También podría gustarte
- Capitulo #8Documento14 páginasCapitulo #8rokoAún no hay calificaciones
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- 3° Quimica - Cuadernillo Remedial - DocenteDocumento35 páginas3° Quimica - Cuadernillo Remedial - DocenteMarisol Rod Car83% (36)
- 2019 09 16 CERTIFICADO DE CALIBRACIÓN TELUROMETRO Kyoritsu 4105A SERIE W8219248Documento1 página2019 09 16 CERTIFICADO DE CALIBRACIÓN TELUROMETRO Kyoritsu 4105A SERIE W8219248Victor Bances67% (3)
- Estadística Aplicada II Estadística en Administrac... - (Estadística Aplicada II Estadística en Administración para La Toma de ... )Documento1 páginaEstadística Aplicada II Estadística en Administrac... - (Estadística Aplicada II Estadística en Administración para La Toma de ... )Lili S0% (1)
- Caso SPC en El GazetteDocumento5 páginasCaso SPC en El GazetteElizabeth Esquit100% (1)
- Resolucion en Stapgrafic Capitulo 8Documento13 páginasResolucion en Stapgrafic Capitulo 8Jean Max IlachoqueAún no hay calificaciones
- CEP Semana2Documento9 páginasCEP Semana2Pablo UrraAún no hay calificaciones
- Alexis - Morales S2Documento11 páginasAlexis - Morales S2Alexis Andres Morales HidalgoAún no hay calificaciones
- Sistema de Dodge y Romig para El Muestreo de Aceptación Lote Por Lote Por AtributosDocumento20 páginasSistema de Dodge y Romig para El Muestreo de Aceptación Lote Por Lote Por Atributosjorge jair corona perez100% (1)
- Parcial Control de Calidad Final ExcDocumento22 páginasParcial Control de Calidad Final Excandres moreno100% (1)
- Parcial Tercer Corte-Parte 1Documento6 páginasParcial Tercer Corte-Parte 1ANDRES POSADA100% (1)
- APU ImpemeabilizacionDocumento1 páginaAPU ImpemeabilizacionMariamalia Medina100% (3)
- Muestreo Por HcveptacionDocumento2 páginasMuestreo Por Hcveptacionalberto hernandezAún no hay calificaciones
- 6 Ejercicios Plan de Muestreo Simple Por AtributosDocumento28 páginas6 Ejercicios Plan de Muestreo Simple Por Atributoskevin Obando CastilloAún no hay calificaciones
- Clase 04 Unidad IIDocumento14 páginasClase 04 Unidad IIJhon BlrAún no hay calificaciones
- AQ2 2023 - Examen Corto 02 - Calibración de InstrumentosDocumento8 páginasAQ2 2023 - Examen Corto 02 - Calibración de Instrumentossebas castroAún no hay calificaciones
- Analisis Ingnieria de La CalidadDocumento4 páginasAnalisis Ingnieria de La Calidadcris rodAún no hay calificaciones
- Eusebio - Lillo - Tarea2estadistica de ProcesosDocumento9 páginasEusebio - Lillo - Tarea2estadistica de ProcesosNicole EspinozaAún no hay calificaciones
- Indicador EGDocumento37 páginasIndicador EGEdwards GarciaAún no hay calificaciones
- Taller RAP 1Documento4 páginasTaller RAP 1Andrés ArdilaAún no hay calificaciones
- GGGGGDocumento1 páginaGGGGGCleliaAún no hay calificaciones
- Método de Adición de Estándar - Hojas de Cálculo de GoogleDocumento1 páginaMétodo de Adición de Estándar - Hojas de Cálculo de Google2110412027Aún no hay calificaciones
- Formato PPCDocumento1 páginaFormato PPCGuille LRAún no hay calificaciones
- Practica 2Documento12 páginasPractica 2Ricardo Ignacio Gavino SorianoAún no hay calificaciones
- Planilla de Conformidad - CertificadoDocumento1 páginaPlanilla de Conformidad - CertificadoJose Alex Bravo ZapataAún no hay calificaciones
- 000 FormatoDocumento4 páginas000 FormatoJohn Steves Soriano CadilloAún no hay calificaciones
- CALIBRACIONDocumento9 páginasCALIBRACIONRoberto Carlos Molero AbadAún no hay calificaciones
- Lab 4 DavidDocumento7 páginasLab 4 DavidDavid Felipe GabrielAún no hay calificaciones
- Tema 5Documento40 páginasTema 5Soledad AlexandraAún no hay calificaciones
- Control Estadistico Semana 6Documento7 páginasControl Estadistico Semana 6ELIASAún no hay calificaciones
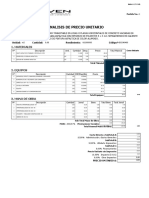
- Analisis de Precios Unitarios: Proyecto Actividad Cantidad Unidad MonedaDocumento24 páginasAnalisis de Precios Unitarios: Proyecto Actividad Cantidad Unidad MonedaYasmani Yossua Clavijo CondoriAún no hay calificaciones
- Reacciones Imprim IrDocumento4 páginasReacciones Imprim IrAdaia GarciaAún no hay calificaciones
- S04.s1 Material de ClaseDocumento38 páginasS04.s1 Material de ClaseMATIAS RAMOS MELINGH GHERALDINNEAún no hay calificaciones
- Tarea #5 BLACUD-BALDIVIESO-CAROLADocumento2 páginasTarea #5 BLACUD-BALDIVIESO-CAROLANAYRA ABRIL BALLESTEROS RODRIGUEZAún no hay calificaciones
- Desague 1310S 65X 263 S64 220 PDFDocumento5 páginasDesague 1310S 65X 263 S64 220 PDFYhonny ValenzuelaAún no hay calificaciones
- Practica FinalDocumento14 páginasPractica FinalMelissa CardozoAún no hay calificaciones
- Desague 1310S-65X.263.S64.220 PDFDocumento5 páginasDesague 1310S-65X.263.S64.220 PDFSergio ZegarraAún no hay calificaciones
- Ejercicios Besterfield 1 Al 6 - Mamani Taya PaolaDocumento11 páginasEjercicios Besterfield 1 Al 6 - Mamani Taya PaolaPaolaAún no hay calificaciones
- ROGELIO CARCAMO SAN MARTIN Examen Unidad 4 Del 13Documento6 páginasROGELIO CARCAMO SAN MARTIN Examen Unidad 4 Del 13Rogelio CarcamoAún no hay calificaciones
- Hoja de Procesos Base Extractor de PoleasDocumento4 páginasHoja de Procesos Base Extractor de PoleasCristyan GascaAún no hay calificaciones
- Vsip - Info Tabla 1 Datos de Las Variables Fuente PDF FreeDocumento4 páginasVsip - Info Tabla 1 Datos de Las Variables Fuente PDF FreeBrown AlemánAún no hay calificaciones
- Cronograma de Intervención 2 MesesDocumento4 páginasCronograma de Intervención 2 Mesesanibal scobarAún no hay calificaciones
- Ef PCP 202210Documento3 páginasEf PCP 202210JURGEN FELIX MALLAUPOMA GOMEZAún no hay calificaciones
- FormatoDocumento4 páginasFormatoYessica Tatiana Rodriguez HernandezAún no hay calificaciones
- 1111 Precios Unitaios AeroúertoDocumento14 páginas1111 Precios Unitaios AeroúertoBeymar Miguel Orellana SubietaAún no hay calificaciones
- Practica 10 ControlDocumento30 páginasPractica 10 ControlpadmeAún no hay calificaciones
- Nota Atlantico 022 SSCDocumento2 páginasNota Atlantico 022 SSCCiro MontielAún no hay calificaciones
- IM Estudio de Tiempos Tablas 2018Documento7 páginasIM Estudio de Tiempos Tablas 2018ALBERTO JHONATAN LOPEZ USQUIANOAún no hay calificaciones
- 1era Evaluacion E.neumáticoDocumento9 páginas1era Evaluacion E.neumáticoRomer GrandaAún no hay calificaciones
- Practica 2 StatgraphicsDocumento10 páginasPractica 2 StatgraphicsCarla FloresAún no hay calificaciones
- Unidades Por Hora: CalidadDocumento1 páginaUnidades Por Hora: CalidadMariana SandovalAún no hay calificaciones
- Ficha Tecnica H4000iDocumento2 páginasFicha Tecnica H4000iPavle NjegovanAún no hay calificaciones
- Figura 1.0Documento11 páginasFigura 1.0BRYAN STEVEN HERNANDEZ TORRESAún no hay calificaciones
- Teorico Practico CromatogDocumento29 páginasTeorico Practico CromatogMelisa YonnyAún no hay calificaciones
- Ita Ga PR 07 02Documento2 páginasIta Ga PR 07 02teresaAún no hay calificaciones
- Elementos Lineales y No Lineales - GRUPO 1. L.ALVAREZDocumento10 páginasElementos Lineales y No Lineales - GRUPO 1. L.ALVAREZAlexander CittadinoAún no hay calificaciones
- Ejercicio 7 y 23Documento3 páginasEjercicio 7 y 23Henry MuzoAún no hay calificaciones
- Examen II Parcial. Práctico. Dana PavonDocumento5 páginasExamen II Parcial. Práctico. Dana PavonAlessandra PavónAún no hay calificaciones
- Calidad Ejercicio Clase 1Documento20 páginasCalidad Ejercicio Clase 1Stefany PeñaAún no hay calificaciones
- Ejemplo: Curva OCDocumento1 páginaEjemplo: Curva OCNormi Ceballos100% (1)
- PresentacioÌ N Prueba Webinar Abril 2020Documento21 páginasPresentacioÌ N Prueba Webinar Abril 2020Reinaldo De LuccaAún no hay calificaciones
- S12 PPT S12 Edo AplicacionesDocumento14 páginasS12 PPT S12 Edo AplicacionesKevinCGAún no hay calificaciones
- Cuestionario PDFDocumento2 páginasCuestionario PDFKevinAún no hay calificaciones
- Ejercio 3 Punto D - Angel VasquezDocumento8 páginasEjercio 3 Punto D - Angel Vasquezangel vasquezAún no hay calificaciones
- TEMA 3 Y 3 METODOS NUMERICOS PARA RESOLVER PVIsDocumento73 páginasTEMA 3 Y 3 METODOS NUMERICOS PARA RESOLVER PVIsEDUARDO ANDRÉS CHANGO CUENCAAún no hay calificaciones
- FJ 251Documento34 páginasFJ 251Luis Del Campo DiazAún no hay calificaciones
- Poemas AlteridadDocumento25 páginasPoemas AlteridadMaria Jose DominguezAún no hay calificaciones
- RM - I BimestreDocumento50 páginasRM - I BimestreLuigui López López100% (1)
- Evaporadores y SecadoresDocumento4 páginasEvaporadores y Secadoresfrancesco serafiniAún no hay calificaciones
- 7movimiento Circular UniformeDocumento8 páginas7movimiento Circular UniformeSebas SoriaAún no hay calificaciones
- Sgsso-007-010 Inspeccion Equipo ElectricoDocumento2 páginasSgsso-007-010 Inspeccion Equipo ElectricoDíazConstanzoInflablesAún no hay calificaciones
- CNC 012Documento29 páginasCNC 012carlosAún no hay calificaciones
- Ce Gr4 Conchambay Alexis Practica#1 InformeDocumento3 páginasCe Gr4 Conchambay Alexis Practica#1 InformeAlexis ConchambayAún no hay calificaciones
- NABLADocumento4 páginasNABLAFranz Brayan Cotache RojasAún no hay calificaciones
- Planificación Educativa 16 Al 20 de Octubre 2023 FENOMENOS DE LA NATURALEZADocumento7 páginasPlanificación Educativa 16 Al 20 de Octubre 2023 FENOMENOS DE LA NATURALEZAKatherine AndreaAún no hay calificaciones
- HJC - Libro 1Documento105 páginasHJC - Libro 1xras dAún no hay calificaciones
- Segundo Examen Termodinamica 1-2021Documento1 páginaSegundo Examen Termodinamica 1-2021Roger Gustavo Apaza QuispeAún no hay calificaciones
- Accidentologia 2Documento7 páginasAccidentologia 2Omar TulaAún no hay calificaciones
- 11 TALLER Momento de Fuerza o TorqueDocumento3 páginas11 TALLER Momento de Fuerza o TorqueCristhian FernandezAún no hay calificaciones
- P3 Unsihuay20-1Documento13 páginasP3 Unsihuay20-1fabrizio100% (1)
- Edad Del Mismo Universo de VerdadDocumento5 páginasEdad Del Mismo Universo de VerdadEnki SeithAún no hay calificaciones
- Teoria General de Sistemas - de La Noción Al ConceptoDocumento6 páginasTeoria General de Sistemas - de La Noción Al ConceptoSergio LoveraAún no hay calificaciones
- Examen Final Ingenieria de Materiales 2022-20-BDocumento3 páginasExamen Final Ingenieria de Materiales 2022-20-BANTHONY ANDRES PARIACHI CASTROAún no hay calificaciones
- Fisica IaDocumento5 páginasFisica IaSebastian ColmanAún no hay calificaciones
- Meditación para Conectar Con El Campo CuánticoDocumento3 páginasMeditación para Conectar Con El Campo CuánticoAngelita Del CieloAún no hay calificaciones
- Sesion 1 - 03 - TalleresDocumento16 páginasSesion 1 - 03 - TalleresluisAún no hay calificaciones
- Conveccion Forzada InformeDocumento34 páginasConveccion Forzada Informejavier solorzanoAún no hay calificaciones
- Guia 7 - Dinámica y Energía de RotaciónDocumento8 páginasGuia 7 - Dinámica y Energía de RotaciónRoberto PalomequeAún no hay calificaciones
- Gamificacion Quimica GeneralDocumento10 páginasGamificacion Quimica GeneralDIEG ALEJANDRO ARANDA VALDEZAún no hay calificaciones