También podría gustarte
- Propiedades Del AluminioDocumento6 páginasPropiedades Del AluminioHernan QuishpeAún no hay calificaciones
- Soldabilidad Del AluminioDocumento21 páginasSoldabilidad Del AluminioEmilce Bogado MartinezAún no hay calificaciones
- Soldadura AluminioDocumento14 páginasSoldadura AluminioFelipe Erreape Avendaño100% (1)
- Tipos de Electrodo y Su AplicaciónDocumento8 páginasTipos de Electrodo y Su AplicaciónDanilo Ariza GtzAún no hay calificaciones
- Resumenes Procesos Soldadura Grupo 3Documento8 páginasResumenes Procesos Soldadura Grupo 3Camilo Andrés RodríguezAún no hay calificaciones
- Unid 2 Aleaciones No FerrosasDocumento41 páginasUnid 2 Aleaciones No FerrosasLincol Hinostroza RiveraAún no hay calificaciones
- Soldadura 06-INA-D01Documento22 páginasSoldadura 06-INA-D01Jose MatosAún no hay calificaciones
- Como Soldar DuraluminioDocumento6 páginasComo Soldar DuraluminioEduardoAndresRodriguezSilvaAún no hay calificaciones
- Informe Proceso Especiales de SoldaduraDocumento29 páginasInforme Proceso Especiales de Soldaduralomasbig100% (1)
- Texto7 SoldauraDocumento28 páginasTexto7 SoldauraAnyel Juarez Delgado0% (1)
- Soldadura Por Arco EléctricoDocumento11 páginasSoldadura Por Arco EléctricoFernando MarceloAún no hay calificaciones
- SoldabilidadDocumento15 páginasSoldabilidadCarlos GuilarteAún no hay calificaciones
- Resumen Semana 3. Equipo 1Documento11 páginasResumen Semana 3. Equipo 1Valeria CandelarioAún no hay calificaciones
- Agrietamiento AluDocumento13 páginasAgrietamiento AluFrancy Milena GonzalezAún no hay calificaciones
- Problemas en La Soldabilidad Del Aluminio y Sus AleacionesDocumento10 páginasProblemas en La Soldabilidad Del Aluminio y Sus AleacionesDavid TrujilloAún no hay calificaciones
- Metalurgia de La SoldaduraDocumento90 páginasMetalurgia de La SoldaduraAndrea Henriquez GiustiAún no hay calificaciones
- Diseño SoldaduraDocumento35 páginasDiseño SoldaduraGerardo CastanedaAún no hay calificaciones
- Informe 003 - Soldabilidad de Acero InoxDocumento8 páginasInforme 003 - Soldabilidad de Acero InoxManuelGuevaraAún no hay calificaciones
- SoldaduraDocumento6 páginasSoldaduraJennifer SmallAún no hay calificaciones
- Soldadura para Aleaciones No FerrosasDocumento10 páginasSoldadura para Aleaciones No FerrosasJoseph Stiven Riveros0% (1)
- Cómo Soldar Aluminio Con TIGDocumento9 páginasCómo Soldar Aluminio Con TIGJOHN CARLOS ARRIOLA ALVAREZ100% (2)
- Que Es La Soldadura AluminotermicaDocumento6 páginasQue Es La Soldadura AluminotermicaMarvin William Montes CristoAún no hay calificaciones
- Cuestionario Lab Soldadura 12Documento12 páginasCuestionario Lab Soldadura 12Antón JaCob Di La RottaAún no hay calificaciones
- Defectos en La SoldaduraDocumento12 páginasDefectos en La SoldaduraDennis ZavaletaAún no hay calificaciones
- Introducción Soldadura TigDocumento13 páginasIntroducción Soldadura Tiganon-166431100% (4)
- Concepto de SoldaduraDocumento5 páginasConcepto de SoldaduraMercedesMerccadoAlcantaraAún no hay calificaciones
- Procesos de Soldadura Por FusiónDocumento4 páginasProcesos de Soldadura Por FusiónJhovany Yapita ChavezAún no hay calificaciones
- Proceso Soldadura GMAWDocumento33 páginasProceso Soldadura GMAWMario Solis100% (3)
- SOLDADURADocumento14 páginasSOLDADURAGonzalo NicoliAún no hay calificaciones
- Informe - Metalurgia - Física Niquel 99Documento8 páginasInforme - Metalurgia - Física Niquel 99diego martinezAún no hay calificaciones
- Pesentación de Proceso de Soldadura TIG - GTAWDocumento51 páginasPesentación de Proceso de Soldadura TIG - GTAWJoel NoriegaAún no hay calificaciones
- Cap 4Documento10 páginasCap 4brandonAún no hay calificaciones
- Procesos de Manufactura Kalpakjian FinalDocumento13 páginasProcesos de Manufactura Kalpakjian FinalEdwin PozoAún no hay calificaciones
- Tesis Bronce Al Aluminio ASM 356Documento72 páginasTesis Bronce Al Aluminio ASM 356Diego VelardeAún no hay calificaciones
- Exposición MaterialesDocumento8 páginasExposición MaterialesIngrid Nathalia Tobar TobarAún no hay calificaciones
- Informe 6 Soldadura BlandaDocumento14 páginasInforme 6 Soldadura BlandaCesar Andre Fernandez RodrigezAún no hay calificaciones
- La Soldadura Por Fricción - AgitacionDocumento8 páginasLa Soldadura Por Fricción - AgitacionlauramurilloAún no hay calificaciones
- 7 Soldabilidad Del AluminioDocumento19 páginas7 Soldabilidad Del Aluminiowgomez_175543Aún no hay calificaciones
- Soldabilidad de Los Materiales OrtoprotesicosDocumento3 páginasSoldabilidad de Los Materiales OrtoprotesicosJavi MonterrosaAún no hay calificaciones
- Aleaciones No FerrosasDocumento33 páginasAleaciones No FerrosasEfrain Josue Boatswain MedinaAún no hay calificaciones
- Tipos, Uso y Dispositivos para Soldadura de MetalDocumento19 páginasTipos, Uso y Dispositivos para Soldadura de MetaljosbenherAún no hay calificaciones
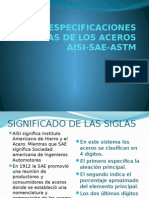
- 222especificaciones Tecnicas de Los Aceros Aisi-Sae-Astm IiDocumento19 páginas222especificaciones Tecnicas de Los Aceros Aisi-Sae-Astm IiRicardo PeraltaAún no hay calificaciones
- Tarea Soldadura 1Documento6 páginasTarea Soldadura 1BELTRAN COLQUE KENNY ALDRINAún no hay calificaciones
- Guía 3 Grado 11Documento8 páginasGuía 3 Grado 11jenny jineth romero romeroAún no hay calificaciones
- Soldabilidad de Materiales - Valeria LeónDocumento9 páginasSoldabilidad de Materiales - Valeria Leónluisx10Aún no hay calificaciones
- Variables SoldaduraDocumento25 páginasVariables SoldaduraWilson Tafur PreciadoAún no hay calificaciones
- Tipos de SoldaduraDocumento33 páginasTipos de SoldaduraYisnervys Rojas SeniiorAún no hay calificaciones
- Hierro FundidoDocumento14 páginasHierro FundidoJose Luis TorresAún no hay calificaciones
- Guía 3 Grado 10Documento8 páginasGuía 3 Grado 10jenny jineth romero romeroAún no hay calificaciones
- Soldadura de InoxidableDocumento17 páginasSoldadura de InoxidableNegrito RosarinoAún no hay calificaciones
- Soldadura Con Electrodo de Hierro Fundido y AluminioDocumento6 páginasSoldadura Con Electrodo de Hierro Fundido y AluminioEdwin RocaAún no hay calificaciones
- Curso SoldaduraDocumento13 páginasCurso Soldaduraawalter_1Aún no hay calificaciones
- Corrosión Intergranular en Aceros InoxidablesDocumento8 páginasCorrosión Intergranular en Aceros InoxidablesIvan BurbanoAún no hay calificaciones
- Introduccion (1) CamilaDocumento15 páginasIntroduccion (1) CamilaMaritza Poma100% (1)
- Soldabilidad HslaDocumento11 páginasSoldabilidad HslaDavid Rivera TapiaAún no hay calificaciones
- Trabajo Metal Corte TermicoDocumento14 páginasTrabajo Metal Corte TermicoJavierAún no hay calificaciones
- Operaciones de Corte y MontajeDocumento14 páginasOperaciones de Corte y MontajeMarco Antonio FloresAún no hay calificaciones
- Soldadura 4Documento5 páginasSoldadura 4Joan Stiven Sarmiento ForeroAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Erratas PTM IDocumento3 páginasErratas PTM IJavier Solís FernándezAún no hay calificaciones
- Plan Contingencia Huancaro 2015Documento57 páginasPlan Contingencia Huancaro 2015JheinerAún no hay calificaciones
- Dossier (1) Estadistica de La EducacionDocumento31 páginasDossier (1) Estadistica de La EducacionAlvar M. AlvaradoAún no hay calificaciones
- Discriminación en El Consumo y Trato Diferenciado PDFDocumento3 páginasDiscriminación en El Consumo y Trato Diferenciado PDFSaliciana Gladys Roque ApazaAún no hay calificaciones
- Instrumentacion InformeDocumento12 páginasInstrumentacion Informeali urbina sanchezAún no hay calificaciones
- Ensayo AnaximandroDocumento6 páginasEnsayo Anaximandrogermaico100% (1)
- Mirh 1Documento29 páginasMirh 1Bar ToAún no hay calificaciones
- Los Garibaldis de Bernal El Capataz y El AngelDocumento3 páginasLos Garibaldis de Bernal El Capataz y El AngelJhonny PurizacaAún no hay calificaciones
- La Tecnología Contribuye A Conservar El Medio AmbienteDocumento4 páginasLa Tecnología Contribuye A Conservar El Medio AmbienteSirlen ArrietaAún no hay calificaciones
- Breve Resumen de La Deontología PolicialDocumento3 páginasBreve Resumen de La Deontología PolicialRafael VillalobosAún no hay calificaciones
- Polítcas de Seguridad en Los SistemasDocumento7 páginasPolítcas de Seguridad en Los SistemasPerla ArellanoAún no hay calificaciones
- 100 DR (Version Corregida)Documento128 páginas100 DR (Version Corregida)oneddy chirinos100% (2)
- Qué Son Las FichasDocumento12 páginasQué Son Las FichasDanny Balbino Perez LozadaAún no hay calificaciones
- La Defensa Del Capital - EMERITUSDocumento4 páginasLa Defensa Del Capital - EMERITUSpaola loperenaAún no hay calificaciones
- Heroes LambayecanosDocumento5 páginasHeroes LambayecanosAlvaro CastilloAún no hay calificaciones
- Los 4 Peronismos Universitarios EditorialFEDUN 1Documento117 páginasLos 4 Peronismos Universitarios EditorialFEDUN 1Sebastian FaillaAún no hay calificaciones
- Inventario de Un QuirófanoDocumento5 páginasInventario de Un Quirófanoib.liraperezAún no hay calificaciones
- Edesur Transparencia Nomina 2019 03Documento239 páginasEdesur Transparencia Nomina 2019 03JoelF1992100% (1)
- Manual de Citación ApaDocumento17 páginasManual de Citación ApaJacob SerranoAún no hay calificaciones
- Convocaroria Maestría en CS y P.Documento9 páginasConvocaroria Maestría en CS y P.Angel PérezAún no hay calificaciones
- Comisión Ciudadana de Agua Potable y Alcantarillado Del Municipio de AguascalientesDocumento3 páginasComisión Ciudadana de Agua Potable y Alcantarillado Del Municipio de AguascalientesPaola CruzAún no hay calificaciones
- Pan Chino Al Vapor, Receta Paso A PasoDocumento3 páginasPan Chino Al Vapor, Receta Paso A PasoVictoria RiveroAún no hay calificaciones
- Dapi U1 A2Documento5 páginasDapi U1 A2Ribalk PerkAún no hay calificaciones
- Desarrollos 4Documento4 páginasDesarrollos 4Laura Anel RamosAún no hay calificaciones
- PlayaditoDocumento7 páginasPlayaditosantysorg4112Aún no hay calificaciones
- Manual Sistema Programa Vaso de LecheDocumento28 páginasManual Sistema Programa Vaso de LechealvarochavezzAún no hay calificaciones
- Auditoria 3Documento13 páginasAuditoria 3carolinaAún no hay calificaciones
- Triptico DomoticaDocumento2 páginasTriptico DomoticaEdy Gómez100% (5)
- TRIGLICERIDOSDocumento13 páginasTRIGLICERIDOSMarisabel Yojaira LeonAún no hay calificaciones
- Contabilidad VDocumento406 páginasContabilidad Vmaria.mayerAún no hay calificaciones