También podría gustarte
- Tipos de Electrodo y Su AplicaciónDocumento8 páginasTipos de Electrodo y Su AplicaciónDanilo Ariza GtzAún no hay calificaciones
- Ejercicios Prácticos Unidad 4 Sistemas de Espera PDFDocumento4 páginasEjercicios Prácticos Unidad 4 Sistemas de Espera PDFmaicolAún no hay calificaciones
- Modelos de InventarioDocumento22 páginasModelos de InventarioYasmin PrietoAún no hay calificaciones
- Análisis de InvolucradosDocumento4 páginasAnálisis de InvolucradosYasmin PaolaAún no hay calificaciones
- Hoja de Trabajo No.1 Economia, Segundo Semestre 2020Documento4 páginasHoja de Trabajo No.1 Economia, Segundo Semestre 2020kevin mejiaAún no hay calificaciones
- 19419309@bases de Licitacion SAT-LI-18-2022Documento35 páginas19419309@bases de Licitacion SAT-LI-18-2022Yeni JerezAún no hay calificaciones
- Mecanica de FluidosDocumento3 páginasMecanica de FluidosByron Roberto JuarezAún no hay calificaciones
- Guia Asignación de Recursos PDFDocumento1 páginaGuia Asignación de Recursos PDFFabiolaAún no hay calificaciones
- Pregunta ParcialDocumento4 páginasPregunta ParcialKevin Laime ArgumeAún no hay calificaciones
- Actividad Curso de VentasDocumento40 páginasActividad Curso de Ventassunset shimmerAún no hay calificaciones
- Modelo Financiero Final 2021-1Documento20 páginasModelo Financiero Final 2021-1Andrés OrozcoAún no hay calificaciones
- Caso SomersetDocumento5 páginasCaso SomersetMaria Paula LuboAún no hay calificaciones
- Practica Diagrama Hombre MaquinaDocumento16 páginasPractica Diagrama Hombre MaquinaEstudiante0% (1)
- Cuestionario Part DayDocumento12 páginasCuestionario Part DayDaybeth JoAún no hay calificaciones
- Caso Desempeño de Los CostosDocumento3 páginasCaso Desempeño de Los CostosJosé EspinozaAún no hay calificaciones
- Capacidad y Estabilidad de ProcesosDocumento9 páginasCapacidad y Estabilidad de ProcesosLuis Sanchez AlvarezAún no hay calificaciones
- Ejercicios EconomiaDocumento6 páginasEjercicios EconomiaJosé Miguel Neira Neira100% (1)
- Hoja de Trabajo 3Documento2 páginasHoja de Trabajo 3Douglas SochAún no hay calificaciones
- Taller de Colas PDFDocumento2 páginasTaller de Colas PDFEvelin Milena Chiquillo JulioAún no hay calificaciones
- Conta 3 Reporte 1Documento13 páginasConta 3 Reporte 1Alexander GarzoAún no hay calificaciones
- Autoridades Que Regulan El Comercio ExteriorDocumento4 páginasAutoridades Que Regulan El Comercio ExteriorYannelysMenesesAún no hay calificaciones
- Practica 9 y 10 TrabajoDocumento4 páginasPractica 9 y 10 Trabajokelthuzat00Aún no hay calificaciones
- Ejemplo 1 - Programación EnteraDocumento22 páginasEjemplo 1 - Programación EnteraJoseRangelAún no hay calificaciones
- Practica Calificada - Estudio de Tiempos 2020-IDocumento2 páginasPractica Calificada - Estudio de Tiempos 2020-IJhon LlachoAún no hay calificaciones
- Dodge RomingDocumento16 páginasDodge Romingigor100% (1)
- Instructivo Labqg1vj2019Documento2 páginasInstructivo Labqg1vj2019Marco Castañaza0% (1)
- Proyección de Ventas-250820Documento4 páginasProyección de Ventas-250820STEFANNY VALENTINA GOMEZ GARCIAAún no hay calificaciones
- Ejemplo de Coeficientes de ElasticidadDocumento2 páginasEjemplo de Coeficientes de ElasticidadAnonymous eJLcvC0% (1)
- Practica 10 Muestreo de Aceptacion DobleDocumento7 páginasPractica 10 Muestreo de Aceptacion DobleRonaldoGonzalez100% (1)
- 2, 12 y 13Documento5 páginas2, 12 y 13Eyleen TejadaAún no hay calificaciones
- Ejercicios de ReemplazoDocumento1 páginaEjercicios de ReemplazoRene LopezAún no hay calificaciones
- Aplicacion de Las Cadenas de Markov en Tiempo Continuo A Partir Del Modelamiento de Sistemas Reactivos Utilizando Stateflow de MATLABDocumento5 páginasAplicacion de Las Cadenas de Markov en Tiempo Continuo A Partir Del Modelamiento de Sistemas Reactivos Utilizando Stateflow de MATLABadanwhiteAún no hay calificaciones
- Actividad 5 - 2021Documento12 páginasActividad 5 - 2021Richard Alexander Ruano LeytonAún no hay calificaciones
- PREGUNTAS PARA DISCUSION - 11primerasDocumento3 páginasPREGUNTAS PARA DISCUSION - 11primerasJuan Fernando LópezAún no hay calificaciones
- Produccion II DocumentoDocumento65 páginasProduccion II DocumentoJorge Andres Cano SilvaAún no hay calificaciones
- Ejercicio MRP PcoDocumento2 páginasEjercicio MRP PcoFau98 RicoAún no hay calificaciones
- Problemario 1Documento2 páginasProblemario 1XDMILS martinez100% (1)
- Reporte 4 - Flujo de CajaDocumento11 páginasReporte 4 - Flujo de CajaMarco CastañazaAún no hay calificaciones
- 11-Muestreo Del Trabajo 2017-2Documento12 páginas11-Muestreo Del Trabajo 2017-2Luiyi RamirezAún no hay calificaciones
- Ejercicios de Gráficos de Control (Clase)Documento12 páginasEjercicios de Gráficos de Control (Clase)JoséAún no hay calificaciones
- Examen Parcial - Control Estadístico de La CalidadDocumento3 páginasExamen Parcial - Control Estadístico de La CalidadKevin KevAún no hay calificaciones
- Contrastes ParametricosDocumento8 páginasContrastes ParametricosCelin PadillaAún no hay calificaciones
- INVESTIGACION OPERATIVA II, Segundo Examen II 2021Documento3 páginasINVESTIGACION OPERATIVA II, Segundo Examen II 2021rodrigo churaAún no hay calificaciones
- Manual Tecnico Del Auxiliar Topografo PDFDocumento66 páginasManual Tecnico Del Auxiliar Topografo PDFNilton VidaurreAún no hay calificaciones
- Control 2 PPODocumento5 páginasControl 2 PPOAnthonyMLAún no hay calificaciones
- Contabilidad V, Final ESCVAc2016Documento13 páginasContabilidad V, Final ESCVAc2016Herman LopezAún no hay calificaciones
- Problema de ColaDocumento3 páginasProblema de ColaL.540% (1)
- 2 Modulo 2 Capitulo 6 Modelo de Control de InventariosDocumento51 páginas2 Modulo 2 Capitulo 6 Modelo de Control de InventariosYanni Sophia SerracinAún no hay calificaciones
- Graficos de Control para Variables: Guía No.3 de LaboratorioDocumento7 páginasGraficos de Control para Variables: Guía No.3 de LaboratorioL.54Aún no hay calificaciones
- Iso 37500Documento1 páginaIso 37500Oscar Fernando Guzman QuinteroAún no hay calificaciones
- Taller 2Documento5 páginasTaller 2Jesus Arturo Mercado GutierrezAún no hay calificaciones
- Seccion N - Grupo 1 Reporte 4 Flujo de CajaDocumento10 páginasSeccion N - Grupo 1 Reporte 4 Flujo de CajaHector LemusAún no hay calificaciones
- Ejercicios Taller CostosDocumento5 páginasEjercicios Taller Costosebc198760310% (1)
- Bijit Materiales PDFDocumento5 páginasBijit Materiales PDFJuan PiAún no hay calificaciones
- Metrologia AvanzadaDocumento19 páginasMetrologia Avanzadacristiancruz1303Aún no hay calificaciones
- Celdas de ManufacturaDocumento10 páginasCeldas de ManufacturaRogelio PerezAún no hay calificaciones
- Práctica de Campo 06 ResueltaDocumento16 páginasPráctica de Campo 06 ResueltaValeria PérezAún no hay calificaciones
- Práctica de Campo 05Documento6 páginasPráctica de Campo 05Samuel Penas CaruajulcaAún no hay calificaciones
- Examen Unidad 3 Gaficos de Control Por AtributosDocumento5 páginasExamen Unidad 3 Gaficos de Control Por AtributosTania Itzel Hernandez TorresAún no hay calificaciones
- Control Estadístico de Calidad - Práctica 2Documento7 páginasControl Estadístico de Calidad - Práctica 2oliver lauraAún no hay calificaciones
- Trabajo IntelectualDocumento1 páginaTrabajo IntelectualIngrid AlcantaraAún no hay calificaciones
- Paper GesopDocumento4 páginasPaper GesopIngrid AlcantaraAún no hay calificaciones
- Proyecto de InversiónDocumento6 páginasProyecto de InversiónIngrid AlcantaraAún no hay calificaciones
- Paper GesopDocumento4 páginasPaper GesopIngrid AlcantaraAún no hay calificaciones
- Productividad y ParetoDocumento1 páginaProductividad y ParetoIngrid AlcantaraAún no hay calificaciones
- Diagrama Ishikawa CoescaDocumento5 páginasDiagrama Ishikawa CoescaIngrid AlcantaraAún no hay calificaciones
- ALMACENESDocumento20 páginasALMACENESIngrid AlcantaraAún no hay calificaciones
- Informe Practicas FinalDocumento29 páginasInforme Practicas FinalIngrid AlcantaraAún no hay calificaciones
- Matriz de OperacionalizaciónDocumento1 páginaMatriz de OperacionalizaciónIngrid AlcantaraAún no hay calificaciones
- Tiempo de CicloDocumento3 páginasTiempo de CicloIngrid AlcantaraAún no hay calificaciones
- Cuadro Uso de AguasDocumento1 páginaCuadro Uso de AguasIngrid AlcantaraAún no hay calificaciones
- Cuadro Uso de AguasDocumento1 páginaCuadro Uso de AguasIngrid AlcantaraAún no hay calificaciones
- ANALISIS CulturaDocumento1 páginaANALISIS CulturaIngrid AlcantaraAún no hay calificaciones
- Proyecto de InversiónDocumento6 páginasProyecto de InversiónIngrid AlcantaraAún no hay calificaciones
- ANALISIS CulturaDocumento1 páginaANALISIS CulturaIngrid AlcantaraAún no hay calificaciones
- Tiempo de CicloDocumento3 páginasTiempo de CicloIngrid AlcantaraAún no hay calificaciones
- Aspecto EconómicoDocumento1 páginaAspecto EconómicoIngrid AlcantaraAún no hay calificaciones
- Aspecto EconómicoDocumento1 páginaAspecto EconómicoIngrid AlcantaraAún no hay calificaciones
- Gestion de MantenimientoDocumento1 páginaGestion de MantenimientoIngrid AlcantaraAún no hay calificaciones
- Bosque PomacDocumento3 páginasBosque PomacIngrid AlcantaraAún no hay calificaciones
- Matriz de OperacionalizaciónDocumento1 páginaMatriz de OperacionalizaciónIngrid AlcantaraAún no hay calificaciones
- Informe PracticasDocumento6 páginasInforme PracticasIngrid AlcantaraAún no hay calificaciones
- Bosque PomacDocumento3 páginasBosque PomacIngrid AlcantaraAún no hay calificaciones
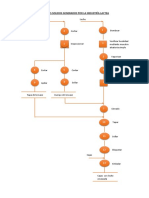
- Residuos Solidos Generados Por La Industría LacteaDocumento4 páginasResiduos Solidos Generados Por La Industría LacteaIngrid AlcantaraAún no hay calificaciones
- MandarDocumento6 páginasMandarIngrid AlcantaraAún no hay calificaciones
- Paper Simulación Koriwasi FinalDocumento15 páginasPaper Simulación Koriwasi FinalIngrid AlcantaraAún no hay calificaciones
- Generador de ObraDocumento44 páginasGenerador de ObraSoto cortes SarahiAún no hay calificaciones
- Guias - A09020906CONTINENTE AMERICANO 902Documento7 páginasGuias - A09020906CONTINENTE AMERICANO 902Fernando Ruiz - FerAún no hay calificaciones
- POKEMONDocumento11 páginasPOKEMONDaniel De Los SantosAún no hay calificaciones
- Mantenimiento y Control de Vehículos.Documento17 páginasMantenimiento y Control de Vehículos.Maira Arias rolleroAún no hay calificaciones
- Ordenamiento Curso de DirectoresDocumento4 páginasOrdenamiento Curso de DirectoresJeremy Brown100% (2)
- Tesis Will Castillo 03 08 2018Documento158 páginasTesis Will Castillo 03 08 2018oshe turaAún no hay calificaciones
- Despacho (Reparto)Documento3 páginasDespacho (Reparto)Seguridad PlaneamientoMCAún no hay calificaciones
- Catalogo FCD2 35% PDFDocumento1 páginaCatalogo FCD2 35% PDFMantenimiento Carvajal Santa MonicaAún no hay calificaciones
- Silla ÁguilaDocumento3 páginasSilla ÁguilaRoberth ViverosAún no hay calificaciones
- Perfil Logistico de Republica Checa 1Documento6 páginasPerfil Logistico de Republica Checa 16001820006 KATHERIN ELVIRA BENITEZ VELLOJIN ESTUDIANTE ACTIVOAún no hay calificaciones
- Base de Datos Fase I II y IIIDocumento12 páginasBase de Datos Fase I II y IIISebastian Vargas HAún no hay calificaciones
- 05.02 Presupuesto - Veredas Zona VIDocumento3 páginas05.02 Presupuesto - Veredas Zona VIeduardo vargasAún no hay calificaciones
- TDR Camion VolqueteDocumento3 páginasTDR Camion VolquetePERCY DIAZ ORTIZAún no hay calificaciones
- Diagrama de CuadrillasDocumento3 páginasDiagrama de CuadrillasRoberto EncaladaAún no hay calificaciones
- Presupuesto Calle San NicolasDocumento2 páginasPresupuesto Calle San NicolasAnilson PeñaAún no hay calificaciones
- Convenios Sobre El Transporte Internacional MarítimoDocumento10 páginasConvenios Sobre El Transporte Internacional MarítimoJavierMartínezAún no hay calificaciones
- Taller 1 OctavoDocumento9 páginasTaller 1 Octavocristian yesid gomez ramon100% (1)
- Lista de Precios Inyeccion 30 MayDocumento21 páginasLista de Precios Inyeccion 30 MayJohan7880Aún no hay calificaciones
- Organizacion Del Trozo, Curso Cabo 2016 - Copia (Reparado)Documento33 páginasOrganizacion Del Trozo, Curso Cabo 2016 - Copia (Reparado)Sergio MonteagudoAún no hay calificaciones
- Señaletica en BoliviaDocumento16 páginasSeñaletica en BoliviaNoe C ArancibiaAún no hay calificaciones
- Navegación Aérea Básica CIAACDocumento138 páginasNavegación Aérea Básica CIAACAviation Library100% (13)
- Proyecto Exportacion FicticioDocumento12 páginasProyecto Exportacion FicticioFernando Ramirez100% (1)
- T INGE CT 019 Preuso Vehículos LivianosDocumento9 páginasT INGE CT 019 Preuso Vehículos LivianosGleny del Carmen Cortes ManquezAún no hay calificaciones
- Contraloría Estado Situacional JaujaDocumento51 páginasContraloría Estado Situacional JaujaMathias PanizoAún no hay calificaciones
- 2COM303-Organizacion Transporte Mercancias-2019Documento15 páginas2COM303-Organizacion Transporte Mercancias-2019Joe AlonsoAún no hay calificaciones
- 4 de Las Licencias de ConducirDocumento30 páginas4 de Las Licencias de ConducirArturo CVAún no hay calificaciones
- Pase de Abordar en LíneaDocumento1 páginaPase de Abordar en LíneadayanaAún no hay calificaciones
- Nissan (DTC) 979860228859 20220819121525Documento1 páginaNissan (DTC) 979860228859 20220819121525Joel LopezAún no hay calificaciones
- Informe de KaisenDocumento9 páginasInforme de KaisenKely Jancco Huallpa100% (1)
- Tabla de Ampacidad para Cable AWG o MCMDocumento2 páginasTabla de Ampacidad para Cable AWG o MCMEver Leon0% (1)