También podría gustarte
- Examen de Higiene Unidad 1Documento2 páginasExamen de Higiene Unidad 1Joshoa ChigAún no hay calificaciones
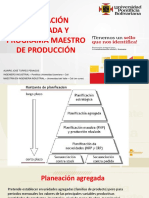
- Planeación Agregada y Plan Maestro de ProducciónDocumento15 páginasPlaneación Agregada y Plan Maestro de ProducciónLazaro MejiaAún no hay calificaciones
- Europea de MantenimientoDocumento3 páginasEuropea de MantenimientoEmilio Jarjuri100% (1)
- Trabajo Ergonomia - OFICIO DE PLANCHADODocumento8 páginasTrabajo Ergonomia - OFICIO DE PLANCHADOYENNYFERAún no hay calificaciones
- Infografia Filosofía de Las 5sDocumento3 páginasInfografia Filosofía de Las 5sJAIRO ARGAEZ MENDESAún no hay calificaciones
- Página 51Documento3 páginasPágina 51Benja ApaquiAún no hay calificaciones
- 1.5 Programa de Las 9 S PDFDocumento18 páginas1.5 Programa de Las 9 S PDFALAN JOSUE MORALES SOLISAún no hay calificaciones
- Unidad 3 MantenimientoDocumento7 páginasUnidad 3 MantenimientoSebastian NavaAún no hay calificaciones
- Método WestinghouseDocumento7 páginasMétodo WestinghouseJessy PeAún no hay calificaciones
- Analisís Económico de La Seguridad e Higiene IndustrialDocumento6 páginasAnalisís Económico de La Seguridad e Higiene IndustrialFernando GonzálezAún no hay calificaciones
- Mantenimiento PreventivoDocumento15 páginasMantenimiento PreventivototosofiAún no hay calificaciones
- Planeación y Aplicación Del Estudio de Muestreo de Trabajo.Documento12 páginasPlaneación y Aplicación Del Estudio de Muestreo de Trabajo.felipe blackAún no hay calificaciones
- ICGMDocumento75 páginasICGMjovanny carrilloAún no hay calificaciones
- Actividad Entregable 1 - Mejora ContinuaDocumento12 páginasActividad Entregable 1 - Mejora ContinuaMarcela Tapia GuevaraAún no hay calificaciones
- Examen Unidad 2 Total 9 de 10Documento3 páginasExamen Unidad 2 Total 9 de 10Leidy GomezAún no hay calificaciones
- Sistemas Avanzados de ManufacturaDocumento6 páginasSistemas Avanzados de ManufacturaNATALIA CORRAL VERAAún no hay calificaciones
- Sesión #3Documento36 páginasSesión #3robert anthony espiritu alfaroAún no hay calificaciones
- Examen AMEFDocumento2 páginasExamen AMEFesauAún no hay calificaciones
- Calidad EmpresarialDocumento29 páginasCalidad EmpresarialBetshy OñateAún no hay calificaciones
- Aplicación de La Estadística en Una Purificadora de AguaDocumento35 páginasAplicación de La Estadística en Una Purificadora de AguaRoberto OrnelasAún no hay calificaciones
- Cuestionario 1Documento4 páginasCuestionario 1Lenin ValverdeAún no hay calificaciones
- Examen Final SeguridadDocumento6 páginasExamen Final SeguridadAlexis SebasAún no hay calificaciones
- Mantenimiento Centrado en Confiabilidad (MCC) o Reliability Centered Maintenance (RCM)Documento14 páginasMantenimiento Centrado en Confiabilidad (MCC) o Reliability Centered Maintenance (RCM)Crystal ConleyAún no hay calificaciones
- Formulario Investigación de AccidentesDocumento3 páginasFormulario Investigación de AccidentesConstanza OrtizAún no hay calificaciones
- Confiabilidad PDFDocumento48 páginasConfiabilidad PDFnonachiAún no hay calificaciones
- Plantilla - Control (3) Transporte y Levantamiento de CargaDocumento11 páginasPlantilla - Control (3) Transporte y Levantamiento de Cargajacquelinediazde0% (1)
- RC TALLER DE METROLOGIA Manual 22mar06Documento10 páginasRC TALLER DE METROLOGIA Manual 22mar06Francisco Javier Vargas ChavezAún no hay calificaciones
- Caso de Estudio PDCA Pra Tresentar LizDocumento4 páginasCaso de Estudio PDCA Pra Tresentar LizlizAún no hay calificaciones
- Índice de Valoracion de Valoración Medio de FangerDocumento4 páginasÍndice de Valoracion de Valoración Medio de FangeryulmacanulAún no hay calificaciones
- Prueba n1 de MantenimientoDocumento4 páginasPrueba n1 de Mantenimientojonathan martinezAún no hay calificaciones
- Programa Prevencion de Riesgos 2023 MODELO 3.0Documento28 páginasPrograma Prevencion de Riesgos 2023 MODELO 3.0Ethel GallardoAún no hay calificaciones
- Gestion de Mantenimiento Industrial Foro Semana 4Documento15 páginasGestion de Mantenimiento Industrial Foro Semana 4Luis Fernando Duran Gutierrez100% (1)
- Plan de Mantenimiento de La Empresa TextilDocumento15 páginasPlan de Mantenimiento de La Empresa TextilAnonymous gzdx4nlAún no hay calificaciones
- Fiabilidad de SistemasDocumento4 páginasFiabilidad de Sistemasrobinho87guti100% (1)
- Caso II Higiene IndustrialDocumento4 páginasCaso II Higiene IndustrialYulianeth100% (1)
- Cuestionario Prevencion de IncendiosDocumento7 páginasCuestionario Prevencion de IncendiosIveth ImitolaAún no hay calificaciones
- Seguridad en El Lugar de Trabajo y de PDFDocumento28 páginasSeguridad en El Lugar de Trabajo y de PDFElizabeth FelizAún no hay calificaciones
- Material Unidad 3 Legislación IndustrialDocumento13 páginasMaterial Unidad 3 Legislación IndustrialLuis Enrique Bocanegra100% (1)
- EjerciciosDocumento4 páginasEjerciciosDaniel BrunoAún no hay calificaciones
- 3.11 Equipo de Protección PersonalDocumento30 páginas3.11 Equipo de Protección PersonalGabriel ManriquezAún no hay calificaciones
- T8. Resolución de Problemas de Estaciones de Trabajo EsbeltasDocumento2 páginasT8. Resolución de Problemas de Estaciones de Trabajo EsbeltasTreviño Esmeralda0% (1)
- ENSAYO BrigadaDocumento3 páginasENSAYO Brigadapierinasanchez100% (1)
- Mantenimiento Cuestionario MauricioDocumento4 páginasMantenimiento Cuestionario MauricioSarahi LechugaAún no hay calificaciones
- Brunido Lijado y TamboreoDocumento11 páginasBrunido Lijado y TamboreoHola NO SEAún no hay calificaciones
- Qué Hacer en Caso de SismoDocumento11 páginasQué Hacer en Caso de SismoJose Luis Romero ReyesAún no hay calificaciones
- Tema 2.2. - Clasificación de Canacintra y La Cepal.Documento79 páginasTema 2.2. - Clasificación de Canacintra y La Cepal.jorge chavezAún no hay calificaciones
- Unidad Tres.-Estudio de MovimientosDocumento13 páginasUnidad Tres.-Estudio de MovimientosCitlali HidalgoAún no hay calificaciones
- 1.4 Higiene, Seguridad y Salud OcupacionalDocumento18 páginas1.4 Higiene, Seguridad y Salud OcupacionalValeria AguilarAún no hay calificaciones
- PESTAÑASDocumento74 páginasPESTAÑASAmerica RuvalcabaAún no hay calificaciones
- Sistemas de Manufactura de Clase MundialDocumento14 páginasSistemas de Manufactura de Clase MundialEduardo RangelAún no hay calificaciones
- Ejercicios Gao y RazonesDocumento11 páginasEjercicios Gao y RazonesASOCIACIÓN DE INDUSTRIALES UNIDOS POR MÉXICO A.CAún no hay calificaciones
- Easy Maint Beneficio SDocumento11 páginasEasy Maint Beneficio SDavid PazAún no hay calificaciones
- Ejemplo de Sistema de Producción o InventarioDocumento1 páginaEjemplo de Sistema de Producción o InventarioDucelie GaldosAún no hay calificaciones
- Cómo Gestionar Las Compras UrgentesDocumento6 páginasCómo Gestionar Las Compras UrgentesPamela DíazAún no hay calificaciones
- Etapas Principales de La Investigación de Un AccidenteDocumento3 páginasEtapas Principales de La Investigación de Un AccidentehilmarAún no hay calificaciones
- Caida de Un Trabajador de Un Poste de Alumbrado EléctricoDocumento4 páginasCaida de Un Trabajador de Un Poste de Alumbrado EléctricoCamilo Echeverry Rios50% (2)
- 1 Planeamiento Del LayoutDocumento26 páginas1 Planeamiento Del LayoutadolfoAún no hay calificaciones
- Balanceo LineaDocumento12 páginasBalanceo LineaOMAR GIRLDOAún no hay calificaciones
- Balanceo de LineaDocumento12 páginasBalanceo de LineaAlexa Villavicencio RomeroAún no hay calificaciones
- Tercera Entrega Distribucion de PlantaDocumento17 páginasTercera Entrega Distribucion de PlantaShermin PerlinAún no hay calificaciones
- Localización de Plantas y EmpresasDocumento34 páginasLocalización de Plantas y Empresasmickey_54db100% (2)
- Decisiones de MantenimientoDocumento20 páginasDecisiones de Mantenimientomickey_54db100% (2)
- 8 Analisis Cuantitativo Basico para MercadeoDocumento12 páginas8 Analisis Cuantitativo Basico para Mercadeomickey_54db100% (2)
- Operaciones y ProductividadDocumento39 páginasOperaciones y Productividadmickey_54db75% (4)
- 4 Alternativas EstrategicasDocumento12 páginas4 Alternativas Estrategicasmickey_54db100% (3)
- 5 Final Reporte Final Proyecto Leños AromáticosDocumento107 páginas5 Final Reporte Final Proyecto Leños Aromáticosmickey_54db100% (1)
- SUIADocumento29 páginasSUIAAlex VasconezAún no hay calificaciones
- Laboratorio 5. ConversiónDocumento8 páginasLaboratorio 5. ConversiónDarkMagicXixicoAún no hay calificaciones
- Evaluación de Vulnerabilidad-1 Hecha AasDocumento14 páginasEvaluación de Vulnerabilidad-1 Hecha AasArturoAún no hay calificaciones
- Calculo de TuberiasDocumento70 páginasCalculo de TuberiassambucapmcAún no hay calificaciones
- Clave Examen Batería B Estancia AIADocumento7 páginasClave Examen Batería B Estancia AIASilvia Pinto80% (5)
- Mantenimiento Bombas CentrifugasDocumento56 páginasMantenimiento Bombas CentrifugasGonzalo Vega CampillayAún no hay calificaciones
- SIKA. Manual Del HormigónDocumento149 páginasSIKA. Manual Del Hormigónaev65Aún no hay calificaciones
- Manual de Creación de Libros DigitalesDocumento8 páginasManual de Creación de Libros Digitalesentrerriano1968Aún no hay calificaciones
- Escuela Jonica y PítagoricaDocumento2 páginasEscuela Jonica y Pítagoricahenry burgosAún no hay calificaciones
- Gasificacion de Residuos Plasticos para La Produccion de Electricidad en Regimen EspecialDocumento125 páginasGasificacion de Residuos Plasticos para La Produccion de Electricidad en Regimen EspecialVicente TiconaAún no hay calificaciones
- El Desafío de Respirar Art Celia BersanoDocumento7 páginasEl Desafío de Respirar Art Celia BersanoMabvan SarraAún no hay calificaciones
- Tortas de PasteleríaDocumento38 páginasTortas de PasteleríaWillers PulidoAún no hay calificaciones
- Diseño de Un Sistema de Control Automatizado para Elevador de CargaDocumento88 páginasDiseño de Un Sistema de Control Automatizado para Elevador de Cargawilfredo aliagaAún no hay calificaciones
- Fallas en El Pavimento FlexibleDocumento15 páginasFallas en El Pavimento Flexibleginotk33% (3)
- Taller en Casa Sistema MusculoesqueleticoDocumento5 páginasTaller en Casa Sistema Musculoesqueleticosandra peñaAún no hay calificaciones
- Delitos Ambientales en ColombiaDocumento13 páginasDelitos Ambientales en ColombiaCLAUDIA YANETH VARGAS VARGASAún no hay calificaciones
- Ejercicios Ing EconomicaDocumento3 páginasEjercicios Ing EconomicaFelix MendozaAún no hay calificaciones
- Calor de Fusion Del HieloDocumento5 páginasCalor de Fusion Del HieloWilquinson EGAún no hay calificaciones
- Informe de Trabajo - Octubre - Lili MiriamDocumento62 páginasInforme de Trabajo - Octubre - Lili MiriamLili Miriam Antinori RequejoAún no hay calificaciones
- Rhynchocinetes TypusDocumento5 páginasRhynchocinetes TypusMarceOrAún no hay calificaciones
- Hinmarios de Gloria y TriunfoDocumento20 páginasHinmarios de Gloria y TriunfoWilber MartinezAún no hay calificaciones
- ADA 7. Sustancias Tóxicas Presentes en Los Alimentos FINALDocumento11 páginasADA 7. Sustancias Tóxicas Presentes en Los Alimentos FINALIsmael Sanchez GarciaAún no hay calificaciones
- Evaluación de La Capacidad de Fertilización de Lodos Extraidos de RioDocumento15 páginasEvaluación de La Capacidad de Fertilización de Lodos Extraidos de RioJUAN CAMILO MORENO MEJIAAún no hay calificaciones
- Matriz de Operazionalizacion de VariablesDocumento2 páginasMatriz de Operazionalizacion de VariablesAnthony GavidiaAún no hay calificaciones
- Memoria Bocatoma OkDocumento24 páginasMemoria Bocatoma OkJean PierreAún no hay calificaciones
- Basf Ucrete Ud200 - Ficha TécnicaDocumento3 páginasBasf Ucrete Ud200 - Ficha TécnicaLuis Verastegui ChuquilinAún no hay calificaciones
- 5510-Texto Del Artículo-21214-1-10-20130416Documento16 páginas5510-Texto Del Artículo-21214-1-10-20130416JPAún no hay calificaciones
- Sánchez Chávez BlancaEstela M1S3AI6Documento8 páginasSánchez Chávez BlancaEstela M1S3AI6Blanca Estela Sanchez ChavezAún no hay calificaciones
- Clasificación de Los Alimentos PDFDocumento4 páginasClasificación de Los Alimentos PDFIvan Marcelo Masabanda FalconAún no hay calificaciones
- Cancionero de Rimoldi FragaDocumento116 páginasCancionero de Rimoldi FragaHistorias De Nuestro Jujuy ProfundoAún no hay calificaciones