También podría gustarte
- Practica No. 6 Obtencion Del Acido Sulfanilico.Documento11 páginasPractica No. 6 Obtencion Del Acido Sulfanilico.Cristian Sanchez100% (1)
- Practica 5. - Obtencion de AnilinaDocumento3 páginasPractica 5. - Obtencion de AnilinaOfelia Rodriguez83% (6)
- Practica 5 de Orga. Indus.Documento8 páginasPractica 5 de Orga. Indus.Emanuel Ja-OsAún no hay calificaciones
- Ac Sulfa A EntregarDocumento10 páginasAc Sulfa A EntregarDiego ValenciaAún no hay calificaciones
- Practica 5 Acido SulfanílicoDocumento9 páginasPractica 5 Acido SulfanílicoJavier Vargas Ornelas100% (1)
- Obtencion de Benzoina, Equipo 7,4IM53Documento9 páginasObtencion de Benzoina, Equipo 7,4IM53raul torresAún no hay calificaciones
- Practica 6 QuimicaDocumento7 páginasPractica 6 QuimicaJavier LaredoAún no hay calificaciones
- Dinitracion BencenoDocumento16 páginasDinitracion Bencenocristina321z100% (2)
- Ac Benzoico ESIQIEDocumento12 páginasAc Benzoico ESIQIEBraulio García DíazAún no hay calificaciones
- Alcohol Bencilico y Acido BenzoicoDocumento22 páginasAlcohol Bencilico y Acido BenzoicoEliza Fit Sherleen Diaz0% (1)
- Práctica 5 Benzofenona QGFDocumento9 páginasPráctica 5 Benzofenona QGFjosafatAún no hay calificaciones
- Practica 1. BenzhidrolDocumento21 páginasPractica 1. BenzhidrolJuly Gomez90% (21)
- Practica 4 Obtencion de Butiraldehido Por Oxidacion de N ButanolDocumento17 páginasPractica 4 Obtencion de Butiraldehido Por Oxidacion de N ButanolRay AcostaAún no hay calificaciones
- Naranja LL y Anaranjado de Metilo, Equipo 7, 4IM53Documento22 páginasNaranja LL y Anaranjado de Metilo, Equipo 7, 4IM53Raul OrozcoAún no hay calificaciones
- Practica 8 Química de Grupos FuncionalesDocumento12 páginasPractica 8 Química de Grupos FuncionalesAle AlvarezAún no hay calificaciones
- Reporte Eter MetilnaftalicoDocumento11 páginasReporte Eter MetilnaftalicoJose Luis Sanchez Baylon38% (8)
- Practica 5 Nitración Del Benceno ESIQIEDocumento8 páginasPractica 5 Nitración Del Benceno ESIQIEivan solis83% (6)
- Eter MetilnaftilicoDocumento9 páginasEter MetilnaftilicoJuan Carlos Apolonio CrispinAún no hay calificaciones
- Reporte 10Documento19 páginasReporte 10alexadame2301100% (1)
- Práctica 3 Equipo 6 Grupo 2IM47 Obtención de Un Shampoo Líquido Por Sulfatación Del Alcohol Láurico. Química de Grupos Funcionales PDFDocumento18 páginasPráctica 3 Equipo 6 Grupo 2IM47 Obtención de Un Shampoo Líquido Por Sulfatación Del Alcohol Láurico. Química de Grupos Funcionales PDFIrving Vazquez75% (4)
- Practica 3 Obtencion Del Eter Metilnaftalico Equipo 7Documento9 páginasPractica 3 Obtencion Del Eter Metilnaftalico Equipo 7francisco rodriguezAún no hay calificaciones
- BenzoinaDocumento20 páginasBenzoinajesus MaldonadoAún no hay calificaciones
- Practica 8Documento19 páginasPractica 8alexadame2301100% (1)
- Obtención de Ácido Picrico y Fenolftaleina..Documento14 páginasObtención de Ácido Picrico y Fenolftaleina..Ray Acosta100% (1)
- Practica 4 AnilinaDocumento6 páginasPractica 4 AnilinaJavier Vargas OrnelasAún no hay calificaciones
- Práctica 7 Quimica de Los Grupos FuncionalesDocumento14 páginasPráctica 7 Quimica de Los Grupos FuncionalesAngell Glez SalgadoAún no hay calificaciones
- Obtención de BenzofenonaDocumento9 páginasObtención de BenzofenonaPaola RamirezAún no hay calificaciones
- Practica 4: Grupo 2im35 Alumna: Garcia Espinoza ArianaDocumento12 páginasPractica 4: Grupo 2im35 Alumna: Garcia Espinoza ArianaTzitzi Alvarez MendozaAún no hay calificaciones
- Naranja IIDocumento14 páginasNaranja IIChristian MartinezAún no hay calificaciones
- BenzhidrolDocumento22 páginasBenzhidrolEmmanuelAún no hay calificaciones
- Practica 2. Organica Industrial Obtencion de La BenzoinaDocumento2 páginasPractica 2. Organica Industrial Obtencion de La BenzoinaOfelia RodriguezAún no hay calificaciones
- Eter-Metilnaftilico Mariana KarenDocumento21 páginasEter-Metilnaftilico Mariana KarenPepe Arturo GonzalezAún no hay calificaciones
- Reporte Practica 4 Aplicaciones EsiqieDocumento5 páginasReporte Practica 4 Aplicaciones EsiqieJesús Yair Mejía SánchezAún no hay calificaciones
- Propiedades Que Influyen en La Formación de ComplejosDocumento2 páginasPropiedades Que Influyen en La Formación de ComplejosChantal Abigail Reséndiz GómezAún no hay calificaciones
- Practica 3 Diels AlderDocumento8 páginasPractica 3 Diels AlderAlejandro Cano ZuñigaAún no hay calificaciones
- Practica de Benzofenona Con Reactivo de GrignardDocumento15 páginasPractica de Benzofenona Con Reactivo de GrignardSanchez Esquivel Alan100% (1)
- Practica Acido BenzoicoDocumento19 páginasPractica Acido BenzoicoSamuel PedrazaAún no hay calificaciones
- Naranja de Metilo PracticaDocumento9 páginasNaranja de Metilo PracticaJavier Solano GaribayAún no hay calificaciones
- Practica 2 Dibenzalacetona - Equipo1 - AlfredoDocumento22 páginasPractica 2 Dibenzalacetona - Equipo1 - AlfredoAlfredo TlapaleAún no hay calificaciones
- Práctica BenzhidrolDocumento10 páginasPráctica BenzhidrolSam PokqtAún no hay calificaciones
- Práctica 7 Obtención Del Ácido FúmaricoDocumento21 páginasPráctica 7 Obtención Del Ácido FúmaricoJulian VelezAún no hay calificaciones
- Equipo 7. Obtención de Ácido Benzoico y Alcohol BencílicoDocumento7 páginasEquipo 7. Obtención de Ácido Benzoico y Alcohol BencílicoMariano CastilloAún no hay calificaciones
- Volumetria PDFDocumento30 páginasVolumetria PDFElias Sulca QuispeAún no hay calificaciones
- Práctica 4. Equilibrio Liquido - Vapor de Una Solucion No Ideal A Baja PresionDocumento20 páginasPráctica 4. Equilibrio Liquido - Vapor de Una Solucion No Ideal A Baja PresionPau AGAún no hay calificaciones
- Benzofenona Práctica 6 - Reporte - Eq.3 - LQGFDocumento15 páginasBenzofenona Práctica 6 - Reporte - Eq.3 - LQGFSara LaurenesAún no hay calificaciones
- Practica 1 Obtencion de BenzoinaDocumento15 páginasPractica 1 Obtencion de BenzoinaErik Said LaihoAún no hay calificaciones
- Obtencion Del Fenol, Equipo 7, 4IM53Documento13 páginasObtencion Del Fenol, Equipo 7, 4IM53Raul OrozcoAún no hay calificaciones
- Practica No. 6 Obtencion de La BenzofenonaDocumento7 páginasPractica No. 6 Obtencion de La BenzofenonaDiana GonzalezAún no hay calificaciones
- Practica 3 Termo EsiqieDocumento33 páginasPractica 3 Termo Esiqier547Aún no hay calificaciones
- Práctica-8 - Obtención de Acido Prícrico y Fenolftaleínaequipo1Documento11 páginasPráctica-8 - Obtención de Acido Prícrico y Fenolftaleínaequipo1Javier Vargas OrnelasAún no hay calificaciones
- PRACTICA 6 PAC. Convertido (1) Páginas 2 6Documento5 páginasPRACTICA 6 PAC. Convertido (1) Páginas 2 6Uriel LopezAún no hay calificaciones
- P NitroacetanilidaDocumento18 páginasP NitroacetanilidaAlexis John Soncco HanccoAún no hay calificaciones
- Practica No 6 Obtencion Del Acido SulfanilicotDocumento11 páginasPractica No 6 Obtencion Del Acido SulfanilicotCarlos Chavez0% (1)
- FENOLDocumento8 páginasFENOLGariTo Gomez0% (1)
- 2iv41 - Equipo 8 - Obtención Del Shampoo Por Sulfatación Del Alcohol LáuricoDocumento16 páginas2iv41 - Equipo 8 - Obtención Del Shampoo Por Sulfatación Del Alcohol LáuricoMaria Elizabeth Morales ArriagaAún no hay calificaciones
- Practica 5 Obtencion de La Benzofenona Por Sintesis de Friedel Crafts PDFDocumento15 páginasPractica 5 Obtencion de La Benzofenona Por Sintesis de Friedel Crafts PDFmauricio ortegaAún no hay calificaciones
- Practica No.4 Obtencion Del ButiraldehidoDocumento16 páginasPractica No.4 Obtencion Del ButiraldehidoDaniel Roman50% (4)
- P10 PolimerizacionDocumento20 páginasP10 PolimerizacionVelázquez Aguilar Alan IgnacioAún no hay calificaciones
- Panilina Sulfanilico2020Documento11 páginasPanilina Sulfanilico2020Diego ValenciaAún no hay calificaciones
- 4IV52 EQUIPO 2 Acido SulfanilicoDocumento16 páginas4IV52 EQUIPO 2 Acido SulfanilicoDiana JulietaAún no hay calificaciones
- Comentario Gestión de ResiduosDocumento1 páginaComentario Gestión de ResiduosDiego ValenciaAún no hay calificaciones
- Calculos P1.Documento8 páginasCalculos P1.Diego ValenciaAún no hay calificaciones
- CaratulasDocumento3 páginasCaratulasDiego ValenciaAún no hay calificaciones
- BombasDocumento3 páginasBombasDiego ValenciaAún no hay calificaciones
- Higiene y SeguridadDocumento5 páginasHigiene y SeguridadDiego ValenciaAún no hay calificaciones
- Tesis Electrica Ambiental2021 EjemploDocumento304 páginasTesis Electrica Ambiental2021 EjemploDiego ValenciaAún no hay calificaciones
- Opta 3Documento3 páginasOpta 3Diego ValenciaAún no hay calificaciones
- Acfrogage7d9xcoy5s0xblt Rvfmgpx0yqtdfdwm8eoszrhmihq3j3j0jlyeac Xvbce Pipig4xrqwiitd8bvvpfoqqrjgadhykihhbld54t7jsvv Gsgpyl7bt81wbri7j4a66czg8u2 JrnyDocumento9 páginasAcfrogage7d9xcoy5s0xblt Rvfmgpx0yqtdfdwm8eoszrhmihq3j3j0jlyeac Xvbce Pipig4xrqwiitd8bvvpfoqqrjgadhykihhbld54t7jsvv Gsgpyl7bt81wbri7j4a66czg8u2 JrnyDiego ValenciaAún no hay calificaciones
- Art constiPEUMDocumento8 páginasArt constiPEUMDiego ValenciaAún no hay calificaciones
- Cap 3Documento6 páginasCap 3Diego ValenciaAún no hay calificaciones
- Diseã - o Termodinamico de Cambiadores de Calor-1Documento93 páginasDiseã - o Termodinamico de Cambiadores de Calor-1Diego ValenciaAún no hay calificaciones
- RP 9Documento9 páginasRP 9Diego ValenciaAún no hay calificaciones
- Fichas y ResumenDocumento5 páginasFichas y ResumenDiego ValenciaAún no hay calificaciones
- Sesion2 Diseño Valencia MedinaDocumento12 páginasSesion2 Diseño Valencia MedinaDiego ValenciaAún no hay calificaciones
- Tarea Valenccia Medina Diego ADocumento14 páginasTarea Valenccia Medina Diego ADiego ValenciaAún no hay calificaciones
- Diseã - o Termodinamico de Cambiadores de Calor-1Documento93 páginasDiseã - o Termodinamico de Cambiadores de Calor-1Diego ValenciaAún no hay calificaciones
- Sesion1 Diseño VALENCIA MEDINADocumento11 páginasSesion1 Diseño VALENCIA MEDINADiego ValenciaAún no hay calificaciones
- Diels AlderDocumento1 páginaDiels AlderDiego ValenciaAún no hay calificaciones
- Prev4 Conclucion - DibenzaDocumento7 páginasPrev4 Conclucion - DibenzaDiego ValenciaAún no hay calificaciones
- Comentario Gestión de ResiduosDocumento1 páginaComentario Gestión de ResiduosDiego ValenciaAún no hay calificaciones
- Instituto Politecnico NacionalDocumento6 páginasInstituto Politecnico NacionalDiego ValenciaAún no hay calificaciones
- Calculos P1.Documento8 páginasCalculos P1.Diego ValenciaAún no hay calificaciones
- Seg Higiene Nom 030Documento7 páginasSeg Higiene Nom 030Diego ValenciaAún no hay calificaciones
- Tarea AdminDocumento5 páginasTarea AdminDiego ValenciaAún no hay calificaciones
- Sesion2 Diseño Valencia MedinaDocumento12 páginasSesion2 Diseño Valencia MedinaDiego ValenciaAún no hay calificaciones
- Zener 3500Documento5 páginasZener 3500Diego ValenciaAún no hay calificaciones
- Sesion1 Diseño Valencia MedinaDocumento11 páginasSesion1 Diseño Valencia MedinaDiego ValenciaAún no hay calificaciones
- Sesion1 Diseño Valencia MedinaDocumento11 páginasSesion1 Diseño Valencia MedinaDiego ValenciaAún no hay calificaciones
- Panilina Sulfanilico2020Documento11 páginasPanilina Sulfanilico2020Diego ValenciaAún no hay calificaciones
- Planificacion Geografía 4to Año Computacion 2023Documento3 páginasPlanificacion Geografía 4to Año Computacion 2023Federico Gonzalo CaviedesAún no hay calificaciones
- Capítulo 2 Aspectos Generales para Proyectos de IluminaciónDocumento30 páginasCapítulo 2 Aspectos Generales para Proyectos de IluminaciónFernando MezaAún no hay calificaciones
- 01 Mapa Ubicacion de La Cuenca Chancay - Huaral PDFDocumento1 página01 Mapa Ubicacion de La Cuenca Chancay - Huaral PDFQC LuisAún no hay calificaciones
- Odonatos (Libelulas y Caballitos Del Diablo)Documento2 páginasOdonatos (Libelulas y Caballitos Del Diablo)Maria FernandaAún no hay calificaciones
- Ciclo Iii 28 de AgostoDocumento5 páginasCiclo Iii 28 de Agostonancy pinedaAún no hay calificaciones
- 01 3 Aisladores MTDocumento30 páginas01 3 Aisladores MTGustavo CasabonaAún no hay calificaciones
- Serpentine Gallery PavilionDocumento10 páginasSerpentine Gallery PavilionVAún no hay calificaciones
- Análisis Cualitativo de AminasDocumento11 páginasAnálisis Cualitativo de AminasLuis Aguilar75% (4)
- Grupo 6 - Macroinvertebrados FISICOQUIMICOSDocumento27 páginasGrupo 6 - Macroinvertebrados FISICOQUIMICOSJosmy Noelia Gonzales PinedoAún no hay calificaciones
- Busqueda Del TesoroDocumento7 páginasBusqueda Del TesorocarolaAún no hay calificaciones
- I. Literatura 4° GradoDocumento10 páginasI. Literatura 4° GradoHeydi Quispe CastroAún no hay calificaciones
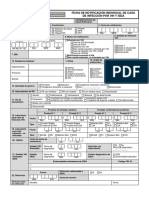
- Ficha de Notificación Individual Caso de Infeccion Por VIH y SidaDocumento3 páginasFicha de Notificación Individual Caso de Infeccion Por VIH y SidaNuñez NiloAún no hay calificaciones
- Reporte Mat N y PDocumento11 páginasReporte Mat N y PValería Zárate MondragónAún no hay calificaciones
- Miocardiopatias Hipertrofica y DilatadaDocumento44 páginasMiocardiopatias Hipertrofica y Dilatadajacquelynherrera2508Aún no hay calificaciones
- Propuesta de Tratamiento de Remediacion de Los Efluentes Mineros Mediante La DolomitaDocumento7 páginasPropuesta de Tratamiento de Remediacion de Los Efluentes Mineros Mediante La DolomitaKatherine ZuñigaAún no hay calificaciones
- Manejo Del Fluor en OrtodonciaDocumento13 páginasManejo Del Fluor en OrtodonciaDiana Caro RobledoAún no hay calificaciones
- Practica 1 Determinación de Relación Talla-Peso y Factor de Condición de Euthynnus Alletteratus ItzayanaGtzDocumento14 páginasPractica 1 Determinación de Relación Talla-Peso y Factor de Condición de Euthynnus Alletteratus ItzayanaGtzItzayana GtzAún no hay calificaciones
- Tarea 4 - Joseph CoralDocumento7 páginasTarea 4 - Joseph CoralLUIS CARLOS ZUÑIGA VILLACORTEAún no hay calificaciones
- Sentido Del Tacto-GustoDocumento3 páginasSentido Del Tacto-GustoDiego AjanelAún no hay calificaciones
- Cálculo Del Tamaño Del InóculoDocumento20 páginasCálculo Del Tamaño Del InóculoLAURA MILENA RIVERA GARCIAAún no hay calificaciones
- Analizador SKF Microlog Serie GX: Cmxa 75Documento8 páginasAnalizador SKF Microlog Serie GX: Cmxa 75Resquín Orovio AntonioAún no hay calificaciones
- Tipos de TransformadoresDocumento9 páginasTipos de TransformadoresGerardo Daniel Ortiz CruzAún no hay calificaciones
- Capacitación 2 AgrosánDocumento21 páginasCapacitación 2 AgrosánDavid duqueAún no hay calificaciones
- Planilla SoldaduraDocumento6 páginasPlanilla SoldaduraEsteban AballayAún no hay calificaciones
- Taller N°1Documento6 páginasTaller N°1andrea gonzález0% (2)
- Cuadro ComparativoDocumento6 páginasCuadro ComparativoJESUS RAMIREZAún no hay calificaciones
- Aguas ResidualesDocumento2 páginasAguas ResidualesDavid MartínezAún no hay calificaciones
- ABANDONO Y DEJACIÓN TOTAL DE PTAR LEMAYA en GUAMODocumento2 páginasABANDONO Y DEJACIÓN TOTAL DE PTAR LEMAYA en GUAMOJhon PaezAún no hay calificaciones
- Tarea t4 stfr1Documento4 páginasTarea t4 stfr1Francisco Javier Zamorano GarcíaAún no hay calificaciones
- Venezuela Pais Caribeño y AtlanticoDocumento12 páginasVenezuela Pais Caribeño y Atlanticonemrac10072% (25)