También podría gustarte
- QC-A-001 - Inspección de PintadoDocumento1 páginaQC-A-001 - Inspección de PintadoCY INGENIERIA Y CONSTRUCCION EIRLAún no hay calificaciones
- Formato de Vaciado de Concreto en Obra CASA P-23-MURO de CONTENCIONDocumento2 páginasFormato de Vaciado de Concreto en Obra CASA P-23-MURO de CONTENCIONBRYAN ANDRE RONCAL PALOMINOAún no hay calificaciones
- Procedimiento de Montaje de Estructuras Metalicas Rev01Documento9 páginasProcedimiento de Montaje de Estructuras Metalicas Rev01Debye101Aún no hay calificaciones
- Protocolo de Correas de MaderaDocumento1 páginaProtocolo de Correas de MaderaJuan VargasAún no hay calificaciones
- AC-PT-005-Procedimiento de Lineamiento y Verticalidad.r0Documento7 páginasAC-PT-005-Procedimiento de Lineamiento y Verticalidad.r0Cesar Astorayme MarochoAún no hay calificaciones
- Registro soldadura tuberíaDocumento4 páginasRegistro soldadura tuberíaErick AponteAún no hay calificaciones
- Tubos acero A500 cuadrados y rectangulares ERWDocumento1 páginaTubos acero A500 cuadrados y rectangulares ERWEricka Alipio AlayoAún no hay calificaciones
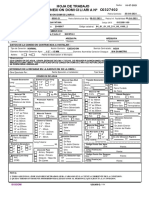
- Hoja de Trabajo de Conexion Domiciliaria #C0327402Documento7 páginasHoja de Trabajo de Conexion Domiciliaria #C0327402Jorge Hugo Ramírez CornejoAún no hay calificaciones
- Manual de Montaje y Mantenimiento de Alisply para MurosDocumento19 páginasManual de Montaje y Mantenimiento de Alisply para MurosIvan dario tamayo tabordaAún no hay calificaciones
- RE OP 03 09 Estructura MetálicaDocumento2 páginasRE OP 03 09 Estructura Metálicafrancisco montesinosAún no hay calificaciones
- LOG DE PROTOCOLOS InspeccionesDocumento24 páginasLOG DE PROTOCOLOS InspeccionesManuel Tirado RodriguezAún no hay calificaciones
- QC-C-034 - Reg de Pruebas de Estanqueidad de Estructuras HidraulicasDocumento2 páginasQC-C-034 - Reg de Pruebas de Estanqueidad de Estructuras HidraulicasBerny FigueroaAún no hay calificaciones
- PT-04-001. Encofrado y Desencofrado CimentacionesDocumento1 páginaPT-04-001. Encofrado y Desencofrado CimentacionesC Octavio TuctoAún no hay calificaciones
- PATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasDocumento43 páginasPATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasCarlos Alberto OviedoAún no hay calificaciones
- Regisgtro TorqueDocumento1 páginaRegisgtro TorqueRichard lizandro Cóndor choquemamani100% (1)
- PT-EST-010 Rev. 0. Montaje de VigasDocumento1 páginaPT-EST-010 Rev. 0. Montaje de VigasCarlosFeLipeReinosoAún no hay calificaciones
- Protocolo de Relleno, Excavacion y CompactacionDocumento1 páginaProtocolo de Relleno, Excavacion y CompactacionDaniel PiscoyaAún no hay calificaciones
- Protocolo de Instalacion de II - SSDocumento4 páginasProtocolo de Instalacion de II - SSJuan VargasAún no hay calificaciones
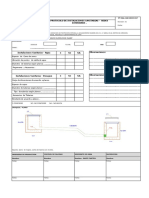
- PCB.F02-Instalación de Redes ACIDocumento1 páginaPCB.F02-Instalación de Redes ACIFrida JaraAún no hay calificaciones
- Protocolo Drywall RFDocumento1 páginaProtocolo Drywall RFobra1.serconperAún no hay calificaciones
- BZ-35 A BZ-36 - CONEXIONES DOMICILIARIASDocumento8 páginasBZ-35 A BZ-36 - CONEXIONES DOMICILIARIASjoelAún no hay calificaciones
- CA-F-040 Instalación de Tuberías de Desague en LosaDocumento2 páginasCA-F-040 Instalación de Tuberías de Desague en LosaFredy GarciaAún no hay calificaciones
- Protocolo P.H DesagueDocumento1 páginaProtocolo P.H Desaguegustavo ramos coaguilaAún no hay calificaciones
- Protocolos PinturaDocumento8 páginasProtocolos PinturaEDWARDAún no hay calificaciones
- Instalación tubería sistema agua contra incendioDocumento1 páginaInstalación tubería sistema agua contra incendioJonatan ParedesAún no hay calificaciones
- 2.-Protocolo Montaje de EstructurasDocumento3 páginas2.-Protocolo Montaje de EstructurasIgnacio NaveasAún no hay calificaciones
- Prueba Hidraulica Tub. PVC Sap 1452Documento1 páginaPrueba Hidraulica Tub. PVC Sap 1452Alonso Juarez MayangaAún no hay calificaciones
- Protocolo de Inspeccion Por Tinte Penetrante de Faja 29-2Documento1 páginaProtocolo de Inspeccion Por Tinte Penetrante de Faja 29-2Juan MontufarAún no hay calificaciones
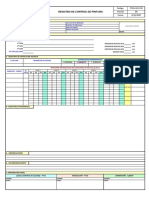
- FYCO-QC-F-05 Rev.01 Registro de Limpieza y PinturaDocumento1 páginaFYCO-QC-F-05 Rev.01 Registro de Limpieza y PinturaSevastian Pineda CastillaAún no hay calificaciones
- Protocolo Buzon Tipo IDocumento2 páginasProtocolo Buzon Tipo IANAIS TAún no hay calificaciones
- Procedimiento Colocacion de Fierro Protoloco para La Habilitacion y Colocacion de AceroDocumento5 páginasProcedimiento Colocacion de Fierro Protoloco para La Habilitacion y Colocacion de AcerocarlaAún no hay calificaciones
- 03-PS - Procedimiento de SoldaduraDocumento10 páginas03-PS - Procedimiento de SoldaduraedaupizaAún no hay calificaciones
- Formato Protocolo de Estanquidad BuzonDocumento2 páginasFormato Protocolo de Estanquidad BuzonJhoelKteKiereAún no hay calificaciones
- 3.2.1 Protocolo EstanqueidadDocumento2 páginas3.2.1 Protocolo EstanqueidadGonzalo CJ100% (1)
- Formatos de ProtocolosDocumento17 páginasFormatos de ProtocolosMartin CondorAún no hay calificaciones
- LYD-SEPH3-F-06-001-Reg de Habilitacion y Colocacion de Acero en RCA BUNKER - 28!08!23Documento2 páginasLYD-SEPH3-F-06-001-Reg de Habilitacion y Colocacion de Acero en RCA BUNKER - 28!08!23Hans LinaresAún no hay calificaciones
- QC-A-007 - Instalación Puertas, Ventanas, AcabadosDocumento1 páginaQC-A-007 - Instalación Puertas, Ventanas, AcabadosgiancarloAún no hay calificaciones
- Protocolo prueba hidráulicaDocumento8 páginasProtocolo prueba hidráulicaKokoAranaAún no hay calificaciones
- Protocolo Instalacion de RedesDocumento10 páginasProtocolo Instalacion de RedesJose Antonio NuñezAún no hay calificaciones
- Protocolo estanqueidad mas dominicos 6Documento1 páginaProtocolo estanqueidad mas dominicos 6jorge garciaAún no hay calificaciones
- Procedimiento de Instalaciones SanitariasDocumento6 páginasProcedimiento de Instalaciones SanitariasLeonardo vilchez ugazAún no hay calificaciones
- Gestión calidad protocolo trazo replanteoDocumento1 páginaGestión calidad protocolo trazo replanteoJuan FernandezAún no hay calificaciones
- Protocolos Prueba Hidraulica Zanja TapadaDocumento40 páginasProtocolos Prueba Hidraulica Zanja TapadaUrsula Gamboa100% (2)
- 2.1. Protocolo Colocación de ConcretoDocumento1 página2.1. Protocolo Colocación de ConcretoJaime Alberto CruzAún no hay calificaciones
- 003 - Protocolo de Entrega de TerrenoDocumento1 página003 - Protocolo de Entrega de TerrenoWalter PeñaAún no hay calificaciones
- CAL-FOR-076 Red de Drenaje de LluviasDocumento1 páginaCAL-FOR-076 Red de Drenaje de LluviasPetter Jean Carlos Paredes SanchezAún no hay calificaciones
- 218181084-Anexo-04-Formatos-De-Control-De-Calidad-150522033638-Lva1-App6891 (1) - 48Documento1 página218181084-Anexo-04-Formatos-De-Control-De-Calidad-150522033638-Lva1-App6891 (1) - 48Aura TorresAún no hay calificaciones
- Protocolo Aislación Térmica en Muros y TabiquesDocumento6 páginasProtocolo Aislación Térmica en Muros y TabiquesfabianAún no hay calificaciones
- PT-CIV-04-REV.0 Enfierradura y MoldajeDocumento1 páginaPT-CIV-04-REV.0 Enfierradura y MoldajeJuan Torres RiquelmeAún no hay calificaciones
- Techos de Buzon PDFDocumento1 páginaTechos de Buzon PDFJhoelKteKiereAún no hay calificaciones
- SGC-PL-01.F01 Plan de Puntos de InspecciónDocumento2 páginasSGC-PL-01.F01 Plan de Puntos de InspecciónLorena Santos Albines0% (1)
- Inspección de tarrajeo en elementos estructuralesDocumento10 páginasInspección de tarrajeo en elementos estructuralesJAC2014Aún no hay calificaciones
- (TAN-CIV-PROT-001) Protocolo Trazado y NivelesDocumento1 página(TAN-CIV-PROT-001) Protocolo Trazado y NivelesaacordovaAún no hay calificaciones
- QC-CC-020 - Registro de Inspeccion de Impermeabilizante - V1Documento1 páginaQC-CC-020 - Registro de Inspeccion de Impermeabilizante - V1wiliams floresAún no hay calificaciones
- PMAO Reparación de Taludes y Canal B4 - ACTUALIZACIÓNDocumento23 páginasPMAO Reparación de Taludes y Canal B4 - ACTUALIZACIÓNRomario1141Aún no hay calificaciones
- ABT-FR-QC-C-031 - Registro para Inspección de Junta FríaDocumento1 páginaABT-FR-QC-C-031 - Registro para Inspección de Junta FríaSupervisor Calidad ElectromecánicoAún no hay calificaciones
- Estructura MetalicaDocumento1 páginaEstructura MetalicaIncore ProyectosAún no hay calificaciones
- Protocolos de Liberacion SubdrenDocumento2 páginasProtocolos de Liberacion Subdrenjuan pablo mazonAún no hay calificaciones
- Protocolo - Estaciones NorteDocumento25 páginasProtocolo - Estaciones NorteJose ContrerasAún no hay calificaciones
- Protocolos SOLDADURA PDFDocumento3 páginasProtocolos SOLDADURA PDFfcv007Aún no hay calificaciones
- F01101 Rev 2T Ficha y Registro de Asignación de CalibraciónDocumento1 páginaF01101 Rev 2T Ficha y Registro de Asignación de Calibraciónflor mirandaAún no hay calificaciones
- F00501 Rev 2T Solicitud de InformaciónDocumento1 páginaF00501 Rev 2T Solicitud de Informaciónflor mirandaAún no hay calificaciones
- Anexo 3 - Plan de Inspección y Ensayo Requinoa - REV - 0Documento8 páginasAnexo 3 - Plan de Inspección y Ensayo Requinoa - REV - 0LuisAún no hay calificaciones
- F0000 Rev 2T Indice de FormatosDocumento11 páginasF0000 Rev 2T Indice de Formatosflor mirandaAún no hay calificaciones
- Anexo 3 - Plan de Inspección y Ensayo Requinoa - REV - 0Documento8 páginasAnexo 3 - Plan de Inspección y Ensayo Requinoa - REV - 0LuisAún no hay calificaciones
- 1Documento7 páginas1flor mirandaAún no hay calificaciones
- Protocol OsDocumento7 páginasProtocol OsgmailAún no hay calificaciones
- Pruebas y Protocolos de SoldaduraDocumento7 páginasPruebas y Protocolos de Soldaduraflor mirandaAún no hay calificaciones
- ComentariosNormaE 070 InformeDocumento147 páginasComentariosNormaE 070 InformeGonz4L0Aún no hay calificaciones
- E.070 Albañileria ActualDocumento15 páginasE.070 Albañileria Actualhart_dan72727Aún no hay calificaciones
- Tablas y Gráficas Estadísticas para Quinto de PrimariaDocumento8 páginasTablas y Gráficas Estadísticas para Quinto de PrimariaISABEL SOFIA RAMIREZ CAÑONAún no hay calificaciones
- La Historia Del Atatay TeamDocumento2 páginasLa Historia Del Atatay Teaminti rioja guzmanAún no hay calificaciones
- Los Principios de JuegoDocumento15 páginasLos Principios de JuegoGabrio BarbieriAún no hay calificaciones
- Rutina 4d MSC 4 Agus GayDocumento1 páginaRutina 4d MSC 4 Agus GayAgustin GregorettiAún no hay calificaciones
- Avanzult3 PDFDocumento4 páginasAvanzult3 PDFFernandoRieraJuradoAún no hay calificaciones
- Reglamento Voleibol Municipal 2021Documento20 páginasReglamento Voleibol Municipal 2021claudiiAún no hay calificaciones
- Bases para El Campeonato Relampago ProDocumento2 páginasBases para El Campeonato Relampago ProPatico DG TorresAún no hay calificaciones
- Top100 TwitterPy2012Documento3 páginasTop100 TwitterPy2012Rafael MemmelAún no hay calificaciones
- Entrenamiento - Tus Mejores 10k - AtletasDocumento18 páginasEntrenamiento - Tus Mejores 10k - AtletasCarlos Ramon Vidal Tovar100% (1)
- Carreras de VelocidadDocumento4 páginasCarreras de VelocidadJorge Andres Manrique GonzalezAún no hay calificaciones
- Ensayo sobre la Recepción en Educación FísicaDocumento9 páginasEnsayo sobre la Recepción en Educación FísicaRene MirandaAún no hay calificaciones
- Imágenes: BSTN Store - Productos de CalidadDocumento1 páginaImágenes: BSTN Store - Productos de CalidadPanuky 11Aún no hay calificaciones
- Examen 8bDocumento3 páginasExamen 8bJuanAún no hay calificaciones
- Ejercicios de DFDDocumento26 páginasEjercicios de DFDMartin Huamani MendozaAún no hay calificaciones
- El Tablero Alterna en Sus Escaques Dos ColoresDocumento6 páginasEl Tablero Alterna en Sus Escaques Dos ColoresSantiago ColinaAún no hay calificaciones
- Octavo Educacion Fisica Taller 1Documento3 páginasOctavo Educacion Fisica Taller 1Arepas Santandereanas Carita FelizAún no hay calificaciones
- 1ro Lista de Asistencia de Padres A Las ReunionesDocumento11 páginas1ro Lista de Asistencia de Padres A Las ReunionesNormita Maria Rodriguez FloresAún no hay calificaciones
- La Tragedia de Los Andes. Roberto Canessa y Gustavo ZerbinoDocumento2 páginasLa Tragedia de Los Andes. Roberto Canessa y Gustavo ZerbinoIsa Daniele Ferreira100% (1)
- 8 - Karpov vs. PolugaevskyDocumento3 páginas8 - Karpov vs. PolugaevskyEric CaleroAún no hay calificaciones
- Análisis PowerliftingDocumento1 páginaAnálisis PowerliftingPrevencionista_1983Aún no hay calificaciones
- Desplazamientos 4 1Documento1 páginaDesplazamientos 4 1Milagros DE JesusAún no hay calificaciones
- cartilla-bolsa-estimulo-team-barranquilla-2024Documento13 páginascartilla-bolsa-estimulo-team-barranquilla-2024jotorgoAún no hay calificaciones
- Reglas Del Ultimate FrisbeeDocumento10 páginasReglas Del Ultimate FrisbeeYulyza Mercedes RamosAún no hay calificaciones
- Posiciones TaekwondoDocumento19 páginasPosiciones TaekwondoMonica MaldonadoAún no hay calificaciones
- Sangre de Campeones InvensibleDocumento5 páginasSangre de Campeones InvensibleAlianZa CensorChip100% (2)
- Álgebra potenciación radicaciónDocumento2 páginasÁlgebra potenciación radicaciónginnadezabAún no hay calificaciones
- Futbol SalaDocumento3 páginasFutbol Salasegundo11Aún no hay calificaciones
- Regalmento Mus Federacion Española MusDocumento13 páginasRegalmento Mus Federacion Española MusolazagutiaAún no hay calificaciones
- Juegos Olímpicos PDFDocumento35 páginasJuegos Olímpicos PDFMiigueel Sanchez50% (2)
- Atividad 8Documento9 páginasAtividad 8Josue PaltinAún no hay calificaciones