También podría gustarte
- Consumiendo: Introducción al consumo y al consumidor colombianoDe EverandConsumiendo: Introducción al consumo y al consumidor colombianoAún no hay calificaciones
- Seis SigmaDocumento7 páginasSeis SigmaBeny Solo Dime Chikirringuiz MaldonadoAún no hay calificaciones
- ALGORITMOSDocumento6 páginasALGORITMOSWencel FrancoAún no hay calificaciones
- Informe SimulacionDocumento24 páginasInforme SimulacionSochill vilchez100% (1)
- EstequiometríaDocumento19 páginasEstequiometríaAntonio Cervantes100% (1)
- Robot Universidad de Quito PDFDocumento207 páginasRobot Universidad de Quito PDFSara Luna MayorgaAún no hay calificaciones
- Simulacion MatematicaDocumento15 páginasSimulacion MatematicaAlejandro RodriguezAún no hay calificaciones
- Practica PETDocumento8 páginasPractica PETOMAR ORLANDO HERNANDEZ SERRANOAún no hay calificaciones
- Conductores de BagazoDocumento9 páginasConductores de BagazoAna Karina Nutrera YepezAún no hay calificaciones
- Diseno de Instalaciones Industriales PDFDocumento6 páginasDiseno de Instalaciones Industriales PDFHenry Viasu ValeroAún no hay calificaciones
- 01 Ejemplo DOEDocumento23 páginas01 Ejemplo DOETeofilo Donaires FloresAún no hay calificaciones
- Proyecto DetergenteDocumento40 páginasProyecto DetergenteMaximiliano Rodriguez Rivero100% (1)
- 0 Que Es El DOEDocumento9 páginas0 Que Es El DOEXtremebot RepdomAún no hay calificaciones
- NTC 982Documento5 páginasNTC 982Tatiana VegaAún no hay calificaciones
- Polimeros TermoendureciblesDocumento32 páginasPolimeros TermoendureciblesFelipe Alfredo Salazar Castellanos100% (1)
- Sistemas de Manufactura Integrada Por ComputadoraDocumento20 páginasSistemas de Manufactura Integrada Por ComputadoraKATIA CASTRO ARMENDARIZ0% (1)
- Laminas 3 - Listas EnlazadasDocumento48 páginasLaminas 3 - Listas EnlazadasJuan Carlos Mantilla GómezAún no hay calificaciones
- Fenómenos de Transporte PDFDocumento8 páginasFenómenos de Transporte PDFEduardo Quinteros JaraAún no hay calificaciones
- Mapa Conceptual Manufactura AditivaDocumento5 páginasMapa Conceptual Manufactura AditivaRichard Gonzalo YtoAún no hay calificaciones
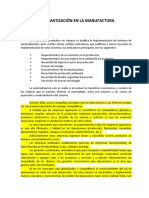
- Automatización en La ManufacturaDocumento14 páginasAutomatización en La ManufacturaPau A. HolguínAún no hay calificaciones
- 43 Ind 841Documento4 páginas43 Ind 841Mauricio Jarandilla NuñezAún no hay calificaciones
- Análisis de Causas de IncumplimientoDocumento4 páginasAnálisis de Causas de Incumplimientodiego hinostroza gutierrezAún no hay calificaciones
- Antecedentes y Objetivo General Robot SumoDocumento1 páginaAntecedentes y Objetivo General Robot SumoalexisAún no hay calificaciones
- Jidoka y Poka JokeDocumento15 páginasJidoka y Poka JokeQwertyAún no hay calificaciones
- Control de Procesos - Cartas de ControlDocumento11 páginasControl de Procesos - Cartas de ControlVirna JessicaAún no hay calificaciones
- Instalación de Solidworks 2019 (Drive)Documento4 páginasInstalación de Solidworks 2019 (Drive)santiago147852Aún no hay calificaciones
- Unidad 1 Fundamentos Del Six SigmaDocumento16 páginasUnidad 1 Fundamentos Del Six SigmaDemetrio MotaAún no hay calificaciones
- Equipos de FiltraciónDocumento32 páginasEquipos de Filtraciónsikanda87Aún no hay calificaciones
- Info Del Método KaizenDocumento4 páginasInfo Del Método KaizenfrankAún no hay calificaciones
- Cortadora de Jabón Semi-AutomáticaDocumento16 páginasCortadora de Jabón Semi-AutomáticaBryan Pardo100% (1)
- Bme AP 5 23-24 1c Grupo 5-5Documento7 páginasBme AP 5 23-24 1c Grupo 5-5Daniela MendozaAún no hay calificaciones
- 6 Grandes PérdidasDocumento4 páginas6 Grandes PérdidasManuel AG50% (2)
- Modo de Control Proporcional y Proporcional Con ReajusteDocumento8 páginasModo de Control Proporcional y Proporcional Con ReajusteBrandon Perez BacaAún no hay calificaciones
- Análisis TermodinámicoDocumento14 páginasAnálisis TermodinámicoMayra hernandezAún no hay calificaciones
- Factores UniversalesDocumento7 páginasFactores UniversalesGermán Lizárraga G0% (1)
- Cap 10 Ajustes y ToleranciasDocumento25 páginasCap 10 Ajustes y ToleranciasDiego Martinez TrivesAún no hay calificaciones
- Mantenimiento Sistema de Produccion ToyotaDocumento4 páginasMantenimiento Sistema de Produccion ToyotaJose OsoRioAún no hay calificaciones
- Informe de TaguchiDocumento14 páginasInforme de TaguchiEmily DiazAún no hay calificaciones
- Practica-1 CNC MergedDocumento36 páginasPractica-1 CNC MergedChristian CastilloAún no hay calificaciones
- Total Productive Maintenance (TPM) Exposición MétodosDocumento13 páginasTotal Productive Maintenance (TPM) Exposición MétodosSergio Esteban Arbelaez RiosAún no hay calificaciones
- Proyecto Integrador - Plan Mantenimiento Preventivo Fabrica CO2Documento147 páginasProyecto Integrador - Plan Mantenimiento Preventivo Fabrica CO2yony choqueñaAún no hay calificaciones
- Funcion de TransferenciaDocumento3 páginasFuncion de TransferenciaJORGE FRANCISCO TRUJILLO SALAZAR100% (1)
- Medicion de Variables FísicasDocumento38 páginasMedicion de Variables FísicaskalinjdktjAún no hay calificaciones
- Buenas Practicas de Laboratorio y La Balanza Analitica.Documento6 páginasBuenas Practicas de Laboratorio y La Balanza Analitica.Ivaniwizz Fierro0% (1)
- Megafabrica Llantas MichelinDocumento18 páginasMegafabrica Llantas MichelinJavier OspinaAún no hay calificaciones
- Software de Simulación y Optimización de Plantas IndustrialesDocumento5 páginasSoftware de Simulación y Optimización de Plantas IndustrialesJhon SnowAún no hay calificaciones
- Proyecto Ejemplo de AplicacionDocumento16 páginasProyecto Ejemplo de AplicacionJuan Jesus RiveraAún no hay calificaciones
- Exposicion ToyotaDocumento34 páginasExposicion ToyotaErnesto V. Castañeda0% (1)
- Grupo4-Tipos de Datos Abstractos (TDA)Documento18 páginasGrupo4-Tipos de Datos Abstractos (TDA)Jhalmar JaramilloAún no hay calificaciones
- Proceso Productivo de La CervezaDocumento3 páginasProceso Productivo de La CervezaLuis HerreraAún no hay calificaciones
- Cuestionario 2 Parte.Documento23 páginasCuestionario 2 Parte.Dilan Cesar Moya Urey0% (1)
- Diapositivas CretibDocumento10 páginasDiapositivas CretibFidelAún no hay calificaciones
- Corona Cerveza Máquina de Llenado Línea de ProducciónDocumento14 páginasCorona Cerveza Máquina de Llenado Línea de ProducciónErika MarquézAún no hay calificaciones
- Tarea Individual (Investigar El Tema) - Tfg-Ai-04 Medibles de Manufactura Esbelta.Documento6 páginasTarea Individual (Investigar El Tema) - Tfg-Ai-04 Medibles de Manufactura Esbelta.EDNA GUADALUPE ESCALANTE MORAAún no hay calificaciones
- Poka Yoke EjemplosDocumento2 páginasPoka Yoke Ejemplosluis angelAún no hay calificaciones
- Reporte de Estadia HELLADocumento20 páginasReporte de Estadia HELLAPav Ryūji HerAún no hay calificaciones
- MSA CuestionarioDocumento1 páginaMSA CuestionarioUrielAún no hay calificaciones
- LPAIC2010Documento189 páginasLPAIC2010Oskar RockdriguezAún no hay calificaciones
- Diagrama de Flujo y TablasDocumento9 páginasDiagrama de Flujo y TablasMarco Aurelio Alcazar FloresAún no hay calificaciones
- Coca Cola CompanyDocumento16 páginasCoca Cola CompanyDani M Rodriguez100% (1)
- Entregas Final ProgramacionDocumento20 páginasEntregas Final ProgramacionRaquelMartinez100% (1)
- Conferencia 4-3Documento22 páginasConferencia 4-3edwinAún no hay calificaciones
- Parcial 1 PDFDocumento34 páginasParcial 1 PDFAlejandro LopezAún no hay calificaciones
- Conferencia 4-3Documento22 páginasConferencia 4-3edwinAún no hay calificaciones
- TemperaturaDocumento1 páginaTemperaturaRaquelMartinezAún no hay calificaciones
- Trabajo Colaborativo Gestion de Inventarios y AlmacenamientoDocumento5 páginasTrabajo Colaborativo Gestion de Inventarios y AlmacenamientoRaquelMartinezAún no hay calificaciones
- Entregas 1, 2 y FinalDocumento39 páginasEntregas 1, 2 y FinalRaquelMartinezAún no hay calificaciones
- Primera Entrega PDFDocumento5 páginasPrimera Entrega PDFjose luis sisa ramirezAún no hay calificaciones
- 04TC Cii-2020 PDFDocumento4 páginas04TC Cii-2020 PDFK Mila FForero0% (1)
- TC-Probabilidad 1075677738 PDFDocumento12 páginasTC-Probabilidad 1075677738 PDFRaquelMartinezAún no hay calificaciones
- Control de Asistencia (Comunidades) Mayo 2013Documento1 páginaControl de Asistencia (Comunidades) Mayo 2013RaquelMartinezAún no hay calificaciones
- TC-Probabilidad 1075677738 PDFDocumento12 páginasTC-Probabilidad 1075677738 PDFRaquelMartinezAún no hay calificaciones
- Diseno Indicadores Compuestos Ddss PDFDocumento109 páginasDiseno Indicadores Compuestos Ddss PDFEspinoza WalterAún no hay calificaciones
- TC ProbabilidadDocumento11 páginasTC ProbabilidadRaquelMartinezAún no hay calificaciones
- 5Documento2 páginas5RaquelMartinezAún no hay calificaciones
- 5Documento2 páginas5RaquelMartinezAún no hay calificaciones
- Estadistica Unidad 2Documento1 páginaEstadistica Unidad 2RaquelMartinezAún no hay calificaciones
- Estructura CuentoDocumento6 páginasEstructura CuentoRaquelMartinezAún no hay calificaciones
- Cuentos - Con MoralejaDocumento94 páginasCuentos - Con MoralejaNieves LGAún no hay calificaciones
- TC ProbabilidadDocumento11 páginasTC ProbabilidadRaquelMartinezAún no hay calificaciones
- DatosDocumento1 páginaDatosRaquelMartinezAún no hay calificaciones
- Estructura CuentoDocumento6 páginasEstructura CuentoRaquelMartinezAún no hay calificaciones
- Estadistica Unidad 2Documento6 páginasEstadistica Unidad 2RaquelMartinezAún no hay calificaciones
- DefinicionesDocumento2 páginasDefinicionesRaquelMartinezAún no hay calificaciones
- Formato D Einspecciones CCRDocumento2 páginasFormato D Einspecciones CCRRaquelMartinezAún no hay calificaciones
- Foro ProbalidadDocumento4 páginasForo ProbalidadEduardo Martinez Trujillo0% (1)
- Estructura CuentoDocumento6 páginasEstructura CuentoRaquelMartinezAún no hay calificaciones
- Intro CuentoDocumento9 páginasIntro CuentoRaquelMartinezAún no hay calificaciones
- Entrega 1Documento5 páginasEntrega 1Camilo Loaiza Rios0% (1)
- For-Gb-019-Formato Inspeccion ExtintoresDocumento1 páginaFor-Gb-019-Formato Inspeccion ExtintoresRaquelMartinezAún no hay calificaciones
- Derecho Tributario Tema 1Documento146 páginasDerecho Tributario Tema 1Juan LinaresAún no hay calificaciones
- Sílabo Derecho Penal II - Parte EspecialDocumento9 páginasSílabo Derecho Penal II - Parte Especialtakeshi761Aún no hay calificaciones
- Tipos de GerentesDocumento6 páginasTipos de GerentesCenfeatAún no hay calificaciones
- Plan de Transporte de Carga Y MercancíasDocumento4 páginasPlan de Transporte de Carga Y MercancíasDeissy Karina Rivera AlcantaraAún no hay calificaciones
- Trabajo Real SangapillaDocumento17 páginasTrabajo Real Sangapillaleao16Aún no hay calificaciones
- Que Es La Direccion EmpresarialDocumento2 páginasQue Es La Direccion EmpresarialWalterAyalaNinaraquiAún no hay calificaciones
- Herbal EssencesDocumento2 páginasHerbal EssencesVanessa Mendoza López50% (2)
- Contrato de Cesión de Derechos de ImagenDocumento1 páginaContrato de Cesión de Derechos de ImagenJaime Dominguez Fotógrafo100% (1)
- Tiempos de Produccion EsquemaDocumento25 páginasTiempos de Produccion EsquemajessicaAún no hay calificaciones
- ContabilidadDocumento18 páginasContabilidadcarlosalbanAún no hay calificaciones
- Tarea Final Grupo #4. Version CARLOS R.Documento25 páginasTarea Final Grupo #4. Version CARLOS R.Carlos Miguel Regalado Bolaños50% (2)
- Calculo de Precio de Venta de Un ProductoDocumento36 páginasCalculo de Precio de Venta de Un ProductoLaura LazcanoAún no hay calificaciones
- Alcantarillado ContratoDocumento2 páginasAlcantarillado ContratoAlexander JavierAún no hay calificaciones
- Falencias en La EmpresaDocumento9 páginasFalencias en La Empresajosevelasco1988Aún no hay calificaciones
- Cartas ComercialesDocumento14 páginasCartas ComercialesDanny GarcíaAún no hay calificaciones
- Oferta Y Demanda: Después de Estudiar Este Capítulo Usted Será Capaz deDocumento28 páginasOferta Y Demanda: Después de Estudiar Este Capítulo Usted Será Capaz deEduardo EspinozaAún no hay calificaciones
- Cuáles Son Los Requisitos para Exportar CacaoDocumento8 páginasCuáles Son Los Requisitos para Exportar CacaoMiidre GonzálezʚïɞAún no hay calificaciones
- (M1-E1) Evaluación (Prueba) - Fundamentos de Control de Gestión m11Documento19 páginas(M1-E1) Evaluación (Prueba) - Fundamentos de Control de Gestión m11josé luis Bustamante lagosAún no hay calificaciones
- One Dmente Mall CentenarioDocumento12 páginasOne Dmente Mall CentenarioJames MarínAún no hay calificaciones
- Auditorias BPM VeterinarioDocumento19 páginasAuditorias BPM VeterinarioCarlos Garcia PachecoAún no hay calificaciones
- Proyecto MInimarket LISTODocumento6 páginasProyecto MInimarket LISTODeivid Bryan Cruz LeónAún no hay calificaciones
- Ficha Pais PeruDocumento20 páginasFicha Pais PeruFerran AlfonsoAún no hay calificaciones
- Condusef CCC Atj PDFDocumento2 páginasCondusef CCC Atj PDFHugoSalidoAún no hay calificaciones
- Prueba para Profesional en Ventas1Documento48 páginasPrueba para Profesional en Ventas1Inacol Ingeniería100% (1)
- Calidad en La Gestión Empresarial, Productos y ServiciosDocumento2 páginasCalidad en La Gestión Empresarial, Productos y ServiciosAna SanchezAún no hay calificaciones
- El Mercado Del Calzado Infantil en Estados UnidosDocumento46 páginasEl Mercado Del Calzado Infantil en Estados UnidosChiquita FelinaAún no hay calificaciones
- Ba Ven Nif 0 y 4Documento4 páginasBa Ven Nif 0 y 4Johana SolarteAún no hay calificaciones
- Formato de Informe de Avance de Tesis 1Documento2 páginasFormato de Informe de Avance de Tesis 1Jean Carlo Martínez100% (1)
- SISODocumento60 páginasSISOKatherinAguilarAún no hay calificaciones
- Ejercicio Pasivos WalmartDocumento8 páginasEjercicio Pasivos WalmartAriel MONTESAún no hay calificaciones