También podría gustarte
- Diapositivas Clase 6Documento37 páginasDiapositivas Clase 6Carlos Sanchez Chala0% (1)
- Nota Tecnica Programacion DinamicaDocumento10 páginasNota Tecnica Programacion DinamicaVICTORAún no hay calificaciones
- Proyecto Porta LapicerosDocumento31 páginasProyecto Porta LapicerosÁngelMontoyaAún no hay calificaciones
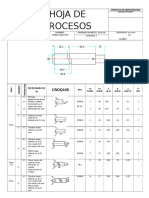
- Hojas de Procesos TesisDocumento7 páginasHojas de Procesos TesisCristian Moreta100% (3)
- Hojas de Procesos TesisDocumento7 páginasHojas de Procesos TesisCristian MoretaAún no hay calificaciones
- Sistema JalarDocumento4 páginasSistema JalarRobertoMoxitoAún no hay calificaciones
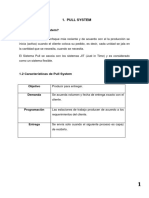
- Sistema PullDocumento1 páginaSistema PullMiguel ZaragozaAún no hay calificaciones
- Analisis STIFFDocumento10 páginasAnalisis STIFFMarco L Caro LpzAún no hay calificaciones
- Proyecto 2 - EppDocumento84 páginasProyecto 2 - EppEmiliuss HernandezAún no hay calificaciones
- Act22 Relacion Entre Diagnostico y Diseno Org PDFDocumento2 páginasAct22 Relacion Entre Diagnostico y Diseno Org PDFBy Gibran RomanAún no hay calificaciones
- Grupo 04 PlanAgregado PequeñaIndustria PDFDocumento7 páginasGrupo 04 PlanAgregado PequeñaIndustria PDFelizaAún no hay calificaciones
- UNIDAD I .Flujo de Fluidos en El Medio PorosoDocumento147 páginasUNIDAD I .Flujo de Fluidos en El Medio PorosoyenifferAún no hay calificaciones
- Gestion de La Produccion Unidad 3Documento19 páginasGestion de La Produccion Unidad 3rubenAún no hay calificaciones
- SadasdDocumento34 páginasSadasdKleber Barrios100% (1)
- Qué Es El OpexDocumento2 páginasQué Es El OpexSandi RoblesAún no hay calificaciones
- Cuáles Son Los Procesos ProductivosDocumento2 páginasCuáles Son Los Procesos ProductivosMauricio LopezAún no hay calificaciones
- Mapeo de Flujo de ValorDocumento8 páginasMapeo de Flujo de ValorJose Ignacio Nah ChanAún no hay calificaciones
- Qué Son Las 5 SDocumento8 páginasQué Son Las 5 SAlejandro ZerpaAún no hay calificaciones
- Practica de Ingenieria IndustrialDocumento8 páginasPractica de Ingenieria IndustrialDaniel TrejoAún no hay calificaciones
- 1.5 Planificación de Recursos Empresariales (ERP) .Documento13 páginas1.5 Planificación de Recursos Empresariales (ERP) .Galu Acuña NietoAún no hay calificaciones
- Evaluación de La Cadena de SuministrosDocumento12 páginasEvaluación de La Cadena de SuministrosVio San San0% (1)
- Analisis de ProveedorDocumento3 páginasAnalisis de ProveedorJuan Alexander Caballero VarasAún no hay calificaciones
- Cadena de SuministrosDocumento18 páginasCadena de SuministrosMauro TylerAún no hay calificaciones
- Unidad 3 Cadena de SuministrosDocumento25 páginasUnidad 3 Cadena de SuministrosFercho NavaAún no hay calificaciones
- Unidad 1 - CompletoDocumento87 páginasUnidad 1 - CompletoDaniela AbarcaAún no hay calificaciones
- Manufactura CelularDocumento10 páginasManufactura CelularJames AaronAún no hay calificaciones
- Estrategias de Proceso Orientada Al ProductoDocumento3 páginasEstrategias de Proceso Orientada Al ProductoJesus Eduardo Saavedra100% (2)
- Ensayo Sobre El Punto de Perfección de Defectos Cero KGGCDocumento3 páginasEnsayo Sobre El Punto de Perfección de Defectos Cero KGGCoscar bravoAún no hay calificaciones
- Reseña Historica y Funcion de La ProduccionDocumento17 páginasReseña Historica y Funcion de La Produccionkathylch09100% (1)
- Diseño y Planeacion de InstalacionesDocumento14 páginasDiseño y Planeacion de InstalacionesJorge Antoniio EscobedoAún no hay calificaciones
- Organismos Causantes de La Degradación de PescadosDocumento29 páginasOrganismos Causantes de La Degradación de PescadosMicaela Vargas CondeAún no hay calificaciones
- 4P'SDocumento5 páginas4P'Sganzito9Aún no hay calificaciones
- Gestion de La Produccion 2. Unidad 2.Documento15 páginasGestion de La Produccion 2. Unidad 2.Eloy TorresAún no hay calificaciones
- Unidad V - Sistema Justo A TiempoDocumento15 páginasUnidad V - Sistema Justo A TiempoOscar MendiolaAún no hay calificaciones
- Diagrama de Flujo de ProcesoDocumento3 páginasDiagrama de Flujo de Procesojavy1027Aún no hay calificaciones
- Justo A TiempoDocumento5 páginasJusto A TiempoKaren Stefy VillalbaAún no hay calificaciones
- Introducción Al Diseño de PlantasDocumento4 páginasIntroducción Al Diseño de Plantasmagdaly rodriguezAún no hay calificaciones
- 1.2 Desarrollo de Un Programa Maestro de Produccion-MpsDocumento2 páginas1.2 Desarrollo de Un Programa Maestro de Produccion-MpsMizraimGuzmanSantiagoAún no hay calificaciones
- Sistema PullDocumento6 páginasSistema PullOSCAR DAVID MATAMOROS TOLEDOAún no hay calificaciones
- Organizacion de Materiales en Una BodegaDocumento8 páginasOrganizacion de Materiales en Una Bodegafelipe0% (1)
- Forma Juridica de Las EmpresasDocumento31 páginasForma Juridica de Las EmpresasAlisson García0% (1)
- Distribucion Fisica de Las InstalacionesDocumento16 páginasDistribucion Fisica de Las InstalacionesCarlos Roberto Hentscholek100% (1)
- T1. A3. Ensayo - Equipo 3Documento19 páginasT1. A3. Ensayo - Equipo 3Tony NajeraAún no hay calificaciones
- Diseño Tortilleria LlanograndeDocumento10 páginasDiseño Tortilleria LlanograndeJob Lopez MartinezAún no hay calificaciones
- Proyecto Integrador Modulo 5Documento116 páginasProyecto Integrador Modulo 5jhoanAún no hay calificaciones
- Proyecto FinalDocumento38 páginasProyecto FinalLeonardo Arturo Monroy SantiagoAún no hay calificaciones
- Hoja de VerificacionDocumento11 páginasHoja de VerificacionReyna Norely RodriguezAún no hay calificaciones
- Herramientas Heinjuka y KanbanDocumento3 páginasHerramientas Heinjuka y KanbanHector Eduardo Dzul GutierrezAún no hay calificaciones
- Cuáles Son Las Ventajas de La Construcción de Los Semáforos InteligentesDocumento1 páginaCuáles Son Las Ventajas de La Construcción de Los Semáforos InteligentesAnonymous eY2RGHle1GAún no hay calificaciones
- Diagrama de Proceso Por Producto o ServicioDocumento5 páginasDiagrama de Proceso Por Producto o ServiciobelenAún no hay calificaciones
- Evolucion Del MRP A Mrpii y A ErpDocumento10 páginasEvolucion Del MRP A Mrpii y A ErpJosé Martínez CruzAún no hay calificaciones
- Unidad 2 Ingeniería EconómicaDocumento33 páginasUnidad 2 Ingeniería Económicagaryburul50% (2)
- Gestion de La Produccion II PDFDocumento9 páginasGestion de La Produccion II PDFLuis Alberto Quiroz Granados100% (1)
- Marketing Mix I (1.1) - Clasificacion de ProductosDocumento12 páginasMarketing Mix I (1.1) - Clasificacion de ProductosMayradecla22100% (1)
- La Historia de La ManufacturaDocumento11 páginasLa Historia de La ManufacturaJuan De Dios Solano RinconAún no hay calificaciones
- Anteproyecto de ResidenciasDocumento11 páginasAnteproyecto de ResidenciasSandra Luz Cruz HernandezAún no hay calificaciones
- Programacion de La ProduccionDocumento5 páginasProgramacion de La ProduccionAileen KarinaAún no hay calificaciones
- Pull SystemDocumento17 páginasPull SystemEdgar VegaAún no hay calificaciones
- ToyotismoDocumento14 páginasToyotismoDaniela yapuAún no hay calificaciones
- Primera Entrega Evaluación de ProyectosDocumento10 páginasPrimera Entrega Evaluación de ProyectosHandaniAún no hay calificaciones
- SerigrafiaDocumento16 páginasSerigrafiaRaul TextaAún no hay calificaciones
- Empresa Will HopDocumento14 páginasEmpresa Will HopHecTorHecthorAún no hay calificaciones
- Borrador Proyecto Lepi 1Documento26 páginasBorrador Proyecto Lepi 1Cristian MoretaAún no hay calificaciones
- Problemas Propuestos GeneralDocumento138 páginasProblemas Propuestos GeneralEdwin Salinas92% (13)
- Micro Maquina DoDocumento20 páginasMicro Maquina DoCristian MoretaAún no hay calificaciones
- Copia de Technology Consulting - by SlidesgoDocumento7 páginasCopia de Technology Consulting - by SlidesgoPipe RodriguezAún no hay calificaciones
- Presentación Corporativa SiygeinDocumento12 páginasPresentación Corporativa SiygeinJose Manuel Garcia MirandaAún no hay calificaciones
- MAlilaij&gasimy 1Documento147 páginasMAlilaij&gasimy 1Alvaro Rojas MedinaAún no hay calificaciones
- Tabla Rol CompiladorDocumento1 páginaTabla Rol CompiladorMaylin MejíaAún no hay calificaciones
- Qué Es El AhorroDocumento7 páginasQué Es El AhorroNeilans JvcAún no hay calificaciones
- Balance de Prueba A Abril 31 de 2021Documento14 páginasBalance de Prueba A Abril 31 de 2021Yoiner GuzmanAún no hay calificaciones
- Tesis Final Costos Mineros 3Documento160 páginasTesis Final Costos Mineros 3ChristianYapu67% (6)
- Higiene ErgometríaDocumento2 páginasHigiene ErgometríamartinsabusAún no hay calificaciones
- Antivirus Removal Tool 2020.07 Multilenguaje (Español), Herramienta de Eliminación de Antivirus.Documento4 páginasAntivirus Removal Tool 2020.07 Multilenguaje (Español), Herramienta de Eliminación de Antivirus.Carlos andresAún no hay calificaciones
- Presentacion de Administracion de Los Servicios de EnfermeriaDocumento56 páginasPresentacion de Administracion de Los Servicios de Enfermerialuisyllo26100% (4)
- Trabajo T3Documento40 páginasTrabajo T3STERVER DARKSOAún no hay calificaciones
- Caso Goodyear ImprimirDocumento6 páginasCaso Goodyear ImprimirBryan JoelAún no hay calificaciones
- Protocolo de Lavado de TanquesDocumento6 páginasProtocolo de Lavado de Tanquesjcce22100% (1)
- Longitud de Anclaje y Desarrollo Del RefuerzoDocumento5 páginasLongitud de Anclaje y Desarrollo Del RefuerzoDany Aguirre MendozaAún no hay calificaciones
- Servicios en Los PuertosDocumento7 páginasServicios en Los Puertoskaren valenciaAún no hay calificaciones
- Plantilla Matriz de Peligros y Riesgos HigienicosDocumento5 páginasPlantilla Matriz de Peligros y Riesgos HigienicosKaterin Alvarado100% (1)
- Tema 5 SenalizacionDocumento9 páginasTema 5 SenalizacionSAN22AAL ADAM.MAX2021Aún no hay calificaciones
- Efb PPP HuertagonzalesmiguelantonyDocumento20 páginasEfb PPP HuertagonzalesmiguelantonyNahir Yesquen CalleAún no hay calificaciones
- Buses Los AlcesDocumento5 páginasBuses Los AlcesMarcelo IctAún no hay calificaciones
- Informacion de La EscuelaDocumento3 páginasInformacion de La EscuelaEVELYN PEREZ RIOSAún no hay calificaciones
- Entrega 1 - Gerencia de Proyectos IiDocumento22 páginasEntrega 1 - Gerencia de Proyectos Iijohn narvaezAún no hay calificaciones
- Tablet HP TC1100 Manual Usuario PDFDocumento174 páginasTablet HP TC1100 Manual Usuario PDFCarlos SeguraAún no hay calificaciones
- Carta Notarial Alber Proyectos S.A.C.Documento3 páginasCarta Notarial Alber Proyectos S.A.C.aleajandro benites rengifoAún no hay calificaciones
- Formulacion y Evaluacion de ProyectosDocumento12 páginasFormulacion y Evaluacion de ProyectosUEIMAR GARCIAAún no hay calificaciones
- Maximización Con Restricciones de IgualdadDocumento3 páginasMaximización Con Restricciones de Igualdadnktclau4293Aún no hay calificaciones
- Test Ejercicios InformaticaDocumento7 páginasTest Ejercicios InformaticaGary Mauricio Chura CarrilloAún no hay calificaciones
- Sueños en Mostacilla JulioDocumento13 páginasSueños en Mostacilla JulioCarlos Sandoval0% (2)
- Servicio de Consulta de Registro de Deudores Alimentarios MorososDocumento1 páginaServicio de Consulta de Registro de Deudores Alimentarios MorososW Mendoza Beltran100% (1)
- Recurso de Apelación Competencia, Procedimiento e ImprocedenciaDocumento29 páginasRecurso de Apelación Competencia, Procedimiento e ImprocedenciaVIDAL CHAMPI MAMANIAún no hay calificaciones
- Investigación VentasDocumento12 páginasInvestigación VentasRebeca Peñaloza HernándezAún no hay calificaciones