También podría gustarte
- Manual de Funciones Ruben Gordillo 2013Documento7 páginasManual de Funciones Ruben Gordillo 2013Leonardo OrtizAún no hay calificaciones
- Mantenimiento de La CalidadDocumento18 páginasMantenimiento de La CalidadLeidyJuliethPerezAún no hay calificaciones
- Engranaje RectoDocumento3 páginasEngranaje RectoJESUS ALBERTO COCARICO CALLEAún no hay calificaciones
- 2022-01 CALIDAD Taller-10 AMEFDocumento7 páginas2022-01 CALIDAD Taller-10 AMEFPiero MalpartidaAún no hay calificaciones
- Taller 9 - CalidadDocumento6 páginasTaller 9 - CalidadISCOAún no hay calificaciones
- Carta Tecnológica PrismaDocumento4 páginasCarta Tecnológica PrismadianabeltranhuertasAún no hay calificaciones
- 02-Proceso de CorteDocumento42 páginas02-Proceso de CorteMenita VergaraAún no hay calificaciones
- II157 DD-SO5 - 2021-02 HDC Dinámica Trabajo en EquipoDocumento5 páginasII157 DD-SO5 - 2021-02 HDC Dinámica Trabajo en EquipoRenan Tamayo RiosAún no hay calificaciones
- HOJA DE FABRICACIÓN Juan Garnica - Hoja1Documento6 páginasHOJA DE FABRICACIÓN Juan Garnica - Hoja1HERNANDO JAVIER NINCO DIAZAún no hay calificaciones
- Inspeccion Herramientas ManualesDocumento1 páginaInspeccion Herramientas Manualespym.seguridad.sasAún no hay calificaciones
- Taller DDDocumento4 páginasTaller DDJohannCecilioLlamoccaAún no hay calificaciones
- Carta Tecnologica para FresadoDocumento2 páginasCarta Tecnologica para Fresadoyassell bassillAún no hay calificaciones
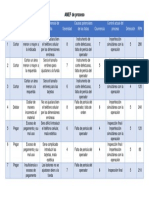
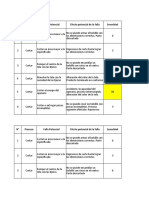
- AMEF de ProcesoDocumento1 páginaAMEF de ProcesoRogelio D' SantiagoAún no hay calificaciones
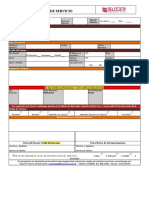
- Formato de Servicio-CASV3 EN BLanco TotalmenteDocumento1 páginaFormato de Servicio-CASV3 EN BLanco TotalmenteCibercell DabeibaAún no hay calificaciones
- Formato de Servicio-CASV3 EN BLanco TotalmenteDocumento1 páginaFormato de Servicio-CASV3 EN BLanco TotalmenteCibercell DabeibaAún no hay calificaciones
- Formato PCDocumento8 páginasFormato PCEnya AriasAún no hay calificaciones
- Inspeccion Herramientas ManualesDocumento1 páginaInspeccion Herramientas ManualesAdrian RubioAún no hay calificaciones
- Taller 9 - CalidadDocumento4 páginasTaller 9 - CalidadISCOAún no hay calificaciones
- Ishikawa - Casa Del PernoDocumento2 páginasIshikawa - Casa Del PernoCesarIsacupeAún no hay calificaciones
- E3 Contenido DACMACDocumento20 páginasE3 Contenido DACMACDiego RobledoAún no hay calificaciones
- DD Taller-Solucionario Amef - G1Documento10 páginasDD Taller-Solucionario Amef - G1Priscilla Ríos NovoaAún no hay calificaciones
- Herramientas y Parametros de Corte de Un CNCDocumento8 páginasHerramientas y Parametros de Corte de Un CNCMoises Cisneros YeeAún no hay calificaciones
- Diagrama Causa y EfectoDocumento5 páginasDiagrama Causa y EfectoMiguel ÀngelAún no hay calificaciones
- Analisis de Modo y Efecto de La Falla AMEF - DeMODocumento25 páginasAnalisis de Modo y Efecto de La Falla AMEF - DeMOJorge EnriquezAún no hay calificaciones
- Fresado 2dDocumento14 páginasFresado 2dCarlos CamposAún no hay calificaciones
- Trabajo Práctico N°1: Unidad 1: Fundamentos de Mantenimiento MecánicoDocumento7 páginasTrabajo Práctico N°1: Unidad 1: Fundamentos de Mantenimiento Mecániconelson alcorceAún no hay calificaciones
- Hoja de Proceso 1Documento2 páginasHoja de Proceso 1manuelAún no hay calificaciones
- Tarea 3Documento8 páginasTarea 3Dayana DiazAún no hay calificaciones
- Norma de Calibracion de InstrumentosDocumento56 páginasNorma de Calibracion de Instrumentosvictor serrano perez100% (1)
- Catalogo, DefectosDocumento15 páginasCatalogo, DefectosAlejandra RinconAún no hay calificaciones
- Revestimiento MelaminaDocumento8 páginasRevestimiento Melaminajoan ferrerAún no hay calificaciones
- TRABJO ENTREGABLE TR2 Calidad Total - ArchivoDocumento10 páginasTRABJO ENTREGABLE TR2 Calidad Total - ArchivoDeybit Chirinos LlicahuaAún no hay calificaciones
- Ejemplo de Ficha de MecanizadoDocumento4 páginasEjemplo de Ficha de MecanizadoJuan Carlos Saucedo Reyes100% (1)
- Amfe BoligrafoDocumento3 páginasAmfe Boligrafoaas_07_070% (3)
- FresadoraDocumento4 páginasFresadoraMiguel MedinaAún no hay calificaciones
- FORMATO HOJA de PROCESOS de Taller Con El Instructor MottaDocumento2 páginasFORMATO HOJA de PROCESOS de Taller Con El Instructor MottaStevens Ospina Ossa50% (2)
- 84368839LAS LinkedDocumento916 páginas84368839LAS LinkedYohao Cahuana Durand100% (1)
- Manufacura de Una Pieza 1.2Documento15 páginasManufacura de Una Pieza 1.2BRANDON CONTRERAS RICALDAYAún no hay calificaciones
- Ebook - Calcular Parámetros de CorteDocumento13 páginasEbook - Calcular Parámetros de CorteOscar Alejandro Guerrero SanchezAún no hay calificaciones
- Hojas de ProcesosDocumento19 páginasHojas de ProcesosJose ZubietaAún no hay calificaciones
- Diagrama de Procesos de Un EngraneDocumento2 páginasDiagrama de Procesos de Un EngraneluisAún no hay calificaciones
- Informe 1 CAV TallerDocumento5 páginasInforme 1 CAV TallerMichael MorenoAún no hay calificaciones
- FormulaDocumento3 páginasFormulaLuis Omar AlvarezAún no hay calificaciones
- Formato Hoja de Procesos MecanizadoDocumento2 páginasFormato Hoja de Procesos Mecanizadoadrian carvajalAún no hay calificaciones
- Estado Tecnico de Un TornoDocumento9 páginasEstado Tecnico de Un Tornojeanpool94Aún no hay calificaciones
- Evidencia Punto 7Documento3 páginasEvidencia Punto 7fercho lopezAún no hay calificaciones
- Procesos de ManufacturaDocumento27 páginasProcesos de ManufacturajohanAún no hay calificaciones
- Trabajo Final Desarrollado2Documento9 páginasTrabajo Final Desarrollado2Leonel garcia sanchezAún no hay calificaciones
- FMEADocumento12 páginasFMEARaul ArmasAún no hay calificaciones
- Formato Reporte de Instalación Parte On Site V. 1.0: Información Del ServicioDocumento1 páginaFormato Reporte de Instalación Parte On Site V. 1.0: Información Del ServicioZonia Luz GomezAún no hay calificaciones
- Trabajo Mantenimiento Base MecanicoDocumento5 páginasTrabajo Mantenimiento Base Mecanicoitalo moronAún no hay calificaciones
- Formato Hoja Procesos-Galga Pasa-No PasaEVALUACIONDocumento6 páginasFormato Hoja Procesos-Galga Pasa-No PasaEVALUACIONCesar ÇaĺļišayaAún no hay calificaciones
- Operaciones de Cilindrado y Roscado en El Torno PDFDocumento9 páginasOperaciones de Cilindrado y Roscado en El Torno PDFjorge antonio aguilar valienteAún no hay calificaciones
- Duracion de Las Herramientas de CorteDocumento18 páginasDuracion de Las Herramientas de CorteFelipe EscobarAún no hay calificaciones
- Presentación 1Documento31 páginasPresentación 1Dąmįąň MąčhųcąAún no hay calificaciones
- Caso PrácticoDocumento5 páginasCaso PrácticoOmar ZapataAún no hay calificaciones
- INST DE EVALUAC PRUEBA OBJETIVA UD1 FresaDocumento3 páginasINST DE EVALUAC PRUEBA OBJETIVA UD1 FresaJoseph GonzalezAún no hay calificaciones
- Ficha Del AmefDocumento8 páginasFicha Del AmefJOHAN MAURICIO MATEUS ESPINOSAAún no hay calificaciones
- JajfgDocumento14 páginasJajfgKeyler RiosAún no hay calificaciones
- Tercer Ejercicio de Simulación Parte IDocumento51 páginasTercer Ejercicio de Simulación Parte ISergio AguirreAún no hay calificaciones
- Pronósticos Medias Móviles y Suavizamiento Exponencial Con WINQSBDocumento3 páginasPronósticos Medias Móviles y Suavizamiento Exponencial Con WINQSBSergio AguirreAún no hay calificaciones
- Tarea 1 PlantasDocumento2 páginasTarea 1 PlantasSergio AguirreAún no hay calificaciones
- Cantidad Económica de La Orden (EOQ)Documento2 páginasCantidad Económica de La Orden (EOQ)Sergio AguirreAún no hay calificaciones
- Cadena de Suministo EsbeltasDocumento4 páginasCadena de Suministo EsbeltasSergio Aguirre100% (2)
- Unidad II Teoria de Colasdoc PDFDocumento40 páginasUnidad II Teoria de Colasdoc PDFSergio AguirreAún no hay calificaciones
- Práctica 1 Celda HAS-200Documento9 páginasPráctica 1 Celda HAS-200Sergio AguirreAún no hay calificaciones
- Estrategia y Planeación LogísticaDocumento47 páginasEstrategia y Planeación LogísticaSergio AguirreAún no hay calificaciones
- Metodología de Diseño ElectroneumáticoDocumento7 páginasMetodología de Diseño ElectroneumáticoSergio AguirreAún no hay calificaciones
- Práctica 8Documento10 páginasPráctica 8Sergio AguirreAún no hay calificaciones
- Resumen Unidad 4Documento14 páginasResumen Unidad 4Sergio AguirreAún no hay calificaciones
- Equipo 4 Neoplasia Renal y VesicalDocumento15 páginasEquipo 4 Neoplasia Renal y VesicalRuth Cobo RosalesAún no hay calificaciones
- 1.5 - PPA Primera Etapa Ecosistema MarinoDocumento7 páginas1.5 - PPA Primera Etapa Ecosistema Marinojavier alexisAún no hay calificaciones
- Manual Emdr Fin de Semana 2Documento211 páginasManual Emdr Fin de Semana 2Lorena Cano Sola100% (1)
- Introducción Urbanización Alto BonitoDocumento8 páginasIntroducción Urbanización Alto BonitoYeison Ñañez ValdesAún no hay calificaciones
- Plan de Respuesta Ante Emergencias FaeDocumento44 páginasPlan de Respuesta Ante Emergencias FaeFernando Calvo MontañoAún no hay calificaciones
- Tesina Jorge Baños PDFDocumento264 páginasTesina Jorge Baños PDFpaulkohanAún no hay calificaciones
- G12, Herejías Destructoras PDFDocumento34 páginasG12, Herejías Destructoras PDFSpencer BCAún no hay calificaciones
- CAM Cobrethane HV DigitalDocumento2 páginasCAM Cobrethane HV DigitalJose PittiAún no hay calificaciones
- Clasificacion de Los Costos Segun Su Aplicacion - Elemento-9 de ContabilidadDocumento44 páginasClasificacion de Los Costos Segun Su Aplicacion - Elemento-9 de ContabilidadGary Ramírez ArceAún no hay calificaciones
- Textos InformeDocumento5 páginasTextos InformeConstanza AstAún no hay calificaciones
- 1-1 Fundamentacion de ModaDocumento30 páginas1-1 Fundamentacion de Modaliliana arandaAún no hay calificaciones
- IC-G-D-30-001 - B Especificaciones Combustible Gas General PDFDocumento6 páginasIC-G-D-30-001 - B Especificaciones Combustible Gas General PDFCristian Del AlamoAún no hay calificaciones
- Riaof Vol 3 N1 2020 PDFDocumento56 páginasRiaof Vol 3 N1 2020 PDFOskar GomezAún no hay calificaciones
- Manual de Instalación de Pandora (Multi Juegos)Documento7 páginasManual de Instalación de Pandora (Multi Juegos)Juan Carlos Cabañas CortezAún no hay calificaciones
- Tarea Línea Del Tiempo 10 Melvia MorenoDocumento3 páginasTarea Línea Del Tiempo 10 Melvia MorenoMelvia MorenoAún no hay calificaciones
- Falla Tipica de Nissan - Urban (Acelerado) (Solucion)Documento30 páginasFalla Tipica de Nissan - Urban (Acelerado) (Solucion)eiochoaAún no hay calificaciones
- Cartilla - Programacion de Maquinas CNCDocumento31 páginasCartilla - Programacion de Maquinas CNCNicolas CuellarAún no hay calificaciones
- IKER JIMENEZ - Enigmas Sin ResolverDocumento183 páginasIKER JIMENEZ - Enigmas Sin Resolveredicioneshalbrane100% (1)
- Historia 1 MDocumento3 páginasHistoria 1 MDanielaAún no hay calificaciones
- Tema 09 Tuberias RamificadasDocumento18 páginasTema 09 Tuberias RamificadasJose Jhulinio Machuca RojasAún no hay calificaciones
- Cimentaciones (Historia, Importancia y Consecuencias)Documento31 páginasCimentaciones (Historia, Importancia y Consecuencias)Jason juleAún no hay calificaciones
- Alu Stock GA3 Presentacion - e - IndiceDocumento10 páginasAlu Stock GA3 Presentacion - e - IndiceCPAún no hay calificaciones
- INVENTARIO DEL LABORATORIO DE LA INSTITUCION SAN FRANCISCO DEL RAYO (Nuevo)Documento2 páginasINVENTARIO DEL LABORATORIO DE LA INSTITUCION SAN FRANCISCO DEL RAYO (Nuevo)Jose Eduardo Salazar SandovalAún no hay calificaciones
- Libro Apicultura HoyDocumento184 páginasLibro Apicultura HoySofía López OrtegaAún no hay calificaciones
- Acido Nítrico 7697-37-2Documento12 páginasAcido Nítrico 7697-37-2Eduardo AvalosAún no hay calificaciones
- Otras Variables de MedicionDocumento18 páginasOtras Variables de MedicionRICARDO ROMEROAún no hay calificaciones
- FrutasDocumento10 páginasFrutasMarisol JimenezAún no hay calificaciones
- Elogio de La FilosofiaDocumento4 páginasElogio de La FilosofiaPatricia KingsleighAún no hay calificaciones
- Operación Robot Kuka KR16Documento59 páginasOperación Robot Kuka KR16FaustoVinicioAcuñaCoelloAún no hay calificaciones
- Camaras de FotografíaDocumento21 páginasCamaras de FotografíaMicheel Pinto HuillcaAún no hay calificaciones