También podría gustarte
- Flujo MetodoDocumento1 páginaFlujo Metodo562160745458557Aún no hay calificaciones
- Diagrama de Proceso Del Yogurt-Control de CalidadDocumento7 páginasDiagrama de Proceso Del Yogurt-Control de CalidadRodrigo SanabriaAún no hay calificaciones
- Diagrama flujo queso capasDocumento1 páginaDiagrama flujo queso capasAzenet LópezAún no hay calificaciones
- Diagrama de Flujo Del Queso FrescoDocumento2 páginasDiagrama de Flujo Del Queso FrescoL. Mendoza100% (1)
- Diagrama de bloques para la producción de néctarDocumento1 páginaDiagrama de bloques para la producción de néctarALISSONAún no hay calificaciones
- Diagrama de Flujo de Leche PasteurizadaDocumento8 páginasDiagrama de Flujo de Leche PasteurizadaLucy TobonAún no hay calificaciones
- Tabla Registro YogurtDocumento2 páginasTabla Registro YogurtMALORY CAMILA MONTERO NINOAún no hay calificaciones
- Diagrama flujo salchichónDocumento1 páginaDiagrama flujo salchichónFernando William Rivera Cuadros100% (2)
- Diagrama de flujo del proceso de elaboración de chocolate con propóleo y jengibreDocumento7 páginasDiagrama de flujo del proceso de elaboración de chocolate con propóleo y jengibreNicolas Penagos Bejarano0% (1)
- Proceso elaboración salchichas pollo bajas grasa ricas fibra omega-3Documento1 páginaProceso elaboración salchichas pollo bajas grasa ricas fibra omega-3Yazmin Eliana Sanchez Vargas0% (1)
- Informe KumisDocumento12 páginasInforme KumisCarlos Cobo100% (1)
- Anexo 1 - Carta Tecnológica Procesos Lacteos - KumisDocumento8 páginasAnexo 1 - Carta Tecnológica Procesos Lacteos - KumisJEDNY SANCHEZ CALDERONAún no hay calificaciones
- Diagrama de Procesos CarnicosDocumento7 páginasDiagrama de Procesos CarnicosNiyeredRinconSastoque100% (1)
- Marco Teorico Diagrama de Flujo Jamon inDocumento10 páginasMarco Teorico Diagrama de Flujo Jamon inDavid Suarez Chacon100% (1)
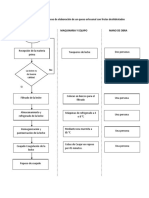
- Diagrama de Flujo Del Proceso de Elaboración de Un Queso Artesanal Con Frutos DeshidratadosDocumento2 páginasDiagrama de Flujo Del Proceso de Elaboración de Un Queso Artesanal Con Frutos DeshidratadosJefferson Wladimir Quinatoa Estrada100% (4)
- Preinforme CarnicosDocumento15 páginasPreinforme CarnicosAnonymous Ss40CyCAún no hay calificaciones
- Transferencia de Masa en Materiales EnvasadosDocumento13 páginasTransferencia de Masa en Materiales EnvasadosOscar VasquezAún no hay calificaciones
- Diagrama de FlujoDocumento3 páginasDiagrama de FlujoAlberth Vela33% (3)
- ProcesoSalamiMilánDocumento2 páginasProcesoSalamiMilánDavid Suarez ChaconAún no hay calificaciones
- Diagrama de Flujo de CecinaDocumento1 páginaDiagrama de Flujo de CecinaMónica Yanayaco100% (1)
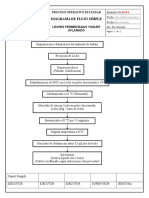
- Diagrama de Flujo Simple Yogurt AflanadoDocumento2 páginasDiagrama de Flujo Simple Yogurt AflanadoAura Cristina CYAún no hay calificaciones
- DIAGRAMA DE FLUJO MERMELADA KIWIDocumento2 páginasDIAGRAMA DE FLUJO MERMELADA KIWIHector AlbertoAún no hay calificaciones
- Ficha Téecnica Leche CondensadaDocumento3 páginasFicha Téecnica Leche CondensadaJhon Oñate100% (1)
- Ensayo Sobre El Sistema de Gestión de La Calidad en La Industria AlimentariaDocumento4 páginasEnsayo Sobre El Sistema de Gestión de La Calidad en La Industria AlimentariaMiguel VillamizarAún no hay calificaciones
- Diagrama de Flujo de Jamon SerranoDocumento10 páginasDiagrama de Flujo de Jamon Serranoyo100% (1)
- Especies Productoras de Leche para El Consumo Humano.Documento31 páginasEspecies Productoras de Leche para El Consumo Humano.Angel Hernandez CamaraAún no hay calificaciones
- HACCP 5 Puntos YogurtDocumento4 páginasHACCP 5 Puntos YogurtOmar Carvajal Chavez100% (1)
- Diagrama de flujo para la elaboración de pasta de aceitunaDocumento1 páginaDiagrama de flujo para la elaboración de pasta de aceitunaGrecia Pierina Alvarado MuñozAún no hay calificaciones
- DIAGRAMA DE FLUJO YOGURTDocumento4 páginasDIAGRAMA DE FLUJO YOGURTJack Caceres100% (2)
- Flujogramas UvillaDocumento4 páginasFlujogramas UvillaVeroAún no hay calificaciones
- Dimensionamiento de Equipos y Diagrama de ProcesoDocumento6 páginasDimensionamiento de Equipos y Diagrama de ProcesoSantiago CobaledaAún no hay calificaciones
- DIAGRAMA DEL PROCESO DE Chorizo y JamonDocumento7 páginasDIAGRAMA DEL PROCESO DE Chorizo y Jamonbrayan barralagaAún no hay calificaciones
- Ficha Técnica Producto FinalDocumento2 páginasFicha Técnica Producto Finalfiorella mio chumaceroAún no hay calificaciones
- Registro elaboración queso doble crema con acido citricoDocumento2 páginasRegistro elaboración queso doble crema con acido citricoMALORY CAMILA MONTERO NINOAún no hay calificaciones
- Descripción Del Proceso de Producción de La MortadelaDocumento63 páginasDescripción Del Proceso de Producción de La MortadelaPablo Enrique Vargas RojasAún no hay calificaciones
- Diagrama de flujo queso doble cremaDocumento2 páginasDiagrama de flujo queso doble cremaAb OscarAún no hay calificaciones
- Diagrama de Flujo de Elaboración de SalchichaDocumento2 páginasDiagrama de Flujo de Elaboración de SalchichaDiego Armando Quevedo Luquin86% (7)
- Diagrama de Proceso Fruta DeshidratadaDocumento2 páginasDiagrama de Proceso Fruta DeshidratadaNelson Ospina Arias100% (2)
- Fichas Técnicas Jamon CrudoDocumento4 páginasFichas Técnicas Jamon CrudoJosé Julio Pantac LiAún no hay calificaciones
- PCC de La LecheDocumento7 páginasPCC de La LecheAlvaro Cruces Sanchez100% (1)
- Cata de Mermelada 1Documento2 páginasCata de Mermelada 1Laura CristanchoAún no hay calificaciones
- Diagrama de Bloques - Frutas en AlmíbarDocumento3 páginasDiagrama de Bloques - Frutas en AlmíbarNelly Sofía Vásquez VillacortaAún no hay calificaciones
- Recepción de La Materia PrimaDocumento4 páginasRecepción de La Materia PrimaMarjorie Chauca VicenteAún no hay calificaciones
- Flujograma Oficial de Conserva de Frijoles Con TocinoDocumento7 páginasFlujograma Oficial de Conserva de Frijoles Con TocinoAndy HinostrozaAún no hay calificaciones
- FABRICACIÓN YOGURTDocumento16 páginasFABRICACIÓN YOGURTyaren mendoza100% (1)
- Defectos en El YogurtDocumento2 páginasDefectos en El YogurtRosa Miriam Olazabal Vilchez100% (1)
- Diagrama de Flujo para La Elaboración de ArequipeDocumento2 páginasDiagrama de Flujo para La Elaboración de Arequipenuprihu100% (1)
- Establecimiento de la estandarización de procesos cárnicosDocumento19 páginasEstablecimiento de la estandarización de procesos cárnicosJESUS PICON100% (1)
- Diagrama de Flujo Del Queso PariaDocumento2 páginasDiagrama de Flujo Del Queso PariaSara Lopez80% (5)
- Diagrama de Flujo de La Elaboración de MortadelaDocumento3 páginasDiagrama de Flujo de La Elaboración de MortadelaAndrea Del Rosario Maldonado100% (4)
- Diagrama de EquiposDocumento1 páginaDiagrama de EquiposDANIEL EDUARDO DELGADO RIASCOSAún no hay calificaciones
- DIAGRAMA DE BLOQUE. Proceso JamonDocumento3 páginasDIAGRAMA DE BLOQUE. Proceso Jamoninocencio albadan madridAún no hay calificaciones
- Anexo 1 Formato Matriz de Caracterización Actividad Individual Nelfa Patricia DiazDocumento3 páginasAnexo 1 Formato Matriz de Caracterización Actividad Individual Nelfa Patricia Diazcarlos valdezAún no hay calificaciones
- Diagrama de Flujo Del YogurDocumento3 páginasDiagrama de Flujo Del YogurNoemy Avendaño Pinto100% (2)
- Flujograma QuesilloDocumento2 páginasFlujograma QuesilloNatalia Garzona67% (6)
- Teoria de Leche Pasteurizada y TermizadaDocumento6 páginasTeoria de Leche Pasteurizada y TermizadaLUISA FERNANDA FERNANDEZ VERGARAAún no hay calificaciones
- Yogurt HaccpDocumento6 páginasYogurt HaccpMilan Tarrillo Bustamante100% (2)
- Plan Haccp para Un Queso FrescoDocumento18 páginasPlan Haccp para Un Queso FrescoMaría Esther GonzálezAún no hay calificaciones
- Plan Haccp Del Yogurt Control de CalidadDocumento19 páginasPlan Haccp Del Yogurt Control de CalidadYudith Guerrero CernaAún no hay calificaciones
- Material de Apoyo 3 Yogurt-Haccp-EjemplosDocumento13 páginasMaterial de Apoyo 3 Yogurt-Haccp-EjemplosLaura SánchezAún no hay calificaciones
- Infrome de CarnesDocumento9 páginasInfrome de CarnesLisbeth Apaza CondoriAún no hay calificaciones
- 3133 Bebidas Malteadas y MaltaDocumento13 páginas3133 Bebidas Malteadas y MaltaLisbeth Apaza CondoriAún no hay calificaciones
- Ciclos BiogeoquímicosDocumento6 páginasCiclos BiogeoquímicosLisbeth Apaza CondoriAún no hay calificaciones
- TARWIDocumento16 páginasTARWILisbeth Apaza CondoriAún no hay calificaciones
- 3133 Bebidas Malteadas y MaltaDocumento13 páginas3133 Bebidas Malteadas y MaltaLisbeth Apaza CondoriAún no hay calificaciones
- BiotecnologíaDocumento6 páginasBiotecnologíaLisbeth Apaza CondoriAún no hay calificaciones
- Motores ElectricoDocumento25 páginasMotores ElectricoLisbeth Apaza CondoriAún no hay calificaciones
- Examen de Porceso de Control y Automatizacion de PorcesosDocumento1 páginaExamen de Porceso de Control y Automatizacion de PorcesosLisbeth Apaza CondoriAún no hay calificaciones
- 3133 Bebidas Malteadas y MaltaDocumento13 páginas3133 Bebidas Malteadas y MaltaLisbeth Apaza CondoriAún no hay calificaciones
- Tares de Ope 1Documento25 páginasTares de Ope 1Lisbeth Apaza CondoriAún no hay calificaciones
- Carnes MicrobiologiaDocumento8 páginasCarnes MicrobiologiaLisbeth Apaza CondoriAún no hay calificaciones
- MICROBIOLOGIADocumento7 páginasMICROBIOLOGIALisbeth Apaza CondoriAún no hay calificaciones
- LACTOPEROXIDASADocumento15 páginasLACTOPEROXIDASALisbeth Apaza CondoriAún no hay calificaciones
- Informe de Ing. AlimentosDocumento11 páginasInforme de Ing. AlimentosLisbeth Apaza CondoriAún no hay calificaciones
- Expo de Ing. EconomicaDocumento6 páginasExpo de Ing. EconomicaEnma Raissa Hafner DiazAún no hay calificaciones
- Expo de Ing. EconomicaDocumento3 páginasExpo de Ing. EconomicaLisbeth Apaza CondoriAún no hay calificaciones
- Fotos para Pegar Al Cuaderno Ope IIDocumento6 páginasFotos para Pegar Al Cuaderno Ope IILisbeth Apaza CondoriAún no hay calificaciones
- Vitamina XpoDocumento31 páginasVitamina XpoLisbeth Apaza CondoriAún no hay calificaciones
- Yogutr FrutadoDocumento88 páginasYogutr FrutadoLisbeth Apaza CondoriAún no hay calificaciones
- BiotecnologíaDocumento19 páginasBiotecnologíaLisbeth Apaza CondoriAún no hay calificaciones
- Informe Blancede MasaDocumento10 páginasInforme Blancede MasaEsmeralda Carmen EcuaAún no hay calificaciones
- Tercer Semestre ..... Contabilidad ShogiDocumento8 páginasTercer Semestre ..... Contabilidad ShogiLisbeth Apaza CondoriAún no hay calificaciones
- Estudio de La Vida Útil de ChampiñonesDocumento17 páginasEstudio de La Vida Útil de ChampiñonesLisbeth Apaza CondoriAún no hay calificaciones
- Informe Blancede MasaDocumento10 páginasInforme Blancede MasaEsmeralda Carmen EcuaAún no hay calificaciones
- Ficha Tecnica Del ProductoDocumento10 páginasFicha Tecnica Del ProductoLisbeth Apaza CondoriAún no hay calificaciones
- Yogutr FrutadoDocumento88 páginasYogutr FrutadoLisbeth Apaza CondoriAún no hay calificaciones
- Imprimir Caja NegraDocumento1 páginaImprimir Caja NegraLisbeth Apaza CondoriAún no hay calificaciones
- Objetivo Marco Teorico Nectar de KiwiDocumento7 páginasObjetivo Marco Teorico Nectar de KiwiLisbeth Apaza Condori100% (1)
- Ayudar A Llevar Oxígeno A Las Células MuscularesDocumento2 páginasAyudar A Llevar Oxígeno A Las Células MuscularesLisbeth Apaza CondoriAún no hay calificaciones
- Bmsinreacción 1Documento30 páginasBmsinreacción 1JohnnyBullon33% (3)
- Insecticidas BotánicosDocumento35 páginasInsecticidas BotánicosDavidNuñezAún no hay calificaciones
- Fraude de La Fruta FrescaDocumento4 páginasFraude de La Fruta FrescaShirley María Solórzano PérezAún no hay calificaciones
- Determinación de PH y Ácido Acético en Un VinagreDocumento9 páginasDeterminación de PH y Ácido Acético en Un VinagreRicardo AlarconAún no hay calificaciones
- Ebook YULEDocumento14 páginasEbook YULEMegan Hernandez100% (1)
- Clase Viii - Industria de La Panificacion y Galletas PDFDocumento10 páginasClase Viii - Industria de La Panificacion y Galletas PDFKix Paulsen NajdorfAún no hay calificaciones
- Silabo Cultivos Tropicales e Industriales 2019-IIDocumento6 páginasSilabo Cultivos Tropicales e Industriales 2019-IIGesús De La CruzAún no hay calificaciones
- La DisautonomíaDocumento3 páginasLa DisautonomíaYurieli Núñez CastilloAún no hay calificaciones
- Elaboración cervezaDocumento2 páginasElaboración cervezahugodbAún no hay calificaciones
- ¿Sobrecostos en Contrato Entre MinInterior y Telecafé para Organizar Eventos?Documento5 páginas¿Sobrecostos en Contrato Entre MinInterior y Telecafé para Organizar Eventos?W Radio ColombiaAún no hay calificaciones
- Determinación de Proteinas-TeoriaDocumento7 páginasDeterminación de Proteinas-Teoriathe_CarthoAún no hay calificaciones
- Analisis InternoDocumento19 páginasAnalisis InternoCLAUDIA NICOLE CHICAIZA SACAAún no hay calificaciones
- TcaDocumento9 páginasTcaMijail Huaco CanoAún no hay calificaciones
- Análisis de Un Paisaje AgrarioDocumento16 páginasAnálisis de Un Paisaje AgrarioEsterAún no hay calificaciones
- La historia de la humanidad desde sus orígenes hasta el desarrollo del hierroDocumento2 páginasLa historia de la humanidad desde sus orígenes hasta el desarrollo del hierroANDRES FELIPE HERNANDEZ CARDENASAún no hay calificaciones
- Ficha para Evaluación Sanitaria de RestaurantesDocumento1 páginaFicha para Evaluación Sanitaria de RestaurantesMaria Fernanda Gutierrez Mendez50% (2)
- Examen IDocumento3 páginasExamen IMirella Mendoza PizanAún no hay calificaciones
- Receta Estandar PDFDocumento4 páginasReceta Estandar PDFgaboreyes33% (3)
- Perfil Tranformación Charque SD. D2Documento42 páginasPerfil Tranformación Charque SD. D2Ariel Bernardo Flores Santos67% (3)
- Menús celiacos e intolerantes lactosaDocumento4 páginasMenús celiacos e intolerantes lactosaJOSE IGNACIO ROS PEREZAún no hay calificaciones
- Final - MANGO CIRUELO-ImDocumento35 páginasFinal - MANGO CIRUELO-ImWilliam Chunga TrellesAún no hay calificaciones
- Cuento Entre Insectos Depredadores y Presas Nos VeamosDocumento2 páginasCuento Entre Insectos Depredadores y Presas Nos VeamosDaniel AvilesAún no hay calificaciones
- Fijación de precios Maseca basada en demandaDocumento6 páginasFijación de precios Maseca basada en demandaCésar Alejandro100% (1)
- Título: Línea de SubtítuloDocumento5 páginasTítulo: Línea de SubtítuloWilliam GomezAún no hay calificaciones
- Planta Enlatadora de Leche en PolvoDocumento5 páginasPlanta Enlatadora de Leche en PolvoLuis Enrique Peñuela V.Aún no hay calificaciones
- Materiales en contacto con alimentosDocumento36 páginasMateriales en contacto con alimentosDIANA CATALINA BARRERA CARDENAS50% (2)
- Licuado yerba mate limón y naranjaDocumento2 páginasLicuado yerba mate limón y naranjaJorge BustamanteAún no hay calificaciones
- PDF Panificadora Trigo DoradoDocumento76 páginasPDF Panificadora Trigo DoradoErick Paul Zavaleta VásquezAún no hay calificaciones
- 5 Senses Check ListDocumento5 páginas5 Senses Check ListDaniel Luna100% (1)
- Absorción de Nutrimentos Por Los Cultivos-2009 PDFDocumento308 páginasAbsorción de Nutrimentos Por Los Cultivos-2009 PDFRomco NAy95% (57)
- Práctica N 1 Q.G 2020Documento2 páginasPráctica N 1 Q.G 2020Madelyn QuispeAún no hay calificaciones