También podría gustarte
- Curso Metrología INTELCal PDFDocumento203 páginasCurso Metrología INTELCal PDFMaria OrtizAún no hay calificaciones
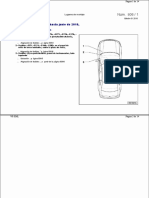
- Fusibles Jetta 2005-2010Documento14 páginasFusibles Jetta 2005-2010Akira Devilman0% (1)
- Verificación del producto mecanizado por arranque de viruta. FMEH0109De EverandVerificación del producto mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Control y verificación de productos fabricados. FMEE0108De EverandControl y verificación de productos fabricados. FMEE0108Aún no hay calificaciones
- Historia del Sistema MétricoDocumento4 páginasHistoria del Sistema MétricoCesar FurlongAún no hay calificaciones
- Canones de La Figura HumanaDocumento6 páginasCanones de La Figura Humanadanny mendozaAún no hay calificaciones
- Metrologia y NormalizacionDocumento131 páginasMetrologia y NormalizacionzhikitaloAún no hay calificaciones
- La PolleraDocumento15 páginasLa PolleraSamiraAún no hay calificaciones
- Metrologia y Normalizacion Unidad 2 IIDocumento33 páginasMetrologia y Normalizacion Unidad 2 IIMarissa C. Quiñonez Gaxiola100% (2)
- Sistema Monitor Del 330d CatDocumento3 páginasSistema Monitor Del 330d CatLois Alarcon Canales100% (1)
- Historia y datos técnicos de granadasDocumento37 páginasHistoria y datos técnicos de granadasEdwin Giovanny Garzon Valero100% (2)
- MetrologíaDocumento16 páginasMetrologíaSantacruz Fabián Sara100% (1)
- Tema 1 Magnitudes 4Documento8 páginasTema 1 Magnitudes 4thayluma londoñoAún no hay calificaciones
- Metrologia BasicaDocumento37 páginasMetrologia BasicaAlbeiro TorresAún no hay calificaciones
- UNAM-FES Cuautitlán Laboratorio de Estática Práctica No. 2 (Medición y ErroresDocumento11 páginasUNAM-FES Cuautitlán Laboratorio de Estática Práctica No. 2 (Medición y ErroresAlexis Muñoz100% (1)
- Fisica Arq-Dim FinalDocumento38 páginasFisica Arq-Dim FinalMariana Kajol OlguinAún no hay calificaciones
- Medición longitudinal: instrumentos y aplicacionesDocumento32 páginasMedición longitudinal: instrumentos y aplicacionesAnonymous iIaMAfVAún no hay calificaciones
- FisicaDocumento8 páginasFisicaYesi FracanzinoAún no hay calificaciones
- Fisica Lab 1 PDFDocumento7 páginasFisica Lab 1 PDFDANA SHARIK ROMERO BUSTAMANTEAún no hay calificaciones
- Sesion 1. 23-01-23.magnitudes Fisicas. Clasificación ...Documento24 páginasSesion 1. 23-01-23.magnitudes Fisicas. Clasificación ...Antonio MendezAún no hay calificaciones
- CSSM 1A TM Unidad #2 Magnitudes FISICADocumento12 páginasCSSM 1A TM Unidad #2 Magnitudes FISICAGordito VazquezAún no hay calificaciones
- Introducción A La MetrologiaDocumento16 páginasIntroducción A La MetrologiaCarmenAún no hay calificaciones
- Medidas y ErroresDocumento19 páginasMedidas y ErroresKARLA ISABEL ARRATIA TAPIAAún no hay calificaciones
- Cuadernillo de Ingreso FÍSICA 2023Documento29 páginasCuadernillo de Ingreso FÍSICA 2023pedroAún no hay calificaciones
- Curso de Física Fundamental en LíneaDocumento13 páginasCurso de Física Fundamental en LíneaDaniel SalmeronAún no hay calificaciones
- Conceptos de MetrotecniaDocumento61 páginasConceptos de MetrotecniaCee Iempymi100% (1)
- Magnitudes físicas fundamentales y derivadasDocumento8 páginasMagnitudes físicas fundamentales y derivadasJorge Daniel HernandezAún no hay calificaciones
- GUIA PEDAGOGICA Nº2Documento6 páginasGUIA PEDAGOGICA Nº2Clara GimenezAún no hay calificaciones
- TP InvestigacionDocumento6 páginasTP InvestigacionMatías KouefatiAún no hay calificaciones
- Libro Control de Calidad MGBDocumento176 páginasLibro Control de Calidad MGBAna RenteriaAún no hay calificaciones
- Previo #1Documento11 páginasPrevio #1CARLOS GIOVANNI JARA LOPEZAún no hay calificaciones
- Instrumentos de medición básicosDocumento26 páginasInstrumentos de medición básicosjuanAún no hay calificaciones
- Monografia FisicaDocumento50 páginasMonografia FisicaDario CondoriAún no hay calificaciones
- Mediciones y ErroresDocumento52 páginasMediciones y ErroresDaniel Nuñez FalconAún no hay calificaciones
- Seminario MetrologiaDocumento21 páginasSeminario MetrologiaJulieta HerreraAún no hay calificaciones
- Investigacion de Sistemas de MedicionDocumento25 páginasInvestigacion de Sistemas de Medicionana karenAún no hay calificaciones
- METROLOGÍADocumento32 páginasMETROLOGÍALeandro Fabio Menco AlvarezAún no hay calificaciones
- Matemáticas. Grado Primaria. Tema 5. La Medida en Educación PrimariaDocumento30 páginasMatemáticas. Grado Primaria. Tema 5. La Medida en Educación PrimariaPedro PinorroAún no hay calificaciones
- Apunte Mediciones, ErroresDocumento13 páginasApunte Mediciones, ErroresGerardo Quiroga (Ger2.4)Aún no hay calificaciones
- Cartilla de QuímicaDocumento19 páginasCartilla de QuímicaNathalia Salazar GarciaAún no hay calificaciones
- Mediciones y ProporcionalidadesDocumento40 páginasMediciones y ProporcionalidadesmikemolinsAún no hay calificaciones
- Nacimiento de La MetrologíaDocumento8 páginasNacimiento de La MetrologíaCesel AzogueAún no hay calificaciones
- Tema 23Documento11 páginasTema 23calosjavierAún no hay calificaciones
- Uso de Las FraccionesDocumento15 páginasUso de Las FraccionesEduardo Rodríguez ZárateAún no hay calificaciones
- Qué Es Medir TEORÍADocumento7 páginasQué Es Medir TEORÍATomas SerraAún no hay calificaciones
- Unidad 1 Conceptos Basicos Mediciones ElectricasDocumento4 páginasUnidad 1 Conceptos Basicos Mediciones ElectricasEzri Da FirenzeAún no hay calificaciones
- MetrologiaDocumento14 páginasMetrologiaLuis Ignacio Ramirez Martinez0% (1)
- Mecanica Clásica 1.1Documento12 páginasMecanica Clásica 1.1sandra ivonne sanchez martinezAún no hay calificaciones
- ГйлгфдтххйййхDocumento142 páginasГйлгфдтххйййхRicardoAún no hay calificaciones
- Guia de Fisica (1) - Ingreso 2009-Wor..Documento139 páginasGuia de Fisica (1) - Ingreso 2009-Wor..Laura SatireAún no hay calificaciones
- Sesion 1 Fisica Teoria y ProblemasDocumento19 páginasSesion 1 Fisica Teoria y ProblemasHENRY QUISPE ESTRADAAún no hay calificaciones
- Trabajo de MedicionDocumento17 páginasTrabajo de MedicionOscar Pedrique GranadoAún no hay calificaciones
- Mantenimiento Basico Del Motor Manual 4Documento140 páginasMantenimiento Basico Del Motor Manual 4Lalo RiveraAún no hay calificaciones
- Manual de Metrologia DimensionalDocumento111 páginasManual de Metrologia DimensionalVicente Campusano MaraboliAún no hay calificaciones
- Metrología Basica AriasDocumento76 páginasMetrología Basica AriasAndres AriasAún no hay calificaciones
- Tema 1 MetrologíaDocumento24 páginasTema 1 MetrologíaJose TorresAún no hay calificaciones
- Mediciones dimensional: metrología, instrumentos y conceptos claveDocumento11 páginasMediciones dimensional: metrología, instrumentos y conceptos claveOscar BarajasAún no hay calificaciones
- Clase 2 Metrologia Dimensional...Documento23 páginasClase 2 Metrologia Dimensional...Sara GodoyAún no hay calificaciones
- Guía de Estudio 1. Conversion de Unidades y Analisis de DimensionesDocumento19 páginasGuía de Estudio 1. Conversion de Unidades y Analisis de DimensionesLaura RinconAún no hay calificaciones
- Tema #2 Que Se Mide y para QueDocumento24 páginasTema #2 Que Se Mide y para QueCarla SalvadorAún no hay calificaciones
- Magnitudes, Mediciones y ErroresDocumento24 páginasMagnitudes, Mediciones y Erroresapi-3833476100% (4)
- Sistema de MediciónDocumento9 páginasSistema de MediciónBYRON FRANCISCO LOZANO ARANAAún no hay calificaciones
- Apunte de Mediciones y Error de Mediciones - Ing - QcaDocumento14 páginasApunte de Mediciones y Error de Mediciones - Ing - QcaGianella RicciAún no hay calificaciones
- Medicion de Variables Electricas y Electronicas PDFDocumento15 páginasMedicion de Variables Electricas y Electronicas PDFfpriego19Aún no hay calificaciones
- Exposición Convenios Internacionales-TmpDocumento21 páginasExposición Convenios Internacionales-TmpNerymarAún no hay calificaciones
- TARIFA ISOLTUBEX 2022 3aedicionDocumento83 páginasTARIFA ISOLTUBEX 2022 3aedicionSantiago ChauAún no hay calificaciones
- Syllabus MORF 300 201720Documento8 páginasSyllabus MORF 300 201720Fernando Ignacio Salas Reyes100% (1)
- DiccionarioDocumento11 páginasDiccionarioLeonidas GarciaAún no hay calificaciones
- Hambre Cero-1Documento11 páginasHambre Cero-1ANDERSON100% (1)
- Química General: Equilibrio IónicoDocumento27 páginasQuímica General: Equilibrio IónicoGIAN GABRIEL MAZA MIOAún no hay calificaciones
- CromatoDocumento6 páginasCromatoKristhian Yury Gonzales RubioAún no hay calificaciones
- Tarea 3Documento2 páginasTarea 3Kagney UralesAún no hay calificaciones
- La sabiduría ancestral de los pueblos originariosDocumento20 páginasLa sabiduría ancestral de los pueblos originariosByron CarrancoAún no hay calificaciones
- LAB 2 de Circuitos Electronicos 2 - Fiee UnacDocumento3 páginasLAB 2 de Circuitos Electronicos 2 - Fiee UnacNando NandoAún no hay calificaciones
- Medidores de Vibracion SegundoDocumento11 páginasMedidores de Vibracion SegundoYinis Andreiita Acevedo100% (1)
- Actividad 2.2 My ClassDocumento11 páginasActividad 2.2 My ClasswonosabyAún no hay calificaciones
- Segundo Día Con Carlos Castaneda Y La TensegridadDocumento2 páginasSegundo Día Con Carlos Castaneda Y La TensegridadXavier SaAún no hay calificaciones
- Colmena Siglo XVIIIDocumento22 páginasColmena Siglo XVIIIAnonymous WdGQ0KeAún no hay calificaciones
- Bocaditos de Realidad, de Ana Patricia MoyaDocumento78 páginasBocaditos de Realidad, de Ana Patricia MoyaRevista Groenlandia - La Tierra Verde de Hielo100% (3)
- C3 - PER 2023 Monitoreo y Calidad de EnergiaDocumento26 páginasC3 - PER 2023 Monitoreo y Calidad de EnergiaBLIMAH PERU SACAún no hay calificaciones
- Actividad Complementaria Movimiento en Una Dimensión.Documento6 páginasActividad Complementaria Movimiento en Una Dimensión.ronhyAún no hay calificaciones
- Dosificacion de Mezcla de Concreto Trabajo 1Documento2 páginasDosificacion de Mezcla de Concreto Trabajo 1Alan García CastilloAún no hay calificaciones
- MGI JETVARNISH 3DS impresión efectos 3DDocumento4 páginasMGI JETVARNISH 3DS impresión efectos 3DTaty ElejaldeAún no hay calificaciones
- Cont AutomaticoDocumento4 páginasCont AutomaticoRita Coaquira CAún no hay calificaciones
- 3.1.19 Sensores para Monitorización DSUDocumento34 páginas3.1.19 Sensores para Monitorización DSURobben WhiteAún no hay calificaciones
- Lecturas Cortas 1Documento15 páginasLecturas Cortas 1mariluAún no hay calificaciones
- Ejercicios para ExamenDocumento2 páginasEjercicios para Examenmiguel felix felixAún no hay calificaciones
- Reconocimiento Geológico de Yura, Arequipa - Perú - Explorock - Blog de Las Geociencias y ExploraciónDocumento21 páginasReconocimiento Geológico de Yura, Arequipa - Perú - Explorock - Blog de Las Geociencias y ExploraciónBrayanChoquehuancaAún no hay calificaciones
- Una Comunidad Es Un Grupo o Conjunto de IndividuosDocumento5 páginasUna Comunidad Es Un Grupo o Conjunto de Individuosdelvis_reyes854702100% (1)