También podría gustarte
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Efectos de La Temperatura en Los Procesos de Mecanizado Por Arranque de VirutaDocumento5 páginasEfectos de La Temperatura en Los Procesos de Mecanizado Por Arranque de Virutaalfredo_07100% (2)
- Introduccion Colada Continua de PlanchonesDocumento8 páginasIntroduccion Colada Continua de PlanchonesJuan Jose ClavijoAún no hay calificaciones
- Fundicion en Modelo ConsumibleDocumento3 páginasFundicion en Modelo ConsumiblePelucheAún no hay calificaciones
- Metodos de Prueba de Termofluencia.Documento3 páginasMetodos de Prueba de Termofluencia.luis antonio sanchez gutzAún no hay calificaciones
- Marco Teórico AceroDocumento7 páginasMarco Teórico AceroIvanAún no hay calificaciones
- Compuestos IntermetálicosDocumento19 páginasCompuestos Intermetálicos'Iris Alessandra86% (7)
- ACUÑADODocumento3 páginasACUÑADOIker ReyesAún no hay calificaciones
- Cuest Unidad IvDocumento4 páginasCuest Unidad IvRomán De La Rosa0% (3)
- Aleaciones de Magnesio y BerilioDocumento40 páginasAleaciones de Magnesio y BerilioLino Alvarado Astoquilca50% (2)
- Practica MetalografiaDocumento17 páginasPractica MetalografiaAlexis AlvarezAún no hay calificaciones
- Diagrama de Fases de Las Aleaciones Del AluminioDocumento17 páginasDiagrama de Fases de Las Aleaciones Del AluminioByron Castro78% (9)
- Fundicion en Molde Permanente o CoquillaDocumento6 páginasFundicion en Molde Permanente o CoquillaHumberto Huamani PalominoAún no hay calificaciones
- Nomenclatura de Los AcerosDocumento6 páginasNomenclatura de Los AcerosHector Hugo Gonzalez Lara0% (1)
- Roscas Unificadas Sistema Ingles, Sistema InternacionalDocumento3 páginasRoscas Unificadas Sistema Ingles, Sistema Internacionalgiovanny alvarado100% (1)
- Ejercicios Del 6-10Documento3 páginasEjercicios Del 6-10AndresAún no hay calificaciones
- Motores Trifasicos Alta Eficiencia Weg Linea w21Documento6 páginasMotores Trifasicos Alta Eficiencia Weg Linea w21Alexander Porras LlashagAún no hay calificaciones
- Trabajo en TibioDocumento2 páginasTrabajo en TibioDarkSilentor Onpixels100% (1)
- CuestionarioDocumento3 páginasCuestionariosebastianslzAún no hay calificaciones
- Proceso de Fabricación de Un Rin para Un Auto de CarrerasDocumento7 páginasProceso de Fabricación de Un Rin para Un Auto de CarrerasEmith Cerda HernandezAún no hay calificaciones
- Informe Biela de Realización en SolidworkDocumento4 páginasInforme Biela de Realización en SolidworkKevin TroyaAún no hay calificaciones
- Cuestionario 14Documento3 páginasCuestionario 14Julio AlmanzaAún no hay calificaciones
- Modelos Desechables. FundiciónDocumento11 páginasModelos Desechables. FundiciónCesar ReyesAún no hay calificaciones
- Economía de La FundiciónDocumento2 páginasEconomía de La Fundiciónalex oliveraAún no hay calificaciones
- Ensayo de Tension en Un Acero 1020 2corteDocumento5 páginasEnsayo de Tension en Un Acero 1020 2corteCarlos Daniel GBAún no hay calificaciones
- Proceso de LaminadoDocumento8 páginasProceso de LaminadoJonathan CastilloAún no hay calificaciones
- Conductividad de Los Metales y Aleaciones.Documento11 páginasConductividad de Los Metales y Aleaciones.Rodrigo DorantesAún no hay calificaciones
- Fundicion IndustrialDocumento11 páginasFundicion IndustrialpergutiAún no hay calificaciones
- CIZALLADODocumento11 páginasCIZALLADOAbbi AdeleéAún no hay calificaciones
- Aleaciones Eutectoides y Aleaciones HipoeutectoidesDocumento12 páginasAleaciones Eutectoides y Aleaciones HipoeutectoidesE Leonel Leonel Gonzales BarrionuevoAún no hay calificaciones
- Metalograf A 5 No FerrosasDocumento16 páginasMetalograf A 5 No FerrosasLuisCarlosCanteAún no hay calificaciones
- Aleaciones Antifricción, Tipos y ApllicacionDocumento4 páginasAleaciones Antifricción, Tipos y ApllicacionERICK GOMEZ OCANAAún no hay calificaciones
- ACEROS Y Su Clasificacion AISIDocumento5 páginasACEROS Y Su Clasificacion AISIMayer ArizaAún no hay calificaciones
- Estirado de BarrasDocumento11 páginasEstirado de BarrasdiegoAún no hay calificaciones
- Escuadra UniversalDocumento3 páginasEscuadra Universalvictorcruz1275% (4)
- Trabajo de Tecnología Mecánica Forjado de LlaveDocumento52 páginasTrabajo de Tecnología Mecánica Forjado de LlaveDiegoCespedesTeran100% (4)
- Solucionario KalpajianDocumento116 páginasSolucionario KalpajianAntezana FernandoAún no hay calificaciones
- Tipos de Hornos de CrisolDocumento3 páginasTipos de Hornos de CrisolFiorela RivasAún no hay calificaciones
- Procesos Con ResinasDocumento11 páginasProcesos Con ResinasSteven CHAún no hay calificaciones
- Fusiòn y VaciadoDocumento21 páginasFusiòn y VaciadoKleiner Saucedo SegoviaAún no hay calificaciones
- Operaciones de FormadoDocumento4 páginasOperaciones de Formadoc1nth1Aún no hay calificaciones
- Materiales Polimórficos y AlotrópicosDocumento6 páginasMateriales Polimórficos y AlotrópicosARIEL MARTINEZ MEDINAAún no hay calificaciones
- Historia CromadoDocumento3 páginasHistoria CromadoKelly C. DavidAún no hay calificaciones
- Elaboracion de Aleaciones No Ferrosa-Ejemplos de Calculo ResueltosDocumento3 páginasElaboracion de Aleaciones No Ferrosa-Ejemplos de Calculo ResueltosFochiyHachiAún no hay calificaciones
- CarburizaciónDocumento5 páginasCarburizaciónOsvaldo Naranjo100% (1)
- Soldadura Por Proceso Gmaw Marco TeoricoDocumento5 páginasSoldadura Por Proceso Gmaw Marco TeoricoSebastián SánchezAún no hay calificaciones
- Caracteristicas de La FresadoraDocumento4 páginasCaracteristicas de La FresadoraWendy Rodriguez100% (4)
- Elementos de Sujeción en El TornoDocumento18 páginasElementos de Sujeción en El Tornorozure0% (1)
- Cuestionario 11Documento4 páginasCuestionario 11Paola Olmos PolAún no hay calificaciones
- Endurecimiento Por DeformacionDocumento20 páginasEndurecimiento Por DeformacionDohko Gonzze100% (1)
- Sistema de AlimentacionDocumento203 páginasSistema de AlimentacionJazmínAR100% (1)
- Ataque QuimicoDocumento7 páginasAtaque QuimicoJuan Carlos BernalAún no hay calificaciones
- 5 Sulfinizacion LeoDocumento19 páginas5 Sulfinizacion LeoLuis LozadaAún no hay calificaciones
- Prob. Trat. TermoquimicosDocumento20 páginasProb. Trat. TermoquimicosEduardo VG200% (1)
- Estirado en Frio y Caliente PDFDocumento5 páginasEstirado en Frio y Caliente PDFIrving Mireles Reyes100% (1)
- Consideraciones para El Diseño Del AceroDocumento6 páginasConsideraciones para El Diseño Del AceroMoises Castro FigueroaAún no hay calificaciones
- Procesos de Troquelado y EmbuticionDocumento60 páginasProcesos de Troquelado y EmbuticionExtreme Hobbie 4x4 GarageTVAún no hay calificaciones
- LAMINADO TROQUELADO - Copia 1Documento17 páginasLAMINADO TROQUELADO - Copia 1Javier Gregorio Rodrigues BelloAún no hay calificaciones
- Formado MecánicoDocumento11 páginasFormado MecánicoCarlos Manchego HerreraAún no hay calificaciones
- Procesos de FormadoDocumento69 páginasProcesos de FormadoAimee StrongAún no hay calificaciones
- Trabajo de InvestigacionDocumento14 páginasTrabajo de InvestigacionMIRLA MIRELLA MORENO LEANDROAún no hay calificaciones
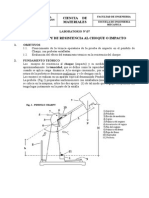
- Ensayo Charpy de Resistencia Al Choque o ImpactoDocumento3 páginasEnsayo Charpy de Resistencia Al Choque o ImpactoJulianNieto0% (1)
- Daniel Herrera Tarea Semana 1, Resistencia de Los MaterialesDocumento5 páginasDaniel Herrera Tarea Semana 1, Resistencia de Los MaterialesDaniel Herrera Muñoz100% (1)
- 1.1 Antecedentes Históricos de La Producción.Documento14 páginas1.1 Antecedentes Históricos de La Producción.Jesus Manuel Bautista Ortega50% (4)
- Partidas QochaDocumento4 páginasPartidas QochaMelCadEIRL Consultora&ConstructoraAún no hay calificaciones
- Indian Spare Catalogo de Repuestos Oem 2022 AbrilDocumento145 páginasIndian Spare Catalogo de Repuestos Oem 2022 AbrilCentro de Servicios Moto ChaloAún no hay calificaciones
- Diplomado PUCPDocumento131 páginasDiplomado PUCPJC ParraAún no hay calificaciones
- Clase Cañoneo de PozoDocumento75 páginasClase Cañoneo de PozoMagalys Carolina Chaparro Navas100% (1)
- Impresiones de Gran FormatoDocumento10 páginasImpresiones de Gran FormatoLiissie GarCííaAún no hay calificaciones
- Eje Primario, Reparacion VT2214BDocumento8 páginasEje Primario, Reparacion VT2214BElio Custodio Huachaca100% (1)
- Material Del Estudiante - 16H (ATS) - Modulo 1 - IntroDocumento14 páginasMaterial Del Estudiante - 16H (ATS) - Modulo 1 - IntroJohn Cadenillas Rumay100% (1)
- Bateria Problemas Maquinas Frigorificas CompresionDocumento5 páginasBateria Problemas Maquinas Frigorificas CompresionproycalAún no hay calificaciones
- Cadena y SuministroDocumento15 páginasCadena y SuministroPedro MoncadaAún no hay calificaciones
- Estrategias de Procesos de Manufactura MonografiaDocumento11 páginasEstrategias de Procesos de Manufactura MonografiaLuis Rau ZavalaAún no hay calificaciones
- Separacion de Mezclas 2Documento3 páginasSeparacion de Mezclas 2Juan Diego Gallego TachackAún no hay calificaciones
- Tablas Apendices GeankoplisDocumento42 páginasTablas Apendices GeankoplisMelani AyalaAún no hay calificaciones
- Segunda Parte - E.quispeDocumento3 páginasSegunda Parte - E.quispeLucero LuAún no hay calificaciones
- Canceleria Y Herreria: Acabados de PlafonDocumento1 páginaCanceleria Y Herreria: Acabados de PlafonHernández García JessicaAún no hay calificaciones
- Componente Practico Procesos Industriales 212022Documento6 páginasComponente Practico Procesos Industriales 212022cristian peñaloza0% (1)
- Especificaciones Tecnicas Obra: Comuna: Mandante: Arquitecto: Generalidades Campo de Aplicación de EspecificacionesDocumento15 páginasEspecificaciones Tecnicas Obra: Comuna: Mandante: Arquitecto: Generalidades Campo de Aplicación de EspecificacionesBenjamin HuilcamanAún no hay calificaciones
- Lavado-Asfaltico COMPLETODocumento13 páginasLavado-Asfaltico COMPLETOBrayan LeonelAún no hay calificaciones
- Acidificacion MatricialDocumento20 páginasAcidificacion MatricialJosue GuevaraAún no hay calificaciones
- Techos PlanosDocumento30 páginasTechos PlanosDaniels CalcenaAún no hay calificaciones
- PracticaDocumento7 páginasPracticaHerlan CanazaAún no hay calificaciones
- Guía Taller de Tecnología - Sexto - Periodo IIDocumento8 páginasGuía Taller de Tecnología - Sexto - Periodo IIfafimegoAún no hay calificaciones
- Procesos MetalúrgicosDocumento34 páginasProcesos MetalúrgicosJosé Manuel Murillo DuarteAún no hay calificaciones
- Tesis BiodigestoresDocumento91 páginasTesis BiodigestoresJorge Francisco GaliciaAún no hay calificaciones
- Cómo Constituir Una Empresa ConstructoraDocumento8 páginasCómo Constituir Una Empresa ConstructoraBrissa Lizbeth Gallardo AcostaAún no hay calificaciones
- Taller 4 Practico Supervision y Gestion de Residuos PeligrososDocumento3 páginasTaller 4 Practico Supervision y Gestion de Residuos PeligrososDiego UrregoAún no hay calificaciones
- Dureza Del Agua Trejo OlveraDocumento14 páginasDureza Del Agua Trejo OlveraFernandaAún no hay calificaciones