También podría gustarte
- Vocabulario orientativo del Examen de Capacitación en Lengua Japonesa Nivel 3Documento17 páginasVocabulario orientativo del Examen de Capacitación en Lengua Japonesa Nivel 3Andrés López CastroAún no hay calificaciones
- Análisis MRP del aspersor para pasto #377Documento8 páginasAnálisis MRP del aspersor para pasto #377TatianaZambranoAlíAún no hay calificaciones
- S1a2 Floresf ItzelDocumento4 páginasS1a2 Floresf ItzelLuz Elena Lozano HernandezAún no hay calificaciones
- CasoDocumento3 páginasCasoEricka OrdoñezAún no hay calificaciones
- Contabilidad de inversiones permanentesDocumento2 páginasContabilidad de inversiones permanentesJaime Romero Astete100% (2)
- Actividad EconomicaDocumento5 páginasActividad EconomicaYosmiraDeRojasAún no hay calificaciones
- MRP Con RiesgoDocumento9 páginasMRP Con RiesgoAndrésFloresAún no hay calificaciones
- 2 Parte - Decision de Programacion de Compras y de SuministrosDocumento12 páginas2 Parte - Decision de Programacion de Compras y de Suministrosjagc1991Aún no hay calificaciones
- Tema1y2 PlanMaestro MPSDocumento9 páginasTema1y2 PlanMaestro MPSAlberto SabásAún no hay calificaciones
- Trabajo - Finalo - Grupo - 256598 - 1 (1) Planeacion y Control de La ProduccionDocumento46 páginasTrabajo - Finalo - Grupo - 256598 - 1 (1) Planeacion y Control de La ProduccionArnulivan Idrobo MuñozAún no hay calificaciones
- Gestión de ComprasDocumento33 páginasGestión de ComprasSebastianAún no hay calificaciones
- Clase 09 Planeacion y Requerimiento de MaterialesDocumento27 páginasClase 09 Planeacion y Requerimiento de MaterialesLUIS ADRIAN VASQUEZ MALCAAún no hay calificaciones
- Programación de La Producción (Diapositivas)Documento15 páginasProgramación de La Producción (Diapositivas)Alessandro ZambuchiniAún no hay calificaciones
- 1.3 - Plan Maestro de ProducciónDocumento9 páginas1.3 - Plan Maestro de ProducciónvirneyAún no hay calificaciones
- Plan Maestro y MRPDocumento43 páginasPlan Maestro y MRPPedro Andres Zuñiga TorresAún no hay calificaciones
- MPS, Bom y MRPDocumento41 páginasMPS, Bom y MRPSegismundo Castellon100% (3)
- PCO Guía 2 2023-2Documento31 páginasPCO Guía 2 2023-2acme060299Aún no hay calificaciones
- Plan Maestro de ProducciónDocumento4 páginasPlan Maestro de ProducciónLucioAsmatAún no hay calificaciones
- Administracion de Las Operaciones Ii: Nombre de La MaetriaDocumento6 páginasAdministracion de Las Operaciones Ii: Nombre de La MaetriaJuan PerezAún no hay calificaciones
- S6.s1 Desarrollo Del Plan MaestroDocumento37 páginasS6.s1 Desarrollo Del Plan MaestroAstridAún no hay calificaciones
- S6.s1 Desarrollo Del Plan MaestroDocumento37 páginasS6.s1 Desarrollo Del Plan MaestroAstridAún no hay calificaciones
- La Planeación de Requerimientos de MaterialesDocumento22 páginasLa Planeación de Requerimientos de MaterialesSandy Peñaloza MercadoAún no hay calificaciones
- Actividad 5Documento14 páginasActividad 5Alejandra HinojosAún no hay calificaciones
- Medidas de ProducciónDocumento36 páginasMedidas de ProducciónANGEL ESPINOZA NIETOAún no hay calificaciones
- MRP Inverso - Trabajo CompletoDocumento40 páginasMRP Inverso - Trabajo CompletoSmith Reyes100% (1)
- MRP EjemploDocumento21 páginasMRP EjemploYesenia SaldívarAún no hay calificaciones
- ResumenDocumento5 páginasResumenjose cortesAún no hay calificaciones
- PRACTICA 3. MANEJO DE MATERIALES (Gestión de Inventarios)Documento20 páginasPRACTICA 3. MANEJO DE MATERIALES (Gestión de Inventarios)Mariano MuñozAún no hay calificaciones
- PLAN MAESTRO DE PRODUCCIÓN p57Documento49 páginasPLAN MAESTRO DE PRODUCCIÓN p57Elias MurilloAún no hay calificaciones
- Plan Maestro de Produccion PDFDocumento18 páginasPlan Maestro de Produccion PDFCarlos Eduardo Apolo AsmatAún no hay calificaciones
- Planeación de requerimientos de materiales MRPDocumento4 páginasPlaneación de requerimientos de materiales MRPenzo.renato4976Aún no hay calificaciones
- Primer Entregable de Proyecto IntegradorDocumento8 páginasPrimer Entregable de Proyecto IntegradorEdiciones JoshefAún no hay calificaciones
- Aplicacion Del MRPDocumento14 páginasAplicacion Del MRPRkoValadezAún no hay calificaciones
- MRP: Planeación de requerimientos de materialesDocumento7 páginasMRP: Planeación de requerimientos de materialesVanessa Del Castillo SáenzAún no hay calificaciones
- Sistema MRPDocumento12 páginasSistema MRPpablo riosAún no hay calificaciones
- Repaso-Ejercicios 2do ParcialDocumento6 páginasRepaso-Ejercicios 2do ParcialmariangelAún no hay calificaciones
- Plan Maestro de Producción en Ingeniería IndustrialDocumento10 páginasPlan Maestro de Producción en Ingeniería IndustrialJorge De Ovando O.Aún no hay calificaciones
- Unidad IV Plan MaestroDocumento25 páginasUnidad IV Plan MaestroDavid Osiris Fernandez AvalosAún no hay calificaciones
- Ao2 Unidad 3Documento16 páginasAo2 Unidad 3Jose Huerta DiazAún no hay calificaciones
- Lecturas Actividad 2Documento12 páginasLecturas Actividad 2Antoniof GalavizAún no hay calificaciones
- Sesion 7Documento28 páginasSesion 7JEREMY JESUS MONTAÑEZ ALLAUCAAún no hay calificaciones
- MII506 S3 Formato Tarea Grupo 4Documento10 páginasMII506 S3 Formato Tarea Grupo 4Jose MontesAún no hay calificaciones
- Planeacion de Requerimiento de MaterialesDocumento7 páginasPlaneacion de Requerimiento de MaterialesJorge LlerenaAún no hay calificaciones
- Jerarquia Planes de Produccion v3 - APUNTE AnneDocumento22 páginasJerarquia Planes de Produccion v3 - APUNTE AnneFrancisco Torres ArellanoAún no hay calificaciones
- Plan Maestro de ProducciónDocumento14 páginasPlan Maestro de ProducciónLimon Alejandro100% (1)
- Egercicio de Planificación AgregadaDocumento11 páginasEgercicio de Planificación AgregadaVale SoleAún no hay calificaciones
- Practica 3 Manejo de MaterialesDocumento20 páginasPractica 3 Manejo de MaterialesMarianSotoAún no hay calificaciones
- Plan Maestro de ProduccionDocumento22 páginasPlan Maestro de ProduccionAnonymous Nn4cCWaJAún no hay calificaciones
- Act. 3Documento11 páginasAct. 3Luis Miguel SaucedhaAún no hay calificaciones
- Plan Maestro y MRPDocumento21 páginasPlan Maestro y MRPMarcoAún no hay calificaciones
- Practica 6Documento6 páginasPractica 6icf_300Aún no hay calificaciones
- Entregable - Caso S9 - PRMDocumento14 páginasEntregable - Caso S9 - PRMRené Alejandro Urrea ValdésAún no hay calificaciones
- 5 - Programa Maestro de ProducciónDocumento16 páginas5 - Programa Maestro de ProducciónYesenia Lizeth50% (2)
- Pco Ii Ua 5Documento28 páginasPco Ii Ua 5antony liberato duranAún no hay calificaciones
- Desarrollo Del MPSDocumento4 páginasDesarrollo Del MPSJuan Jesus Teran100% (1)
- Unidad 3 AOIIDocumento16 páginasUnidad 3 AOIIXG VarelaAún no hay calificaciones
- 6 Plan Maestro Producción ResumenDocumento16 páginas6 Plan Maestro Producción ResumenMatias OrellanaAún no hay calificaciones
- MRP I y IIDocumento10 páginasMRP I y IIsilvermcd1Aún no hay calificaciones
- S07.s1 - Material - Inventario Disponible. Tiempo y Tamaño de Las CantidadesDocumento19 páginasS07.s1 - Material - Inventario Disponible. Tiempo y Tamaño de Las CantidadesGREYSI ANYELA SUCLUPE FLORESAún no hay calificaciones
- Resumen del Capítulo Planificación y Requerimientos de MaterialesDocumento37 páginasResumen del Capítulo Planificación y Requerimientos de MaterialesandinoAún no hay calificaciones
- CAPT 02.2 SISTEMAS DE RENOVACION DE INVENTARIOS - v2.0 - PARTE III - Nivel de Servicio, TpopDocumento6 páginasCAPT 02.2 SISTEMAS DE RENOVACION DE INVENTARIOS - v2.0 - PARTE III - Nivel de Servicio, TpopAdriana DionicioAún no hay calificaciones
- Proyecto ElefanteDocumento20 páginasProyecto ElefanteFrancisco CastañedaAún no hay calificaciones
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- UF1029 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones frigoríficasDe EverandUF1029 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones frigoríficasAún no hay calificaciones
- RivadaviaDocumento8 páginasRivadaviaDiario de Cuyo50% (2)
- Glosario - Documentación de Python - 3.10.5Documento19 páginasGlosario - Documentación de Python - 3.10.5AndrésFloresAún no hay calificaciones
- Agrupamientos - MoodleDocsDocumento4 páginasAgrupamientos - MoodleDocsAndrésFloresAún no hay calificaciones
- IDLE - Documentación de Python - 3.10.5Documento14 páginasIDLE - Documentación de Python - 3.10.5AndrésFloresAún no hay calificaciones
- Disponible Solamente para Miembros de Grupo - MoodleDocsDocumento2 páginasDisponible Solamente para Miembros de Grupo - MoodleDocsAndrésFloresAún no hay calificaciones
- Cómo Estudiar Más en Menos Tiempo - El Mundo - Sanjuan8Documento5 páginasCómo Estudiar Más en Menos Tiempo - El Mundo - Sanjuan8AndrésFloresAún no hay calificaciones
- Lineas Departamentos RedTulum v1Documento62 páginasLineas Departamentos RedTulum v1MartinMortisAún no hay calificaciones
- Agrupamientos FAQ - MoodleDocsDocumento2 páginasAgrupamientos FAQ - MoodleDocsAndrésFloresAún no hay calificaciones
- Importar Grupos - MoodleDocsDocumento2 páginasImportar Grupos - MoodleDocsAndrésFloresAún no hay calificaciones
- Folleto Karate Meimoku SeishinDocumento16 páginasFolleto Karate Meimoku SeishinAndrésFloresAún no hay calificaciones
- Idioma JaponésDocumento9 páginasIdioma JaponésAndrésFloresAún no hay calificaciones
- Compilación en Tiempo de EjecuciónDocumento2 páginasCompilación en Tiempo de EjecuciónAndrésFloresAún no hay calificaciones
- Vocabulario Japonés Nivel 2Documento0 páginasVocabulario Japonés Nivel 2tropantumanque100% (1)
- Vocabulario - Nivel 1Documento62 páginasVocabulario - Nivel 1Angelica Jimenez MansillaAún no hay calificaciones
- Vocabulario - Nivel 1Documento62 páginasVocabulario - Nivel 1Angelica Jimenez MansillaAún no hay calificaciones
- Bonsái - La NacionDocumento1 páginaBonsái - La NacionAndrésFloresAún no hay calificaciones
- La IMET como herramienta en la CSDocumento21 páginasLa IMET como herramienta en la CSAYUA0223Aún no hay calificaciones
- EvaluarPresentaciónOralDocumento2 páginasEvaluarPresentaciónOralpasovabiAún no hay calificaciones
- Capitulo 6 ESTUDIO DE METODOS OITDocumento6 páginasCapitulo 6 ESTUDIO DE METODOS OITAndrésFloresAún no hay calificaciones
- Implementación del manual de calidad ISO 9002 en empresa gráficaDocumento4 páginasImplementación del manual de calidad ISO 9002 en empresa gráficaSsaMary LazzAún no hay calificaciones
- 14 Puntos de DemingDocumento5 páginas14 Puntos de DemingAndrésFloresAún no hay calificaciones
- Planificación de TurnosDocumento14 páginasPlanificación de TurnosAndrésFlores100% (1)
- Datos - Destacados Molinos Rio de La PlataDocumento28 páginasDatos - Destacados Molinos Rio de La PlataAndrésFloresAún no hay calificaciones
- Stock de SeguridadDocumento3 páginasStock de SeguridadAndrésFloresAún no hay calificaciones
- Guía para Elaborar Un Sistema de Control de Producción en FábricaDocumento19 páginasGuía para Elaborar Un Sistema de Control de Producción en FábricanormiuxesAún no hay calificaciones
- Molinos Rios de La Plata Sa 311208Documento168 páginasMolinos Rios de La Plata Sa 311208AndrésFloresAún no hay calificaciones
- ProgramLinealParametricaModelosEnterosAlgoritmosPuntoInteriorDocumento22 páginasProgramLinealParametricaModelosEnterosAlgoritmosPuntoInteriorAndrésFloresAún no hay calificaciones
- Bib Jit - Toc - 2018Documento1 páginaBib Jit - Toc - 2018AndrésFloresAún no hay calificaciones
- Ejercicios de interés simple matemáticas financierasDocumento7 páginasEjercicios de interés simple matemáticas financierasDiego Alcides Carrión RamosAún no hay calificaciones
- Que Es El Espíritu EmprendedorDocumento8 páginasQue Es El Espíritu EmprendedorRonald Alan MonteroAún no hay calificaciones
- Cuadros Estados FinancierosDocumento23 páginasCuadros Estados FinancierosIrixiTa Atañep ZerepAún no hay calificaciones
- Marco ConceptualDocumento6 páginasMarco ConceptualDany Julon CaruajulcaAún no hay calificaciones
- Trabajo Investigación CarguioDocumento4 páginasTrabajo Investigación CarguioElena Tobar VelásquezAún no hay calificaciones
- Cotizaciones YomairaDocumento2 páginasCotizaciones Yomairayasna zentenoAún no hay calificaciones
- Planeacion Agregada Metodo de CazaDocumento5 páginasPlaneacion Agregada Metodo de CazaKelvin CamusAún no hay calificaciones
- El Proceso de Ventas ConsultivasDocumento31 páginasEl Proceso de Ventas ConsultivasRufino FerreiraAún no hay calificaciones
- Problemas PropuestosDocumento8 páginasProblemas PropuestosKarina LisbethAún no hay calificaciones
- Practica DemandaDocumento1 páginaPractica DemandaNickoll Chávez SilvaAún no hay calificaciones
- Facilidades Aduaneras y Programas de FomentoDocumento30 páginasFacilidades Aduaneras y Programas de FomentoMonserrat CadenaAún no hay calificaciones
- Crowding Out-In en ColombiaDocumento2 páginasCrowding Out-In en ColombiagarciacamiloAún no hay calificaciones
- Ufrrj 20012Documento3 páginasUfrrj 20012Roberta GadelhaAún no hay calificaciones
- Tema 3 Tabla Resumen Teorias Comercio InternacionalDocumento3 páginasTema 3 Tabla Resumen Teorias Comercio InternacionalCarlosMuñozAún no hay calificaciones
- Resumen de costos de importación con detalle de conceptos y cálculos de IVA y arancelDocumento2 páginasResumen de costos de importación con detalle de conceptos y cálculos de IVA y arancelMafeAlvarado100% (1)
- CHECK LIST DE CUMPLIMIENTO LABORALDocumento1 páginaCHECK LIST DE CUMPLIMIENTO LABORALjanetveronicaAún no hay calificaciones
- Guia Tributos EstadalesDocumento4 páginasGuia Tributos EstadalesAngel Garcia LopezAún no hay calificaciones
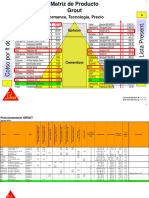
- 08.15.10 Matriz de GroutDocumento2 páginas08.15.10 Matriz de GroutCAMARRODAún no hay calificaciones
- S02s1Material 1Documento35 páginasS02s1Material 1Yhoorch NeryAún no hay calificaciones
- Roles gerenciales y estrategia según MintzbergDocumento6 páginasRoles gerenciales y estrategia según MintzbergYsa Bel100% (1)
- Cuestionario de RepasoDocumento5 páginasCuestionario de Repasocharlie johana100% (1)
- Activos FijosDocumento58 páginasActivos FijosMariana Elena PedrielAún no hay calificaciones
- Un Modelo de Demanda de Dinero Intertemporal Con Costo de TransaccionesDocumento5 páginasUn Modelo de Demanda de Dinero Intertemporal Con Costo de TransaccionesLuIsEnriqueTaCoZuletaAún no hay calificaciones
- Logística Turquía Aeropuertos Puertos FerrocarrilDocumento2 páginasLogística Turquía Aeropuertos Puertos FerrocarrilMarcela HernándezAún no hay calificaciones
- Auditoría integral universidad conceptosDocumento9 páginasAuditoría integral universidad conceptoshugo_velazquez84Aún no hay calificaciones
- INMOTICADocumento20 páginasINMOTICALeonardo ParedesAún no hay calificaciones
- Analisis Tecnico de Los Mercados Financieros (JJ Murphy) PDFDocumento547 páginasAnalisis Tecnico de Los Mercados Financieros (JJ Murphy) PDFJose Luis GarciaAún no hay calificaciones