiseñorublasterAún no hay calificaciones
- P02-Uniones Abulonadas.Documento17 páginasP02-Uniones Abulonadas.Clases Estabilidad 2Aún no hay calificaciones
- ACTIVIDAD #4 DESARROLLO ListoDocumento7 páginasACTIVIDAD #4 DESARROLLO Listoandres garciaAún no hay calificaciones
- Tabajo de Chapas LaminasDocumento28 páginasTabajo de Chapas LaminasRONALD ROAAún no hay calificaciones
- TrabajoDocumento9 páginasTrabajoKARINA OSUNAAún no hay calificaciones
- EMBUTIDODocumento57 páginasEMBUTIDOManuel MezaAún no hay calificaciones
- tr2 LimaDocumento16 páginastr2 LimaNilver Huaman renteriaAún no hay calificaciones
- Fresado de Careado de Superficies PlanasDocumento15 páginasFresado de Careado de Superficies PlanasBereniceSanchezAún no hay calificaciones
- Pernos SoldaduraDocumento35 páginasPernos SoldaduraLatex666Aún no hay calificaciones
- Procesos de Modelado MasivoDocumento55 páginasProcesos de Modelado Masivodamian llanasAún no hay calificaciones
- Unidad III Trabajado de LáminasDocumento18 páginasUnidad III Trabajado de LáminasYhon Santos Quenta FernandezAún no hay calificaciones
- KkfshsDocumento43 páginasKkfshsmiguelAún no hay calificaciones
- Proceso de EmbutidoDocumento34 páginasProceso de EmbutidoFer MonteroAún no hay calificaciones
- Actividad 6.simulacion Virtual PlantDocumento28 páginasActividad 6.simulacion Virtual Plantlos vasquezAún no hay calificaciones
- PCDM P1 VGJJ 8115Documento12 páginasPCDM P1 VGJJ 8115Jesus Ska VergaraAún no hay calificaciones
- Practica N°13 - Remaches - Alvear TaniaDocumento24 páginasPractica N°13 - Remaches - Alvear TaniaWily TulcanazaAún no hay calificaciones
- Sierra Cinta MetallitografiaDocumento24 páginasSierra Cinta MetallitografiaDaniel Vega MartinezAún no hay calificaciones
- Exercicis de TallDocumento11 páginasExercicis de TallTrebla92100% (1)
- Factor de Fricción para Tuberías Rugosas y Lecho de ParticulasDocumento2 páginasFactor de Fricción para Tuberías Rugosas y Lecho de ParticulasgabyclkAún no hay calificaciones
- Etiquetas CalibracionDocumento2 páginasEtiquetas CalibraciongabyclkAún no hay calificaciones
- Planilla ScrapDocumento5 páginasPlanilla ScrapgabyclkAún no hay calificaciones
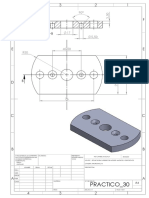
- Practico 30Documento1 páginaPractico 30gabyclkAún no hay calificaciones
- Ensayo de Motor Maxion S4Documento5 páginasEnsayo de Motor Maxion S4gabyclkAún no hay calificaciones
- Mantenimiento Correctivo Del Tanque 40x1 PD Guamache, Estado Nueva EspartaDocumento128 páginasMantenimiento Correctivo Del Tanque 40x1 PD Guamache, Estado Nueva EspartaJuan Carlos Garcia IraolaAún no hay calificaciones
- Especificaciones Tecnicas de MaterialesDocumento10 páginasEspecificaciones Tecnicas de MaterialesMijael Huaman SaavedraAún no hay calificaciones
- Informe FundiciónDocumento44 páginasInforme FundiciónCarlos Bohorquez01Aún no hay calificaciones
- Cap 10Documento25 páginasCap 10SNFAún no hay calificaciones
- Investigacion Del MutunDocumento8 páginasInvestigacion Del MutunGabrielAún no hay calificaciones
- Diagramas de Fuerza Cortante y Momento Flecto1 y Calculo de VigaDocumento5 páginasDiagramas de Fuerza Cortante y Momento Flecto1 y Calculo de VigaKatelin TurmeroAún no hay calificaciones
- Trab. de Inv 2 - MEC 257Documento15 páginasTrab. de Inv 2 - MEC 257Jhenny JimenezAún no hay calificaciones
- Bridas Inox - CatalogoDocumento8 páginasBridas Inox - CatalogoJuan RamirezAún no hay calificaciones
- Trabajo Colaborativo 1 Procesos de Manufactura UnadDocumento14 páginasTrabajo Colaborativo 1 Procesos de Manufactura UnadIndira Noguera MAún no hay calificaciones
- Lista de PreciosDocumento8 páginasLista de PreciosTamara AgredoAún no hay calificaciones
- Catalogo Arauco WurthDocumento236 páginasCatalogo Arauco Wurthmarcelo gonzalezAún no hay calificaciones
- Materiales No Convecionales 25Documento20 páginasMateriales No Convecionales 25Marcela Ramos AñazcoAún no hay calificaciones
- Preguntas MaterialesDocumento10 páginasPreguntas MaterialesJuan Borrueco SerranoAún no hay calificaciones
- H-221 Materiales de Tuberia PdvsaDocumento323 páginasH-221 Materiales de Tuberia PdvsaIvanBerroteranAún no hay calificaciones
- 7 Mob ClinicoDocumento74 páginas7 Mob ClinicoDavid Orlando Cordova NavarreteAún no hay calificaciones
- Formato Implementacion Pma RCD 1Documento6 páginasFormato Implementacion Pma RCD 1Antonio NietoAún no hay calificaciones
- Observaciones Puentes LesterDocumento5 páginasObservaciones Puentes LesterDanny PerezAún no hay calificaciones
- Listados FARB Y MAIDAL 05Documento42 páginasListados FARB Y MAIDAL 05Mariano AcimutAún no hay calificaciones
- Tema 6Documento2 páginasTema 6Patricia Garcia BerlangaAún no hay calificaciones
- GS Type 800Documento1 páginaGS Type 800OscarAún no hay calificaciones
- Tabla de Redes Cristalina de Los ElementosDocumento7 páginasTabla de Redes Cristalina de Los ElementosSanti Lema100% (1)
- 4 DamDocumento8 páginas4 DamAnyi SueldoAún no hay calificaciones
- Grupo 4 - Procesos de ManufacturaDocumento35 páginasGrupo 4 - Procesos de ManufacturaJoel Elias Sanchez VasquezAún no hay calificaciones
- Ficha Técnica Aceros Grado Ingeniería 1020Documento2 páginasFicha Técnica Aceros Grado Ingeniería 1020Robinson murilloAún no hay calificaciones
- Acople Rodavigo (Rígidos)Documento61 páginasAcople Rodavigo (Rígidos)marcelo castilloAún no hay calificaciones
- (Acv-S02) Cuestionario Laboratorio 1 - Quimica Inorganica (13126)Documento4 páginas(Acv-S02) Cuestionario Laboratorio 1 - Quimica Inorganica (13126)Jeffer Caballerito FlorezAún no hay calificaciones
- Tira Cierre SDocumento2 páginasTira Cierre SSandra GutierrezAún no hay calificaciones
- Ing. Hugo Cubas:: A 03 Dias Útiles, Recibida Su Orden de Compra y Comprobante de DepositoDocumento1 páginaIng. Hugo Cubas:: A 03 Dias Útiles, Recibida Su Orden de Compra y Comprobante de DepositoArturo CasasAún no hay calificaciones