También podría gustarte
- Cálculo de Volúmen de Argón y KG de AporteDocumento3 páginasCálculo de Volúmen de Argón y KG de AporteIvan Alfredo Parra Casarino0% (2)
- Costo de SoldaduraDocumento5 páginasCosto de Soldaduraapi-2672311295% (19)
- Calculo de Consumo de Soldadura MigDocumento1 páginaCalculo de Consumo de Soldadura MigOlga Sandoval Romero100% (12)
- Caso Práctico Completo NIA 330Documento125 páginasCaso Práctico Completo NIA 330furor100% (2)
- Tablas Consumo ElectrodosDocumento5 páginasTablas Consumo Electrodosramirez3789% (38)
- Calculo de Soldadura TuberiasDocumento3 páginasCalculo de Soldadura TuberiasarcelitasAún no hay calificaciones
- Calculo de Tiempos de SoldaduraDocumento2 páginasCalculo de Tiempos de SoldaduraJuan Carlos Castro80% (5)
- Instructivo para La Elaboracion de Procedimientos de SoldaduraDocumento22 páginasInstructivo para La Elaboracion de Procedimientos de SoldaduraMiguel D Assisi Meneses95% (21)
- Revista EH 77-3 DigitalDocumento32 páginasRevista EH 77-3 DigitalAriana Valentina Rodriguez100% (1)
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
- Consumos de Soldadura y Tiempos de Ejecucion en Juntas A 60Documento5 páginasConsumos de Soldadura y Tiempos de Ejecucion en Juntas A 60Juan Carlos Pinto Zea100% (4)
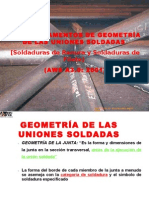
- Geometría de La Unión Soldada-09Documento78 páginasGeometría de La Unión Soldada-09Jesusislife80% (15)
- Rendimientos TuberiasDocumento10 páginasRendimientos TuberiasHernandez Carlos67% (3)
- Tablas Consumo SoldaduraDocumento283 páginasTablas Consumo SoldaduraIvan Alfredo Parra Casarino84% (19)
- Capitulo 6. Costos en SoldaduraDocumento23 páginasCapitulo 6. Costos en SoldaduraLizz MosqueraAún no hay calificaciones
- Rendimiento Soldadura y Montaje de CañeríasDocumento2 páginasRendimiento Soldadura y Montaje de CañeríasJuan Carlos Castro100% (6)
- Presupuestos y Control de Costos en SoldaduraDocumento82 páginasPresupuestos y Control de Costos en SoldaduraAvelino SantiagoAún no hay calificaciones
- Foro Sun LifeDocumento6 páginasForo Sun LifeNayeli Toro100% (2)
- SOLDADURADocumento28 páginasSOLDADURARobert Caro88% (8)
- Costo SoldaduraDocumento22 páginasCosto SoldaduraUlises Nuñez0% (1)
- Tablas de Consumo de ElectrodoDocumento2 páginasTablas de Consumo de Electrodothordeasgard95% (19)
- Consumo de Soldadura 2Documento2 páginasConsumo de Soldadura 2Vmbg Manuel100% (8)
- Costo de SoldaduraDocumento1 páginaCosto de SoldaduraanabelguadalupeAún no hay calificaciones
- Tablas Consumo SoldaduraDocumento9 páginasTablas Consumo SoldaduraHUGOAún no hay calificaciones
- Calculo de SoldaduraDocumento53 páginasCalculo de SoldaduraLuis92% (12)
- Tabla Consumo SoldaduraDocumento6 páginasTabla Consumo SoldaduraTalavera77Aún no hay calificaciones
- Cordon de Soldadura X Metro LinealDocumento16 páginasCordon de Soldadura X Metro LinealGerardo Jimenez Gonzalez67% (3)
- Costos SoldaduraDocumento4 páginasCostos SoldaduraDiana Carolina100% (1)
- Soldadura en Tuberias de Acero Inoxidable (Horas Hombre y Consumos)Documento1 páginaSoldadura en Tuberias de Acero Inoxidable (Horas Hombre y Consumos)Jorge CP93% (15)
- Cálculo y Estimación de Costos de Soldadura-EnviadoDocumento20 páginasCálculo y Estimación de Costos de Soldadura-EnviadoRicardo André Ambicho PinedoAún no hay calificaciones
- Soldaduras en Tuberias de Acero InoxidableDocumento1 páginaSoldaduras en Tuberias de Acero InoxidableSergio Rios MayoAún no hay calificaciones
- Tabla de RendimientosDocumento47 páginasTabla de RendimientosAldo Juan Gil Crisóstomo100% (1)
- Costos de Soldadura EjemploDocumento4 páginasCostos de Soldadura EjemploPaul BarrigaAún no hay calificaciones
- Granallado - Costo SalaDocumento3 páginasGranallado - Costo SalaricardodelatorreAún no hay calificaciones
- Tabla de Consumo de Soldadura en Tuberías de AceroDocumento6 páginasTabla de Consumo de Soldadura en Tuberías de AceroJosé Luis Ordóñez100% (1)
- Tablas Consumo SoldaduraDocumento9 páginasTablas Consumo SoldaduracarlosluishAún no hay calificaciones
- 04 Anexo 4 Montaje de TuberíaDocumento11 páginas04 Anexo 4 Montaje de TuberíaFlia Tierradentro Alfonso MaluAún no hay calificaciones
- MANUAL DE RENDIMIENTOS (Mecánica, Civil, Fabricación y Soldadura)Documento48 páginasMANUAL DE RENDIMIENTOS (Mecánica, Civil, Fabricación y Soldadura)Daniel Sieber100% (4)
- Costeo para Piezas SoldadasDocumento13 páginasCosteo para Piezas SoldadascontretrasAún no hay calificaciones
- Costos de Soldadura Ppt2009Documento48 páginasCostos de Soldadura Ppt2009lomasbig100% (1)
- Clase - PPT - 4 y 5Documento86 páginasClase - PPT - 4 y 5rubenpajuacoteraAún no hay calificaciones
- Paper Soldadura ListoDocumento12 páginasPaper Soldadura ListoServ TecnicoAún no hay calificaciones
- Costos en SoldaduraDocumento47 páginasCostos en SoldaduraRe Andrade M.Aún no hay calificaciones
- Costos de Soldadura Mig-Mag Vs SmawDocumento19 páginasCostos de Soldadura Mig-Mag Vs SmawAnonymous tI6cgOO7NA100% (1)
- Costos de SoldaduraDocumento8 páginasCostos de SoldaduraJosé Antonio Quispealaya HernándezAún no hay calificaciones
- Estimación de Volumen y Costos de SoldaduraDocumento43 páginasEstimación de Volumen y Costos de SoldaduraMiguel Angel Segovia TejadaAún no hay calificaciones
- Calculo de Costo de SoldaduraDocumento13 páginasCalculo de Costo de SoldaduraViviana ÑahuiAún no hay calificaciones
- Costos en SoldaduraDocumento3 páginasCostos en SoldaduraGiuseppe Francesco Pilot100% (1)
- Costos en SoldaduraDocumento8 páginasCostos en SoldaduraGiovanni FloresAún no hay calificaciones
- Costos en SoldaduraDocumento4 páginasCostos en SoldaduraRami Cornejo MercadoAún no hay calificaciones
- 3 Costos de Soldadura - Carlos LaraDocumento43 páginas3 Costos de Soldadura - Carlos LarajohannaAún no hay calificaciones
- Costos en SoldaduraDocumento7 páginasCostos en SoldaduraGabriel Caiza ViteriAún no hay calificaciones
- Calculo de SoldaduraDocumento7 páginasCalculo de Soldaduracastroyovanny10% (1)
- C608 Soldadura Manual, GMAW, MIG-MAGDocumento23 páginasC608 Soldadura Manual, GMAW, MIG-MAGPabloAlbertoPuenteAlfaroAún no hay calificaciones
- CostosDocumento8 páginasCostosCarlos NaranjoAún no hay calificaciones
- Calculo de Costos de SoldaduraDocumento16 páginasCalculo de Costos de SoldaduraCesar Cuasapaz GoyesAún no hay calificaciones
- Calculo y Costos de SoldaduraDocumento16 páginasCalculo y Costos de Soldaduradaniel100% (1)
- Fundamentos de Geotecnia SaezDocumento47 páginasFundamentos de Geotecnia SaezAnonymous W3NHorg9tAún no hay calificaciones
- Calculo de Los Costos en La Soldadura ElDocumento9 páginasCalculo de Los Costos en La Soldadura ElJOSE GABRIELAún no hay calificaciones
- Calculos de Costos de Soldadura-1Documento12 páginasCalculos de Costos de Soldadura-1Jorge Torrez RojasAún no hay calificaciones
- Calculos de Costos de SoldaduraDocumento12 páginasCalculos de Costos de SoldaduracarlosAún no hay calificaciones
- Costos de Soldadura PDFDocumento66 páginasCostos de Soldadura PDFJose GonzalesAún no hay calificaciones
- Evidencias CívicaDocumento4 páginasEvidencias CívicaYuliana GonzalesAún no hay calificaciones
- Sistema de ProteccionDocumento27 páginasSistema de ProteccionYuliana GonzalesAún no hay calificaciones
- Cartilla - Video MakerDocumento2 páginasCartilla - Video MakerYuliana GonzalesAún no hay calificaciones
- La Fe en DiosDocumento2 páginasLa Fe en DiosYuliana GonzalesAún no hay calificaciones
- Letras y Cifrados Edicion Oro PDFDocumento24 páginasLetras y Cifrados Edicion Oro PDFYuliana GonzalesAún no hay calificaciones
- Tres Aspectos de La Fe: Romanos 1:17 - "Porque en El Evangelio La Justicia de Dios Se Revela Por Fe yDocumento2 páginasTres Aspectos de La Fe: Romanos 1:17 - "Porque en El Evangelio La Justicia de Dios Se Revela Por Fe yYuliana GonzalesAún no hay calificaciones
- Formato Planificación Anual 2022 Lenguaje 3básicoDocumento12 páginasFormato Planificación Anual 2022 Lenguaje 3básicoCarol Camus OlivaresAún no hay calificaciones
- Principios Básicos e La El CtricidadDocumento63 páginasPrincipios Básicos e La El CtricidadJavier MolinaAún no hay calificaciones
- Tipos de Terminacion de PozosDocumento23 páginasTipos de Terminacion de PozosJessicaRamirezHernandezAún no hay calificaciones
- TD 2647Documento94 páginasTD 2647Santos TorrezAún no hay calificaciones
- SEM22 EPT 3,4y5 03SETDocumento5 páginasSEM22 EPT 3,4y5 03SETJosue Manuel Garayar LopezAún no hay calificaciones
- 00 Ins Ind IntroducciónDocumento11 páginas00 Ins Ind IntroducciónSANTIAGO DUQUEAún no hay calificaciones
- Apastepeque Magazine 2012 ADocumento11 páginasApastepeque Magazine 2012 Arealegeno100% (1)
- Activ de Aprendizaje-3ero-Sec. N°18Documento4 páginasActiv de Aprendizaje-3ero-Sec. N°18TIFFANY BRIGUITTE ARIZA GARCIAAún no hay calificaciones
- Contrato Transporte de Pasajeros de La Cooperativa Santandereana de Transportadores Limitada CopetranDocumento11 páginasContrato Transporte de Pasajeros de La Cooperativa Santandereana de Transportadores Limitada CopetranTania LaraAún no hay calificaciones
- Preamplificador para Guitarra Electrica Con DistorsionDocumento15 páginasPreamplificador para Guitarra Electrica Con DistorsionCristian DE PazAún no hay calificaciones
- 17 FisiologiaDocumento7 páginas17 FisiologiaEduardo VillanuevaAún no hay calificaciones
- Circuitos Electricos Corriente DirectaDocumento10 páginasCircuitos Electricos Corriente DirectaJOSEPH ALFREDO GALINDO OVIEDOAún no hay calificaciones
- Administracion EstrategicaDocumento113 páginasAdministracion EstrategicaRicardo Gonzalez VazquezAún no hay calificaciones
- ArticuloDocumento5 páginasArticuloNimrod Robinson AmorAún no hay calificaciones
- Bases Portal Analista Gestión de DatosDocumento7 páginasBases Portal Analista Gestión de DatosFabian Ignacio Abarza VillalobosAún no hay calificaciones
- ParónimosDocumento31 páginasParónimosQuique Gonzalez100% (1)
- TESIS COMPLETA JORIANNI DefinitivaDocumento48 páginasTESIS COMPLETA JORIANNI Definitivayanitza palaciosAún no hay calificaciones
- Paz y Salv - Angel VergaraDocumento2 páginasPaz y Salv - Angel Vergaraangel jose vergara alvarezAún no hay calificaciones
- 1 - Acti9 - INTERRUPTOR DIFERENCIAL, iID, iIDsi PDFDocumento7 páginas1 - Acti9 - INTERRUPTOR DIFERENCIAL, iID, iIDsi PDFjhonnyAún no hay calificaciones
- Estilo BiedermeierDocumento11 páginasEstilo BiedermeierZulmy BalladaresAún no hay calificaciones
- Mural InteractivoDocumento2 páginasMural InteractivoLisbeth Carrera NeyraAún no hay calificaciones
- Mi Cuaderno de ExperimentosDocumento34 páginasMi Cuaderno de ExperimentosJulia LázaroAún no hay calificaciones
- Revista Aprender A EnseñarDocumento39 páginasRevista Aprender A Enseñarelmy150Aún no hay calificaciones
- 12 Estilos de AprendizajeDocumento6 páginas12 Estilos de AprendizajeFreya Roshanak0% (1)
- Método Del Curso - ActualizadoDocumento77 páginasMétodo Del Curso - ActualizadoHermman NarvaezAún no hay calificaciones
- 6° PRUEBA - MATEMÁTICAS.II..2022v2Documento5 páginas6° PRUEBA - MATEMÁTICAS.II..2022v2Carlos Campillay AlvarezAún no hay calificaciones