También podría gustarte
- Investigacion MetalesDocumento37 páginasInvestigacion MetalesGenesis GonzalezAún no hay calificaciones
- Laboratorio 5 Aisi 1035 y D6Documento14 páginasLaboratorio 5 Aisi 1035 y D6Daniel LoyolaAún no hay calificaciones
- Informe Ultimo de TratamientoDocumento10 páginasInforme Ultimo de TratamientoronaldAún no hay calificaciones
- Austempering - ExposicionDocumento20 páginasAustempering - ExposicionVictorDiazMegoAún no hay calificaciones
- Designación AISI Trabajo 1Documento6 páginasDesignación AISI Trabajo 1MARIA DE LOS ANGELES FEICAN PEREZAún no hay calificaciones
- Aws-Aceros Cromo MolibdenoDocumento20 páginasAws-Aceros Cromo Molibdenohenry091289Aún no hay calificaciones
- Expo AcerosDocumento19 páginasExpo AcerosAngel RojasAún no hay calificaciones
- Previo 2Documento5 páginasPrevio 2Victor MarroquinAún no hay calificaciones
- Informe CorrosionDocumento11 páginasInforme CorrosionRonny Orlando VargasAún no hay calificaciones
- Informe 6 TT RecocidoDocumento15 páginasInforme 6 TT RecocidoJset EstevezAún no hay calificaciones
- Aceros RápidosDocumento3 páginasAceros Rápidosconn76Aún no hay calificaciones
- Tratamientos Termicos FinalDocumento24 páginasTratamientos Termicos FinalEdu JavierAún no hay calificaciones
- Temperatura de Austenización y Su ImportanciaDocumento4 páginasTemperatura de Austenización y Su ImportanciaRamiro Rys100% (1)
- Cuestionario Lab Soldadura 12Documento12 páginasCuestionario Lab Soldadura 12Antón JaCob Di La RottaAún no hay calificaciones
- Aceros RefractariosDocumento11 páginasAceros RefractariosCatalina Madriz MasísAún no hay calificaciones
- Qué Es La CementaciónDocumento3 páginasQué Es La CementaciónSteel Zevallos PitzuhaAún no hay calificaciones
- JaviDocumento10 páginasJaviDiego PabonAún no hay calificaciones
- TempleDocumento10 páginasTempleVictor Ingeniro IndustrialAún no hay calificaciones
- Cuestionario de Metalurgia Segundo ParcialDocumento7 páginasCuestionario de Metalurgia Segundo ParcialJose Mariano Sandoval Banzer100% (1)
- Tratamiento Térmico de GlobulizadoDocumento5 páginasTratamiento Térmico de GlobulizadoMario Masaharu Awakon100% (1)
- Tecnologia de MaterialesDocumento14 páginasTecnologia de MaterialesLennin ArturoAún no hay calificaciones
- Examen 17 Marzo 2019 Preguntas y Respuestas PDFDocumento27 páginasExamen 17 Marzo 2019 Preguntas y Respuestas PDFJorge Luis Gonzales AntonAún no hay calificaciones
- Tecnologia de Materiales Semana 5)Documento10 páginasTecnologia de Materiales Semana 5)Luis perezAún no hay calificaciones
- Práctica 1-TempleDocumento8 páginasPráctica 1-TempleFernandoCeballos100% (1)
- Lab 5 FinalDocumento12 páginasLab 5 Finalivan gonzalezAún no hay calificaciones
- TAREA 2 de Técnicas de Montaje e InstalacionesDocumento8 páginasTAREA 2 de Técnicas de Montaje e InstalacionesManuel Saez Seller100% (1)
- Informe de Recocido y NormalizadoDocumento17 páginasInforme de Recocido y NormalizadoPablo Salinas ValeroAún no hay calificaciones
- Unidad 2 - MC 115 - 2020-2-Aceros AleadosDocumento78 páginasUnidad 2 - MC 115 - 2020-2-Aceros AleadosCristian Junior Incacutipa PerezAún no hay calificaciones
- Afilado de Brocas EditadoDocumento34 páginasAfilado de Brocas EditadoEulo Quispe Mamani100% (1)
- Tratamientos Térmicos para HerramientasDocumento20 páginasTratamientos Térmicos para Herramientasafonseca5Aún no hay calificaciones
- El Cobre y Sus Aleaciones (Tratamiento Termico)Documento6 páginasEl Cobre y Sus Aleaciones (Tratamiento Termico)joharAún no hay calificaciones
- Practica 1 TempleDocumento7 páginasPractica 1 TempleAbraham IsraelAún no hay calificaciones
- Corrosión Intergranular en Aceros InoxidablesDocumento8 páginasCorrosión Intergranular en Aceros InoxidablesIvan BurbanoAún no hay calificaciones
- Aleaciones FerrosasDocumento69 páginasAleaciones FerrosasGabriel Ch100% (3)
- Clasificacion de Los AcerosDocumento13 páginasClasificacion de Los AcerosJaime Alfonso Gonzalez Vivas100% (1)
- AceroDocumento16 páginasAceroRene RomeroAún no hay calificaciones
- Analisis ChispaDocumento18 páginasAnalisis ChispaJose Luis HernandezAún no hay calificaciones
- Acero 1035 PDFDocumento4 páginasAcero 1035 PDFGama HernándezAún no hay calificaciones
- Acero 1035 PDFDocumento4 páginasAcero 1035 PDFGama HernándezAún no hay calificaciones
- Acero 1035 PDFDocumento4 páginasAcero 1035 PDFJulio EspañaAún no hay calificaciones
- Seleccion de AcerosDocumento155 páginasSeleccion de Aceroseddie2166Aún no hay calificaciones
- Normas SAEDocumento18 páginasNormas SAEJorge Arturo Mar Negrete100% (2)
- Recocido y Normalizado 02Documento28 páginasRecocido y Normalizado 02Santiago Bejarano AlfaroAún no hay calificaciones
- Acero Aisi 1045Documento7 páginasAcero Aisi 1045Rodrigo LinaresAún no hay calificaciones
- TareassssssssssssssDocumento6 páginasTareassssssssssssssAXEL SPROUSEAún no hay calificaciones
- 05-Acero Al Carbono-Tratamientos Térmicos SimplesDocumento24 páginas05-Acero Al Carbono-Tratamientos Térmicos SimplesVicente BalbonrinAún no hay calificaciones
- Informe de Practicas Tratamientos TermicosDocumento18 páginasInforme de Practicas Tratamientos TermicosWaldir Quispe Yerba100% (1)
- Prac 1018juan, Alonso, LaloDocumento40 páginasPrac 1018juan, Alonso, LaloMiguel Angel López NavarreteAún no hay calificaciones
- Aceros para Trabajos en CalienteDocumento4 páginasAceros para Trabajos en CalienteKevin MirandaAún no hay calificaciones
- Informe de Tratamientos TermicosDocumento31 páginasInforme de Tratamientos TermicosJose L Buitron86% (7)
- Tratamientos Con Enfriamiento LentoDocumento6 páginasTratamientos Con Enfriamiento LentoNancy QuispeAún no hay calificaciones
- Cuestionario de Siderurgia II - El AceroDocumento10 páginasCuestionario de Siderurgia II - El AceroIvan Venegas OrianoAún no hay calificaciones
- Horno de CampanaDocumento20 páginasHorno de Campanaalba rondon100% (2)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Reparación de elementos metálicos. TMVL0309De EverandReparación de elementos metálicos. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Cambio de ReductorDocumento19 páginasCambio de ReductorAlfredo Choque PereyraAún no hay calificaciones
- Cambio Faja TransportadoraDocumento21 páginasCambio Faja TransportadoraAlfredo Choque Pereyra50% (2)
- Cambio Polea Cola, Motriz, DeflectoraDocumento24 páginasCambio Polea Cola, Motriz, DeflectoraAlfredo Choque Pereyra100% (4)
- Cambio de RaspadorDocumento19 páginasCambio de RaspadorAlfredo Choque PereyraAún no hay calificaciones
- PMs GRUPO ELECTROGENO CUMMINS QSK-23 NEWDocumento10 páginasPMs GRUPO ELECTROGENO CUMMINS QSK-23 NEWAlfredo Choque PereyraAún no hay calificaciones
- PMs GRUPO ELECTROGENO 3512 NEWDocumento6 páginasPMs GRUPO ELECTROGENO 3512 NEWAlfredo Choque PereyraAún no hay calificaciones
- PMs GRUPO ELECTROGENO 3406 NEWDocumento7 páginasPMs GRUPO ELECTROGENO 3406 NEWAlfredo Choque PereyraAún no hay calificaciones
- Cambio de RaspadorDocumento19 páginasCambio de RaspadorAlfredo Choque PereyraAún no hay calificaciones
- PMs GRUPO ELECTROGENO 3512 NEWDocumento6 páginasPMs GRUPO ELECTROGENO 3512 NEWAlfredo Choque PereyraAún no hay calificaciones
- Cambio Faja TransportadoraDocumento21 páginasCambio Faja TransportadoraAlfredo Choque PereyraAún no hay calificaciones
- PMs GRUPO ELECTROGENO 3406 NEWDocumento7 páginasPMs GRUPO ELECTROGENO 3406 NEWAlfredo Choque PereyraAún no hay calificaciones
- Mantto T 460Documento1 páginaMantto T 460Alfredo Choque Pereyra100% (1)
- 02 - Informe - Articulacion CentralDocumento4 páginas02 - Informe - Articulacion CentralAlfredo Choque PereyraAún no hay calificaciones
- Introducción C.F 994F ExtractoDocumento9 páginasIntroducción C.F 994F ExtractoAlfredo Choque PereyraAún no hay calificaciones
- Manual Curva S en Ms ProjectDocumento2 páginasManual Curva S en Ms ProjectAlfredo Choque Pereyra100% (1)
- Wa0001 PDFDocumento191 páginasWa0001 PDFAlfredo Choque Pereyra100% (1)
- Eficacia Terapéutica de Los Brackets Autoligables: Una Revisión SistemáticaDocumento15 páginasEficacia Terapéutica de Los Brackets Autoligables: Una Revisión SistemáticaELIAS DAVID NOBMAN ALVARADOAún no hay calificaciones
- Omar Jesús CastilloDocumento6 páginasOmar Jesús Castillofloucrak supremoAún no hay calificaciones
- Informatica Contable 2022 Profe AcDocumento6 páginasInformatica Contable 2022 Profe AcAlma Isabel Moreno InestrozaAún no hay calificaciones
- Consentimiento Informado - Periodoncia (Fase I)Documento2 páginasConsentimiento Informado - Periodoncia (Fase I)coemaeirlAún no hay calificaciones
- Evaluación Pedagógica y CogniciónDocumento69 páginasEvaluación Pedagógica y CogniciónLuis Miguel Rivero López100% (1)
- Versión 2. GUÍA DE ESTUDIO EC0217.01Documento4 páginasVersión 2. GUÍA DE ESTUDIO EC0217.01Carlos Cuevas Valenzuela100% (5)
- Resumen de Filtracion GRUPO 8Documento15 páginasResumen de Filtracion GRUPO 8andrea jimenezAún no hay calificaciones
- Citas Sobre El PecadoDocumento13 páginasCitas Sobre El Pecadochechi10Aún no hay calificaciones
- Roscado AcmeDocumento5 páginasRoscado AcmeYackelineGalvezRamos0% (1)
- Carta Kiki Español OctubreDocumento3 páginasCarta Kiki Español OctubreIván Méndez AcostaAún no hay calificaciones
- Afinación CharangoDocumento4 páginasAfinación CharangoIgnacio Andrés Oyarzo PalmaAún no hay calificaciones
- Curriculum Vitae Gianella DelgadoDocumento2 páginasCurriculum Vitae Gianella DelgadoGDRAún no hay calificaciones
- Colangiocarcinoma Caso ClinicoDocumento11 páginasColangiocarcinoma Caso ClinicoLizzy CevallosAún no hay calificaciones
- Laboratorio 7 Circuitos DigitalesDocumento30 páginasLaboratorio 7 Circuitos DigitalesalexanderAún no hay calificaciones
- Perugachi T AP1 Tarea2Documento13 páginasPerugachi T AP1 Tarea2TupaKAún no hay calificaciones
- Enfermeria-En-Politraumatizados Modulo 5Documento10 páginasEnfermeria-En-Politraumatizados Modulo 5Carla Gisela GutierrezAún no hay calificaciones
- Cap 5 Sistemas de InformaciónDocumento17 páginasCap 5 Sistemas de InformaciónRicardo OchoaAún no hay calificaciones
- Pliego Tecnico Normativo-RPTD10 Centrales Produccion y SubestacionesDocumento36 páginasPliego Tecnico Normativo-RPTD10 Centrales Produccion y SubestacionesElias Ulises Manriquez FuentealbaAún no hay calificaciones
- FrasesDocumento11 páginasFrasesMagdaAún no hay calificaciones
- Prueba de Conocimiento para ArquitectoDocumento12 páginasPrueba de Conocimiento para ArquitectoyuioyuyoAún no hay calificaciones
- Productos NotablesDocumento5 páginasProductos Notablesmaria carrilloAún no hay calificaciones
- Actividad BioconservacionDocumento1 páginaActividad Bioconservacionpierina AguadéAún no hay calificaciones
- Práctica1. Manejo Del Multímetro Digital en Mediciones EléctricasDocumento7 páginasPráctica1. Manejo Del Multímetro Digital en Mediciones EléctricasJANE BARAJASAún no hay calificaciones
- Electronica-Digital Primer InformeDocumento7 páginasElectronica-Digital Primer InformeHarrison FloresAún no hay calificaciones
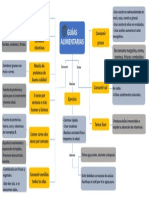
- Mapa Conceptual Sobre Guías AlimentariasDocumento1 páginaMapa Conceptual Sobre Guías AlimentariasKaren GarciaAún no hay calificaciones
- Unidad 1Documento136 páginasUnidad 1César SarangoAún no hay calificaciones
- Teoría de FielderDocumento6 páginasTeoría de FielderEmilio Rosiles FríasAún no hay calificaciones
- Mapa Conceptual Habilidades de Comunicación II SemestreDocumento1 páginaMapa Conceptual Habilidades de Comunicación II SemestreHiguera Diaz Sandra MilenaAún no hay calificaciones
- Manual de Participación Estudiantil para El FortalecimientoDocumento179 páginasManual de Participación Estudiantil para El FortalecimientoAracely JiménezAún no hay calificaciones
- Actividad Componente Práctico Entomología AgrícolaDocumento10 páginasActividad Componente Práctico Entomología AgrícolaJhon Jamer Bravo HernandezAún no hay calificaciones