También podría gustarte
- Certificado Homologación PinturaDocumento1 páginaCertificado Homologación PinturaJoni FdAún no hay calificaciones
- Nazca Pro 7018Documento1 páginaNazca Pro 7018adanmeneses1Aún no hay calificaciones
- Acta Kom (Inicio de Obra en Campo) - Arco-Construcción Facilidades Ron 2020Documento4 páginasActa Kom (Inicio de Obra en Campo) - Arco-Construcción Facilidades Ron 2020Carlin BabuchasAún no hay calificaciones
- Procedimiento Constructivo de PrefabricadosDocumento30 páginasProcedimiento Constructivo de PrefabricadosYesenia Cruz100% (1)
- Informe de Calidad (Dossier Servicio Sandblasting) Con AjustesDocumento60 páginasInforme de Calidad (Dossier Servicio Sandblasting) Con Ajustesantoniosofware100% (1)
- HT Aurozinc 80Documento3 páginasHT Aurozinc 80Manuel GOAún no hay calificaciones
- ARENADODocumento8 páginasARENADOLuis Guevara100% (1)
- Aip 72Documento3 páginasAip 72Rodrigo SBAún no hay calificaciones
- Carta Ral HempelDocumento4 páginasCarta Ral Hempeljast1111Aún no hay calificaciones
- Procedimiento de Preparacion Superficial y Pintado en Carpinteria MetalicaDocumento8 páginasProcedimiento de Preparacion Superficial y Pintado en Carpinteria MetalicaCarlos Alberto Cordova Herrnandez100% (1)
- Certificado de Homologacion-J62zp - Jp2000-Claudio QuispeDocumento1 páginaCertificado de Homologacion-J62zp - Jp2000-Claudio QuispeLuis Alexander Cristobal Ubaldo100% (1)
- Smcvsaa-maquinsa-Informe Final-Tanque Acido 161208 SCDocumento7 páginasSmcvsaa-maquinsa-Informe Final-Tanque Acido 161208 SCmecanicquiqueAún no hay calificaciones
- Procedimiento Arenado y PintadoDocumento11 páginasProcedimiento Arenado y PintadoJohn HaronldAún no hay calificaciones
- HT Pegamento CERAMICO Interiores CELIMA Ed1 16dic08Documento2 páginasHT Pegamento CERAMICO Interiores CELIMA Ed1 16dic08Anibal Luna LeonAún no hay calificaciones
- Fabricacion, Arenado y Pintado de Estructuras Metalicas - V y Piece SacDocumento3 páginasFabricacion, Arenado y Pintado de Estructuras Metalicas - V y Piece SacJotaHilReyAún no hay calificaciones
- Plan de Mantenimiento Pintura ElectrostaticaDocumento5 páginasPlan de Mantenimiento Pintura ElectrostaticamarlonAún no hay calificaciones
- Epomax HB 85 Gris Ral 7035 Certificado de CalidadDocumento1 páginaEpomax HB 85 Gris Ral 7035 Certificado de CalidadFreddy Taipe CruAún no hay calificaciones
- Pintura Industrial - ExperienciaDocumento18 páginasPintura Industrial - ExperienciaOmarAún no hay calificaciones
- Ficha Tecnica de PinturaDocumento2 páginasFicha Tecnica de PinturaRuben Alberto Ñavincopa CarhuamacaAún no hay calificaciones
- EcoQuip® Equipo de Arenado Vapor Abrasive®Documento15 páginasEcoQuip® Equipo de Arenado Vapor Abrasive®Dan AyalaAún no hay calificaciones
- Ficha Técnica QualidurDocumento2 páginasFicha Técnica Qualidurluis CcasaAún no hay calificaciones
- 3.16 Iponlac PrimerDocumento4 páginas3.16 Iponlac PrimerPeter CallánAún no hay calificaciones
- HT - Bonn Mastic 850 LTDocumento2 páginasHT - Bonn Mastic 850 LTjopersa90% (2)
- Soldadura en Construcciones MetalicasDocumento31 páginasSoldadura en Construcciones MetalicasAndres Martinez MezaAún no hay calificaciones
- Reporte de Inspección - N°1Documento1 páginaReporte de Inspección - N°1AngelTinoco100% (1)
- 3.1.5 Protocolo de Adeherencia y Espesor de PinturaDocumento3 páginas3.1.5 Protocolo de Adeherencia y Espesor de PinturaPercy MejiaAún no hay calificaciones
- Procedimiento de Resane de Pintura Según SSPCDocumento6 páginasProcedimiento de Resane de Pintura Según SSPCJoni FdAún no hay calificaciones
- Mortero para Grouting Sikadur 42cl PDFDocumento6 páginasMortero para Grouting Sikadur 42cl PDFWaldo Adones OlidenAún no hay calificaciones
- Pintura Ensayos No DestructivosDocumento15 páginasPintura Ensayos No Destructivosreneluisperez100% (1)
- 19-Sikagrout 212Documento5 páginas19-Sikagrout 212freudamorAún no hay calificaciones
- TIZADODocumento2 páginasTIZADOPeter CallánAún no hay calificaciones
- Ficha Tecnica Cantesco PDFDocumento2 páginasFicha Tecnica Cantesco PDFAlberto Vega0% (1)
- Esmalte Epoxico KBDocumento2 páginasEsmalte Epoxico KBCinthia CarranzaAún no hay calificaciones
- PinturaDocumento3 páginasPinturaAlejandra GandaraAún no hay calificaciones
- S 03 NumeracionDocumento18 páginasS 03 NumeracionJuan Carlos Cabanillas VillalobosAún no hay calificaciones
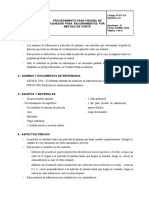
- Ip-Dt-02-Prueba de Adhesión Por Metodo de CorteDocumento6 páginasIp-Dt-02-Prueba de Adhesión Por Metodo de CorteMilton Jesus Tapia VillarrealAún no hay calificaciones
- Pegamento de Porcelanato 1 PDFDocumento1 páginaPegamento de Porcelanato 1 PDFDnc Nando FredyAún no hay calificaciones
- Prueba de Adherencia Por CorteDocumento8 páginasPrueba de Adherencia Por CorteDiego Cahuaya AlbinoAún no hay calificaciones
- Ficha Tecnica UNIESMALTE EPOXICO 600 PeruPaint PDFDocumento2 páginasFicha Tecnica UNIESMALTE EPOXICO 600 PeruPaint PDFJhonatan Roncalla QuispeAún no hay calificaciones
- Proc. Preparación Superficial y PinturaDocumento6 páginasProc. Preparación Superficial y PinturaricardodelatorreAún no hay calificaciones
- Tabla de TorqueDocumento23 páginasTabla de Torquejuan ormacheaAún no hay calificaciones
- Tablas de Consumos de GasesDocumento1 páginaTablas de Consumos de GasesGerman DAAún no hay calificaciones
- Procedimiento Galvanizado en Frio AP V1Documento3 páginasProcedimiento Galvanizado en Frio AP V1David SantiagoAún no hay calificaciones
- Preparacion de Superficie y Aplicación de Pintura.Documento38 páginasPreparacion de Superficie y Aplicación de Pintura.Renzo HuarcayaAún no hay calificaciones
- Normas de Preparación de Superficies Sspc-sp6Documento3 páginasNormas de Preparación de Superficies Sspc-sp6David DaemmejAún no hay calificaciones
- Pintura Epoxi FenolicaDocumento2 páginasPintura Epoxi FenolicaChilo D.T.Aún no hay calificaciones
- Z Flex Poliuretano 30 40 PDFDocumento4 páginasZ Flex Poliuretano 30 40 PDFwalter ivan100% (1)
- Ficha Tecnica Anclaje HIT RE 500Documento20 páginasFicha Tecnica Anclaje HIT RE 500dafsingAún no hay calificaciones
- Ra 26 ModificadoDocumento5 páginasRa 26 ModificadoDearRed FrankAún no hay calificaciones
- HT Auromastic 70 EP..Documento3 páginasHT Auromastic 70 EP..Julio Rosas Pezo100% (2)
- Certificado de Calidad Galvanizado Discon R. 18-0628 HerrajesDocumento1 páginaCertificado de Calidad Galvanizado Discon R. 18-0628 HerrajesKaren Lancheros FonsecaAún no hay calificaciones
- HDS DiluyenteDocumento4 páginasHDS Diluyentefclp16Aún no hay calificaciones
- Transporte Neumatico - MqiiDocumento9 páginasTransporte Neumatico - MqiiEdwin Freddy Huayta PaccoAún no hay calificaciones
- Tratamiento y Pintura Metalicas AcerconDocumento21 páginasTratamiento y Pintura Metalicas AcerconFrank Castañeda AgurtoAún no hay calificaciones
- Presentacion HMC Ingenieria Sandblasting Pára El Sena 1Documento7 páginasPresentacion HMC Ingenieria Sandblasting Pára El Sena 1melito4631gmailcomAún no hay calificaciones
- El ArenadoDocumento5 páginasEl ArenadoChristian Paul Chumacero IncioAún no hay calificaciones
- 1490 Preparación de SuperficiesDocumento9 páginas1490 Preparación de SuperficiesAnonymous HargxqRAún no hay calificaciones
- Limpieza y Pinturas IndustrialesDocumento26 páginasLimpieza y Pinturas IndustrialesSandraAún no hay calificaciones
- Preparacion de La Superficie - ArenadoDocumento6 páginasPreparacion de La Superficie - ArenadoPablo RossiAún no hay calificaciones
- Tratamiento de Superficies para PintarDocumento3 páginasTratamiento de Superficies para PintarCarlos Oreste VazquezAún no hay calificaciones
- Arenado y PintadoDocumento9 páginasArenado y PintadoJanio OliverAún no hay calificaciones
- Como Tener Exito Duradero Descubre Como AplicaDebes Violar SpanishDocumento129 páginasComo Tener Exito Duradero Descubre Como AplicaDebes Violar SpanishYvan Nuñez EscobedoAún no hay calificaciones
- Recargues Por SoldeoDocumento48 páginasRecargues Por SoldeoYvan Nuñez EscobedoAún no hay calificaciones
- Welding DataDocumento54 páginasWelding DataYvan Nuñez EscobedoAún no hay calificaciones
- Val. Mariposa HP S4143 - Bray (Torques)Documento10 páginasVal. Mariposa HP S4143 - Bray (Torques)Yvan Nuñez Escobedo100% (1)
- Mtc-405-Tamizado de Las EmulsionesDocumento3 páginasMtc-405-Tamizado de Las EmulsionesYvan Nuñez EscobedoAún no hay calificaciones
- Tabla de Torque PDFDocumento1 páginaTabla de Torque PDFYvan Nuñez EscobedoAún no hay calificaciones
- Mtc-320-Recuperación Elástica Por TorsiónDocumento4 páginasMtc-320-Recuperación Elástica Por TorsiónYvan Nuñez EscobedoAún no hay calificaciones
- MTC 310 Viscosidad CinemáticaDocumento14 páginasMTC 310 Viscosidad CinemáticaYvan Nuñez EscobedoAún no hay calificaciones
- Epli Cap15021 1801574 Ot 002Documento55 páginasEpli Cap15021 1801574 Ot 002Yvan Nuñez EscobedoAún no hay calificaciones
- Mtc-307-Punto de Ablandamiento PDFDocumento8 páginasMtc-307-Punto de Ablandamiento PDFYvan Nuñez EscobedoAún no hay calificaciones
- Mtc-408-PH de Las EmulsionesDocumento3 páginasMtc-408-PH de Las EmulsionesYvan Nuñez EscobedoAún no hay calificaciones
- Mtc-111-L. P. e I. P.Documento3 páginasMtc-111-L. P. e I. P.Yvan Nuñez EscobedoAún no hay calificaciones
- 03-Quimica Aplicada A La Ingenieria ElectricaDocumento3 páginas03-Quimica Aplicada A La Ingenieria ElectricaIngenieria ebdAún no hay calificaciones
- Quitosano1 PDFDocumento117 páginasQuitosano1 PDFMariana ArrozAún no hay calificaciones
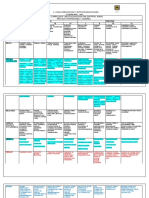
- Malla Curricular de Música 2016.Documento16 páginasMalla Curricular de Música 2016.Eduardo FlamencoAún no hay calificaciones
- Prueba A La LlamaDocumento2 páginasPrueba A La LlamaAlondra VargasAún no hay calificaciones
- Valencias CompletaDocumento1 páginaValencias CompletaTeamThree100% (1)
- Tema 2-Estructura de Los Materiales PDFDocumento63 páginasTema 2-Estructura de Los Materiales PDFAdrian Cruz LopezAún no hay calificaciones
- Importancia de Los Elementos QuímicosDocumento11 páginasImportancia de Los Elementos QuímicosIván AlbertoAún no hay calificaciones
- Historia Material EsDocumento2 páginasHistoria Material EsLIDIA MERCEDES CHAVEZ AYALAAún no hay calificaciones
- Lubricación Básica PDFDocumento65 páginasLubricación Básica PDFJesús RodríguezAún no hay calificaciones
- Problemas de Leyes de FaradayDocumento5 páginasProblemas de Leyes de FaradaydiegoAún no hay calificaciones
- PlataDocumento9 páginasPlataCRISTIAN ALBERTO CAMACHO AGUILARAún no hay calificaciones
- 2do SEC. BIOLOGIADocumento29 páginas2do SEC. BIOLOGIAMastersitoAún no hay calificaciones
- Polvos MetalicosDocumento3 páginasPolvos MetalicosCarlos VeraAún no hay calificaciones
- Identificacion de Los MaterialesDocumento7 páginasIdentificacion de Los Materialesjofleapeppers752539Aún no hay calificaciones
- Metales y Aleaciones en OdontologiaDocumento23 páginasMetales y Aleaciones en OdontologiaEsmeralda RVAún no hay calificaciones
- Definición Del CobreDocumento9 páginasDefinición Del CobrencantuariasAún no hay calificaciones
- Examen QuímicaDocumento4 páginasExamen QuímicaAndrea Guadalupe Villagran SandovalAún no hay calificaciones
- Maquinaria y Reconstrucción de Motores UIDE - ABP Consolidados Emilio EncaladaDocumento89 páginasMaquinaria y Reconstrucción de Motores UIDE - ABP Consolidados Emilio EncaladaEmilio EncaladaAún no hay calificaciones
- La HojalataDocumento31 páginasLa HojalatachristianvuksanovicAún no hay calificaciones
- CAP.19 Tableros MetalcladDocumento19 páginasCAP.19 Tableros MetalcladRichard Gracie LemonAún no hay calificaciones
- Semiconductores Objetivo #3Documento14 páginasSemiconductores Objetivo #3fabiancaloAún no hay calificaciones
- ASIGNACION 2 Procesos de ManufacturaDocumento3 páginasASIGNACION 2 Procesos de ManufacturaNeni PatiñoAún no hay calificaciones
- Técnicas de Lubricación MELDocumento112 páginasTécnicas de Lubricación MELJorge Aaron Veneros ApablazanAún no hay calificaciones
- Monocristales y Policristales (Libro)Documento50 páginasMonocristales y Policristales (Libro)Jhosep AlmendrasAún no hay calificaciones
- Reciclaje de Basura ElectrónicaDocumento15 páginasReciclaje de Basura ElectrónicaCarlosAún no hay calificaciones
- Trabajo de Investigación NiquelDocumento6 páginasTrabajo de Investigación NiquelSilvana Belén Romo GallardoAún no hay calificaciones
- Moldeo en CoquillaDocumento20 páginasMoldeo en CoquillaCarlos OsorioAún no hay calificaciones
- Procesos de Fabricación 5.1, 5.2, 5.3Documento4 páginasProcesos de Fabricación 5.1, 5.2, 5.3LuiisManuelHdezAún no hay calificaciones
- El Pentagrama Esotrico PDFDocumento15 páginasEl Pentagrama Esotrico PDFRodrigo Absalon Larmenuz D Aumont100% (4)