Documentos de Académico
Documentos de Profesional
Documentos de Cultura
RCM Manual Spanish ASME 2011
Cargado por
cajascDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
RCM Manual Spanish ASME 2011
Cargado por
cajascCopyright:
Formatos disponibles
Curso:
MANTENIMIENTO CENTRADO EN CONFIABILIDAD (MCC) RELIABILITY CENTERED MAINTENANCE (RCM)
Certificado por:
Desarrollado por:
CARLOS PARRA
parrac37@yahoo.com
INGECON www.confiabilidadoperacional.com
PhD. Ingeniera Industrial Msc. Ingeniera de Mantenimiento
2011
ii AGENDA DEL TALLER:
Tpico Objetivos Introduccin al Mantenimiento Clase Mundial Optimizacin de la Confiabilidad Operacional Introduccin al MCC Equipo Natural de Trabajo Rol del facilitador MCC Proceso de implantacin del MCC Anlisis de Criticidad de Sistemas Desarrollo Contexto Operacional Anlisis de los Modos y Efectos de Fallas (AMEF) Definicin de Funciones Definicin Fallas Funcionales Definicin de modos de fallas Descripcin de los efectos de los modos de fallas Ejercicios Modos de fallas y Efectos Actividad
Ejercicios propuestos
Ejercicios propuestos Ejercicios propuestos Ejercicios propuestos
Ejercicios propuestos
Proceso de seleccin de las actividades de mantenimiento rbol lgico de decisin del MCC ndices de control en Mantenimiento Ejercicios propuestos Beneficios de la implantacin del MCC / Revisin final
iii
INTRODUCCIN
En la actualidad, las organizaciones industriales estn implantando nuevas tcnicas, con el objetivo principal de optimar sus procesos de Gestin del Mantenimiento. Dentro de estas nuevas tcnicas, la metodologa de gestin del mantenimiento denominada: Mantenimiento Centrado en Confiabilidad (MCC), constituye actualmente, una de las principales y ms efectivas
herramientas para mejorar y optimar el mantenimiento en las organizaciones.
El xito del MCC a nivel mundial, se ha debido principalmente a que esta filosofa permite establecer los requerimientos necesarios de mantenimiento de los distintos equipos en su
contexto operacional, tomando en cuenta bsicamente, el posible impacto que pueden provocar las fallas de estos equipos: al ambiente, la seguridad humana y las operaciones, aspectos que en el presente, son considerados de vital importancia dentro de cualquier proceso productivo.
Por lo expuesto anteriormente, el Mantenimiento Centrado en Confiabilidad, se convierte hoy en da, en una de las principales herramientas utilizadas por las organizaciones de categora Clase Mundial.
iv OBJETIVOS Los objetivos principales de este taller son: Explicar la teora bsica del MCC y describir de forma detallada el proceso de implantacin del MCC. Definir los diferentes tipos de funciones de los sistemas y establecer los parmetros de ejecucin en trminos de seguridad, impacto ambiental, calidad, rangos operacionales y rangos de control. Identificar los caminos por los cuales los sistemas pueden dejar de cumplir sus funciones (fallas funcionales). Identificar las causas (modos de fallas) que provocan las fallas funcionales. Evaluar los riesgos que provocan los modos de fallas, jeraquizarlos en funcin de su impacto y establecer prioridades de mantenimiento. Comprender y utilizar, el proceso lgico de decisin diseado por la metodologa del MCC, para seleccionar tareas y frecuencias efectivas de mantenimiento. Aplicar los conceptos tericos del MCC y llevar a cabo aplicaciones prcticas reales, aprovechando la experiencia de cada uno de los participantes.
GLOSARIO
AC ACR ACRB AMEF CCPS IBR OREDA MCC UT TBF DT TTR TO MTTR MTBF MUT MDT MTTR MTO Anlisis de Criticidad Anlisis Causa Raz Anlisis Costo Riesgo Beneficio Anlisis de Modos y Efectos de Fallas. Center for Chemical Process Safety. Inspeccin Basada en Riesgos. Offshore Reliability Data. Mantenimiento Centrado en Confiabilidad. Up time o tiempo operativo entre fallas. time between failures o tiempo entre fallas. Down time o tiempo no operativo entre fallas. Time to repair o tiempo necesario para reparar. Time out o tiempo fuera de control. Mean time to repair. Mean time between failures, tiempo medio entre fallas. Mean up time, tiempo medio de funcionamiento entre fallas. Mean down time, tiempo medio de indisponibilidad entre fallas. Mean time to repair, tiempo medio para reparar. Mean out time, tiempo medio fuera de control.
vi
CONTENIDO
Pgina Agenda del taller Introduccin Objetivos Glosario ........................................................................................................................................... ii .......................................................................................................................................... iii .......................................................................................................................................... iv ............................................................................................................................................v
CAPTULO 1: INTRODUCCIN AL MANTENIMIENTO CLASE MUNDIAL ................................................1 1.1. Evolucin del Mantenimiento ......................................................................................................1 1.2. Mantenimiento Clase mundial ......................................................................................................2 1.3. Proceso de Optimizacin de la Confiabilidad Operacional ...........................................................4 CAPTULO 2: TEORA BSICA DEL MANTENIMIENTO CENTRADO EN CONFIABILIDAD ..................6 2.1 Antecedentes del MCC ...............................................................................................................6 2.2 Definicin del MCC ....................................................................................................................7 2.3 Proceso de implantacin del MCC ...............................................................................................8 2.3.1 Conformacin e importantcia de los equipos naturales de trabajo ..................................9 2.3.2 Seleccin del sistema y definicin del contexto operacional .......................................11 2.3.3 Desarrollo del contexto operacional ..............................................................................14 CAPTULO 3: AMEF : ANLISIS DE LOS MODOS Y EFECTOS DE FALLAS............................................18 3.1 Funciones y estndares de ejecucin ...........................................................................................19 3.1.1 Definicin de funcin y tipos de funciones ..............................................................19 3.1.2 Estndares de ejecucin ............................................................................................22 3.1.3 Registro de los estndares de ejecucin ...................................................................26 3.2 Fallas funcionales........................................................................................................................ 27 3.3 Modos de fallas ............................................................................................................................29 3.3.1 Nivel de identificacin de los modos de fallas .........................................................29 3.3.2 Causas Races de las fallas funcionales .....................................................................31 3.3.3 Registro de los modos de fallas .................................................................................32 3.4 Efectos de los modos de fallas .....................................................................................................32 3.4.1 Categoras de los efectos de fallas .............................................................................34 CAPTULO 4: EL MCC Y LOS MODOS DE FALLAS OCULTOS ................................................................37 4.1 Identificacin de las fallas ocultas ............................................................................................37 4.2 Rutinas de mantenimiento para prevenir modos de fallas ocultos...........................................38 CAPTULO 5: SELECCIN DE LAS ACTIVIDADES DE MANTENIMIENTO ............................................40 5.1 Actividades preventivas ............................................................................................................41 5.2 Actividades correctivas .............................................................................................................43 CAPTULO 6: NDICES BSICOS DE GESTIN DEL MANTENIMIENTO ................................................44 6.1 Clculo de la disponibilidad .....................................................................................................45 6.2 Clculo de la confiabilidad.......................................................................................................46 CAPTULO 7: BENEFICIOS DE LA IMPLANTACIN DEL MCC .................................................................50 BIBLIOGRAFA ..........................................................................................................................................52 ANEXOS: ANEXO 1: EJERCICIOS PROPUESTOS ..............................................................................................53
vii
LISTA DE FIGURAS
Figuras Pgina 1. Evolucin del Mantenimiento .....................................................................................................................1 2. Diez mejores prcticas Mantenimiento Clase Mundial ...........................................................................3 3. reas a optimizar .....................................................................................................................................3 4. Proceso de gestin de la confiabilidad operacional ................................................................................4 5. Siete preguntas claves del MCC ..............................................................................................................8 6. Proceso de implantacin del MCC ............................................................................................................8 7. Integrantes del Equipo Natural de trabajo ................................................................................................9 8. Roles de los participantes de los Equipos Naturales ................................................................................10 9. Criterios a evaluar Matriz de Criticidad................................................................................................13 10. Matriz de Criticidad .................................................................................................................................14 11. Definicin del Contexto Operacional ......................................................................................................15 12. Diagrama Entrada Proceso Salida ............................................................................................................16 13. Flujograma para el desarrollo del AMEF ................................................................................................18 14. Estndar de ejecucin deseado / Influencia del mantenimiento ...............................................................24 15. Categora de las Consecuencias de los modos de fallas ..........................................................................35 16. Identificacin de las consecuencias de los modos de fallas ..................................................................40 17. Flujograma de seleccin de las actividades de mantenimiento ................................................................41 18. Curva de comportamiento de las fallas potenciales .................................................................................42 19. Distribucin de fallas ...............................................................................................................................44 20. Curva de la Baera ..................................................................................................................................47 21. Ejemplo de Distribucin de fallas - Equipo X ........................................................................................48 22. Ejemplo de Distribucin de fallas Equipo Y ........................................................................................49 23. Beneficios del MCC ...............................................................................................................................51
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
CAPTULO 1
INTRODUCCIN AL MANTENIMIENTO CLASE MUNDIAL 1.1.Evolucin del Mantenimiento En la siguiente figura encontramos un resumen que ilustra la evolucin del mantenimiento:
Reparar en caso de avera
Mayor disponibilidad de la maquinaria Mayor duracin de los equipos Menores Costos
Mayor disponibilidad y MCC confiabilidad Mayor Seguridad Mejor calidad del producto Armona con el medio ambiente Maximizar Cont.Operacional Costos aun menores 1980 1990 2000
1940
1950
1960
1970
Figura # 1. Evolucin del Mantenimiento
Aos 30 a mediados de aos 50 Equipos robustos, sobredimensionados, simples. Los modos de fallas estaban concentrados en el desgaste de pieza y metalrgicos. No exista alta mecanizacin de la industria. Poca importancia a los tiempos de parada de los equipos. La prevencin de fallas en los equipos no era de alta prioridad gerencial. La poltica de mantenimiento mayormente aplicada era la de mantenimiento reactivo o de reparacin. No haba necesidad de un mantenimiento sistemtico. Las actividades demandaban poca destreza. Volmenes de produccin bajos. Aos 50 hasta mediados de aos 70. Por primera vez, se comienza a darle importancia a la productividad. Incremento de la mecanizacin en las industrias y complejidad de los equipos. Mayor importancia a los tiempos de paros de los equipos. Inicio del concepto de mantenimiento preventivo. Para los aos 60 este consista principalmente en mantenimiento mayores (Over Haul) de acuerdo a una frecuencia fija. Crecimiento rpido de los costos de mantenimiento al compararlos con otros costos de operacin. Implantacin y crecimiento de sistemas de planificacin y control de mantenimiento. Maximizar vida til de la infraestructura, sistemas, equipos y dispositivos, por incremento del capital asociado a la adquisicin de los mismos. Instalaciones, sistemas y equipos con alta capacidad de respaldo Altos niveles de inventario de repuestos
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
Mayor involucramiento de las gerencias con la fuerza laboral hacia la definicin de las tareas de mantenimiento Computadoras centralizadas, muy lentas, programas que no permitan la interaccin efectiva con el usuario
Aos 70 hasta el presente Alto grado de mecanizacin y automatizacin Demanda por alto valor en la disponibilidad y confiabilidad de la infraestructura, sistemas, equipos y dispositivos Importancia a la productividad y estndar de calidad Importancia relevante a la proteccin integral de las personas, equipos y ambiente Relevancia de los costos de mantenimiento en su contribucin a la optimacin y control de costos de las empresas, es decir, tener una alta efectividad en el control de costos. Extensin al mximo de la vida til de la infraestructura, sistemas, equipos y dispositivos. Alto volmenes de produccin Competitividad como factor de sobrevivencia de las empresas Alto nivel de competencia del personal de mantenimiento Nuevas tcnicas e investigacin cuestionan lo establecido. Desarrollo acelerado de la tecnologa de informacin, computadoras ms rpidas, pequeos programas ms amigables, integracin de redes a travs de estaciones de trabajo, sistemas expertos. Desarrollo del mantenimiento predictivo nfasis en darle importancia a los valores de confiabilidad y mantenibilidad en la etapa de diseo de la infraestructura, sistemas, equipos y dispositivos. Comienzo en los ltimos aos de los 70, de la aplicacin de las filosofas Mantenimiento Productivo Total (TPM) y del Mantenimiento Centrado en confiabilidad (MCC) 1.2.Mantenimiento Clase Mundial El Mantenimiento Clase Mundial MCM, es el conjunto de las mejores prcticas que rene elementos de distintos enfoques organizacionales con visin de negocio, para crear un todo armnico de alto valor prctico, las cuales aplicadas en forma coherente generan ahorros sustanciales a las empresas. Caractersticas: Promueve constantemente, la revisin y/o actualizacin de las mejores prcticas en el mbito mundial. Alinea las prcticas en funcin de la gente, los procesos y la tecnologa. Enfatiza en el desarrollo de estrategias para facultar a las personas en su desempeo. Establece estrategias orientadas a la integracin de los diferentes entes que participan en la cadena de valor de los procesos, con visin holstica del negocio. Considera fundamental la tecnologa de informacin como habilitador esencial para la integracin de los procesos. Asigna un peso especfico a la planificacin disciplinada, como funcin del proceso gerencial. Fomenta la identificacin de oportunidades de mejoras, generando cambios de paradigmas en el negocio. Orienta y gerencia el cambio planificado, como objetivo estratgico a travs del desarrollo y educacin permanente de la gente.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
GENTE
PROCESOS ORIENTADOS AL MEJORAMIENTO CONTINUO
PROCESOS
TECNOLOGIA
INTEGRACION CON PROVEEDORES
COMPROMISO GERENCIAL
ORGANIZACION CENTRADA EN EQUIPOS DE TRABAJO
PROCESOS PROACTIVOS PLANIFICACION Y PROGRAMACION
OPTIMIZACIN CONFIABILIDAD OPERACIONAL
COMPROMISO GERENCIAL
CONTRATISTAS ORIENTADOS A LA PRODUCTIVIDAD
SIMPLIFICACION DE PROCESOS
GERENCIA DISCIPLINADA PARADA DE PLANTAS
Figura # 2.Diez Mejores Prcticas del Mantenimiento Clase Mundial
Mejoras buscadas
Produccin Paradas imprevistas Horas/hombre Costos de Mantenimiento Costos de produccin Accidentes Retrabajo Inventarios Disponibilidad y Confiabilidad
Rangos
10 12% 50 55% 35 40% 23 30% 12 16% 80% 20 40% 10 30% 10 15%
Comportamiento
Figura 3: reas a Optimizar
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
1.3.Proceso de optimizacin de la Confiabilidad Operacional La Confiabilidad Operacional se define como: Capacidad de una instalacin (infraestructura, personas, tecnologa) para cumplir su funcin (haga lo que se espera de ella), y en caso de que falle, lo haga del modo menos daino posible. Una instalacin confiable debe incluir tanto continuidad riesgos operacional como control de
Caractersticas del proceso de mejoramiento de la CO: Mejorar CO se puede conseguir mediante muchas iniciativas. No existe una nica metodologa que domine todos sus aspectos. Depende de la interaccin entre los equipos, los procesos, los humanos y el ambiente organizacional. La presencia ineludible de la incertidumbre coloca a la confiabilidad en el mbito de las decisiones basadas en riesgo A partir de este concepto, un proceso de Gestin de Confiabilidad se basa en cuatro parmetros fundamentales: (ver Fig. 4)
Figura # 4: Proceso de gestin de la Confiabilidad Operacional
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
La Confiabilidad Humana que involucra la parte blanda de la empresa, es decir, la estructura organizacional de todo el personal, tipo de gerencia, cultura de la empresa, sistemas administrativos, etc. La Confiabilidad de Procesos que engloba todo lo concerniente a procedimientos, procesos y operaciones. La Confiabilidad de Equipos que se orienta hacia la confiabilidad desde su diseo, es decir, involucra el tipo de diseo, cambios del tipo de material, la forma y procedimientos del ensamblaje. El objetivo fundamental de incluir los aspectos de confiabilidad desde el diseo, esta relacionado con el aumento del tiempo promedio operativo (TPO). La Confiabilidad de los Procesos de Mantenimiento (Mantenibilidad) que se enfoca hacia el mantenimiento de los activos, las habilidades bsicas que puede desarrollar el personal, la efectividad y calidad del mantenimiento, con el objetivo de optimizar (disminuir) el tiempo promedio para reparar (TPPR).
Es importante, puntualizar que en un programa de optimizacin de la confiabilidad operacional de un sistema, es necesario el anlisis sistmico de los cuatro parmetros operacionales: confiabilidad humana, confiabilidad de los procesos, mantenibilidad de los equipos y la confiabilidad de los equipos. La variacin en conjunto o individual que pueda sufrir cada uno de los cuatro parmetros presentados, afectar el comportamiento global de la confiabilidad operacional de un determinado sistema. reas de influencia del proceso de optimizacin de la Confiabilidad Operacional: Elaboracin de los planes de mantenimiento e inspeccin en equipos estticos y dinmicos. Solucin de problemas recurrentes en equipos e instalaciones que afectan los costos y la confiabilidad de las operaciones. Determinacin de tareas de mantenimiento que permitan minimizar los riesgos en las instalaciones Definicin de procedimientos operacionales y prcticas de trabajo seguro.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
TEORA
BSICA
CAPTULO 2 DEL MANTENIMIENTO CONFIABILIDAD
CENTRADO
EN
2.1.Antecedentes del MCC El Mantenimiento Centrado en Confiabilidad se origin hacia el final de la dcada de los aos 60, en un esfuerzo conjunto del gobierno y la industria aeronutica norteamericana, a fin de establecer un proceso lgico y disear actividades de mantenimiento apropiadas con frecuencias optimas para estas actividades, para atender el advenimiento de nuevas aeronaves de mayor tamao, capacidad y complejidad, as como el crecimiento del parque areo. La complejidad de los nuevos sistemas haca casi imposible que los mismos fueran mantenidos con los antiguos conceptos y polticas. El objetivo de este grupo de trabajo fue establecer procedimientos de mantenimiento apropiados que permitieran reducir los tiempos de parada por mantenimiento, reducir los costos de mantenimiento e incrementar la seguridad de los vuelos. Como resultado de este esfuerzo se public el documento MSG-1: Maintenance Evaluation and Program Development, el cual formaliza y establece nuevos criterios para el desarrollo de programas de mantenimiento. Anterior a la publicacin del MSG-1, los programas de mantenimiento estaban diseados para ser ejecutados en cada equipo sin considerar la importancia del mismo en el funcionamiento del sistema. La importancia de este documento radica en el cambio de los paradigmas existentes hasta ese momento para la conceptualizacin de las polticas de mantenimiento. A partir de este documento la orientacin cambia desde la evaluacin de las funciones del equipo hacia el anlisis de las funciones del sistema. Posteriormente, se public el documento MSG-2 para generalizar en toda la industria aeronutica el uso de los procedimientos desarrollados en el MSG-1. En este segundo documento se incorpor una herramienta simple pero poderosa, llamada rbol de decisin lgico. Un rbol de decisin lgico es un diagrama que provee una secuencia de preguntas acerca de una serie de posibles eventos y sus consecuencias, estructurado de manera lgica y jerrquica. Cada pregunta en el rbol de decisin slo puede ser contestada con un SI NO. La respuesta a cada pregunta puede conducir a una accin a la prxima pregunta en la secuencia. El rbol es semejante a un mapa lgico de carreteras. Cada posible falla de un sistema es categorizada mediante la aplicacin del rbol lgico de preguntas, conduciendo al evaluador a un anlisis lgico que finaliza al obtener una respuesta SI. En cada respuesta NO, el evaluador continua con la siguiente pregunta en la secuencia. Si se alcanza el final del rbol, entonces la conclusin lgica es que no se requiere ninguna actividad para la falla bajo evaluacin. El documento MSG-2 se convirti en un estndar de la industria aeronutica para el diseo y ejecucin de polticas de mantenimiento, el cual contiene los lineamientos de lo que actualmente se denomina mantenimiento centrado en confiabilidad. El xito del RCM en la industria aeronutica no tuvo precedentes. En un perodo de 16 aos posterior a su implantacin, las aerolneas comerciales no tuvieron incremento en los costos unitarios de mantenimiento, an cuando el tamao y complejidad de las aeronaves, as como los costos de labor se incrementaron durante el mismo perodo. Tambin, para el mismo perodo, se incrementaron los records de seguridad de las aerolneas. Los beneficios obtenidos por la industria aeronutica no fueron un secreto y pronto el MCC fue adaptado y adecuado a las necesidades de otras industrias, tales como la de generacin de potencia mediante energa nuclear y solar, manufacturera, de procesamiento de alimentos, minera, transporte martimo, de procesamiento de hidrocarburos y productos qumicos, as como el ambiente militar. En todas ellas se presentan resultados exitosos en mantener incrementar la disponibilidad y al mismo tiempo obtener ahorros en los costos del mantenimiento, mediante la
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
aplicacin del MCC. Todava, algunos detalles del mtodo se encuentran en desarrollo para adaptarse a las cambiantes necesidades de una amplia variedad de industrias, an cuando los principios bsicos se mantienen. 2.2.Concepto del MCC El MCC sirve de gua para identificar las actividades de mantenimiento con sus respectivas frecuencias a los activos ms importantes de un contexto operacional. Esta no es una frmula matemtica y su xito se apoya principalmente en el anlisis funcional de los activos de un determinado contexto operacional, realizado por un equipo natural de trabajo. El esfuerzo desarrollado por el equipo natural permite generar un sistema de gestin de mantenimiento flexible, que se adapta a las necesidades reales de mantenimiento de la organizacin, tomando en cuenta, la seguridad personal, el ambiente, las operaciones y la razn costo/beneficio (1) (Jones, Richard, Risk - Based Management: A Realibility -Centered Approach, Gulf Publishing Company, First Edition, Houston, Texas 1995, Pg:1). EL RCM se define de la siguiente forma: Filosofa de gestin del mantenimiento, en la cual un equipo multidisciplinario de trabajo, se encarga de optimar la confiabilidad operacional de un sistema que funciona bajo condiciones de trabajo definidas, estableciendo las actividades ms efectivas de mantenimiento en funcin de la criticidad de los activos pertenecientes a dicho sistema, tomando en cuenta los posibles efectos que originarn los modos de fallas de estos activos, a la seguridad, al ambiente y a las operaciones . En otras palabras el MCC es una metodologa que permite identificar estrategias efectivas de mantenimiento que permitan garantizar el cumplimiento de los estndares requeridos por los procesos de produccin. Caractersticas generales del MCC: Herramienta que permite ajustar las acciones de control de fallas(estrategias de mantenimiento) al entorno operacional Metodologa basada en un procedimiento sistemtico que permite generar planes ptimos de mantenimiento / produce un cambio cultural Los resultados de la aplicacin del MCC, tendrn su mayor impacto, en sistemas complejos con diversidad de modos de falla (ejemplo: equipos rotativos grandes) Maduracin: mediano plazo-largo plazo La metodologa MCC, propone un procedimiento que permite identificar las necesidades reales de mantenimiento de los activos en su contexto operacional, a partir del anlisis de las siguientes siete preguntas:
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
Las 7 Preguntas del MCC
Cul es la funcin del activo? De qu manera pueden fallar? Qu origina la falla? Qu pasa cuando falla?
AMEF
Importa s falla?
Lgica de decisiones de MCC
Se puede hacer algo para prevenir la falla? Qu pasa s no podemos prevenir la falla?
Figura # 5: Siete Preguntas claves del MCC 2.3.Proceso de implantacin del MCC A continuacin se presenta el esquema propuesto para implantar el MCC. El xito del proceso de implantacin del MCC, depender bsicamente del desempeo del equipo natural de trabajo, el cual se encargar de responder las siete preguntas bsicas del MCC, siguiendo el siguiente esquema:
Flujograma de implantacin del MCC
Fase Inicial
Conformacin del equipo natural de trabajo Seleccin del sistema y definicin del contexto operacional
Fase de implantacin del MCC
Definicin de funciones
Determinar fallas funcionales
Identificar modos de fallas
Efectos y consecuencias de las fallas Anlsis de los modos y efectos de fallas (AMEF)
Herramienta que ayuda a responder las primeras 5 preguntas bsicas del MCC
Aplicacin de la hoja de decisin
Figura # 6: Proceso de Implantacin del MCC
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
2.3.1.Conformacin e Importancia de los Equipos Naturales de Trabajo dentro del proceso de implantacin del MCC Un Equipo Natural de Trabajo, se define dentro del contexto del MCC, como un conjunto de personas de diferentes funciones de la organizacin que trabajan juntas por un perodo de tiempo determinado en un clima de potenciacin de energa, para analizar problemas comunes de los distintos departamentos, apuntando al logro de un objetivo comn.
OPERADOR
Experto en manejo/operacin de sistemas y equipos
INGENIERO DE PROCESOS
Visin global del negocio
MANTENEDOR
Expertos en reparacin y mantenimiento
FACILITADOR
Asesor metodolgico
PROGRAMADOR
Visin sistemica de la actividad
ESPECIALISTAS
Experto en rea
Figura # 7: Integrantes de un Equipo Natural de trabajo
Caractersticas de los Equipos naturales: Alineacin: Cada miembro esta comprometido con los acuerdos del equipo. Esto demanda que la misin y visin sea compartidas por todos. En este sentido la tendencia es sacarle provecho a los desacuerdos y conflictos para integrar los aportes de los miembros, a fin de lograr soluciones efectivas. Coordinacin. Esta caracterstica, implica que cada miembro del equipo teniendo roles y responsabilidades claras se apropia de los compromisos del equipo como si fueran las suyas individuales. De esta forma el trabajo individual se orienta al desempeo comn del equipo. En este sentido, el liderazgo, la gerencia y el coaching, son habilidades de todos los miembros. Comprensin. La comprensin es un compromiso compartido. Esto requiere habilidad para distinguir entre puntos de vista, interpretaciones y los hechos, para as coordinar y divulgar el propio punto de vista y ayudar a los otros a considerarlo y considerar el punto de vista del otro. Cualquier miembro del equipo, conoce a los clientes, los suplidores, los procesos de trabajo y los resultados del equipo. Esto significa que los objetivos, metas e hitos son claros y compartidos. Respeto. Apreciar y sentir verdadero aprecio por el otro. Desarrollar y mejorar continuamente la habilidad de ver las cosas, como lo ve la otra persona ponerse en los zapatos del otro, pero sin perder la perspectivas de la objetividad de la realidad operacional. Preguntarse siempre: Quin necesita participar en esta reunin y/o decisin? y luego preguntar A quin es necesario informar respecto a los resultados?
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
10
Confianza: Tener confianza en que los dems van a desempear sus responsabilidades de manera ptima. Confiar en que cada miembro del equipo buscar insumos requeridos para la toma de decisiones, consolidando la proactividad individual para modelar este clima
Roles de Integrantes
PROCESOS
FACILITADOR
Asegura aplicacin de metodologas requeridas. Ayuda al equipo a obtener mejores resultados. Centrado en el proceso Ayuda a construir sentido de equipo y de ganar/ganar
DIFERENTES, PERO COMPLEMENTARIOS
TOMA DE DECISIONES
CONTENIDO
LIDER
Toma decisiones para implantacin de resultados Es dueo del problema Centrado en el contenido
TEAM WORK Y RESULTADOS
MIEMBROS
Aportan ideas y experiencias. Ayudan al lder a llegar donde quiere ir. Son los custodios del proceso
Figura # 8: Roles de los participantes Rol del facilitador La funcin bsica del facilitador consiste en guiar y conducir el proceso de implantacin del MCC. En otras palabras el facilitador es el encargado de asegurar que el proceso de implantacin del MCC se realice de forma ordenada y efectiva. Actividades que debe realizar el facilitador Guiar al equipo de trabajo en la realizacin del anlisis de los modos y efectos de fallas (AMEF), y en la seleccin de las actividades de mantenimiento. Ayudar a decidir a que nivel debe ser realizado anlisis de los modos y efectos de fallas. Ayudar a identificar los activos que deben ser analizados bajo esta metodologa (activos crticos). Asegurar que las reuniones de trabajo sean conducidas de forma profesional y se lleven a cabo con fluidez y normalidad. Asegurar un verdadero consenso (entre oper. y mant.). Motivar al equipo de trabajo. Asegurar que toda la documentacin a registrar durante el proceso de implantacin sea llevada correctamente. Perfil del facilitador y reas de conocimiento Amplia capacidad de anlisis. Alto desarrollo de cualidades personales (liderazgo, credibilidad, seguridad y confianza).
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
11
Habilidades para conducir reuniones de trabajo (facilidad para comunicarse). Teora bsica del MCC. Tcnica para realizar un Anlisis de Modos y Efectos de Fallas (AMEF). Tcnica de evaluacin y seleccin de actividades de mantenimiento (rbol lgico de decisin). Tcnicas de anlisis estadstico (confiabilidad, disponibilidad y mantenibilidad). Tcnicas de evaluacin del riesgo / anlisis costo riesgo beneficio. Herramientas computacionales.
2.3.2.Seleccin del sistema y definicin del contexto operacional Una vez que se ha seleccionado el rea piloto y se conoce de forma general la importancia de cada una de las reas de la organizacin, es necesario que los grupos de trabajo MCC, respondan claramente las dos siguientes preguntas: 1. Cul debera ser el nivel de detalle (parte,equipo, sistema,planta...) que se requiere para realizar el anlisis de los modos y efectos de fallas del rea seleccionada ? 2. Debera ser analizada toda el rea seleccionada, y si no es necesario analizar toda el rea , que debera hacerse para seleccionar la parte del rea a ser analizada y con que prioridad deben analizarse cada una de las partes (activos) del rea elegida ? Para entender lo que significa nivel de detalle (nivel de ensamblaje), es necesario que los grupos de trabajo confirmen o definan los distintos niveles de ensamblaje que presenta una determinada organizacin. Este nivel de ensamblaje se refiere especficamente al grado de divisin existente en la organizacin: corporacin, filiales, departamentos, plantas, sistemas, equipos, componentes son ejemplos de divisin de una determinada organizacin. A continuacin se definen algunos trminos necesarios para entender lo que significa el nivel de detalle o ensamble: - Parte: representa el ms bajo nivel de detalle al cual un equipo puede ser desensamblado sin que ser daado o destruido. Engranajes, bolas de cojinetes, ejes, resistores, chips son ejemplos de partes ( Aclaratoria, el tamao no es el criterio a considerar para establecer cual elemento constituye una parte de un determinado equipo). - Equipo: nivel de detalle constituido por un grupo o coleccin de partes ubicadas dentro de un paquete identificable, el cual cumple al menos una funcin de relevancia como tem independiente. Vlvulas, motores elctricos, bombas, compresores, turbinas son ejemplos tpicos de equipos. - Sistema: nivel de detalle constituido por un grupo lgico de equipos los cuales cumplen una serie de funciones requeridas por una planta. La mayora de los sistemas estn agrupados en funcin de los procesos ms importantes de una planta. Por lo general, las plantas estn compuestas por varios sistemas mayores tales como: generacin de vapor, tratamiento de aguas, compresin, generacin de aire, condensado, proteccin de fuego, etc. - Planta: nivel de detalle constituido por un grupo lgico de sistemas que funcionan en conjunto para proveer un output (electricidad) o un producto (gasolina, asfalto, azufre, etc.) por procesamiento y manipulacin de varios input como materiales o recursos (agua, petrleo crudo, gas natural, hierro, carbn, etc.). - rea: nivel de detalle constituido por un grupo lgico de plantas que funcionan en conjunto para proveer varios ouput de una misma clase o de distintas clases. Por ejemplo un grupo de plantas de Hidrgeno constituyen un rea denominada Complejo de Hidrgeno.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
12
La experiencia de analistas expertos en MCC, ha demostrado claramente que la mayor eficiencia y significancia de los resultados obtenidos por el MCC, es a partir del anlisis a los distintos sistemas como nivel de detalle de una organizacin . En la mayora de las plantas, los sistemas son usualmente identificados, y estos son usados: para realizar los bloques lgicos funcionales e identificar los procesos asociados al sistema, para los esquemticos de planta y tuberas y para los diagramas de instrumentacin, razones por las cuales el nivel de detalle referido al anlisis de los sistemas, ofrece la informacin ms detallada y precisa. Un camino razonable para explicar el punto de vista anterior y justificar el uso de sistemas como nivel de detalle para el proceso de anlisis del MCC, consiste en estudiar las otras alternativas y dar respuestas a las siguientes cuestiones: Por qu el anlisis a las partes como nivel de detalle no resulta eficiente ? Por qu el anlisis a las plantas como nivel de detalle no resulta eficiente ? Para responder las dos preguntas anteriores, es necesario que los grupos de trabajo tengan un especial cuidado con respecto a la seleccin del nivel de detalle que se espera del AMEF, ya que, un anlisis realizado a un alto nivel de detalle (partes), puede llegar a ser sumamente complicado e irrealizable, o por el contrario, un anlisis realizado a un bajo nivel de detalle(planta), podra ser muy superficial y poco eficiente para la gestin de mantenimiento en la organizacin. Tomando en cuenta la referencia anterior, la definicin tpica de los sistemas puede servir como un punto de partida para que el grupo de trabajo MCC inicie el proceso de anlisis del MCC. En esta parte del proceso es recomendable que los grupos de trabajo, realicen un esquema donde se represente el nivel de detalle al cual se analizar el rea seleccionada. Partiendo de que el sistema constituye el mejor nivel de detalle para el proceso de anlisis, los grupos de trabajo MCC deben responder la segunda pregunta realizada al inicio de esta etapa, cules sistemas con sus respectivos equipos del rea seleccionada deben ser analizados y en que orden ? . Para resolver esta pregunta es necesario identificar todos los sistemas existentes con sus componentes en el rea seleccionada y jerarquizar de acuerdo a importancia y criticidad, cada uno de estos sistemas con sus respectivos equipos. A continuacin se presenta un modelo de jerarquizacin de sistemas. Jerarquizacin de sistemas/Justificacin de la aplicacin del MCC Sistemas con un alto contenido de tareas de Mantenimiento Preventivo (MP) y/o costos de MP. Sistemas con un alto nmero de acciones de Mantenimiento Correctivo durante los ltimos dos aos de operacin. Sistemas con alta contribucin a paradas de plantas en los ltimos dos aos. Sistemas con altos riesgos con respecto a aspectos de seguridad y ambiente. Equipos genricos con un alto costo global de mantenimiento. Sistemas donde no existe confianza en el mantenimiento existente.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
13
Mtodo de evaluacin de Criticidad basada en el Concepto del Riesgo Es una metodologa que permite jerarquizar sistemas, instalaciones y equipos, en funcin de su impacto global, con el fin de optimar el proceso de asignacin de recursos(econmicos, humanos y tcnicos). El trmino crtico y la definicin de criticidad pueden tener diferentes interpretaciones y van a depender del objetivo que se esta tratando de jerarquizar. Desde esta ptica existen una gran diversidad de herramientas de criticidad, segn las oportunidades y las necesidades de la organizacin, la metodologa propuesta , es una herramienta de priorizacin bastante sencilla que genera resultados semicuantitativos, basados en la teora del Riesgo (Frecuencia de fallas x Consecuencias : Riesgo = Frecuencia x Consecuencia Frecuencia = # de fallas en un tiempo determinado Consecuencia = ( ( Impacto Operacional x Flexibilidad) + Costos Mtto.
+ Impacto SAH )
Los factores ponderados de cada uno de los criterios a ser evaluados por la expresin del riesgo se presentan a continuacin :
Ejemplo de un modelo de criticidad. Criticidad Total = Frecuencia de fallas x Consecuencia
Consecuencia = (( Impacto Operacional x Flexibilidad ) + Costo Mtto. + Impacto SAH )
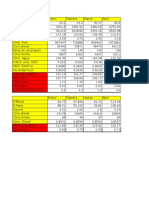
Frecuencia de Fallas: Pobre m ayor a 2 fallas/ao Prom edio 1 - 2 fallas/ao Buena 0.5 -1 fallas/ao Excelente m enos de 0.5 falla/ao Impacto Operacional: Prdida de todo el despacho Parada del sistem a o subsistem a y tiene repercusin en otros sistem as. Im pacta en niveles de inventario o calidad No genera ningn o calidad 3 efecto significativo sobre operaciones y produccin Flexibilidad Operacional: No existe opcin de produccin y no hay funcin de repuesto. Hay opcin de repuesto com partido/alm acen Funcin de repuesto disponible Costo de Mtto.: 4 3 2 1 10 7 4 1 Mayor o igual a 20000 $ Inferior a 20000 $ Impacto en Seguridad Ambiente H igiene (SAH ): Afecta la seguridad hum ana tanto externa com o interna y requiere la notificacin a entes externos de la organizacin Afecta el am biente /instalaciones Afecta las instalaciones causando daos severos Provoca daos m enores (amm biente - seguridad) No provoca ningn tipo de daos a personas, instalaciones o al am biente 4 2 1 8 7 5 3 1 2 1
Figura # 9: Criterios a evaluar Matriz de Criticidad
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
14
Estos factores son evaluados en reuniones de trabajo con la participacin de las distintas personas pertenecientes involucradas en el contexto operacional (operaciones, mantenimiento, procesos, seguridad y ambiente). Una vez que se evaluaron en consenso cada uno de los factores presentados en la tabla anterior, se introducen en la frmula de Criticidad Total (I) y se obtiene el valor global de criticidad (mximo valor de criticidad que se puede obtener a partir de los factores ponderados evaluados = 200). Para obtener el nivel de criticidad de cada sistema se toman los valores totales individuales de cada uno de los factores principales: frecuencia y consecuencias y se ubican en la matriz de criticidad - valor de frecuencia en el eje Y, valor de consecuencias en el eje X. La matriz de criticidad mostrada a continuacin permite jerarquizar los sistemas en tres reas (ver Figura # 10):
rea de sistemas No Crticos (NC) rea de sistemas de Media Criticidad (MC) rea de sistemas Crticos (C)
4
MC MC C C C
FRECUENCIA
MC
MC
MC
2
NC NC MC C C
1
NC NC NC MC C
10
20
30 40 CONSECUENCIA
50
Figura # 10: Matriz General de Criticidad
2.3.3.Desarrollo del Contexto Operacional A continuacin se presentan aspectos generales del proceso de definicin del contexto operacional:
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
15
DESARROLLO DEL CONTEXTO OPERACIONAL DE SISTEMAS RESUMEN OPERATIVO Propsito del Sistema Descripcin de Equipos Descripcin del Proceso Dispositivos de Seguridad Diagrama Entrada Proceso Salida (EPS) Metas de Seguridad / Ambientales / Operacionales Planes Futuros
PERSONAL Turnos Rotativos Operaciones Mantenimiento Parmetros de Calidad Gerencia
DIVISIN DE PROCESOS Divisin del proceso en sistemas Definicin de los lmites de los sistemas Listado de componentes para cada sistema, incluyendo dispositivos de seguridad e indicadores
Figura # 11: Definicin del Contexto Operacional
Informacin a ser recopilada para el desarrollo del contexto operacional: Perfil de operacin Ambiente de operacin Calidad/disponibilidad de los insumos requeridos (Combustible, aire, etc.) Alarmas, Monitoreo de primera lnea. Polticas de repuestos, recursos y logstica. P&IDs del sistema. Esquemticos del sistema y/o diagramas de bloque. Normalmente estos son desarrollados a partir de los P&IDs.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
16
Manuales de Diseo y Operacin de los Sistemas. Estos proveern informacin de la funcin esperada de los sistemas, como se relacionan con otros sistemas y que lmites operacionales y reglas bsicas son utilizadas.
Diagramas Entrada Proceso Salida (EPS) Es una herramienta grfica que facilita la visualizacin del contexto operacional, en el se identifican: las entradas, los procesos y las salidas principales:
Figura # 12: Diagrama Entrada Proceso Salida A continuacin se detallan los factores ms importantes del Diagrama EPS: Inputs (entradas): estn divididos en tres clases: Materia prima: recursos tomados directamente por el proceso(sistema/equipo) para transformarlos o convertirlos (gas, crudo, madera). Servicios: recursos utilizados por el proceso(sistema/equipo), necesarios para la transformacin de la materia prima ( electricidad, agua, vapor). Controles: estos constituyen un tipo especial de inputs, referidos a los sistemas de control y sus efectos sobre los equipos o procesos pertenecientes al rea en cuestin. Este tipo de inputs, generalmente no necesitan ser registrados como una funcin separada ya que su falla siempre esta asociada a una prdida de ouput en alguna parte del proceso. Ouputs (salidas): los ouputs de un rea van a estar asociadas a las funciones inherentes a cada : sistema, equipo o parte (dependiendo del nivel de detalle seleccionado en el paso anterior). Los ouputs pueden ser clasificados en cinco tipos de funciones: Productos primarios: estos constituyen los principales propsitos del sistema/equipo/parte(dependiendo del nivel de detalle), es decir su razn de existencia. Los productos primarios son generalmente especificadas por la tasa de produccin y los estndares de calidad aplicados a los ouputs. Productos secundarias: estos productos se derivan de funciones principales que cumple el sistema/equipo/parte dentro del proceso, la prdida de los productos secundarios puede causar, en la mayora de los casos la prdida de las funciones primarias y sus consecuencias pueden ser catastrficas.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
17
Funciones de proteccin: son un especial grupo de funciones las cuales protegen tanto al personal como a los procesos. Funciones de control: es realizada por equipos de control especial y su objetivo bsico es prevenir las posibles fallas que puedan ocurrir en el proceso a partir del control de variables especficas.
Los procesos: estos deben ser registrados como una descripcin de una funcin a ejecutar por el sistema/ equipo (dependiendo del nivel de detalle seleccionado) en un lugar especfico , con el fin de concentrar los esfuerzos de mantenimiento sobre la funcin que este siendo analizada (que actividades de mantenimiento deben ejecutarse para que el activo cumpla la funcin dentro del contexto operacional) .
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
18
CAPTULO 3 AMEF: ANLISIS DE LOS MODOS Y EFECTOS DE FALLA. El Anlisis de los Modos y Efectos de Fallas (AMEF), constituye la herramienta principal del MCC, para la optimizacin de la gestin de mantenimiento en una organizacin determinada. El AMEF es un mtodo sistemtico que permite identificar los problemas antes que estos ocurran y puedan afectar o impactar a los procesos y productos en un rea determinada, bajo un contexto operacional dado. Hay que tener presente que la realizacin del AMEF, constituye la parte ms importante del proceso de implantacin del MCC, ya que a partir del anlisis realizado por los grupos de trabajo MCC, a los distintos activos en su contexto operacional, se obtendr la informacin necesaria para poder prevenir las consecuencias o efectos de las posibles fallas, a partir de la seleccin adecuada de actividades de mantenimiento, las cuales actuarn sobre cada modo de falla y sus posibles consecuencias (ver Figura # 13: Flujograma para el desarrollo del AMEF).
Flujograma de implantacin del AMEF
Fase de implantacin del MCC
Seleccin del sistema y definicin del contexto operacional
Definicin de funciones
Determinar fallas funcionales
Identificar modos de fallas
Efectos y consecuencias de las fallas Anlsis de los modos y efectos de fallas (AMEF)
Herramienta que ayuda a responder las primeras 5 preguntas bsicas del MCC
Aplicacin de la hoja de decisin
Figura # 13: Flujograma para el desarrollo del AMEF. Por lo expresado anteriormente, se deduce que el objetivo bsico del AMEF, es encontrar todas las formas o modos en los cuales puede fallar un activo dentro de un proceso, e identificar las posibles consecuencias o efectos de las fallas en funcin de tres criterios bsicos para el MCC: seguridad humana, ambiente y operaciones(produccin). Para poder cumplir con este objetivo, los grupos de trabajo MCC, deben realizar el AMEF siguiendo la siguiente secuencia:
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
19
Explicar las funciones de los activos del rea seleccionada y sus respectivos estndares de ejecucin. Definir las fallas funcionales asociadas a cada funcin del activo. Definir los modos de fallas asociados a cada falla funcional. Establecer los efectos o las consecuencias asociadas a cada modo de falla.
3.1.Funciones y estndares de ejecucin En esta parte del proceso de implantacin del MCC, el grupo de trabajo debe comprender que el objetivo bsico del mantenimiento es preservar los activos en un estado que estos puedan cumplir con sus funciones bsicas. Esto significa que los requerimientos de mantenimiento de cualquier activo podrn ser determinados si sus funciones estn claramente definidas y comprendidas. Para poder cumplir con esta fase del proceso de implantacin del MCC, el grupo de trabajo deber: Definir funcin y diferenciar los distintos tipos de funciones segn el MCC. Aclarar los estndares de ejecucin (operacionales) de cada activo. Registrar los estndares de ejecucin esperados asociados a cada funcin.
3.1.1. Definicin de funcin y explicacin de los diferentes tipos de funciones El MCC define el trmino funcin, como el propsito o la misin de un activo en un contexto operacional especfico (cada activo puede tener ms de una funcin en el contexto operacional). Para decidir cuando un activo no esta trabajando satisfactoriamente, es necesario definir que es lo que el activo debe hacer para trabajar apropiadamente, por lo cual, uno de los aspectos importantes dentro del AMEF para el grupo de trabajo MCC, consiste en definir adecuadamente la funcin o las funciones asociadas a cada activo en su contexto operacional. Hay que tener presente que cada activo, usualmente tiene ms de una funcin, para el MCC las funciones evidentes de un activo pueden ser divididas en cinco categoras: 3.1.1.1 Funciones primarias. Cada activo es puesto en servicio para cumplir eficientemente una funcin o varias funciones especficas, las cuales se conocen como funciones primarias y constituyen la razn de ser del activo. Este tipo de funciones primarias, son de especial inters para el desarrollo del MCC. La funcin primaria de un activo esta usualmente definida por el propio nombre del activo. Por ejemplo la funcin primaria de una bomba, es bombear algn determinado fluido. Es importante aclarar que las funciones primarias de un activo podrn ser definidas a partir de la descripcin de sus salidas. La descripcin de cualquier funcin siempre contendr claramente definidos los estndares a los cuales el activo ser operado y mantenido. Estos estndares sern fijados por las especificaciones de las salidas. Por ejemplo, la funcin principal de un reactor qumico en una planta podra ser listada de la siguiente forma: Calentar hasta 500 Kg. de producto a partir de la temperatura ambiente hasta la temperatura de ebullicin (125 C) en una hora. La funcin primaria de un mezclador podra ser listada de la siguiente forma: Producir una suspensin de 200 Kg. de producto X en 600 litros de producto Y.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
20
3.1.1.2. Funciones secundarias En adicin a las funciones primarias, la mayora de los activos tiene un nmero significativo de funciones secundarias. Estas son usualmente menos obvias que las funciones primarias, pero las consecuencias que podran generar sus fallas pueden ser ms serias que las consecuencias originadas por las fallas de una funcin primaria, hecho por el cual se justifica el invertir gran cantidad de tiempo y esfuerzo para su anlisis con el fin de preservar el buen funcionamiento de este tipo de funciones. Las funciones secundarias, son aquellas otras funciones que el activo esta en capacidad de cumplir en adicin a los ouputs principales descritos por las funciones primarias. Tpicas funciones secundarias incluyen: Contencin: la mayora de los activos cuyas funciones primarias son transferir material de cualquier tipo (especialmente fluidos) tienen que contener a su vez a estos materiales. Esto incluye a bombas, tuberas, convertidores, sistemas neumticos e hidrulicos. Esta funcin debe ser registrada en adicin a las funciones primarias, de forma tal que se asegure de que las fallas asociadas a este tipo de funciones (escapes, derrames, grietas) sean tomadas en cuenta. Soporte: algunos activos tienen una estructural funcin secundaria. Por ejemplo, la funcin primaria de una pared de un edificio ser la de proteger a las personas y equipos de las condiciones climatolgicas, pero al mismo tiempo debe soportar el techo y aguantar el peso de las distintas estructuras que conforman la pared (funciones secundarias). Apariencia: la apariencia de algunos activos envuelve especficas funciones secundarias. Por ejemplo, la funcin primaria de la pintura en la mayora de los equipos industriales es protegerlos de la corrosin, por otra parte, una pintura de color brillante puede ser usada para mejorar la visibilidad del mismo por razones de seguridad (especialmente en el caso de equipos mviles). Similarmente la funcin principal de una valla fuera de la compaa, ser la de mostrar el nombre de la compaa al cual pertenece, siendo la funcin secundaria de la valla, el proyectar la imagen de la compaa hacia el exterior. Higiene y seguridad: en la mayora de los casos, las funciones secundarias de los activos se relacionan con los factores de seguridad e higiene. Es decir, que los activos deben ser capaces de operar de forma segura y limpia (especialmente en la industria de medicamentos y alimentos). A continuacin se citan algunos ejemplos de funciones secundarias: - Contener hasta 15 litros de agua (funcin secundaria de contencin). - Soportar la estructura principal del tanque y restringir el movimiento vertical (funcin secundaria de soporte). - Evitar que se mezclen el aceite y el agua (funcin secundaria de separacin). - Operar de forma segura y confiable en condiciones normales de operacin (funcin secundaria de seguridad). 3.1.1.3. Funciones de proteccin En la actualidad, los activos a mantener tienden a ser ms complejos, lo que hace que el nmero de caminos por los cuales pueden fallar estos activos se incremente de forma exponencial, trayendo consigo un crecimiento en la variedad y severidad de las consecuencias de fallas. Para tratar de eliminar (o al menos reducir) estas consecuencias de fallas, se ha incrementado el uso de equipos de proteccin con funciones de proteccin en los activos a mantener. Las funciones de proteccin de los equipos de proteccin de un activo, solo reaccionan cuando algo malo esta ocurriendo, haciendo en la mayora de los casos que el activo deje de cumplir con
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
21
sus funciones principales.De forma general los equipos de proteccin cumplen con las siguientes funciones de proteccin: Llamar la atencin de los operadores por condiciones anormales por medio de luces de seguridad y alarmas de ruido, equipos que responden a los efectos de las fallas. Los efectos de fallas son monitoreados por una gran variedad de equipos: indicadores de nivel, celdas de carga, protectores de sobrecarga y sobrevelocidad, sensores de vibracin, indicadores de temperatura o presin, etc. Apagar los activos cuando sucede la falla. Para esto se utilizan tambin las seales emitidas por los mismos equipos mencionados en el prrafo anterior, pero a distintos niveles (niveles de shut dowm(apagado automtico)). Eliminar o descubrir condiciones anormales, las cuales podran generar fallas cuyos efectos causaran daos bastante serios (equipos contra incendios, vlvulas de seguridad, discos de ruptura, equipo de emergencia mdica, etc).
En la mayora de los casos, el propsito de los equipos de proteccin ser bsicamente proteger en primer lugar al recurso humano de los posibles efectos de las fallas y en segundo lugar, a los activos (usualmente ambos casos). Algunas veces las funciones de estos equipos son evidentes y en otros casos sus funciones son ocultas.Los equipos de proteccin deben asegurar que las consecuencias de las fallas de la funcin(es) a ser protegida(s) en un determinado activo, sern mucho menos serias (impactantes), que si no estuviesen estos equipos de proteccin. Para el mantenimiento de los equipos de proteccin hay que tomar en cuenta los siguientes aspectos: Que los equipos de proteccin usualmente necesitan ms rutinas de mantenimiento que los activos que ellos estn protegiendo. Que no se pueden considerar los requerimientos de mantenimiento de una funcin de proteccin sin considerar los requerimientos de mantenimiento del equipo de proteccin. De esta forma, solo es posible considerar los requerimientos de mantenimiento de los equipos de proteccin si se conocen y comprenden sus funciones de proteccin, por lo cual es necesario registrar las funciones de todos los equipos de proteccin que constituyen el activo a analizar. Como punto final con respecto a los equipos de proteccin, se hace referencia a como deben ser descritas las funciones de estos equipos. La mayora de los equipos de proteccin actan por excepcin (en otras palabras, cuando algo malo esta ocurriendo), por eso es importante describir correctamente las funciones de los equipos de proteccin. Por ejemplo la funcin de proteccin de una vlvula de seguridad puede ser descrita de la siguiente forma: Ser capaz de aliviar la presin en la caldera, si la presin excede los 250 psi. 3.1.1.4.Funciones de Control Al igual que los equipos de proteccin que cumplen funciones de proteccin existen tambin dispositivos de control que cumplen funciones de control en los activos a mantener. El patrn de funcionamiento de los equipos de control consiste en tomar mediciones con dispositivos especiales, los cuales se encargan de captar seales (temperatura, presin, flujo, cantidad de compuesto, etc.) las cuales sern traducidas en valores especficos y comparadas con rangos normales de operacin previamente establecidos, permitiendo de esta forma controlar y vigilar el buen funcionamiento de los distintos procesos. Muchos de estos equipos de control estn asociados a equipos de proteccin ya que sus funciones en la mayora de los casos activan las funciones de los equipos de proteccin, por lo que resulta
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
22
comn que las funciones de los equipos de control se confundan o mezclen con las funciones de los equipos de proteccin. Bsicamente los equipos que cumplen funciones de control indican variables tales como presin, temperatura, velocidad, rata de flujo y niveles de fluido, dentro de un rango especfico de operaciones previamente especificado. Los equipos de control comnmente usados son: - Circuitos de control de volumen. - Vlvulas de control de presin. - Gobernadores. - Placas de orificios. - Sensores de presin, flujo y temperatura. A continuacin se presenta un ejemplo de la forma como deben ser descritas las funciones de control de tres sensores de presin instalados en un equipo hidrulico, y diseado para responder si la presin del sistema cae por debajo de los 500 psi. El sistema de control de presin fue diseado de tal forma que si uno de los tres sensores detecta una presin por debajo de los 500 psi, entonces una alarma(equipo de proteccin) alerta en la sala de control. Ahora si dos de los sensores detectan presin por debajo de los 500 psi, la mquina es parada automticamente (shut down). Las funciones asociados a los lazos de control pueden ser descritas de la siguiente forma: Ser capaz de activar la alarma en el caso de que un sensor detecta una presin por debajo de los 500 psi. Ser capaz de parar el equipo en el caso de que dos sensores detecten una presin por debajo de 500 psi. Ser capaz de enviar una seal de parada del equipo en el caso de que los tres sensores no estn en capacidad de enviar una seal cuando la presin baja de los 500 psi.
3.1.1.5.Funciones subsidiarias Funciones subsidiarias ocurren cuando un activo posee equipos adicionales ajustados a un particular y adicional proceso diferente del proceso principal. En otras palabras son funciones realizadas en el proceso principal por equipos especiales adecuados a procesos especficos que no estn relacionados directamente con el producto final del proceso principal. Las funciones subsidiarias de estos equipos especiales son descritas por su propsito u ouput (salida) particular. Ejemplos tpicos de equipos que cumplen funciones subsidiarias son: Agitadores: su funcin es proveer un movimiento de agitacin para la mezcla de las partculas que se encuentran suspendidas en una solucin determinada. Ventiladores de motor : su funcin es proveer un flujo de aire fro a travs del motor para prevenir el sobrecalentamiento. Vlvulas de aislamiento: su funcin es aislar secciones de tuberas. 3.1.2.Estndares de ejecucin Segn la filosofa del MCC, el mantenimiento debe asegurar que los activos cumplan eficientemente las funciones para las cuales fueron diseados dentro de un contexto operacional especfico, a partir de actividades de prevencin (actuar antes de que ocurra la falla). Por otra parte, cuando las actividades de mantenimiento se realizan por consecuencia de una falla no prevista, se les denomina actividades correctivas de mantenimiento, en estos casos, los activos no podrn cumplir con sus funciones (en otras palabras, son situaciones donde los activos han fallado). Para poder identificar cuando un activo no esta cumpliendo sus funciones, los integrantes del grupo seleccionado de llevar a cabo la implantacin del MCC, debern tener
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
23
claramente definido cuando un activo esta cumpliendo su misin de manera eficiente, pero cmo se sabe cuando un activo esta cumpliendo su funcin de forma eficiente?. Con el fin de dar respuesta a la interrogante planteada, se deben conocer e identificar los estndares de ejecucin asociados a las funciones de los activos a analizar. El MCC define un estndar de ejecucin como: El parmetro que permite especificar, cuantificar y evaluar de forma clara la misin de un activo con respecto a la funcin que segn la confiablidad de diseo o la capacidad de diseo es capaz el activo de cumplir, o con respecto a la funcin que se espera(desea) que el activo cumpla dentro de un contexto operacional especfico. El proceso de identificacin de los estndares de ejecucin de cada activo no es tarea fcil, ya que cada tipo de funcin tiene bsicamente dos estndares de ejecucin (parmetros funcionales ) asociados al activo. Los dos estndares de ejecucin asociados a cada funcin son : El estndar de ejecucin deseado (se refiere al parmetro funcional que se desea o espera conseguir del activo en el contexto operacional) El estndar de ejecucin asociado a la confiabilidad inherente o a la capacidad inherente (se refiere al parmetro funcional que es capaz de realizar un activo segn su confiabilidad o capacidad de diseo). Desde este punto de vista el MCC reconoce dos aspectos relacionados con los estndares de ejecucin: La capacidad inherente(de diseo) y la confiabilidad inherente (de diseo) limitan las funciones de cada activo. El mantenimiento no puede aumentar ni la confiabilidad ni la capacidad del activo ms all de su nivel inherente(de diseo). A continuacin se presenta un ejemplo relacionado a la descripcin de los estndares de ejecucin de un activo determinado: Activo: Bomba Centrfuga. Funcin: Transferir agua del mar al Tanque Y. Estndar de ejecucin referido a la confiabilidad o capacidad de diseo del activo: Transferir agua a 1000 litros por minuto. Estndar de ejecucin deseado para el activo: Transferir agua del mar al Tanque Y a no menos 800 litros por minuto. El mantenimiento solo puede lograr mejorar el funcionamiento de un activo cuando el estndar de ejecucin esperado de una determinada funcin de dicho activo, esta dentro de los lmites de la capacidad de diseo o de la confiabilidad de diseo del mismo (Ver Figura # 14 ).
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
24
MANTENIMIENTO CENTRADO EN CONFIABILIDAD
Nivel del Estndar de ejecucin deseado Estndar deseado > Estndar asociado a la confiabilidad o capacidad de diseo. Estndar deseado = Estndar asociado a la confiabilidad o capacidad de diseo. Influencia del Mantenimiento Mantenimiento no puede ayudar a cumplir el estndar deseado. Mantenimiento puede ayudar a cumplir con el estndar deseado. Influencia del mantenimiento llega hasta aqu y no ms all. Mantenimiento pierde efectividad (activo no es el adecuado para cumplir el estndar deseado)
Estndar deseado < Estndar asociado a la confiabilidad o capacidad de diseo.
Figura # 14: Estndar de ejecucin deseado / Influencia del Mantenimiento Al analizar el contenido de la figura anterior se infiere lo siguiente: Para poder implantar el MCC. debe quedar claro, que si el estndar de ejecucin esperado de un activo con respecto a una funcin especfica, esta dentro de los limites del estndar asociado a su confiabilidad o capacidad de diseo, entonces el mantenimiento puede ayudar a que el activo consiga el estndar de operacin deseado dentro del contexto operacional en el cual se desempea. La mayora de los activos son diseados y construidos bajo adecuadas condiciones y especificaciones, por lo cual es posible desarrollar programas de mantenimiento que aseguren que los activos cumplan con los estndares de ejecucin requeridos (deseados). En otras palabras estos activos son mantenibles . En el otro caso, si el estndar de operacin deseado para el desempeo de un activo, excede los lmites del estndar de ejecucin asociado a su capacidad o confiabilidad de diseo, entonces el mantenimiento no podr ayudar a conseguir el estndar de ejecucin deseado. En otras palabras estos activos no son mantenibles . La distincin entre que es lo que se desea que un activo haga y que es lo que el activo es capaz de hacer, es uno de los puntos centrales de discusin entre el personal de mantenimiento y produccin. Es comn y sorprendente, observar como en las plantas ocurren problemas serios relacionados con la confiabilidad de los activos porque el estndar de ejecucin deseado excede el lmite del estndar de ejecucin asociado a la confiabilidad de diseo de los activos (especialmente en los casos de problemas que afectan la calidad del producto), siendo igualmente sorprendente como usualmente el personal de operaciones llega a la conclusin que : aqu algo malo est pasando con la forma como se estn manteniendo los activos , mientras que el personal de mantenimiento acusa a operaciones: de operar el equipo hasta la muerte.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
25
En referencia a lo citado anteriormente, esto sucede porque el personal de operaciones tiende a pensar en el estndar de operacin que ellos esperan obtener del activo, mientras que el personal de mantenimiento tiende a concentrarse en el estndar de operacin que cada activo puede ofrecer segn su confiabilidad o capacidad de diseo. Ninguno de los dos esta equivocado, simplemente, cada personal considera las cuestiones a partir de dos puntos de vista diferentes. Para aclarar este punto relacionado al estndar esperado y al estndar asociado a la confiabilidad o capacidad de diseo, tomemos el siguiente ejemplo: un motor elctrico de capacidad 2 Hp y cuyo estndar de ejecucin esperado en el contexto operacional es de 2.5 Hp. El motor elctrico comenzara a trabajar y eventualmente se quemara de forma prematura. No existir ningn tipo de mantenimiento que haga que el motor sea capaz de cumplir la funcin en esta especfica condicin operacional, a pesar de que el motor este bien diseado y construido, el mismo simplemente no podr cumplir con el estndar de ejecucin esperado en este contexto operacional. En estos casos , implementar mejores procedimientos de mantenimiento hace poco o nada para ayudar a resolver el problema, las dos opciones principales en este tipo de situaciones son modificar o redisear el activo para poder alcanzar el estndar deseado (esto en algunos casos no es posible) o bajar nuestras expectativas y operar el activo dentro de su capacidad de diseo. Hasta ahora se ha podido observar que cada funcin tiene bsicamente dos estndares de ejecucin asociados. Hay que tener cuidado con respecto a esta afirmacin, ya que cada funcin de un activo puede a su vez contener varios estndares de ejecucin esperados en su descripcin. Por ejemplo, los estndares de ejecucin esperados asociados a la funcin principal de una estacin de maquinado pueden ser definidos de la siguiente forma: Maquinar una pieza de trabajo en un ciclo de tiempo de 2.25 +/- 0.03 minutos a una profundidad de 11.8 +/- 0.1 milmetros con una tolerancia de bordes de 0.1 y una superficie final de Ra 5 0.8 milmetros (rugosidad). En la descripcin de la funcin principal del ejemplo anterior, estn contenidos cuatro estndares de ejecucin esperados, referidos especficamente: al ciclo de tiempo, a la profundidad, a la tolerancia de los bordes y al acabado final. Por otra parte, los estndares de ejecucin estn casi siempre relacionados a los ouputs de cada funcin. Existen otros estndares de ejecucin tales como: calidad del producto, seguridad, eficiencia energtica , ambiente, entre otros . A continuacin se explican especficamente los estndares de ejecucin asociados a la calidad del producto y al ambiente: -Calidad del Producto: El conseguir o lograr de forma satisfactoria productos con estndares de calidad, depende ampliamente de la capacidad de los activos con los que se producen estos productos. Similarmente, nuestra habilidad para mantener altos estndares depender de la condicin operacional de los activos. Como resultado de lo mencionado anteriormente, los estndares de ejecucin de los activos podran incluir productos con criterios de calidad como : estndares de pureza para la industria alimenticia, qumica y farmacutica, estndares de dimensin para mquinas de corte, estndares de niveles de llenado o pesado para maquinas de empacado, estndares de dureza en el caso de tratamientos de calor , entre otros. Por ejemplo la funcin principal de una estacin de maquinado podr ser: Maquinar una pieza de trabajo en un ciclo de 2.25 +/- 0.03 minutos, hasta una profundidad de 11.8 +/- 0.1 mm con una tolerancia de aplanamiento de 0.1 y una superficie final de rugosidad : Ra 50.8 mm .
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
26
La funcin primaria de una maquina empacadora de paquetes de azcar podr ser listada de la siguiente forma: Empacar 250 +/- 1 gr. de azcar dentro de bolsas a una tasa mnima de 75 bolsas por minuto. -Ambiente: Alrededor del mundo, ms y ms incidentes que afectan seriamente al ambiente ocurren porque algn componente de un activo no se comporta de forma correcta, en otras palabras, el activo ha fallado. Al mismo tiempo los estndares ambientales estn siendo incumplidos y las penalizaciones por incumplimiento de estos estndares estn siendo cada vez mas fuertes y estrictas.Esto significa que las personas envueltas en el desarrollo de programas de mantenimiento deben conocer exactamente como cada activo puede fallar y las consecuencias que puede ocasionar cada falla con respecto al ambiente. Para esto se requiere de un detallado conocimiento de los estndares internacionales, nacionales, estatales, regionales y municipales relacionados con el ambiente asociados al tipo de operaciones que realice la organizacin en estudio. Con respecto a esta parte, es necesario que los grupos de trabajo MCC se asesoren con expertos en la materia (pedir el apoyo a proteccin integral) con el fin de poder realizar el AMEF de forma segura y objetiva ( la mayora de los estndares ambientales corresponde a la industria petroqumica y qumica ). Un ejemplo con respecto a la descripcin de un estndar esperado ambiental es el referido a la funcin de una planta de tratamiento de efluentes, la cual debe ser listada de la siguiente forma: Descargar no ms de 200 galones por ao de un compuesto qumico X en las aguas que salen de la planta a una concentracin que no exceda de una parte por milln. 3.1.3. Registro de los estndares de ejecucin asociados a cada funcin de cada activo. Para finalizar esta parte es necesario que el grupo de trabajo MCC responda la siguiente pregunta: cul estndar de ejecucin deber registrar el grupo de trabajo MCC, cuando este realizando el anlisis y la descripcin de cada funcin de cada activo?. La respuesta puede ser encontrada si tomamos en cuenta que para el MCC, cada activo es puesto en servicio para cumplir una o varias funciones esperadas en un lugar determinado bajo unas condiciones especificas. Partiendo desde este punto de vista, el estndar de ejecucin esperado debe ser el parmetro a registrar. El estndar de ejecucin deseado se refiere a : qu es lo que se quiere o espera que el activo haga en el contexto operacional, el mismo constituye la razn que justifica el porque el activo fue adquirido. Registre el estndar de ejecucin deseado cuando describa cada funcin de cada activo . Para comprender esta parte se presenta el siguiente ejemplo (citado anteriormente) : Activo: Bomba Centrifuga. Funcin: Transferir agua del mar al Tanque Y. Estndar de ejecucin referido a la confiabilidad o capacidad de diseo del activo:. Transferir agua del mar al Tanque Y a no menos 800 litros por minuto (este ser el estndar que deber ser registrado) Recordemos que las funciones (estndares de ejecucin esperados) a ser registradas van a depender del nivel de detalle seleccionado para realizar el AMEF. Puede darse el caso de que el nivel de detalle seleccionado sea el equipo, en este caso se registrarn especficamente las funciones de cada equipo (ejemplo anterior) en forma individual. Ahora normalmente se da el caso, de que el nivel de detalle seleccionado sea el sistema , en este caso se
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
27
registrarn todas las funciones tomando en cuenta que dicho sistema esta conformado por un grupo de equipos. Motivos por los cuales las funciones dependern en gran parte del nmero de equipos presentes en el sistema. 3.2.Definir las fallas funcionales asociadas a cada funcin del activo En la seccin anterior se explico como cada activo cumple una funcin o funciones especficas en un contexto operacional dado. El prximo paso que debe ser cubierto por el grupo de trabajo MCC , en el proceso de anlisis de los efectos y modos de falla, es determinar como dejan de cumplir los activos sus funciones. La prdida de una funcin es conocida por el MCC como una falla funcional. Para la comprensin de esta fase del proceso de implantacin del MCC, el grupo de trabajo MCC deber tener conocimiento en relacin a los siguientes aspectos: El concepto de falla funcional. La relacin entre los estndares de ejecucin y las fallas funcionales. Las implicaciones que trae consigo, el hecho de que cada estndar funcional asociado a una funcin puede tener ms de una falla funcional. La forma de registrar las fallas funcionales en la Hoja de trabajo diseada para el AMEF. 3.2.1.Definicin de falla funcional Falla funcional es definida como una ocurrencia no previsible, que no permite que el activo alcance el estndar de ejecucin esperado en el contexto operacional en el cual se desempea, trayendo como consecuencia que el activo no pueda cumplir con su funcin o la cumpla de forma ineficiente (2) Parra, Carlos, Course of Reliability- Centered Maintenance, Universidad de los Andes, Mrida - Venezuela, 1998, pgina 45. En otras palabras , el cumplimiento de forma no satisfactoria de una determinada funcin por parte de un activo en su contexto operacional, puede definirse como falla funcional. El nivel de insatisfaccin producido por causa de una falla funcional , depender bsicamente de las consecuencias que pueda generar la aparicin de la misma dentro del contexto operacional. 3.2.2. Fallas funcionales y los Estndares de ejecucin esperados Para poder identificar de forma clara cuando un activo esta cumpliendo su funcin de forma eficiente, es necesario que el grupo de trabajo MCC, defina de forma precisa el estndar de ejecucin que se espera obtener del activo, dentro del contexto operacional donde el mismo se va a desempear. Por ejemplo la definicin clara del estndar de ejecucin esperado asociado a la funcin principal de una mquina empacadora de bolsas de azcar, es presentada a continuacin:: - Empacar 250 +/- 1 gr. de azcar dentro de bolsas a una rata mnima de 75 bolsas por minuto. Este activo entra en falla funcional: Si toda la mquina se detiene repentinamente. Si la mquina empaca ms de 251 gr. de azcar dentro de las bolsas. Si la mquina empaca menos de 249 gr. de azcar dentro de las bolsas. Si la mquina empaca a una rata menor de 75 bolsas por minuto. El grupo de trabajo MCC debe tener claro que una gran cantidad de esfuerzo y tiempo puede ser ahorrado si el estndar de ejecucin esperado es definido de forma precisa y si todo el personal relacionado con el mantenimiento (personal de operaciones y mantenimiento) conoce este estndar de ejecucin. El estndar de ejecucin esperado deber ser definido claramente para cada funcin
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
28
de cada activo con respecto a su contexto operacional, a partir del anlisis y el consenso de todos los integrantes del grupo de trabajo MCC (principalmente por el personal de operaciones, mantenimiento e instalaciones). 3.2.3. Diferentes fallas funcionales asociadas a cada estndar de ejecucin esperado de una funcin especfica El grupo de trabajo MCC debe estar consiente de que cada estndar de ejecucin esperado de cada activo asociado a una funcin especifica puede tener ms de una falla funcional. Las diferentes fallas funcionales pueden incidir sobre una funcin de forma parcial o total. La prdida total de una funcin ocurre cuando un activo se detiene por completo de forma inesperada, la prdida parcial de una funcin ocurre cuando el activo no puede alcanzar el estndar de ejecucin esperado. Para entender mejor esta parte se presenta el siguiente ejemplo: - El estndar de ejecucin esperado asociado a la funcin primaria de una bomba es el siguiente: bombear agua del tanque X al tanque Y a no menos de 800 litros por minuto. Esta funcin puede sufrir dos fallas funcionales: La bomba no sea capaz de bombear nada de agua (prdida total de la funcin). La bomba transfiera agua a menos de 800 litros por minuto (prdida parcial de la funcin). La prdida parcial de la funcin ocurre cuando el activo opera de forma ineficiente o cuando el mismo opera por fuera de los lmites especficos tolerados . Casi siempre la prdida parcial de la funcin es causada por distintos modos de fallas (causa raz de la falla) que producen consecuencias diferentes. Por otra parte, existen funciones en los activos que tienen varios estndares de ejecucin esperados asociados a una funcin y cuyas fallas funcionales se presentan, cuando uno de estos estndares de ejecucin esperados no es alcanzado. Por ejemplo, la funcin principal de una estacin de maquinado es definida de la siguiente forma: - Maquinar una pieza de trabajo en un ciclo de tiempo de 2.25 +/- 0.03 minutos a una profundidad de 11.8 +/- 0.1 milmetros con una tolerancia de bordes de 0.1 y una superficie final de Ra 5 0.8 milmetros (rugosidad). Las fallas funcionales asociadas con los estndares de ejecucin a la funcin descrita son: No ser capaz de maquinar la pieza. Maquinar la pieza en un ciclo de tiempo mayor que 2.28 minutos. Maquinar la pieza en un ciclo de tiempo menor que 2.22 minutos. Cortar a una profundidad mayor de 11.9 milmetros. Cortar a una profundidad menor de 11.7 milmetros. Maquinar la pieza por fuera de la tolerancia de borde especificada. Dejar la superficie de la pieza con una rugosidad mayor de la especificada. Es fcil notar, que la mayora de las fallas funcionales en el ejemplo anterior, estn relacionadas con fallas de la mquina al no poder alcanzar ciertos estndares de calidad, lo que indica que la calidad que se espera obtener del producto, es hoy en da un factor predominante, que la gestin de mantenimiento debe tomar en cuenta. Otro aspecto importante a considerar en este punto, es el referido a las fallas funcionales de activos idnticos . En el contexto operacional es comn observar como idnticos activos pueden tener diferentes funciones en diferentes situaciones., por lo cual sus fallas funcionales pueden
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
29
diferir en distintas situaciones. Lo importante de este aspecto, es que el grupo de trabajo MCC, entienda que la definicin precisa de falla funcional para un activo depender en gran parte del contexto operacional donde se desenvuelva el mismo y que activos idnticos pueden sufrir diferentes fallas funcionales, si el contexto operacional es diferente. Registre todas las fallas funcionales asociadas a cada uno de los estndares de ejecucin esperados de cada funcin de los activos a analizar. 3.3. Definir los modos de fallas asociados a cada falla funcional Las secciones anteriores se han referido a la definicin de las funciones de los activos con sus respectivos estndares de ejecucin deseados y sus fallas funcionales. Las funciones de los activos en el contexto operacional y las fallas funcionales dictarn el nivel al cual es requerido el mantenimiento o en otras palabras la definicin clara de estos conceptos permitir establecer los objetivos del mantenimiento con respecto a los activos en su actual contexto operacional. Las fallas funcionales tienen causas fsicas que originan la aparicin de las mismas, estas causas son denominadas modos de fallas (causas de las fallas funcionales). Las actividades de prevencin, anticipacin o correccin de fallas funcionales segn el MCC, deben estar orientadas a atacar modos de fallas especficos. Esta afirmacin, constituye una de las mayores diferencias entre el MCC y forma tradicional de gestionar el mantenimiento, es decir, que para el MCC, las actividades de mantenimiento generadas a partir del anlisis realizado por el grupo de trabajo MCC, atacarn especficamente a cada uno de los modos de fallas asociados a cada falla funcional ( cada falla funcional puede tener ms de un modo de falla). La identificacin correcta por parte del grupo de trabajo MCC de los modos de fallas ser el factor bsico para la seleccin adecuada de las actividades de mantenimiento. Con respecto a los modos de fallas el grupo de trabajo debe estar claro en lo referente a los siguientes aspectos: Niveles de falla. Causas races de fallas funcionales. Modos de fallas con sus respectivos niveles de ocurrencia que deben ser registrados. 3.3.1. Nivel de identificacin de los modos de fallas El nivel al cual se gestiona el mantenimiento de un activo, se relaciona con el nivel al cual se identifica el modo de falla. Muchas veces el nivel al cual se identifica el modo de falla no corresponder al nivel de detalle seleccionado para analizar el activo y sus funciones , por lo cual , para poder desarrollar un sistema de gestin de mantenimiento de un determinado grupo de activos en un contexto operacional, es necesario identificar el nivel al cual se a producirn los distintos modos de fallas asociados a las funciones de un activo en su actual contexto operacional. Para entender esta parte se utiliza el siguiente ejemplo: - Activo : Bomba centrfuga: P - 101. - Funcin (con respecto a los estndares de ejecucin esperados) : 1.Transferir agua del tanque X hasta el tanque Y a no menos de 800 litros por minuto. - Fallas Funcionales 1.A.No ser capaz de transferir nada de agua. 1.B. Transferir menos de 800 litros por minuto. - Modos de Falla 1.A.1. Cojinetes desgastados (nivel de detalle: parte).
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
30
1.A.2. Eje del impulsor fracturado (nivel de detalle: parte) . 1.A.3. Impulsor trancado por entrada de objeto extrao (nivel de detalle: parte). 1.A.4. Motor quemado (nivel de detalle: equipo). 1.A.5. Lnea de succin totalmente bloqueada (nivel de detalle : parte). 1.B.1. Impulsor desgastado (nivel de detalle: parte). 1.B.2. Lnea de succin parcialmente bloqueada. 1.B.3........ Para este ejemplo, se consideraran detalladamente los tres modos de fallas que afectan el impulsor de la bomba, todos estos modos de fallas corresponden al nivel de detalle denominado partes . El nivel de detalle al cual se identificaron los modos de fallas (nivel de detalle: parte), no corresponden al mismo nivel de detalle seleccionado equipo para realizar el AMEF del activo seleccionado (nivel de detalle seleccionado: equipo: Bomba P-101). Con respecto a este punto, los modos de fallas relacionados con el impulsor de la bomba se detallan a continuacin: Impulsor desgastado (modo de falla 1.2.1.): es probable que este fenmeno este relacionado con el tiempo de trabajo de esta parte de la bomba. Si se conoce a fondo cual es el lmite de vida til del impulsor y si las consecuencias de este modo de falla son lo suficientemente serias, entonces se podra decidir prevenir esta falla, cambiando el impulsor antes del cumplimiento de su vida til. Impulsor trancado por entrada de objeto extrao (modo de falla 1.1.3.): la probabilidad de que un objeto extrao aparezca en la lnea de succin de la bomba no tiene nada que ver con el tiempo de servicio de la bomba. La razn de ocurrencia de este tipo de modo de fallas es bsicamente aleatoria, por lo cual si las consecuencias de este tipo de modo de fallas son serias y su probabilidad de ocurrencia es considerable, se podra pensar en modificar el sistema, instalando un filtro o una malla en la lnea de succin. Eje del impulsor fracturado (modo de falla 1.1.2): el impulsor es una parte de la bomba diseado adecuadamente para que trabaje bajo ciertas condiciones de alineacin y paralelismo, en la mayora de los casos este modo de falla (fractura del eje) ocurre cuando la bomba es puesta en servicio (al arrancar) porque el impulsor no es montado correctamente . Una de las formas de atacar este modo de falla, consiste en establecer procedimientos de montaje adecuados a partir del entrenamiento del personal encargado de realizar el montaje de esta parte de la bomba. (Las soluciones propuestas para prevenir los modos de fallas anteriores representan solo algunas de las variadas posibilidades que pueden ser tomadas a la hora de prevenir los modos de fallas citados). En el ejemplo se sugirieron tres tipos de actividades diferentes para eliminar los modos de fallas analizados: reemplazo antes del cumplimiento de la vida til, cambio en el diseo del sistema y un mejor entrenamiento al personal. Esto nos quiere decir que no todos los modos de fallas son tratados con actividades especificas y programadas de mantenimiento, lo cual constituye otra de las ventajas de la filosofa del MCC, es decir su flexibilidad para seleccionar de forma ptima los requerimientos (no solo de mantenimiento) necesarios para ayudar a prevenir los modos de fallas . El grupo de trabajo MCC debe tener en cuenta; que es casi seguro de q ue el nivel de detalle al cual se pueden identificar los modos de fallas, ser siempre mayor, que el nivel de detalle al cual se identifican las funciones y las fallas funcionales de un determinado activo. Por ejemplo si el sistema constituye el nivel de detalle seleccionado para identificar las
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
31
funciones y las fallas funcionales , los posibles niveles a los cuales se identificaran los modos de fallas sern: grupos de equipos, equipos individuales o parte de equipos . 3.3.2. Causas races de las fallas funcionales Los modos de fallas a registrar en mucho de los casos sern las causas races de las fallas funcionales, ests van a depender del nivel de detalle al cual se este realizando el AMEF. Hay que tener cuidado en este punto, porque es fcil confundir los efectos de las fallas con los modos de fallas que causan esos efectos. Una forma prctica de reconocer la causa raz o las causas races de un modo de falla es preguntndose: qu causo la ocurrencia de la falla funcional ?. A partir de la respuesta o las respuestas a esta pregunta, se obtendr la descripcin de la causa raz o las causas races asociadas a la falla funcional del activo en estudio (recordemos que cada falla funcional puede tener ms de un modo de falla). Por ejemplo las causas races asociadas a la falla funcional de una bomba se pueden obtener de la siguiente forma: Falla Funcional de la bomba: - No sea capaz de transferir nada de agua al tanque Y. Pregunta: Qu causo la ocurrencia de esta falla funcional en la bomba ? Respuestas (causas races): - Impulsor bloqueado por un objeto extrao. - Motor quemado. - Lnea de succin totalmente tapada. - Eje del impulsor roto. (Las cuatro respuestas anteriores constituyen causas races de fallas funcionales asociadas a una determinada bomba centrfuga). Para que el grupo de trabajo pueda seleccionar las actividades de mantenimiento que ayuden a prevenir la ocurrencia de las fallas funcionales, es necesario identificar la raz de cada falla funcional. En otras palabras , para que el grupo de trabajo MCC pueda describir y registrar los modos de fallas, es necesario identificar todas las probables razones por las cuales un activo podra fallar o dejar de cumplir el estndar de ejecucin deseado, y no los posibles efectos que provocaran la ocurrencia de estos modos de fallas. A continuacin se presentan algunas categoras de causas races de fallas funcionales: Sucio: el sucio o el polvo constituyen elementos que comnmente causan fallas. Estos interfieren directamente sobre las mquinas causando el bloqueo oatascamientos de alguna de las partes principalmente mviles de estas maquinas. El sucio puede causar problemas en la calidad de los productos, ensuciando los mecanismos de mquinas de herramientas causando desalineamientos o por contacto con los productos (alimentos, medicinas y aceites lubricantes). Lubricacin inadecuada: la lubricacin es asociada a dos tipos de modos de fallas. El primero es relacionado al desgaste excesivo causado por la falta de lubricacin. El segundo, concierne a las propiedades qumicas propias del lubricante, oxidacin, corrosin y efecto de corte provocado por los componentes del mismo aceite lubricante. Ensamblaje no adecuado: la mayora de las mquinas estn constituidas por partes que deben ser ajustadas y alineadas de forma precisa, las consecuencias de este tipo de causas races de fallas funcionales generalmente son severas. Los modos de fallas referidos a esta causa son usualmente procedimientos de acople, alineacin y ensamblaje, procedimientos de soldaduras y tratamientos trmicos.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
32
Operacin incorrecta: algunas fallas funcionales son causadas cuando las maquinas son operadas incorrectamente. Modos de Fallas tpicos incluyen operaciones a velocidades fuera del rango de operaciones o una mala secuencia, mal uso de herramientas o materiales, arranques o paradas rpidas, etc.
3.3.3. Registro de los Modos de fallas El grupo de trabajo MCC debe tener presente que no es posible o deseable que todos los modos de fallas que pueden ocurrir por causa de una falla funcional sean registrados. El registro de los modos de fallas deber excluir aquellos cuya posibilidad de ocurrencia sea sumamente baja. Para el registro de los modos de fallas se deben tener en cuenta las siguientes consideraciones: Modos de Fallas asociados a un activo, ocurridas anteriormente en un contexto operacional similar o parecido. Modos de Fallas asociados a un activo, que sin haber ocurrido an en el actual contexto operacional o en uno similar, tienen una probabilidad de falla razonable (identificada estadsticamente). Modos de Fallas asociados a un activo, cuyos efectos sean severos para la seguridad humana, el ambiente o las operaciones. En el proceso de anlisis de los modos de fallas el grupo de trabajo MCC, deber buscar informacin relacionada a la ocurrencia de los modos de fallas a partir de : - Los operadores y mantenedores que hayan tenido una larga asociacin con los activos a analizar. - Los fabricantes y vendedores de equipos. - Otros usuarios de los mismos equipos. - Los registros tcnicos existentes de cada activo. - La base de datos existente en la organizacin . 3.4.Establecer los efectos o las consecuencias de cada uno de los modos de fallas El objetivo principal del grupo de trabajo MCC, en esta parte del proceso, consiste en identificar lo que suceder en el contexto operacional si ocurriese cada modo de falla previamente identificado. La identificacin de los efectos de fallas deber incluir toda la informacin necesaria que ayude a soportar la evaluacin de las consecuencias de las fallas. Para identificar y describir de forma precisa los efectos producidos por cada modo de falla, el grupo de trabajo tiene que responder de forma clara las siguientes preguntas: Cmo se evidencia (si puede ser evidente) que un modo de falla ha ocurrido?. Los posibles efectos que provocar cada modo de falla debern ser analizados por el grupo de trabajo MCC, los cuales se encargaran de decidir si la ocurrencia de cada modo de falla ser evidente o no para el personal que labora dentro del contexto operacional donde probablemente se producirn los modos de falla. La descripcin del efecto de falla deber incluir si la ocurrencia del modo de falla se evidencia a partir de una seal lumnica o sonora (o ambas) , y si la seal se presenta en un panel del activo o en una central de control (o ambas). Similarmente, la descripcin del efecto de falla, deber incluir si la aparicin del modo de falla se evidencia por efectos fsicos, tales como ruidos fuertes, fuego, humo, escapes de vapor, olores inusuales o derrames de lquidos en el piso. Como podra afectar la ocurrencia de cada modo de falla a la seguridad humana o al ambiente?.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
33
S existe la posibilidad de que alguna persona pueda morir o pueda ser herida, o de que alguna regulacin ambiental no pueda ser cumplida, por consecuencia de la ocurrencia de un modo de falla, el efecto de como puede suceder este modo de falla deber ser descrito por el grupo de trabajo MCC. Afortunadamente, los diseos modernos de las plantas industriales y de sus activos, tienden a disminuir al mximo en la actualidad, la ocurrencia de este tipo de modos de fallas, con la inclusin de nuevas tecnologas especficamente en el rea de equipos de control, proteccin y seguridad. Los modos de fallas que afectan a la seguridad humana o al ambiente, generalmente ocurren por: Actos inseguros (incumplimiento de las normas de seguridad establecidas). Mala operacin de los equipos. Escapes y derrames de sustancias qumicas: gases, lquidos o, slidos. Cadas de objetos. Chispazos elctricos. Presiones excesivas de trabajo (especialmente en tanques de presin y sistemas hidrulicos). Como afectara la ocurrencia de cada modo de falla a la produccin y a las operaciones?. S la ocurrencia de un determinado modo de falla afecta de forma directa a la produccin o a las operaciones, el grupo de trabajo deber describir de que forma clara y especfica el impacto que traer consigo la ocurrencia del modo de falla sobre la produccin o las operaciones. Los modos de fallas que afectan a las operaciones o a la produccin, generalmente actan de la siguiente forma: Parando completamente los procesos. Reduciendo la rata de produccin. Reduciendo la calidad del producto, ya sea por la disminucin de la rata de produccin o por el incremento de los defectos. Aumentado los costos del proceso por consecuencia bsicamente de la aparicin de modos de fallas no previstos. Con respecto a las posibles consecuencias de cada modo de falla, el grupo de trabajo debe tener claro, que todo el tiempo ocurrirn modos de fallas dentro del contexto operacional donde se desenvuelven los activos a mantener. En algunos casos los modos de fallas afectaran el producto final, los procesos, la calidad del producto o la eficiencia del servicio prestado, en otros casos, los modos de fallas podrn afectar a la seguridad humana o al ambiente (hay que tener especial cuidado para estos dos casos). Si la aparicin de estos modos de fallas no es prevenida, se necesitara de gran cantidad de tiempo y esfuerzo para corregir los mismos, lo cual afectara de forma negativa a la organizacin, ya que reparar y corregir los efectos provocados por los modos de fallas, consume recursos los cuales podran ser usados en cualquier otra rea de la organizacin de mejor manera y de forma ms eficiente. La naturaleza y la severidad de las consecuencias de los modos de fallas, segn el MCC, deben ser los aspectos que gobiernen la seleccin de las actividades de mantenimiento a ejecutar sobre los activos a mantener en el contexto operacional claramente identificado. En el caso que las consecuencias generadas por los modos de fallas sean muy serias, se debern considerar actividades para prevenir la aparicin estos modos de fallas, o actividades que al menos permitan anticipar a tiempo la aparicin del modo de falla y de esta forma, se pueda reducir o eliminar las posibles consecuencias del mismo. Para el MCC, lo mencionado anteriormente aplica
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
34
irrevocablemente, cuando la consecuencia del modo de falla pueda matar o herir a alguna persona, cuando exista la posibilidad de que el modo de falla pueda afectar de forma seria al ambiente, o cuando la incidencia del modo de falla sobre la produccin o las operaciones impacte de forma excesiva el aspecto econmico (grandes perdidas econmicas). Por otro lado, si las consecuencias de los modos de fallas son triviales, es posible, que se pueda decidir , no realizar ninguna actividad de prevencin y simplemente realizar una accin correctiva en el momento que aparezca el modo de falla. Esto sugiere que las consecuencias de las fallas son ms importantes que sus caractersticas tcnicas, por lo cual segn el MCC, lo que quiere decir que la idea de prevencin de las fallas no consiste solo en prevenir la falla en si misma, sino que lo ms importante del proceso de prevencin de las fallas, consiste en reducir o eliminar las consecuencias que podran generar las mismas dentro del contexto operacional. El proceso de prevencin de los modos de fallas, tiene mucho ms que ver con la eliminacin o reduccin de las consecuencias de los modos de fallas, que con la prevencin misma de los modos de fallas (3) Parra, Carlos, Course of Reliability- Centered Maintenance, Universidad de los Andes, Mrida - Venezuela, 1998, pgina 55. La cita anterior, permite inferir, que para el MCC, las actividades de mantenimiento ptimas para prevenir los modos de fallas, sern solo aquellas que impidan o minimicen las consecuencias de los modos de fallas, en otras palabras, una actividad de prevencin ser eficiente, slo, si esta actividad de mantenimiento, elimina o minimiza la ocurrencia de las posibles consecuencias de los modos de fallas a prevenir dentro del contexto operacional. 3.4.1.Categora de las Consecuencias de los Modos de Fallas segn el MCC Con el fin de poder decidir cual es la mejor actividad de mantenimiento a ejecutar, es necesario que el grupo de trabajo MCC tenga claramente definido el aspecto relacionado a las consecuencias de los modos de fallas. El impacto que cualquier modo de falla puede tener sobre la organizacin, depender, bsicamente, de tres factores: 1. Del contexto operacional donde trabaje el activo. 2. Del estndar de ejecucin deseado, asociado a una determinada funcin. 3. De los efectos o consecuencias fsicas que puede provocar la ocurrencia de cada modo de falla.
La combinacin de los tres factores mencionados, hace que cada modo de falla tenga una forma caracterstica de impactar a la seguridad, al ambiente o a las operaciones. Para poder entender esta parte, la filosofa del MCC, ha clasificado las consecuencias de los modos de fallas en cuatro categoras (ver Figura # 15: Categoras de las Consecuencias de los Modos de Fallas) :
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
35
1.Modos de fallas con consecuencias ocultas.
Surgen de Funciones que no son evidentes.
2.Modos de fallas con consecuencias sobre la seguridad humana y el ambiente .
3.Modos de fallas con consecuencias operacionales.
Surgen de Funciones que son evidentes.
4.Modos de fallas con consecuencias no operacionales.
Figura # 15: Categoras de las Consecuencias de los Modos de Fallas . -Modos de fallas con consecuencias ocultas. Las consecuencias de este tipo de modo de fallas, se generan a partir de las funciones ocultas o no evidentes que presentan algunos activos en el contexto operacional (especialmente los equipos de seguridad, proteccin, reserva y control). La aparicin de modos de fallas con consecuencias ocultas no ser evidente dentro del desarrollo normal de las operaciones de un determinado sistema. Los modos de fallas ocultas, estn asociados a las funciones que no son evidentes, por lo cual el grupo de trabajo deber tener especial cuidado a la hora de analizar este tipo de modos de fallas. Usualmente este tipo de modos de fallas ocurren en los equipos de proteccin y reserva. En la actualidad las plantas y equipos modernos son afectados por este tipo de modos de fallas, debido al incremento en la utilizacin de sistemas de seguridad y proteccin, como consecuencia de las nuevas y estrictas exigencias internacionales en reas como la seguridad humana, el ambiente, y las mismas operaciones(calidad del producto). - Modos de fallas con consecuencias sobre la seguridad humana y el ambiente. Las consecuencias de los modos de fallas sobre la seguridad y el ambiente surgen a partir de funciones evidentes de los activos, cuyas fallas funcionales afectaran : en primer lugar, a la seguridad humana (muertes, heridas a las personas o condiciones inseguras) y en segundo lugar, al ambiente (incumplimiento de estndares ambientales: internacionales, nacionales, regionales o estatales). - Modos de fallas con consecuencias operacionales. Los modos de fallas que afectan a las operaciones, surgen a partir de funciones evidentes , cuyas fallas funcionales afectaran de forma importante a la produccin o las operaciones (cantidad de producto,calidad del producto, calidad del servicio prestado al cliente, costos de operacin y costos directos de reparacin).
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
36
-Modos de fallas con consecuencias no operacionales. Los modos de fallas con consecuencias no operacionales, surgen a partir de funciones evidentes, cuyas fallas funcionales no afectaran de forma importante (aceptables) a la seguridad , al ambiente o las operaciones . Generalmente, este tipo de modo de falla, solo originar consecuencias econmicas (envuelve solo el costo directo de la reparacin). Si el grupo de trabajo MCC, identifica y describe claramente, bajo la metodologa de anlisis propuesta por el MCC, los cuatro tipos de consecuencias que los modos de fallas de los activos pueden generar en el contexto operacional, se garantiza, que las implicaciones sobre la seguridad, el ambiente y las operaciones(produccin) de cada modo de falla, sern tomadas en cuenta. Es decir que las consecuencias sobre la seguridad, el ambiente y las operaciones de cada modo de falla sern estudiadas en un solo ejercicio, lo cual es mucho ms efectivo desde el punto de vista econmico que considerarlas de forma separada (4) Parra, Carlos, Course of Reliability- Centered Maintenance, Universidad de los Andes, Mrida - Venezuela, 1998, pgina 62. Gua de preguntas para evaluar las consecuencias de los modos de fallas: Qu evidencias hay de que ocurri la falla? De qu manera afecta la seguridad y al ambiente? De qu manera afecta la produccin o las operaciones? Es necesario parar el proceso? Hay impacto en la calidad? cuanto? Hay impacto en el servicio al cliente? Se producen daos a otros sistemas? Que daos fsicos ocasiona la falla? Que debe hacerse para reparar la falla?
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
37
CAPTULO 4 EL MCC Y LOS MODOS DE FALLAS OCULTOS Hasta ahora, es evidente que cada activo en la mayora de los casos tiene ms de una funcin. Cuando estos activos dejan de cumplir sus funciones (fallan), ser casi inevitable que alguien se de cuenta que la falla ha ocurrido, en este caso las fallas son clasificadas como fallas evidentes. Sin embargo, algunas fallas ocurren de tal forma que nadie sabe que el activo se encuentra en estado de falla al menos o hasta que alguna otra falla tambin ocurra, este tipo de fallas no son evidentes por s solas, y se les conoce como fallas ocultas . Para entender esta parte, supongamos que se tienen dos bombas (B y C) en un contexto operacional dado. En el caso de que la bomba C (de reserva) no este disponible (estado de falla), este hecho no ser evidente bajo circunstancias normales de operacin, ya que la bomba B, estar trabajando de forma normal. En otras palabras, la falla de la bomba C por s misma, no tendr impacto directo al menos o hasta que la bomba B tambin falle. La bomba C, presenta los dos tipos de caractersticas de una funcin oculta. La primera y ms importante, es que la falla de esta bomba por s misma no ser evidente bajo el desarrollo normal de las operaciones, en otras palabras, la aparicin de los modos de fallas asociados a las funciones ocultas de los activos, no sern evidentes bajo condiciones normales de operacin, en el caso de que estos modos de fallas ocurran por s solos. El segundo punto con respecto a la falla de la bomba C, se refiere a que la misma no ser evidente dentro del proceso operacional, al menos que otras fallas tambin ocurran. En este caso, la falla de la bomba C, solo tendr algn tipo de consecuencias, si otra falla - en este caso, la falla de la bomba B - tambin ocurre. La falla de la bomba B, mientras la bomba C esta en estado de falla es conocido como una falla mltiple. Con respecto a este punto, el grupo de trabajo debe tener claro, que las fallas ocultas por s solas no tendrn consecuencias directas, pero las mismas tendrn consecuencias indirectas, las cuales consisten en incrementar el nivel de riesgo de las fallas mltiples. La nica consecuencia de una falla oculta es incrementar el riesgo de una falla mltiple . Para este tipo de consecuencias de fallas, se deben seleccionar actividades de mantenimiento que ayuden a prevenir o al menos reduzcan las consecuencias que traern consigo la aparicin asociada de las fallas mltiples, esto quiere decir que el grupo de trabajo , deber enfocar el esfuerzo para tratar de prevenir las fallas ocultas en funcin del anlisis a las posibles consecuencias de las fallas mltiples. 4.1.Identificacin de las fallas ocultas Lo expresado anteriormente nos indica que la aparicin de las fallas ocultas por si solas no resultan evidentes, dentro del desarrollo normal del proceso operacional, por lo que para poder identificar o reconocer las fallas ocultas, el grupo de trabajo deber responder la siguiente cuestin: Ser la prdida de funcin causada por este modo de falla, por si mismo, ser evidente dentro del desarrollo de las operaciones bajo circunstancias normales ? Si la respuesta a esta cuestin es no, el modo de falla ser oculto (no evidente), y si la respuesta es si, el modo de falla ser evidente. Los equipos que cumplen funciones de proteccin (ocultas), trabajan bsicamente de la siguiente forma: - Alertando a los operadores de condiciones anormales.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
38
- Parando el equipo en el momento que ocurre la falla. - Eliminando o aliviando las consecuencias anormales que se pueden presentar inmediatamente despus de la aparicin de una falla (consecuencias que causaran mucho ms dao, en el caso de que no existiera el equipo de proteccin). - Previniendo el desarrollo de situaciones peligrosas. En esencia, la funcin de principal de los equipos de proteccin es asegurar que las consecuencias de fallas de la funcin protegida sean mucho menos serias, dado el caso de que esta no tuviera proteccin. Los equipos de proteccin, son en la mayora de los casos, parte de un sistema, con al menos dos componentes: El equipo de proteccin. La funcin a proteger.
De forma general, tpicas funciones ocultas incluyen: equipos de emergencia mdica, la mayora de los equipos de deteccin, combate y proteccin contra el fuego, los equipos de proteccin de sobrecarga y sobrevelocidad, los componentes de estructuras redundantes, los sistemas de emergencia de paradas y la mayora de los sistemas de generacin de potencia de emergencia. 4.2.Rutinas de Mantenimiento relacionadas con la prevencin de fallas mltiples causadas por modos de fallas ocultos Como se defini anteriormente los modos de fallas ocultos no son evidentes bajo condiciones normales de operacin, por lo cual este tipo de fallas no tienen consecuencias directas, pero las mismas propician la aparicin de fallas mltiples en un determinado contexto operacional. Uno de los caminos que puede ayudar a minimizar los posibles efectos de una falla mltiple es tratar de disminuir la probabilidad de ocurrencia de las fallas ocultas, chequeando peridicamente si la funcin oculta esta trabajando correctamente. Estos chequeos son conocidos como las tareas de pesquisa de fallas ocultas. Las tareas de pesquisa de fallas ocultas consisten en acciones de chequeo a los activos con funciones ocultas, a intervalos regulares de tiempo , con el fin de detectar si dichas funciones ocultas se encuentran en estado normal de operacin o en estado de falla. -Factibilidad tcnica de las tareas de bsqueda de modos de fallas ocultos: La razn fundamental de este tipo de actividad de prevencin es chequear si una funcin oculta esta disponible. La aplicacin de las tareas de pesquisa de fallas ocultas esta orientada bsicamente a equipos de proteccin y a componentes de activos tales como circuitos elctricos o instrumentos de control. El chequeo que trae consigo la aplicacin de estas actividades debe realizarse en sitio bajo condiciones reales de operacin, o bajo condiciones simuladas de operacin. Pueden existir situaciones donde es imposible aplicar una tarea de bsqueda de fallas ocultas . Estas situaciones pueden ser: - Cuando la funcin oculta de un equipo de proteccin no puede ser chequeada sin destruir dicho equipo ( como en el caso de fusibles de proteccin o discos de ruptura). - Cuando es imposible acceder al equipo con funciones ocultas (problema relacionado con el diseo). - Donde resulte sumamente peligroso el simular las condiciones reales de operacin del activo con funciones ocultas.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
39
En otros casos no resulta imposible realizar el chequeo, pero la frecuencia de aplicacin es imprctica, ya sea porque esta frecuencia es sumamente alta o porque es sumamente baja. Para que una tarea de pesquisa de fallas resulte tcnicamente factible, la misma deber ser capaz de disminuir la probabilidad de ocurrencia de una falla mltiple a un nivel aceptable y deber realizarse a una frecuencia de ejecucin que sea prctica. La tarea de pesquisa de fallas ocultas ser efectiva solo si esta asegura que se alcance la disponibilidad deseada para una determinada funcin oculta. Finalmente, cuando una tarea de pesquisa de fallas ocultas resulta ser no tcnicamente factible para los modos de fallas ocultos, existen dos posibles acciones a ejecutar: 1. Si el modo de falla oculto puede generar una falla mltiple que afecte a la seguridad o al ambiente, el rediseo es obligatorio. 2. Si el modo de falla oculto genera una falla mltiple que no afecta a la seguridad o al ambiente, es recomendable no realizar ninguna actividad de mantenimiento programada, y es posible pensar en un rediseo, si las consecuencias son econmicamente muy costosas.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
40
CAPTULO 5 PROCESO DE SELECCIN DE LAS ACTIVIDADES DE MANTENIMIENTO BAJO EL ENFOQUE DEL MCC Una vez realizado el AMEF, el equipo natural de trabajo MCC, deber seleccionar el tipo de actividad de mantenimiento que ayude a prevenir la aparicin de cada modo de falla previamente identificado, a partir del rbol lgico de decisin (herramienta diseada por el MCC, que permite seleccionar el tipo de actividad de mantenimiento ms adecuada para evitar la ocurrencia de cada modo de falla o disminuir sus posibles efectos). Luego de seleccionar el tipo de actividad de mantenimiento a partir del rbol lgico de decisin, se tiene que especificar la accin de mantenimiento a ejecutar asociada al tipo de actividad de mantenimiento seleccionada, con su respectiva frecuencia de ejecucin, teniendo en cuenta que uno de los objetivos principales del MCC, es evitar o al menos reducir las posibles consecuencias a la seguridad humana, al ambiente y a las operaciones, que traern consigo la aparicin de los distintos modos de fallas. El primer paso para seleccionar las actividades de mantenimiento, consiste en identificar las consecuencias que generan los modos de fallas :
FALLAS FUNCIONALES EVIDENTES
Bajo circunstancias normales ser evidente la prdida de la funcin causada por este modo de falla para los operadores ?
FALLAS FUNCIONALES NO EVIDENTES
si no
El modo de fallas causa una prdida de funcin que pueda herir o daar a una persona, y/o quebrantar cualquier norma o regulacin ambiental ?
si no
Tiene este modo de falla efectos directos sobre la capacidad operacional (calidad, servicio al cliente, procesos de produccin y costos de operacin) ?
si no
Modos de fallas con consecuencias sobre la seguridad humana y/o el ambiente
Modos de fallas con consecuencias operacionales.
Modos de falla con consecuencias no operacionales.
Modos de fallas con consecuencias ocultas
Figura # 16: Identificacin de las consecuencias de los modos de fallas.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
41
Una vez, identificadas las consecuencias por cada modo de falla, el equipo natural de trabajo debe identificar el tipo de actividad de mantenimiento, apoyndose en el rbol lgico de decisin del MCC.
Es evidente a los operarios?
S N
Afecta la seguridad el medio ambiente?
S
Afecta las operaciones?
N S N
Tareas a Condicin?
S N
Tareas a Condicin?
S N
Tareas a Condicin?
S N
Tareas a Condicin?
S N
Reacondicionamiento cclico?
S N
Reacondicionamiento cclico?
S N
Reacondicionamiento cclico?
S N
Reacondicionamiento cclico?
S N
Sustitucin cclica?
S N
Sustitucin cclica?
S N
Sustitucin cclica?
S N
Sustitucin cclica?
S N
Tareas de bsqueda de fallas?
Combinacin de tareas?
S N
No realizar mantenimiento programado
No realizar mantenimiento programado
El rediseo puede ser obligatorio?
El rediseo es obligatorio?
El rediseo debe justficarse?
El rediseo debe justficarse?
Figura # 17: Flujograma de seleccin de las actividades de mantenimiento
El MCC clasifica las actividades de mantenimiento a ejecutar en dos grandes grupos, las actividades preventivas y las actividades correctivas, estas ltimas, se ejecutarn slo en el caso de no encontrar una actividad efectiva de mantenimiento preventivo. Cada grupo de actividades de mantenimiento, tiene sus respectivos tipos de tareas de mantenimiento, los cuales se mencionan a continuacin:
5.1.Actividades Preventivas 5.1.1.Tareas programadas en base a condicin Las actividades programadas en base a condicin (predictivas), se basan en el hecho de que la mayora de los modos de fallas no ocurren instantneamente, sino que se desarrollan progresivamente en un perodo de tiempo. Si la evidencia de este tipo de modos de fallas puede ser detectada bajo condiciones normales de operacin, es posible que se puedan tomar acciones programadas en base a la condicin del activo, que ayuden a prevenir estos modos de fallas y/o eliminar sus consecuencias.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
42
El momento en el proceso en el cual es posible detectar que la falla funcional esta ocurriendo o esta a punto de ocurrir es conocido como falla potencial. De esta forma se puede definir falla potencial: como una condicin fsica identificable la cual indica que la falla funcional esta a punto de ocurrir o que ya esta ocurriendo dentro del proceso. Entre los ejemplos ms comunes de fallas potenciales tenemos: * Lecturas de vibracin que indiquen inminentes fallas en los cojinetes. * Grietas existentes en metales indican inminentes fallas por metales fatigados. * Partculas en el aceite de una caja de engranajes, indican inminentes fallas en los dientes de los engranajes. * Puntos calientes indican deterioro en el material refractario del hogar de una caldera, etc. El comportamiento en el tiempo de gran parte de los distintos tipos de modos de fallas se ilustra en la Figura # 18: Curva del comportamiento de las fallas potenciales. En esta figura, se muestra como una falla comienza a ocurrir (punto de inicio I, muchas veces este punto n o puede ser detectado), incrementado su deterioro hasta el punto en el cual la falla puede ser detectada (punto de falla potencial P). Si en este punto la falla no es detectada y corregida, continua aumentando su deterioro (usualmente de forma acelerada) hasta que alcanza el punto donde se produce la falla funcional (punto F, el activo ha dejado de cumplir su funcin).
Punto de inicio de falla (falla comienza a ocurrir) 0 *I *P Punto de falla Funcional Punto de falla potencial (falla debe ser detectada)
1 Tiempo de operacin
0 = Condicin operativa. 1 = Condicin no operativa.
Figura # 18: Curva de comportamiento de las fallas potenciales.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
43
5.1.2.Tareas de reacondicionamiento Como su nombre lo indica, las tareas de reacondicionamiento, se refieren a las actividades peridicas que se llevan a cabo para restaurar un activo (sistema, equipo, parte) a su condicin original. En otras palabras las actividades de restauracin programada , son aquellas actividades de prevencin realizadas a los activos (en la mayora de los casos equipos mayores) a un intervalo frecuencial menor al lmite de vida operativo del activo, en funcin del anlisis de sus funciones en el tiempo. En este tipo de actividades de mantenimiento preventivo, los activos son puestos fuera de servicio, se desarman, se desmontan, se inspeccionan de forma general y se corrigen y reemplazan de ser necesario, partes defectuosas, con el fin de prevenir la aparicin de posibles modos de fallas. Las tareas de restauracin programadas son conocidas como overhauls , y su aplicacin ms comn es en equipos mayores: compresores, turbinas, calderas, hornos, bombas de mltiples etapas, etc. 5.1.2.Tareas de sustitucin reemplazo programado Este tipo de actividad preventiva esta orientada especficamente hacia el reemplazo de componentes o partes usadas de un activo, por unos nuevos, a un intervalo de tiempo menor al de su vida til ( antes de que fallen). Las actividades de descarte programado le devolvern la condicin original al componente, ya que el componente viejo ser reemplazado por uno nuevo. La diferencia entre las tareas de descarte programado y las tareas de restauracin programada es que las primeras son aplicadas a componentes y/o partes de un activo y no a activos complejos (activos con varios componentes), y a su vez la accin a ejecutar en las tareas de descarte programado es especficamente el reemplazo de un componente viejo por uno nuevo. En el caso de las tareas de restauracin programada las acciones a ejecutar pueden ser: ajustar, inspeccionar, mejorar, limpiar, restaurar y hasta cambiar partes viejas por nuevas. 5.1.3.Tareas de bsqueda de fallas ocultas Como se defini anteriormente los modos de fallas ocultos no son evidentes bajo condiciones normales de operacin, por lo cual este tipo de fallas no tienen consecuencias directas, pero las mismas propician la aparicin de fallas mltiples en un determinado contexto operacional. Uno de los caminos que puede ayudar a minimizar los posibles efectos de una falla mltiple es tratar de disminuir la probabilidad de ocurrencia de las fallas ocultas, chequeando peridicamente si la funcin oculta esta trabajando correctamente. Estos chequeos son conocidos como las tareas de pesquisa de fallas ocultas. En conclusin, las tareas de pesquisa de fallas ocultas consisten en acciones de chequeo a los activos con funciones ocultas, a intervalos regulares de tiempo, con el fin de detectar si dichas funciones ocultas se encuentran en estado normal de operacin o en estado de falla. 5.2.Actividades Correctivas Cuando las actividades de prevencin para un determinado modo de falla, no son tcnicamente factibles o no son efectivas, las actividades correctivas sern las que se apliquen. Las acciones correctivas a ser ejecutadas en el caso de no conseguir ninguna actividad de prevencin sern: 5.2.1.Rediseo, en el caso que no se consigan actividades de prevencin que ayuden a reducir los modos de fallas que afecten a la seguridad o al ambiente a un nivel aceptable, es necesario realizar un rediseo que minimize o elimine las consecuencias de los modos de fallas.
5.2.2.Actividades de mantenimiento no programado , en el caso que no se consigan actividades de prevencin econmicamente ms baratas que los posibles efectos que traern consigo los modos de fallas con consecuencias operacionales o no operacionales, se podra tomar la decisin de esperar que ocurra la falla y actuar de forma correctiva.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
44
CAPTULO 6 NDICES BSICOS DE GESTIN DEL MANTENIMIENTO Para la filosofa del MCC, el control de la gestin del mantenimiento est relacionada con tres indicadores bsicos: disponibilidad, confiabilidad y mantenibilidad. A continuacin se presentan los parmetros a ser utilizados en el clculo de estos ndices:
Estado operativo UT TBF UT 1 f1 f2 fi
TO
0 TTR DT Estado de falla Tiempo
Figura 19: Esquema de distribucin de Fallas. Dnde: 1 = condicin operacional del equipo. 0 = condicin no operacional del equipo. Fi = falla i-sima UT = up time o tiempo operativo entre fallas. TBF = time between failures o tiempo entre fallas . DT = down time o tiempo no operativo entre fallas. TTR = time to repair o tiempo necesario para reparar . TO = time out o tiempo fuera de control (tiempo difcil de estimar, se relaciona con la logstica del mantenimiento: suplidores, transporte, retrasos, ocio). Para un nmero de fallas = n. MTBF = mean time between failures, tiempo medio entre fallas. MTBF = TBF / n MUT = mean up time, tiempo medio de funcionamiento entre fallas. MUT = UT / n MDT = mean down time, tiempo medio de indisponibilidad entre fallas. MDT = DT / n MTTR = mean time to repair, tiempo medio para reparar.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
45
MTTR = TTR / n MTO = mean out time , tiempo medio fuera de control. MTO = TO / n
Disponibilidad Este trmino, puede expresarse, en una primera aproximacin, como la proporcin de tiempo que un equipo se encuentra apto para cumplir su misin, en condiciones dadas, respecto al tiempo que debi haber cumplido su misin y no lo hizo. Este ltimo perodo se le denomina indisponibilidad y es, obviamente, improductivo. El concepto de disponibilidad puede ser expresado como: La probabilidad de que un equipo se encuentre en condiciones de cumplir su misin en un instante cualquiera. La disponibilidad relaciona bsicamente los tiempos de reparacin de las fallas (MTTR mantenibilidad) y los tiempos operativos entre fallas (MUT, depende de la tasa de fallas confiabilidad). Mantenibilidad La mantenibilidad puede definirse como: La probabilidad de que un equipo sea devuelto a un estado en el que pueda cumplir su misin en un tiempo dado, luego de la aparicin de una falla, utilizando procedimientos de mantenimiento preestablecidos. La mantenibilidad se relaciona bsicamente con el diseo y la complejidad del equipo, con el personal calificado que realice el mantenimiento, con las herramientas disponibles y con los procedimientos de mantenimiento. El parmetro fundamental para calcular la mantenibilidad lo constituye el tiempo medio de reparacin de las fallas (MTTR). Cuando el MTTR de un determinado equipo es alto, se dice que el equipo tiene una baja mantenibilidad (mientras ms tiempo duren las reparaciones de las fallas asociadas a un equipo, su mantenibilidad ir disminuyendo). En el caso contrario, de que el tiempo medio de reparacin de las fallas de un determinado equipo sea bajo, se dice que el equipo tiene una alta mantenibilidad. Confiabilidad La confiabilidad puede definirse como: La probabilidad de que un equipo cum pla una misin especfica (no falle) bajo condiciones de operacin determinadas en un perodo determinado. La confiabilidad se relaciona bsicamente con la tasa de fallas (cantidad de fallas) y con el tiempo medio operativo ( MUT -tiempo medio operativo). Mientras el nmero de fallas de un determinado equipo vaya en aumento o mientras el MUT de un equipo disminuya, la confiabilidad del mismo ser menor. 6.1. Clculo de la disponibilidad De los tres conceptos mencionados anteriormente, la disponibilidad constituye el parmetro cuya informacin es la ms representativa y til para la gestin del mantenimiento. El calcular la disponibilidad es ms sencillo, en comparacin con el clculo de los otros dos parmetros y relaciona a su vez, a la confiabilidad y a la mantenibilidad. A continuacin se presenta la forma de calcular la disponibilidad:
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
46
Disponibilidad operacional (Ao): la disponibilidad operacional es similar a la inherente, solo que esta toma en cuenta el tiempo no operativo del equipo de forma general (desde que el equipo sale fuera de servicio hasta que es otra vez puesto en operacin), es decir, que incluye el retraso (ms no lo estima ni cuantifica) que trae consigo la logstica de las actividades de mantenimiento (compra de repuestos, transportacin, tiempo de ocio no determinados, etc.) . La ecuacin para calcular la disponibilidad operacional (Ao) es:
MUT x 100% MUT + MDT
Ao
Ecuacin 1
Dnde MDT = MTTR + MTO
Ao, considera el diseo del equipo, la disponibilidad del personal de mantenimiento, las polticas y procedimientos de mantenimiento y los factores no tomados en cuenta en el diseo de los equipos.La ecuacin 1 es utilizada , cuando la gestin de mantenimiento no tiene bien definidos ni los tiempos de reparacin (TTR), ni los tiempos relacionados con la logstica del mantenimiento (TO). 6.2. Clculo de la confiabilidad 6.2.1. Distribucin de Weibull De forma prctica la aproximacin de la expresin ms utilizada para calcular la confiabilidad de un equipo mecnico o un componente mecnico, es la desarrollada a partir de la distribucin de Weibull (B.S. Dhillon, C. Singh, Engineering Reliability: New Techniques and Aplications, Jhon Wiley and Sons, New York - USA, 1981, pg. 36): R(t) = e ^ (- ( t / V) ^ ) , Dnde: R(t) = confiabilidad del equipo expresada en un valor probabilstico. t = es el intervalo de tiempo en el cual se desea conocer la confiabilidad del equipo, partiendo de un perodo de tiempo = 0. V = vida caracterstica, se calcula en funcin del tiempo promedio operativo: MUT ( se puede utilizar el modelo de los mnimos cuadrados para calcular V) en los casos donde no se pueda modelar V, se puede utilizar directamente el MUT, con un porcentaje de error comprendido entre el 5% y el 10%). = es el parmetro de forma que segn la distribucin de Weibull, relaciona el perodo de tiempo en el que se encuentra operando el equipo y el comportamiento del mismo ante la probabilidad de ocurrencia de fallas y sus valores son: 0< <0,85, el equipo esta en la etapa de mortalidad infantil, al inicio de la vida til. = 0,85 1, el equipo se encuentra en la etapa normal de vida til. 1< < 3, el equipo se encuentra en la etapa de desgaste, valores de por arriba de 1, indican que el equipo esta comenzando a desgastarse, valores de por arriba de 2, Ecuacin 2.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
47
indican que el equipo se ha desgastado incrementndose el nmero de fallas en el mismo (el perodo de vida til del equipo esta llegando a su fin). (Ver Figura # 20: Curva de confiabilidad de un equipo o componente., extrada del libro: Practical reliability engineering, Autor: Oconnor, P.D.T, Tercera Edicin , Wiley Interscience Publication, New York - USA, 1984, pg: 56). Tasa de falla Perodo de mortalidad infantil Perodo normal de vida til Perodo de desgaste
0 < < 0.85 = 0.85 - 1
1< < 3
Tiempo de servicio o vida til. Figura # 20: Curva de la Baera.
6.2.2. Distribucin Exponencial En el caso de equipos elctricos y componentes electrnicos la distribucin que ms se ajusta al comportamiento de estos equipos es la distribucin exponencial . La expresin utilizada para calcular la confiabilidad de un equipo en un tiempo determinado de operacin, a partir de la distribucin exponencial es la siguiente (Balbir, S. Dhillon, Quality Control, Reliability, and Engineering Design, Industrial Engineering , New York - USA, 1985, pg. 135) : R(t) = e ^ (- ( x t )) Ecuacin 3
Dnde: R(t) = confiabilidad del equipo expresada en un valor probabilstico. = rata de falla del equipo = nmero de fallas / Tiempos de operacin = # de fallas / UT t = es el intervalo de tiempo en el cual se desea conocer la confiabilidad del equipo, partiendo de un perodo de tiempo = 0.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
48
Ejemplo de clculo de disponibilidad y confiabilidad A continuacin se presentan dos ejemplos prcticos de como calcular la disponibilidad y la confiabilidad en un determinado equipo, cuyos resultados resultados al ser analizados , permitirn entender la relacin existente entre los parmetros de confiabilidad y de mantenibilidad con respecto a la disponibilidad -Ejercicio 1: 1. Dada la siguiente distribucin de fallas (Figura # 21 ) de un equipo X, para un perodo de 53 semanas de trabajo , calcule: a) La disponibilidad del equipo X, en el perodo de 53 semanas b) Para un perodo de trabajo de 2 semanas, calcular la confiabilidad R(t) del equipo X .
DT = tiempo no operativo entre fallas en semanas UT = tiempo operativo entre fallas en semanas
UT= 7 UT=6 UT= 5 UT= 7 UT = 8 UT= 7
9
DT=2
15
17
22
25
32
35
DT= 3
43 44
DT= 1
51
53 semanas
DT=2
DT=2
DT=3
Nmero de fallas = n = 6
Figura # 21: Distribucin de fallas del equipo X en un perodo de trabajo de 53 semanas.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
49
-Ejercicio 2: 1. Dada la siguiente distribucin de fallas (Figura # 22 ) de un equipo Y, para un perodo de 53 semanas de trabajo , calcule: a) La disponibilidad del equipo Y, en el perodo de 53 semanas b) Para un perodo de trabajo de 2 semanas, calcular la confiabilidad R(t) del equipo Y .
DT = tiempo no operativo entre fallas en semanas UT = tiempo operativo entre fallas en semanas UT=13 UT=12 UT= 15
13
19 DT=6
31 DT=5
36
51
semanas DT= 2 Nmero de fallas = n =3
Instrumento Y, equipo de mayo r confiabilidad (pocas falla s) pero de baja mantenibilidad (tiempo de reparacin alto), con respecto a la distribucin de fallas del instrumento X ( ejemplo 1) .
Figura # 22: Distribucin de fallas del equipo Y en un perodo de trabajo de 53 semanas.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
50
CAPTULO 7 BENEFICIOS DE LA IMPLANTACIN DEL MCC
La implantacin del MCC en una organizacin, permitir: Crear un espritu altamente crtico en todo el personal (operaciones-mantenimiento) frente a condiciones de falla y averas. Lograr importantes reducciones del costo del mantenimiento. Optimar la confiabilidad operacional, maximizar la disponibilidad y/o mejorar la mantenibilidad de las plantas y sus activos. Integrar las tareas de mantenaimiento con el contexto operacional. Fomentar el trabajo en grupo (convirtindolo en algo rutinario) . Incrementar la seguridad operacional y la proteccin ambiental. Optimar la aplicacin de las actividades de mantenimiento tomando en cuenta la criticidad e importancia de los activos dentro del contexto operacional. Establecer un sistema eficiente de mantenimiento preventivo. Aumentar el conocimiento del personal tanto de operaciones como de mantenimiento con respecto a los procesos operacionales y sus efectos sobre la integridad de las instalaciones. Involucrar a todo el personal que tiene que ver con el mantenimiento en la organizacin (desde la alta gerencia hasta los trabajadores de planta). Facilitar el proceso de normalizacin (ISO 9000) a travs del establecimiento de procedimientos de trabajo y de registro. Mejorar la efectividad de las actividades de mantenimiento a travs de una gerencia ms horizontal y menos aislada del contexto operacional. Asignar responsabilidad total (Accountability) del proceso a un equipo multidisciplinario de trabajo (equipo de trabajo MCC). Desarrollar un sistema efectivo de registro y manejo de la data. A continuacin se presentan en forma resumida los posibles beneficios que trae consigo la aplicacin del MCC (Ver figura # 23):
BENEFICIOS DEL MANTENIMIENTO CENTRADO EN CONFIABILIDAD
CALIDAD -Aumenta la disponibilidad de las plantas (2-10%) -Elimina las fallas crnicas -Aumenta la flexibilidad operacional -Programa de mant. basado en data real TIPO DE SERVICIO -Mejora trabajo el equipo y la comunicacin -Ayuda a entender mejor los requerimientos de los clientes -Disminuye las paradas no programadas COSTO -Reduce los niveles de mant. programado(10-50%) -Optimiza los programa de mant. - Administracin de contratos ms eficiente -Alarga la vida de los equipo de propsitos especiales -Actividades de mant. en funcin de un anlisis costo beneficio TIEMPO -Reduce el tiempo de reparacin (MTTR) -Reduce la duracin de las paradas de planta - Aumenta la corrida de las plantas (60-300%) RIESGO - Seguridad e integridad ambiental son prioritarios -Fallas con consecuencias a la seguridad o al ambiente son inaceptables -Reduce al mnimo la posibilidad de mltiples fallas
Figura # 23: Beneficios que trae consigo la implantacin del MCC.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
51
Finalmente, hay que tener claro, que el proceso de implantacin del MCC en una organizacin, no traer consigo resultados inmediatos, los mismos podrn cuantificarse y evaluarse de forma segura y confiable en un perodo de tres aos aproximadamente. Por lo cual este debe ser un proyecto de largo alcance y con visin de futuro.
Autor: Carlos A. Parra M. INGECON (www.confiabilidadoperacional.com) Telfonos: 58-(0)414-1080052 Email: parrac37@yahoo.com
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
52
BIBLIOGRAFA
1. Parra, Carlos, Course of Reliability- Centered Maintenance, Universidad de los Andes, Mrida - Venezuela, 1998. 2. Moubray, Jhon, RCM II: Reliability Centered Maintenance, Industrial Press Inc., New York - USA, 1991. 3. Jones, Richard, Risk-Based Management: A Reliability-Centered Approach, Gulf Publishing Company, First Edition, Houston, Texas 1995. 4. Robin, E. Mcdermott, Raymond J. Mikulak y Michale R. Beauregard, The Basics of FMEA, Quality Resources, New York - USA , 1996. 5. Bello, G. and A. Bobbio. A Reliability Data Bank in the Petrochemical Sector, Terotechnia, Vol. 2 1991. 6. Bloch, H. P. Improving Machinery Reliability, Gulf Publishing, Houston 1989. 7. Jones, Richard. Risk-Based Management: A Realibility-Centered Approach, Gulf Publishing Company, First Edition, Houston, Texas 1995. 8. Kapur, K.C and Lamberson, L.R. Reliability in Engineering Design, Jhon Weiley & Sons Inc. 1983. 9. Minton, L.A. and Johnson, R.W. Repairable Systems Reliability , Marcel Dicker Inc., New York , 1984. 10. Parra, C. Metodologa de Implantacin del Mantenimiento Centrado en Confiabilidad en la Refinera de Amuay, Universidad de los Andes, Venezuela 1997. 11. Robin E. Mcdermott, Raymond J. Mikulak y Michale R. Beauregard. The Basics of FMEA, Quality Resources, New York, 1996. 12. Guidelines for Process Equipment Reliability Data, Center for Chemical Process Safety, 345 East 47th Street, New York, 1994. 13. Offshore Reliability Data (OREDA), Published by the OREDA participants - DNV Technica, N-1322 Norway, 1993. 14. Course of Reliability- Centered Maintenance, Section two: Failure Modes and Effects Analysis, The Woodhouse Partnership, England -1993.
OCURRENCES DATA BANK: 1. NCR Licensee Even Reports (LERs), Nuclear Regulatory Commission, Washington, D.C. 20555, USA. 2. Failure Data Handbook for Nuclear Facilities, LNEC-Memo-69-7, available from NTIS, Springfield, VA., 22151, USA. GENERIC RELIABILITY DATA BANK: 1. European Space Agency, Electronic Components Data Banks, Via G. Galilei, 00044, Frascati, Italy. 2. IEN Galileo Ferraris, Reliability Data Banks, Corso Massimo Dazeglio, 10125, Torino, Italy. 3. CNET, Reliability Data Bank on Electronic Equipment, 22300, Lanniou, France.
EVENT DATA BANK:
1. SYREL-System Reliability Service Data Bank, UKAEA, Culcheth, Warrington, WA 34 NE, UK. 2. ENEL Data System for Power Stations, ENEL CRTN, Bastioni di Porta Volta 10, 20121, Milano Italy. 3. EDF, Reliability Data System for Nuclear Power Plants, F-92080, Paris-la-Defense, France. 4. Government/Industry Data Exchange Program (GIDEP), Corona California, 91729, USA.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
53
ANEXO 1
TALLER DE MANTENIMIENTO CENTRADO EN CONFIABILIDAD (MCC).
EJERCICIOS PROPUESTOS.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
54
EJERCICIO 1: DETERMINAR FUNCIONES Y FALLAS FUNCIONALES
De los casos que se presentan a continuacin, determinar la funcin principal(es) y secundarias y sus fallas funcionales. Recuerde que puede utilizarse el diagrama Entrada Proceso Salida, para determinar las funciones. Solo es necesario completar entre 3 a 5 funciones por caso. Este ejercicio requiere de asumir ciertas condiciones, sea creativo y fije el contexto bajo el cual estara funcionando cada caso:
CASO 1: UNA LMPARA DE OFICINA. CASO 2: UN VEHICULO DE TRANSPORTE COLECTIVO INTERESTATAL. LOS ESTUDIOS INDICAN QUE EN TEMPORADA ALTA ES NECESARIO LLEVAR HASTA 60 PASAJEROS EN UN SENTIDO DE LA RUTA ASIGNADA. ADEMAS POR RAZONES ERGONMICAS, SE REQUIERE QUE LA TEMPERATURA PROMEDIO EN EL INTERIOR DEL MISMO SEA DE 22 C. CASO 3: UN HORNO DE CALENTAMIENTO DE CRUDO, DISEADO PARA CALENTAR 75000 BARRILES POR DA (MBPD) PROVENIENTE DE UN TREN DE PRECALENTAMIENTO A 443F, EL CUAL ALIMENTA A UNA TORRE DESTILADORA QUE LO REQUIERE A UNA TEMPERATURA COMPRENDIDA ENTRE 625 - 630F.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
55
EJERCICIO 2: DETERMINAR FALLAS FUNCIONALES
LMPARA DE OFICINA: FUNCION FALLAS FUNCIONALES
VEHCULO COLECTIVO: FUNCION FALLAS FUNCIONALES
HORNO DE CALENTAMIENTO DE CRUDO: FUNCION FALLAS FUNCIONALES
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
56
EJERCICIO 3: DETERMINAR MODOS Y EFECTOS DE FALLAS
AMEF
Item: Intercambiador de Calor
Tipo de Funcin
Principal
Descripcin Funcin
Falla Funcional
Modo de falla
MTTF (mean time to failure)
Efectos del modo de falla
-Proveer de calor a una rata de transferencia especfica
Incapaz de proveer calor /catastrfica Transferir calor (por abajo/por arriba) del estndar indicado / parcial
Secundaria
-Prevenir la mezcla entre el fluido fro y el fluido caliente - Ser capaz de controlar las principales variables del proceso y transmitir informacin correcta de las condiciones de proceso (presin y temperatura) -Ser capaz de soportar movimientos y vibraciones y prevenir daos estructurales al propio intercambiador y a los equipos cercanos al mismo
Mezcla parcial de los fluidos Incapaz de controlar las variables de proceso No ser capaz de proveer correcta informacin No ser capaz soportar movimientos y vibraciones
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
57
EJERCICIO 4: DETERMINAR CATEGORIA DE CONSECUENCIAS
Ubicar en el diagrama siguiente y de acuerdo a su categora, la letra correspondiente para cada situacin planteada :
NO NO
Se manifiesta por si solo en circunstancia normales la prdida de la funcin originada por este modo de fallo?
SI
Podra este modo de falla lesionar o matar a alguien , o llevar a violar una normativa ambiental de la empresa o del estado? SI
Ejerce este modo de falla un
efecto adverso directo sobre la capacidad operacinal ?
N O
SI
A.
La prdida del lquido en el sistema de frenado de un vehculo de izamiento ( Ej. Gra mvil, Montacargas ) que tiene un indicador de nivel en el panel de mando Una alarma audible para desalojo de personal en una planta de proceso en casos de emergencia La llanta de repuesto de un vehculo de familiar La vlvula de bloqueo, ubicada en la admisin de vapor de una turbina, no acta (no se cierre completamente), cuando la presin exceda los 500 psi (en condiciones normales de operacin la vlvula esta totalmente abierta) La rotura de la correa de transmisin de uno de los ventiladores del sistema de deshumidificacin de un almacn de rea. La urea se apelmaza luego de 4 horas sin la capacidad total de deshumidificacin. El cambio de la correa se hace en 2 horas Falla de un motor de la bomba de un sistema hidroneumtico. El tiempo mximo de indisponibilidad que acepta el sistema hidroneumtico es de 2 Horas. El tiempo de reemplazo y ajuste del motor es de 1 hora La perforacin por corrosin de un tanque subterrneo de almacenamiento de gasolina de una estacin de Servicio La falla del sello mecnico de una bomba de crudo ubicada dentro del dique de derrame del tanque de alimentacin La falla de la bomba principal de un sistema de lubricacin de un compresor, la cual tiene una bomba de respaldo de activacin automtica La falla de un fusible de proteccin para alto voltaje, del regulador de voltaje de una computadora
B. C. D.
E.
F.
G. H. I.
J.
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
58
EJERCICIO 5: FALLAS OCULTAS
Analizar cada uno de los siguientes casos y emitir sus respuestas:
1.
Una vlvula de seguridad esta montada en el cabezal de gas combustible cuya presin mxima de trabajo es de 70 psig. La vlvula esta ajustada para disparar cuando la presin alcance 85 psig. . Durante la identificacin AMEF, se han determinado las siguientes funciones: a.- Ser capaz de aliviar la presin cuando el cabezal de gas alcance 85psig Ser evidente u oculta la perdida de esta funcin?
2.
Un OPERADOR DICE: Los efectos de un fallo oculto solo ocurren, cuando antes ha ocurrido otra falla . Es esto cierto?
3.
Un sistema de bombeo esta compuesto por dos bombas (una principal y una en spare). En condiciones normales la bomba principal siempre esta operando de forma continua, mientras la bomba en spare entra en funcionamiento de forma automtica cuando la principal falla. Ser evidente la prdida de funcin de la bomba en spare en condiciones normales?
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
59
EJERCICIO 6: PROYECTO FINAL
-Desarrollar un AMEF y el plan de Mantenimiento General utilizando la metodologa del MCC.
CONTEXTO OPERACIONAL DEL SUBSISTEMA DE COMPRESIN DE GAS COMPRESORES WAUKESHA / C1/C2/C3/C4
La planta compresora succiona gas proveniente de la descarga de la Planta 1 y el gas proveniente de la estacin de flujo-3, una presin entre 500-560 Psig y lo comprime hasta 1250-1300 Psig, para su posterior uso en la succin de la Planta Deshidratadora 1 (PD-1). La capacidad de manejo de gas es de 102.4 MMPCGD . La planta compresora 2 consta de una edificacin con cuatro (4) moto-compresores, accionados por (4) motores de combustin interna en un rea de 577 mts2. Adicionalmente tiene 2212 mts2 de vialidad interna. Esta vialidad es compartida con la planta 1 ubicada tambin en la misma rea.El mechero para venteo de los gases se encuentra a una distancia de 350 mts de la instalacin en direccin Sur. El tanque para el agua de servicio esta ubicado a 120 mts de la planta en direccin Este, y este sistema es comn para las dems instalaciones del Centro de Compresin, para lo cual cuenta con una red apropiada de suministro. Todo el complejo esta dotado de una red que suministra agua para el sistema contra incendios con un tanque de almacenamiento de 10.000 Bls de capacidad, el cual esta ubicado al Este de la PC-OPC-1. SISTEMA DE COMPRESIN DE GAS (Planta PC-OPC-2). La planta compresora 2 esta formada por cuatro unidades compresoras de 25-30 MMPCGD de capacidad cada una, accionadas mediante motores de combustin interna que utilizan gas combustible y succionan el gas proveniente de la descarga de la planta compresora 1 y el gas proveniente de la estacin de Flujo 3 a una presin de 500-560 psig. El proceso de compresin de cada unidad consta de una sola etapa formada por tres cilindros que eleva la presin del fluido hasta 1250- 1300 psig. Existen dos depuradores ubicados antes de la succin de los cilindros de compresin y tambin un enfriador, accionado con el eje de la maquina, que permiten disminuir la temperatura del gas despus que ha sido comprimido.El gas de descarga de esta planta se enva a la succin de la Planta Deshidratadora 1. EQUIPOS PRINCIPALES: Moto compresor WAUKESHA (C1/C2/C3/C4), Modelo 9390GSI , tipo reciprocante (2 tiempos), 1970 HP, 16 cilindros de potencia, 1 etapa de compresin, capacidad nominal: 25-30 MMPCGD presin de succin de operacin 500-560 psig, presin de descarga: 1250-1300 psig Enfriadores inter-etapa Depuradores de succin inter-etapa Botellas de succin y descarga Vlvulas de succin y descarga de cilindros compresores Turbocargadores Cilindro con lumbreras Paneles de control local: velocidad, temperatura, presin y vibracin Subsistemas de lubricacin para los cilindros de fuerza con aceite mineral con filtro de 25 micrones, para los cilindros de compresor con filtro de 10 micrones, aceite sinttico del motor con aceite sinttico. Sistema de indicacin de los subsistemas del compresor(centinelas).Sistema de lubricacin del turbocargadores con aceite mineral Vlvula de admisin por cada cilindro
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
60
DIAGRAMA ENTRADA - PROCESO - SALIDA
ENTRADAS:
Gas: caudal 25-30 MMPCGD, presin de succin de operacin 500-560 psig, temperatura de succin 120F, composicin qumica.
Energa elctrica, llega a la sub estacin a 13800 V y se convierte a 220,440 y 110 V. Energa elctrica: motores de las bombas: 480 VAC, instrumentacin: 125 y 24 VDC Aceite de lubricacin: mineral y sinttico. Aire de instrumentos presin de descarga 160 libras y 1740 RPM. Agua de enfriamiento de suministro Agua de enfriamiento de caja de sellos usa dos bombas, sistema de filtro alarma 12 psi y el paro en 15 psi. Gas combustible a 50 libras proviene de la descarga de la deshidratadora Instrumentacin y control PROCESO: Comprimir La planta compresora 2 esta formada por cuatro unidades compresoras de 25-30 MMPCGD de capacidad cada una, accionadas mediante motores de combustin interna que utilizan gas combustible y succionan el gas proveniente de la descarga de la planta compresora 1 y del proveniente de la estacin de Flujo 3 a una presin de 500560psig. SALIDAS:
Gas: caudal 25-30 MMPCGD, presin de descarga de operacin 1250-1300 psig, temperatura de descarga 104F en condiciones normales
Productos contaminados (desechos, vapores venteados, aceite)
Seales principales locales/hacia sala de control: temperatura, presin, vibracin, rpm
Protecciones Sistemas de seguridad / alarma
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
61
Anlisis de Modos y Efectos de Falla (AMEF)
Item: Compresor Reciprocante
Tipo de Funcin Descripcin de la funcin Falla Funcional Modo de Falla MTTF (mean time to failure) Consecuencias del Modo de falla
DRAFT BAJO REVISIN AUTOR: CARLOS PARRA
62
PROGRAMA DE MANTENIMIENTO
Modos de fallas
Descripcin Actividad de Mantenimiento/Inspeccin
Tipo de Mantenimiento:
PP=PREVENTIVAS PLANIFICADAS PC=POR CONDICIN DFO= DETECTAR FALLAS OCULTAS C=CORRECTIVAS
Frecuencia de aplicacin
También podría gustarte
- Manual de gestión de activos y mantenimientoDe EverandManual de gestión de activos y mantenimientoCalificación: 5 de 5 estrellas5/5 (1)
- Manual de Gestión de Mantenimiento A La MedidaDocumento90 páginasManual de Gestión de Mantenimiento A La Medidacajasc100% (2)
- Costo de Ciclo de Vida de Una BombaDocumento3 páginasCosto de Ciclo de Vida de Una BombaRobertAún no hay calificaciones
- Costos Del Ciclo de Vida de Los Activos - Conferencia 2 - PPT - 4 Seminario Naval 2014Documento74 páginasCostos Del Ciclo de Vida de Los Activos - Conferencia 2 - PPT - 4 Seminario Naval 2014Oliverio García PalenciaAún no hay calificaciones
- Analisis de Reemplazo de Un Activo Fisico PDFDocumento19 páginasAnalisis de Reemplazo de Un Activo Fisico PDFCIRO SILVAAún no hay calificaciones
- Carlos Parra - Manual de RCM PDFDocumento71 páginasCarlos Parra - Manual de RCM PDFJhordan UgarteAún no hay calificaciones
- Mantenimiento Centrado ConfiabilidadDocumento19 páginasMantenimiento Centrado ConfiabilidadSoporte y CompañíaAún no hay calificaciones
- Implementacion RCMDocumento79 páginasImplementacion RCMVictor Acuña100% (3)
- Material AlumnoDocumento103 páginasMaterial AlumnoJames MárquezAún no hay calificaciones
- Manual Practico para R ProjectDocumento61 páginasManual Practico para R ProjectIsrael AvendañoAún no hay calificaciones
- Curso Buenas Practicas de M&R Bajo BoK de SMRP IIDocumento110 páginasCurso Buenas Practicas de M&R Bajo BoK de SMRP IIyadiAún no hay calificaciones
- Recolección de Datos de Mantenimiento y ConfiabilidadDocumento40 páginasRecolección de Datos de Mantenimiento y ConfiabilidadAlvaro Santa Cruz DiazAún no hay calificaciones
- 1 1 Metodos de Ingenieria de ConfiabilidadDocumento130 páginas1 1 Metodos de Ingenieria de Confiabilidadmauricio100% (1)
- LCC v201702Documento73 páginasLCC v201702PaulAlberthAún no hay calificaciones
- Ventajas de Aplicar RCM Al Implementar PAS 55Documento33 páginasVentajas de Aplicar RCM Al Implementar PAS 55Soporte y Compañía100% (1)
- Libro Parra Crespo V20 2017 Capitulos I II ISO55000Documento48 páginasLibro Parra Crespo V20 2017 Capitulos I II ISO55000jparedesvillaltaAún no hay calificaciones
- Diseño y Propuesta de Mejoramiento en La FacturaciónDocumento34 páginasDiseño y Propuesta de Mejoramiento en La FacturaciónPanchoAún no hay calificaciones
- Presentacion Cc-Normas Iso 55000 55001 y 55002 Marca de Agua IramDocumento31 páginasPresentacion Cc-Normas Iso 55000 55001 y 55002 Marca de Agua Iramjuanqui20Aún no hay calificaciones
- 10 Instalación de Soleras y Solerillas Rev. 01.Documento12 páginas10 Instalación de Soleras y Solerillas Rev. 01.Edisson JCAún no hay calificaciones
- Estrategias de ConfiabilidadDocumento15 páginasEstrategias de ConfiabilidadEdwin Salinas GiraldoAún no hay calificaciones
- Pilar 4 Organización y LiderazgoDocumento151 páginasPilar 4 Organización y LiderazgoJenrry Jesse Diaz RuizAún no hay calificaciones
- Relación RCM-FMEA (ISO14224) (Mario Troffe)Documento9 páginasRelación RCM-FMEA (ISO14224) (Mario Troffe)Kevin Eduardo Acosta BetancourtAún no hay calificaciones
- XDDocumento3 páginasXDchristian huaman100% (1)
- Taller LCC Manten Inspeccion ASME SsDocumento123 páginasTaller LCC Manten Inspeccion ASME SsWilliam Chipana100% (2)
- RCM Jhon MoubrayDocumento95 páginasRCM Jhon MoubrayLuis Felipe Gomez DiazAún no hay calificaciones
- Iso 14224Documento19 páginasIso 14224jorge8507Aún no hay calificaciones
- Aplicacion de Iso 14224Documento74 páginasAplicacion de Iso 14224Miguel Sotelo100% (1)
- Informe Induccion y Capacitacion de PersonalDocumento16 páginasInforme Induccion y Capacitacion de PersonalMarina Alexandra Saravia ParedesAún no hay calificaciones
- Ing. de Confiabilidad Aplicada Al Mantenimiento - Cliente - TECSUPDocumento184 páginasIng. de Confiabilidad Aplicada Al Mantenimiento - Cliente - TECSUPMayckAún no hay calificaciones
- Capitulo IX Fiabilidad Mantenibilidad Disponibilidad Riesgo Parra Crespo 2017 Spanish PDFDocumento36 páginasCapitulo IX Fiabilidad Mantenibilidad Disponibilidad Riesgo Parra Crespo 2017 Spanish PDFGabrielPacovilcaArhuataAún no hay calificaciones
- Manual Del Ingeniero de MantenimientoDocumento291 páginasManual Del Ingeniero de Mantenimientoagalarzag100% (30)
- 1.CMRP PresentacionDocumento500 páginas1.CMRP Presentacionmerling100% (1)
- Tiempo Medio Entre Fallas Explicacion y StandaresDocumento13 páginasTiempo Medio Entre Fallas Explicacion y StandaresbrysalcasAún no hay calificaciones
- U2. Auditoria de Mantenimiento - Rev.aDocumento37 páginasU2. Auditoria de Mantenimiento - Rev.aFrank Silva SaldañaAún no hay calificaciones
- ISO 14224 en Minería Rev 2 20-05-2014Documento20 páginasISO 14224 en Minería Rev 2 20-05-2014jose aAún no hay calificaciones
- MANUAL Confiabilidad Operacional para SUPERVISORES PDFDocumento437 páginasMANUAL Confiabilidad Operacional para SUPERVISORES PDFDiego Lozano Vázquez100% (1)
- 10 CRL Passports - Infrared Thermal Imaging - EspañolDocumento25 páginas10 CRL Passports - Infrared Thermal Imaging - Españolwermer ñaveZAún no hay calificaciones
- Manual de Confiabilidad (Spanish)Documento61 páginasManual de Confiabilidad (Spanish)bboy640100% (2)
- Uptime Mayo2018 Secured - 2 PDFDocumento42 páginasUptime Mayo2018 Secured - 2 PDFjorgeAún no hay calificaciones
- RCM-Carlos Parra-2008 PDFDocumento71 páginasRCM-Carlos Parra-2008 PDFemiliojelves100% (1)
- Contenido CMRPDocumento39 páginasContenido CMRPGiovanni Mancini100% (2)
- Instructivo de Planificacion y Programacion de Mantenimiento PDFDocumento58 páginasInstructivo de Planificacion y Programacion de Mantenimiento PDFhelix2010Aún no hay calificaciones
- Manual Del PlanificadorDocumento109 páginasManual Del PlanificadorclaudioAún no hay calificaciones
- Análisis de Causa Raiz Como Negocio Cap1Documento36 páginasAnálisis de Causa Raiz Como Negocio Cap1stankoAún no hay calificaciones
- CMRP 5 PilaresDocumento185 páginasCMRP 5 PilaresrenzoAún no hay calificaciones
- Guía en SAP para Notificación y Cierre de Trabajos - v2Documento43 páginasGuía en SAP para Notificación y Cierre de Trabajos - v2Diego Robert Laqui Choqque100% (1)
- Modelos de Gestión Integral de ActivosDocumento26 páginasModelos de Gestión Integral de ActivosSoporte y CompañíaAún no hay calificaciones
- ASME 2014 - Estrategias de Mantenimiento para Lograr Confiabilidad - D-1. SuárezDocumento10 páginasASME 2014 - Estrategias de Mantenimiento para Lograr Confiabilidad - D-1. Suárezlucas ronaldo coronel mendozaAún no hay calificaciones
- Confiabilidad Conceptos y Tendencias CompletoDocumento16 páginasConfiabilidad Conceptos y Tendencias CompletoSoporte y CompañíaAún no hay calificaciones
- Varios Tipos de RCMDocumento17 páginasVarios Tipos de RCMSoporte y Compañía100% (1)
- DIEM Planificación Control Manto 1Documento25 páginasDIEM Planificación Control Manto 1omar cernaAún no hay calificaciones
- Definición de Un Método para Determinar Las Existencias de Repuestos Estratégicos Basado en Sus Causas de FallaDocumento21 páginasDefinición de Un Método para Determinar Las Existencias de Repuestos Estratégicos Basado en Sus Causas de FallaSoporte y CompañíaAún no hay calificaciones
- Iso 20815 EspDocumento110 páginasIso 20815 Espqgfm100% (3)
- MM-02!02!03 Gestión de ODMDocumento21 páginasMM-02!02!03 Gestión de ODMrpdicAún no hay calificaciones
- Coeficiente de PearsonDocumento20 páginasCoeficiente de PearsonJohn Kollias100% (1)
- MM-02!02!01 Elaboración de Plan de MttoDocumento16 páginasMM-02!02!01 Elaboración de Plan de MttorpdicAún no hay calificaciones
- MPP-001 Manual de Paradas de PlantaDocumento227 páginasMPP-001 Manual de Paradas de Plantaisaacmedina1234Aún no hay calificaciones
- Z-008 ListoDocumento64 páginasZ-008 ListoFernando David Siles NatesAún no hay calificaciones
- Confiabilidad HumanaDocumento21 páginasConfiabilidad HumanaWilfredo mamianAún no hay calificaciones
- Reliability Centred Maintenance (RCM)Documento9 páginasReliability Centred Maintenance (RCM)Antonio Ros Moreno50% (2)
- Metodos Basicos de Criticidad ActivosDocumento23 páginasMetodos Basicos de Criticidad ActivosTony Özil Camo100% (3)
- Gestion de ActivosDocumento11 páginasGestion de ActivosDANIEL FOQUITAAún no hay calificaciones
- 03 Costos Mantenimiento PDFDocumento84 páginas03 Costos Mantenimiento PDFCristobal Acuña GuerraAún no hay calificaciones
- Calculando La Frecuencia Optima de Mantenimiento o Reemplazo PreventivoDocumento13 páginasCalculando La Frecuencia Optima de Mantenimiento o Reemplazo Preventivorpercy01Aún no hay calificaciones
- RCM II - Carlos Parra (2008)Documento71 páginasRCM II - Carlos Parra (2008)Ruben Ruiz Rebolledo100% (1)
- Presentación RCM - Altmann&Asociados-RevMay-20Documento1 páginaPresentación RCM - Altmann&Asociados-RevMay-20Jose Manuel Carcamo SaezAún no hay calificaciones
- "Año de La Unidad, La Paz Y El Desarrollo": Arequipa, PerúDocumento19 páginas"Año de La Unidad, La Paz Y El Desarrollo": Arequipa, PerúJose SotoAún no hay calificaciones
- Tabla FUENTES TERMALES INVENTARIADAS POR EL INAMHI A NIVEL NACIONAL - AÑO 2012FUENTES TERMALES INVENTARIADAS POR EL INAMHI A NIVEL NACIONAL - AÑO 2012Documento2 páginasTabla FUENTES TERMALES INVENTARIADAS POR EL INAMHI A NIVEL NACIONAL - AÑO 2012FUENTES TERMALES INVENTARIADAS POR EL INAMHI A NIVEL NACIONAL - AÑO 2012cajascAún no hay calificaciones
- 5s 3parteDocumento55 páginas5s 3parteAlfredo DannyAún no hay calificaciones
- Implementación Del Programa 5 SDocumento8 páginasImplementación Del Programa 5 Scajasc100% (1)
- 5 SDocumento2 páginas5 SHenry Segundo Ramos ArévaloAún no hay calificaciones
- PDOT Gaceta 007 Agosto2015 PDFDocumento448 páginasPDOT Gaceta 007 Agosto2015 PDFcajascAún no hay calificaciones
- Como Convertir Data en InformacionDocumento3 páginasComo Convertir Data en InformacioncajascAún no hay calificaciones
- 02 Los 3 Secretos para Aprender Estadistica Con ExitoDocumento10 páginas02 Los 3 Secretos para Aprender Estadistica Con ExitocajascAún no hay calificaciones
- Introducción A La Programación Estadística Con RDocumento161 páginasIntroducción A La Programación Estadística Con RSteve SánchezAún no hay calificaciones
- Potencial Biomasa en El EcuadorDocumento21 páginasPotencial Biomasa en El EcuadorcajascAún no hay calificaciones
- Carta Compromiso 2015 PDFDocumento1 páginaCarta Compromiso 2015 PDFDaniela SarangoAún no hay calificaciones
- VIB Booklet ESDocumento36 páginasVIB Booklet EScajasc100% (1)
- Indicadores AcumuladosDocumento9 páginasIndicadores AcumuladoscajascAún no hay calificaciones
- Parte 3Documento19 páginasParte 3Micheal ChavezAún no hay calificaciones
- Parte 5Documento13 páginasParte 5cajascAún no hay calificaciones
- Predictiva 21 e 6Documento90 páginasPredictiva 21 e 6cajascAún no hay calificaciones
- Curso CadPIPEDocumento43 páginasCurso CadPIPEcarherjiAún no hay calificaciones
- Reglamento de Seguridad Del Trabajo Contra Riesgos en Instalaciones de Energía Eléctrica 1Documento12 páginasReglamento de Seguridad Del Trabajo Contra Riesgos en Instalaciones de Energía Eléctrica 1cajascAún no hay calificaciones
- Predictiva 21 e 4Documento102 páginasPredictiva 21 e 4cajasc100% (1)
- Gestion Int Mtto Parte IVDocumento53 páginasGestion Int Mtto Parte IVcajascAún no hay calificaciones
- Predictiva 21 e 5Documento90 páginasPredictiva 21 e 5cajascAún no hay calificaciones
- Guia para Adjudicatarios Convocatoria Abierta de Becas 2013 Primera Fase 21Documento10 páginasGuia para Adjudicatarios Convocatoria Abierta de Becas 2013 Primera Fase 21Cristina Veronica AndradeAún no hay calificaciones
- Guia Cos To S Vida 20140618Documento6 páginasGuia Cos To S Vida 20140618David SolorzanoAún no hay calificaciones
- Instructivo Ficha Socio Económica Fin1Documento5 páginasInstructivo Ficha Socio Económica Fin1Paul AdrianAún no hay calificaciones
- MBA Business & Physical Asset Management Quinta Edicion PMM Business SchoolDocumento19 páginasMBA Business & Physical Asset Management Quinta Edicion PMM Business SchoolcajascAún no hay calificaciones
- RequisitosDocumento2 páginasRequisitoscajascAún no hay calificaciones
- Bases de Postulación Convocatoria Abierta 2014 Segunda FaseDocumento25 páginasBases de Postulación Convocatoria Abierta 2014 Segunda FasecajascAún no hay calificaciones
- Doc. 9841 Cons EsDocumento98 páginasDoc. 9841 Cons EsManuel Esteban Ruiz FracchiaAún no hay calificaciones
- Angelica Vielma TesisDocumento182 páginasAngelica Vielma TesisangelicaAún no hay calificaciones
- Manual de Calidad CLEO SRLDocumento32 páginasManual de Calidad CLEO SRLAlex CanchayaAún no hay calificaciones
- Proyecto Personal 1Documento8 páginasProyecto Personal 1estefania acuña montañoAún no hay calificaciones
- Norma de Buenas Prácticas de ManufacturaDocumento74 páginasNorma de Buenas Prácticas de ManufacturaAlejandra OCAún no hay calificaciones
- Empopamplona SDocumento22 páginasEmpopamplona Sarmero1100% (1)
- Evaluación Modulo 5Documento5 páginasEvaluación Modulo 5ISEINDUSTRIALINTERNATIONAL SERIVCES S.A.S.Aún no hay calificaciones
- TsiDocumento70 páginasTsiErika Emily Arancibia AriasAún no hay calificaciones
- Aprovechamiento de La Cascarilla de CacaoDocumento125 páginasAprovechamiento de La Cascarilla de CacaoOficina HerreraAún no hay calificaciones
- Guía para Elaborar Proyecto Formativo - AdministraciónDocumento18 páginasGuía para Elaborar Proyecto Formativo - Administraciónjhoncopana2Aún no hay calificaciones
- Determinantes de La SaludDocumento5 páginasDeterminantes de La SaludKatty Sanchez OjedisAún no hay calificaciones
- Cambio OrganizacionalDocumento25 páginasCambio Organizacionalnanpsicho100% (1)
- Control Interno de La Adm. Púb y PrivDocumento17 páginasControl Interno de La Adm. Púb y PrivEstefany SilvaAún no hay calificaciones
- ProveedoresDocumento5 páginasProveedoresYesíd Torres BlancoAún no hay calificaciones
- Ley 45 AcodecoDocumento20 páginasLey 45 Acodecoliz201177Aún no hay calificaciones
- Caratula Poa 2016Documento3 páginasCaratula Poa 2016Alba Duaneth Rocabado Mendieta100% (1)
- Programa de Seguridad Según OSHA y PHVADocumento2 páginasPrograma de Seguridad Según OSHA y PHVALuis Alberto Sandoval MoralesAún no hay calificaciones
- 7 Ideas Fuerza para PensarDocumento4 páginas7 Ideas Fuerza para PensarAnonymous TsKN7XZBAún no hay calificaciones
- Requerimientos para La Digitalización de Historias AcadémicasDocumento4 páginasRequerimientos para La Digitalización de Historias AcadémicasJonathan JimenezAún no hay calificaciones
- Terminal TerrestreDocumento110 páginasTerminal TerrestreAlex Michel Lazaro Rodriguez100% (1)
- Grupo BimboDocumento3 páginasGrupo Bimbocalit019Aún no hay calificaciones
- Ejemplo de Gráfico XRDocumento26 páginasEjemplo de Gráfico XRHernandez ReyesAún no hay calificaciones
- Informe FinalDocumento25 páginasInforme FinalLili Dávila0% (1)
- Diseño de La Calidad - Repaso 1Documento2 páginasDiseño de La Calidad - Repaso 1Edison SampedroAún no hay calificaciones
- La Filosofía de CrosbyDocumento12 páginasLa Filosofía de Crosbymiguel angel A.Z.Aún no hay calificaciones
- Foro 3Documento2 páginasForo 3Brayan ArleyAún no hay calificaciones