Documentos de Académico
Documentos de Profesional
Documentos de Cultura
NTC 3353
Cargado por
PRECOLLTECNICOTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
NTC 3353
Cargado por
PRECOLLTECNICOCopyright:
Formatos disponibles
NORMA TCNICA COLOMBIANA
NTC 3353
1997-11-26
SIDERURGIA. DEFINICIONES Y MTODOS PARA LOS ENSAYOS MECNICOS DE PRODUCTOS DE ACERO
E:
SIDERURGY. DEFINITIONS AND TEST METHODS FOR MECHANICAL TESTING OF STEEL PRODUCTS.
CORRESPONDENCIA:
la NTC es equivalente (EQV) a la ASTM A 370:1995 producto metalrgico; siderurgia; vocabulario tcnico; mtodo de ensayo; definicin; terminologa.
DESCRIPTORES:
I.C.S: 77.040.10; 01.040.77
Editada por el Instituto Colombiano de Normas Tcnicas y Certificacin (ICONTEC) Apartado 14237 Bogot, D.C. Tel. 6078888 Fax 2221435
Prohibida su reproduccin
Primera actualizacin
PRLOGO
El Instituto Colombiano de Normas Tcnicas y Certificacin, ICONTEC, es el organismo nacional de normalizacin, segn el Decreto 2269 de 1993. ICONTEC es una entidad de carcter privado, sin nimo de lucro, cuya Misin es fundamental para brindar soporte y desarrollo al productor y proteccin al consumidor. Colabora con el sector gubernamental y apoya al sector privado del pas, para lograr ventajas competitivas en los mercados interno y externo. La representacin de todos los sectores involucrados en el proceso de Normalizacin Tcnica est garantizada por los Comits Tcnicos y el perodo de Consulta Pblica, este ltimo caracterizado por la participacin del pblico en general. La NTC 3353 (Primera actualizacin) fue ratificada por el Consejo Directivo de 1997-11-26. Esta norma est sujeta a ser actualizada permanentemente con el objeto de que responda en todo momento a las necesidades y exigencias actuales. A continuacin se relacionan las empresas del comit 371005 Ensayos mecnicos para productos metlicos que colaboraron en el estudio de esta norma a travs de su participacin en el Consulta Pblica.
ACERIAS PAZ DEL RO AGA - FANO BAVARIA COLTAVIRA COMESA DISTRIBUIDORA DE ACEROS DE COLOMBIA DISTRAL E.W. SAYBOLT Y CA. ELECTRODOS OERLIKON EMCOCABLES EMPRESA COLOMBIANA DE SOLDADURAS EMPRESAS PBLICAS DE MEDELLN ESTRUCTURAS CENO FBRICA NACIONAL DE AUTOPARTES GARNICA VILLAMIZAR INDUSEL INDUSTRIAS HIDRAULOMECNICAS INDUSTRIAS METLICAS BACHUE INDUSTRIAS SAMPER ISAGEN
LLORESA PRODUCTOS DE HIERRO Y ACERO POLITCNICO COLOMBIANO JAIME ISAZA CADAVID QA/QC INSPECTION SYSTEM SAGER SCHLAGELOCK SIDEBOYAC SOCIEDAD COLOMBIANA DE INGENIEROS SUPERINTENDENCIA DE INDUSTRIA Y COMERCIO TANQUES Y TAPAS INDUSTRIALES TUBOS DE OCCIDENTE UNIVERSIDAD ANTIOQUIA UNIVERSIDAD DEL VALLE UNIVERSIDAD EAFIT UNIVERSIDAD FRANCISCO DE PAULA SANTANDER UNIVERSIDAD NACIONAL DE COLOMBIA
UNIVERSIDAD PEDAGGICA Y TECNOLGICA DE COLOMBIA WEATHERFOR ENTERRA COLOMBIANA
LIMITED
ICONTEC cuenta con un Centro de Informacin que pone a disposicin de los interesados normas internacionales, regionales y nacionales. DIRECCIN DE NORMALIZACIN
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
SIDERURGIA. DEFINICIONES Y METODOS PARA LOS ENSAYOS MECNICOS DE PRODUCTOS DE ACERO
1.
OBJETO
1.1 Esta norma cubre procedimientos y definiciones para ensayos mecnicos de productos de acero forjados y fundidos. Los diferentes ensayos mecnicos descritos en esta norma se usan para determinar las propiedades requeridas en la especificacin del producto. Se deben evitar las variaciones en los mtodos de ensayo y se deben seguir los mtodos normalizados para obtener resultados reproducibles y comparables. En los casos en que los requisitos de ensayo para ciertos productos sean nicos o sean una variacin de estos procedimientos generales, deben prevalecer los requisitos de ensayo de la especificacin para el producto. 1.2 Se describen los siguientes ensayos mecnicos:
Numerales 5 a 13 14 15 16, 17 18 19 a 28 29
Tensin Doblamiento Dureza Brinell Rockwell Impacto Palabras clave
1.3
Los anexos cubren detalles particulares de ciertos productos, como sigue:
Anexo 1 2 3 4 5 6 7 8 9 10
Productos en barra Productos tubulares Elementos de fijacin Productos de alambre redondo Importancia del ensayo de impacto en barras con entalla Conversin del porcentaje de elongacin de probetas redondas a equivalentes para probetas planas Ensayo para cables trensados de mltiples alambres Aproximacin de los datos de ensayo Mtodos para ensayar barras de acero para refuerzo Procedimiento para usar y controlar la simulacin de ciclos trmicos
NORMA TCNICA COLOMBIANA
1.4
NTC 3353 (Primera actualizacin)
Los valores expresados en unidades pulgada-libra se deben considerar normativos.
1.5 Cuando se hace referencia a esta norma en una especificacin de producto con valores mtricos, los valores de fluencia y tensin se pueden determinar en unidades pulgada - libra (ksi) y luego convertirlos a unidades SI (MPa). La elongacin determinada en longitudes calibradas en unidades pulgada - libra, de 2 pulgadas a 8 pulgadas, se puede reportar en longitudes expresadas en unidades SI de 50 mm 200 mm, respectivamente, segn sea aplicable. Por otra parte, cuando se haga referencia a esta norma en una especificacin de producto con valores en unidades pulgada - libra, los valores de fluencia y tensin se pueden determinar en unidades SI y luego se convierten a unidades en pulgada libra. La elongacin determinada en longitudes calibradas de 50 mm o 200 mm se puede reportar en longitudes expresadas en unidades pulgada - libra de 2 pulgadas u 8 pulgadas, respectivamente, segn sea aplicable. 1.6 En los casos en que pueda necesitarse informacin sobre criterios para evaluacin de laboratorios de ensayo, se recomienda el uso de la norma ASTM A 880. 1.7 Esta norma no pretende tratar todos los asuntos de seguridad, si los hay, asociados con su uso. Es responsabilidad del usuario de esta norma establecer prcticas apropiadas de seguridad y salud y determinar la aplicabilidad de las limitaciones regulatorias antes de su uso. 2. 2.1 REFERENCIAS NORMATIVAS NORMAS ASTM
A 703/A 703 M Specification for Steel Castings. General Requirements for Pressure Containing Parts. A 781 /A 781 M Specification for Castings. Steel and Alloy. Common Requirements for General Industrial Use. A 880 Practice for Criteria for use in Evaluation of Testing Laboratories and Organizations for Examination and lnspection of Steel. Stainless Steel and Related Alloys. E 4 Practices for Force Verification of Testing Machines. E 6 Terminology Relating to Methods of Mechanical Testing. E 8 Test Methods for Tension Testing of Metallic Materials. E 8M Test Methods for Tension Testing of Metallic Materials [Metric]. E 10 Test Method for Brinell Hardness of Metallic Materials. E 18 Test Method for Rockwell Hardness and Rockwell Superficial Hardness of Metallic Materials. E 23 Test Methods for Notched Bar lmpact Testing of Metallic Materials. E 29 Practice for Using Significant Digits in Test Data to Determine Conformance With Specifications. E 83 Practice for Verification and Classification of Extensometers. 2
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
E 110 Test Method for lndentation Hardness of Metallic Materials by Portable Hardness Testers. E 190 Method for Guided Bend Test for Ductility of Welds. E 208 Test Method for Conducting Drop-Weight Test to Determine Nil-Ductility Transition Temperature of Ferric Steels. E 290 Test Method for Semi Guided Bend Test for Ductility of Metallic Materials.
2.
OTRO DOCUMENTO
ASME Boiler and Pressure Vessel Code, Section VII, Division 1, Part UG 84. 3. PRECAUCIONES GENERALES
3.1 Ciertos mtodos de fabricacin como el doblamiento, forja y soldadura, u operaciones que involucran calentamiento, pueden afectar las propiedades del material que se ensaya. Por tanto, las especificaciones del producto cubren la etapa de fabricacin en la que se vaya a realizar el ensayo mecnico. Las propiedades obtenidas en ensayos antes de la fabricacin pueden no ser representativas del producto despus de que ha sido fabricado completamente 3.2 El maquinado o preparacin inadecuados de las probetas pueden dar resultados errneos. Se debe tener cuidado de garantizar una buena mano de obra en el maquinado. Las probetas mal maquinadas se deben descartar y sustituir por otras. 3.3 Los defectos en la probeta tambin afectan los resultados. Si una probeta desarrolla defectos, debe prevalecer la disposicin sobe repeticin del ensayo correspondiente a la especificacin aplicable para el producto. 3.4 Si alguna probeta falla por razones como problemas del equipo de ensayo o preparacin impropia de la probeta, se debe descartar y reemplazar por otra. 4. ORIENTACIN DE LAS PROBETAS DE ENSAYO
4.1 Los trminos "ensayo longitudinal" y "ensayo transversal" se usan slo en especificaciones del material para productos forjados y no son aplicables a las fundiciones. Cuando se hace esta referencia a una muestra de acero para ensayo o probeta, se aplican las siguientes definiciones: 4.1.1 Ensayo longitudinal: a menos que especficamente se defina de otro modo, significa que el eje longitudinal de la probeta es paralelo a la direccin de la mayor extensin del acero durante el laminado o forjado. El esfuerzo aplicado a una probeta para ensayo de tensin longitudinal se hace en direccin de la mayor extensin y el eje de plegado de una probeta para ensayo de doblamiento longitudinal forma ngulos rectos con la direccin de la mayor extensin. (Vanse las Figuras 1, 2a), y 2b)). 4.1.2 Ensayo transversal: a menos que especficamente se defina de otro modo, significa que el eje longitudinal de la probeta forma ngulos rectos con la direccin de la mayor extensin del acero durante el laminado o forjado. El esfuerzo aplicado a una probeta para ensayo de tensin transversal es a ngulos rectos con la mayor extensin y el eje de plegado de una probeta para 3
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
ensayo de doblamiento transversal es paralelo a la mayor extensin (vase la Figura 1). 4.2 Los trminos "ensayo radial" y "ensayo tangencial" se usan en especificaciones del material para algunos productos circulares forjados y no son aplicables a las fundiciones. Cuando se hace esta referencia a una muestra de acero para ensayo o probeta, se aplican las siguientes definiciones: 4.2.1 Ensayo radial: a menos que especficamente se defina de otro modo, significa que el eje longitudinal de la probeta es perpendicular al eje del producto y coincide con uno de los radios de un crculo dibujado con una punta sobe el eje del producto como un centro (vase la Figura 2a)). 4.2.2 Ensayo tangencial: a menos que especficamente se defina de otro modo, significa que el eje longitudinal de la probeta es perpendicular al plano que contiene el eje del producto y tangente a un crculo dibujado con una punta sobre el eje del producto como un centro (vanse las Figuras 2a), 2b), 2c) y 2d)). ENSAYO DE TENSIN
5.
DESCRIPCIN
5.1 El ensayo de tensin relacionado con el ensayo mecnico de los productos de acero somete una probeta maquinada o una de seccin completa del material en examen, a una carga medida, suficiente para causar ruptura. Las propiedades resultantes que se observan se definen en la norma ASTM E6. 5.2 En general el equipo y los mtodos de ensayo se indican en la norma ASTM E8. Sin embargo hay ciertas excepciones a las prcticas de dicha norma en el ensayo del acero, las cuales estn cubiertas por la presente norma. 6. 6.1 PARMETROS DE LAS PROBETAS DE ENSAYO SELECCIN
Las muestras de acero para ensayo se deben elegir de acuerdo con las especificaciones aplicables para el producto. 6.1.1 Aceros fraguados Los productos de acero fraguados se ensayan usualmente en direccin longitudinal, pero en algunos casos, cuando el tamao lo permite y el servicio lo justifica, el ensayo se hace en direccin transversal, radial o tangencial (vanse las Figuras 1 y 2). 6.1.2 Aceros forjados Para forjas de dado abierto el metal para ensayo de tensin se hace dejando extensiones o prolongaciones en uno o ambos extremos de las forjas, sea en todas o en un nmero representativo, como indiquen las especificaciones aplicables del producto. Las probetas normalmente se toman en el radio medio. Ciertas especificaciones de producto permiten el uso de una barra representativa o la destruccin de una parte de la produccin con propsitos de 4
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
ensayo. Para forjas de anillo o con forma de disco, el metal de ensayo se hace aumentando el dimetro, espesor o longitud de la forja. Las forjas de discos recalcados o anulares, que se trabajan o extienden forjando en una direccin perpendicular a su eje, suelen tener su extensin principal a lo largo de crculos concntricos y para ellas, las probetas de ensayo de tensin tangencial se obtienen de metal extra en la periferia o extremo de la forja. Para algunas forjas, como los rotores, se requieren ensayos de tensin radial. En tales casos, las probetas se cortan de sitios especiales. 6.1.3 Aceros fundidos Las muestras de acero para fundiciones a partir de las cuales se preparan probetas deben ser conforme indican las normas ASTM A 703/ A 703 M ASTM A 718/ A 718 M, segn sea aplicable. 6.2 TAMAOS Y TOLERANCIAS
Las probetas deben tener el espesor completo o su parte del material tal como se lmina, o pueden maquinarse a la forma y dimensiones que indican las Figuras 3 a 6 inclusive. La seleccin del tamao y tipo de probeta se prescribe en la especificacin aplicable del producto. Las probetas de secciones completas se deben ensayar en una longitud de 8 pulgadas (200 mm) a menos que se indique algo diferente en la especificacin del producto. 6.3 OBTENCIN DE LAS PROBETAS
Las probetas se cortan con sierra o soplete de porciones del material. Generalmente, se maquinan de forma que tengan una seccin transversal reducida en la mitad de su longitud para obtener una distribucin uniforme del esfuerzo sobre la seccin transversal y localizar la zona de fractura. Cuando las muestras de acero se cortan se debe tener cuidado de retirar, mediante maquinado, todas las reas distorsionadas, trabajadas en fro o afectadas por el calor, de los bordes de la seccin que se usa en la evaluacin del ensayo. 6.4 ENVEJECIMIENTO DE LAS PROBETAS
A menos que se especifique algo diferente, se debe permitir el envejecimiento de las probetas para ensayo de tensin. El ciclo de tiempo-temperatura que se emplee debe ser tal que los efectos de procesamientos previos no generen cambios en el material. Esto se puede lograr envejeciendo a temperatura ambiente por 24 h a 48 h en menor tiempo a temperaturas moderadamente ms elevadas, hirviendo en agua, calentando en aceite o en un horno. 6.5 MEDIClN DE LAS DIMENSIONES DE LAS PROBETAS
6.5.1 Probetas normalizadas de seccin rectangular para ensayo de tensin Estas formas de probeta se ilustran en la Figura 3. Para determinar el rea de la seccin transversal, la dimensin del ancho en el centro se mide con aproximacin a 0,005 pulgadas (0,13 mm) para las probetas de 8 pulgadas (200 mm) de longitud calibrada y 0,001 pulgadas (0,025 mm) para las probetas de 2 pulgadas (50 mm) de espesor, de la Figura 3. La dimensin del espesor en el centro se mide con aproximacin a 0,001 pulgadas para ambas probetas. 6.5.2 Probetas normalizadas de seccin redonda para ensayo de tensin Estas formas se ilustran en las Figuras 4 y 5. Para determinar el rea de la seccin transversal, el dimetro se mide en el centro de la longitud calibrada con aproximacin a 0,001 pulgadas (0,025 mm), (vase la Tabla 1). 5
NORMA TCNICA COLOMBIANA
6.6 GENERALIDADES
NTC 3353 (Primera actualizacin)
Las probetas deben ser de tamao sustancialmente completo o maquinadas, como indique la especificacin del producto para el material que se est ensayando. 6.6.1 Las probetas preparadas de forma inadecuada con frecuencia dan resultados de ensayo no satisfactorios. Es importante tener cuidado en la preparacin de las probetas, en especial en el maquinado, para garantizar una buena manufactura. 6.6.2 Se recomienda que el rea de la seccin transversal de la probeta est en el centro de la longitud calibrada para garantizar la fractura dentro de esta longitud. Esto se logra con el ahusamiento en la longitud calibrada, permitido para cada probeta que se describe en las siguientes secciones: 6.6.3 Para materiales frgiles se recomiendan las aristas de radio amplio en los extremos de la longitud calibrada. 7. PROBETAS TIPO PLACA
En la Figura 3 se muestra la probeta normalizada. sta se usa para ensayar materiales metlicos en forma de plancha, formas estructurales y tipo barra y materiales planos con un espesor nominal de 3/16 de pulgada (5 mm) o ms. Cuando las especificaciones del producto lo permiten, se pueden usar otros tipos de probetas.
Nota 1. Cuando la especificacin del producto lo prescribe, se puede usar la probeta con una longitud calibrada de 8 pulgadas que se ilustra en la Figura 3, para materiales en lminas y flejes.
8.
PROBETAS TIPO LMINA
En la Figura 3 se ilustra la probeta normal tipo lmina. sta se usa para ensayar materiales metlicos en forma de plancha, lmina, alambre plano, flejes, bandas y anillos con un espesor nominal que oscila entre 0,005 pulgada y 3/4 de pulgada (0,13 mm a 19 mm). Cuando las especificaciones del producto lo permiten, se pueden usar otros tipos de probeta, como se indica en la seccin 7 (Vase la nota 1). 9. PROBETAS REDONDAS
9.1 Las probeta normalizada de seccin redonda de 0,500 pulgadas (12,5 mm) de dimetro que se muestra en la Figura 5 se usa generalmente para ensayar materiales metlicos tanto fundidos como forjados. 9.2 La Figura 4 tambin muestra probetas de tamao pequeo proporcionales a las normalizadas. stas se pueden usar cuando es necesario ensayar materiales a partir de los cuales no se pueden preparar probetas normalizadas o las que se ilustran en la Figura 3. Se pueden usar otros tamaos de probetas redondas pequeas. En ellas es importante que la longitud calibrada para medir la elongacin sea cuatro veces el dimetro de la probeta (vanse la nota 4 y la Figura 4).
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
9.3 La forma de los extremos de las probetas fuera de la longitud calibrada debe ser adecuada para el material y de una seccin que ajuste a los soportes o mordazas de la mquina de ensayo, de manera que las cargas se apliquen axialmente. En la Figura 5 se ilustran probetas con varios tipos de extremos que han dado resultados satisfactorios. 10. MARCAS DE CALIBRACIN
Las probetas que aparecen en las Figuras 3 a 6 deben tener marcas de calibracin hechas con un centro punto, gramil, con un dispositivo mltiple o dibujadas con tinta. El propsito de estas marcas es determinar el porcentaje de elongacin. Las marcas hechas con punzn deben ser claras, agudas y adecuadamente espaciadas. La localizacin del esfuerzo en las marcas hace que las probetas duras sean susceptibles de empezar a fracturarse en ellas. Las marcas para medir la elongacin despus de la fractura deben hacerse en la parte plana o en el bode de la extensin plana de la probeta y dentro de la seccin paralela: para las probetas de 8 pulgadas de longitud calibrada, vase la Figura 3, se pueden usar uno o ms conjuntos de marcas, con la opcin de usar marcas intermedias dentro de esta longitud. Las probetas rectangulares de 2 pulgadas de longitud calibrada, vase la Figura 3, y las probetas redondas, vase la Figura 4, se marcan con un punzn de doble punta, o se graban. Se puede usar uno o ms conjuntos de marcas, pero un conjunto debe estar aproximadamente en el centro de la seccin reducida. Las mismas precauciones se deben observar cuando la probeta es de seccin completa. 11. 11.1 OPERACIONES Y APARATOS DE ENSAYO SISTEMAS DE CARGA
Hay dos tipos generales de sistemas de carga mecnico (tornillo de potencia) o hidrulico. Difieren principalmente en la variabilidad de la tasa de aplicacin de la carga. Las mquinas antiguas se limitan a un pequeo nmero de velocidades fijas. Algunas mquinas modernas, y todas las hidrulicas permiten variaciones progresivas en todo el rango de velocidades. 11.2 La mquina para el ensayo de tensin se debe mantener en buenas condiciones de operacin, usarse slo en el rango correcto de carga y calibrarse peridicamente de acuerdo con lo establecido en la ltima actualizacin de la norma ASTM E4.
Nota 2. Muchas mquinas estn equipadas con registradores de deformacin/esfuerzo, para graficar automticamente las curvas de dicha deformacin. Hay que anotar que algunas tienen un componente medidor de carga completamente separado del indicador de la mquina de ensayo. Estos registradores se deben calibrar por separado.
11.3
CARGA
La funcin de la mordaza o dispositivo de fijacin de la mquina de ensayo es transmitir la carga desde los cabezales de la mquina a la probeta. El requisito esencial es que la carga se transmita axialmente. Esto implica que los centros de la accin de las mordazas deben estar alineados en lo posible, con el eje de la probeta al comienzo y durante el ensayo y que el doblamiento o torsin se debe reducir al mnimo. Para probetas de seccin reducida, la fijacin se debe limitar al rea de las mordazas. En el caso de ciertas secciones ensayadas en tamao completo, la carga no axial es inevitable y se debe admitir.
NORMA TCNICA COLOMBIANA
11.4 VELOCIDAD DE ENSAYO
NTC 3353 (Primera actualizacin)
La velocidad de ensayo no debe ser mayor que aqulla a la que las lecturas de carga y deformacin se pueden tomar con precisin. En ensayos de produccin, la velocidad de ensayo se expresa generalmente (1) en trminos de velocidad autnoma de la cruceta (tasa de movimiento de la cruceta cuando no est bajo carga) (2) en trminos de tasa de separacin de los dos cabezales de la mquina de ensayo bajo carga, (3) en trminos de tasa de deformacin de la probeta. Se recomiendan como adecuadas para la mayora de los productos de acero las siguientes limitaciones en la velocidad de ensayo
Nota 3. Los ensayos de tensin en que se usan mquinas de anillo cerrado (con control de retroalimentacin de la tasa), no se deben realizar con control de carga, ya que este modo de ensayo causa aceleracin de cruceta sobre la fluencia y elevacin de la resistencia medida a la fluencia.
11.4.1 Se puede emplear cualquier velocidad conveniente hasta la mitad del punto de fluencia o de la resistencia a la fluencia. Cuando se alcanza este punto, la tasa autnoma de separacin de las crucetas se debe ajustar para que no exceda 1/16 de pulgada por min por pulgada de la seccin reducida, o la distancia entre las mordazas, para probetas que no tengan seccin reducida. En cualquier caso, la velocidad mnima de ensayo no debe ser menor que 1/10 de las velocidades mximas especificadas para determinar el punto de fluencia o la resistencia a la fluencia y la resistencia a la traccin. 11.4.2 Se permite fijar la velocidad de la mquina de ensayo ajustando la velocidad autnoma de la cruceta a los valores especificados, ya que la tasa de separacin de las cabezas bajo carga en estas posiciones es menor que los valores especificados de velocidad de la cruceta en vaco. 11.4.3 Como alternativa, si la mquina tiene un dispositivo para indicar la velocidad de carga, se puede ajustar la velocidad de la mquina desde la mitad del punto de fluencia especificado o de la resistencia a la fluencia, hasta el punto de fluencia o la resistencia a la fluencia, de forma que la tasa de esfuerzo no exceda los 100 000 psi/min (690 MPa/min). Sin embargo, la tasa mnima de esfuerzo no debe ser menor que 10 000 psi/min (70 MPa/min).
12.
TERMINOLOGA
Para las definiciones de trminos relacionados con los ensayos de tensin, incluyendo resistencia a la traccin, punto de fluencia, resistencia a la fluencia, elongacin y reduccin de rea, se debe consultar la norma ASTM E6. 13. 13.1 DETERMINACIN DE LAS PROPIEDADES DE TENSIN PUNTO DE FLUENCIA
El punto de fluencia es el primer esfuerzo en un material, menor que el mximo esfuerzo obtenible, en el cual ocurre un aumento de la deformacin sin aumento en el esfuerzo. El punto de fluencia est destinado para aplicacin slo con materiales que puedan presentar la caracterstica particular de un incremento en la deformacin sin aumento en el esfuerzo. El diagrama de esfuerzo - deformacin se caracteriza por una inflexin rpida o discontinuidad. El punto de fluencia se determina por uno de los siguientes mtodos: 8
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
13.1.1 Mtodo de desnivelacin del brazo o detencin del indicador En este mtodo se aplica una carga creciente a la probeta a una tasa uniforme. Cuando se usa una mquina de palanca y contrapeso, se mantiene el brazo en equilibrio corriendo el contrapeso a una tasa aproximadamente uniforme. Cuando se alcanza el punto de fluencia del material, cesa el aumento de carga, pero se corre el contrapeso un poco ms all de la posicin de equilibrio y el brazo de la mquina se desnivela por un intervalo corto, pero apreciable. Cuando se usa una mquina con indicador de carga, hay una detencin o "duda" del puntero indicador de carga, que corresponde a la desnivelacin del brazo. Se anota la carga en los momentos de desnivelacin del brazo o detencin del puntero y se registran los correspondientes esfuerzos como el punto de fluencia. 13.1.2 Mtodo de diagrama autogrfico Cuando se obtiene un diagrama de esfuerzo - deformacin en forma de codo agudo, mediante el dispositivo de registro autogrfico, se toma el esfuerzo correspondiente a la parte ms alta del codo (vase la Figura 7) el esfuerzo con el cual la curva desciende al punto de fluencia. 13.1.3 Mtodo de extensin total bajo carga Cuando se somete un material a ensayo para determinar el punto de fluencia, y las probetas pueden no presentar una deformacin desproporcionado bien definida que caracteriza un punto de fluencia tal como se mide por la cada del brazo, la detencin del puntero o el diagrama autogrfico, se puede determinar un valor equivalente al punto de fluencia en su significado prctico con el mtodo que se indica a continuacin y se puede registrar como el punto de fluencia: se une un extensmetro clase C uno mejor (vanse las notas 4 y 5) a la probeta. Cuando se alcanza la carga que produce una extensin especificada (vase la nota 6) se registra el esfuerzo correspondiente a la carga como punto de fluencia y se retira el extensmetro (vase la Figura 8).
Notas: 4) Existenn dispositivos automticos que determinan la carga en la extensin total especificada sin representar una curva de esfuerzo - deformacin. stos se pueden usar si se ha demostrado su exactitud. Se acepta el uso de calibradores multiplicadores y otros dispositivos similares, si se ha demostrado que su exactitud es equivalente a la de un extensmetro Clase C. Se recomienda consultar la norma ASTM E 83. Para acero con un punto de fluencia especificado no mayor de 80 000 psi (550 MPa), un valor apropiado es una longitud calibrada de 0,005 pulgadas/pulgada. Para valores mayores, este mtodo no es vlido a menos que se aumente la extensin total del lmite.
5) 6)
13.2
ESFUERZO DE FLUENCIA
El esfuerzo de fluencia es aqul con el cual un material presenta una desviacin lmite especificada con respecto a la proporcionalidad entre el esfuerzo y la deformacin. La desviacin se expresa en trminos de deformacin, porcentaje de deformacin, extensin total bajo carga, etc. El punto de fluencia se determina por uno de los siguientes mtodos:
NORMA TCNICA COLOMBIANA
13.2.1 Mtodo del desplazamiento
NTC 3353 (Primera actualizacin)
Para determinar la resistencia a la fluencia por este mtodo es necesario tener datos seguros (autogrficos o numricos) a partir de los cuales se pueda dibujar un diagrama de esfuerzo deformacin (vase la Figura 9). Luego, en el diagrama se traza Om igual al valor especfico del desplazamiento, se traza "mn" paralela a "OA y as se ubica "r, la interseccin de "mn" con la curva de esfuerzo - deformacin correspondiente a la carga "R", que es la carga de resistencia a la fluencia. Al registrar los valores de la resistencia a la fluencia obtenidos por este mtodo, el valor especfico de "desplazamiento" que se use se anota entre parntesis despus del trmino resistencia a la fluencia, as: Resistencia a la fluenda (desplazamiento de 0,2 %) = 52 000 psi (360 MPa). Con este mtodo se requiere un extensmetro con aumento mnimo de 250 a 1. Un extensmetro clase B1 cumple este requisito (vanse las notas 5 y 7). Vase tambin la nota 8 para dispositivos automticos. 13.2.2 Mtodo de extensin bajo carga En los ensayos que se realizan para determinar la aceptacin o rechazo de material cuyas caractersticas de esfuerzo - deformacin se conozcan bien por ensayos previos en materiales similares en los que se haya graficado un diagrama de esfuerzo - deformacin, se conocer la deformacin total correspondiente al esfuerzo con el cual ocurre el desplazamiento especificado (vanse las notas 8 y 9), dentro de lmites satisfactorios. El esfuerzo sobre la probeta, cuando se alcanza esta deformacin total, es el valor de la resistencia a la fluencia. La deformacin total se puede obtener satisfactoriamente con un extensmetro clase B1 (vanse las Notas 4, 5 y 7).
Notas: 7) La forma de una curva de esfuerzo - deformacin determinada de manera autogrfica, puede verse afectada por numerosos factores como la fijacin de la probeta en las mordazas, la rectificacin de una probeta doblada debido a esfuerzos residuales y la carga rpida permitida en el numeral 11.4.1. Por lo general, los errores en esta parte de la curva se deberan ignorar y aproximar por una lnea, como la que se usa para determinar la extensin bajo carga. Existen dispositivos automticos que determinan el desplazamiento de la resistencia a la fluencia sin representar una curva de esfuerzo - deformacin. Estos dispositivos se pueden usar si se ha demostrado su exactitud. La magnitud apropiada de la extensin bajo carga vara obviamente con el rango de resistencia del acero particular que se ensaye. En general, el valor de la extensin bajo carga aplicable al acero a cualquier nivel de resistencia se puede determinar con base en la suma de la deformacin proporcional y la deformacin plstica esperada con la resistencia especificada a la fluencia. Se utiliza la siguiente ecuacin: Extensin bajo carga, pulgadas por pulgada de longitud calibrada = (RF/ E) + r Donde: RF E r = = = resistencia especificada a la fluencia, psi MPa modulo de elasticidad, psi MPa lmite de deformacin plstica, pulgadas/pulgada
8)
9)
10
NORMA TCNICA COLOMBIANA
13.3 RESISTENCIA A LA TRACCIN
NTC 3353 (Primera actualizacin)
La resistencia a la traccin se calcula dividiendo la carga mxima que la probeta sostiene durante un ensayo de tensin por el rea original de la seccin transversal de la probeta. 13.4 ELONGACIN
13.4.1 Se juntan los extremos de la probeta fracturada cuidadosamente y se mide la distancia entre las marcas de calibracin con aproximacin a 0,01 pulgadas (0,25 mm) para longitudes calibradas de hasta 2 pulgadas y con aproximacin a 0,5 % de la longitud calibrada para longitudes calibradas de ms de 2 pulgadas. Se puede emplear una escala de lectura de 0,5 % de la longitud calibrada. La elongacin es el aumento en la longitud, expresado como un porcentaje de la longitud original calibrada. Al registrar los valores de elongacin, se da tanto el aumento del porcentaje como la longitud original. 13.4.2 Si alguna parte de la fractura ocurre fuera de la mitad de la longitud calibrada o en una marca grabada o hecha con punzn, el valor de elongacin obtenido puede no ser representativo del material. Si la elongacin as medida cumple los requisitos mnimos especificados, no se hacen ms ensayos, pero si no los cumple, se descarta el ensayo y se debe repetir. 13.5 REDUCCIN DEL REA
Los extremos de la probeta fracturada se unen y se mide el dimetro promedio o el ancho y espesor en la seccin transversal ms pequea con la misma exactitud que con las dimensiones originales. La diferencia entre el rea encontrada de esta forma y el rea de la seccin transversal original expresada como un porcentaje del rea original es la reduccin del rea. ENSAYO DE DOBLAMIENTO
14.
DESCRIPCIN
14.1 El ensayo de doblamiento es un mtodo para evaluar la ductilidad, pero no se puede considerar como un medio cuantitativo para predecir el funcionamiento en servicio en operaciones de doblamiento. La severidad del ensayo de doblamiento es principalmente una funcin del ngulo de doblamiento y el dimetro interior al que se dobla la probeta y de la seccin transversal de la probeta. Estas condiciones varan segn el sitio y orientacin en que est la probeta y la composicin qumica, propiedades de traccin, dureza, tipo y calidad del acero especificado. Las NTC 523 y la ASTM E 290 contienen los mtodos de realizar este ensayo. 14.2 A menos que se especifique algo diferente, se debe permitir el envejecimiento de las probetas para ensayo de doblamiento. El ciclo de tiempo- temperatura empleado debe ser tal que los efectos del procesamiento previo no sufran cambios materiales. Esto se puede lograr envejeciendo a temperatura ambiente por 24 h 48 h en menos tiempo a temperaturas moderadamente ms altas hirviendo en agua, calentando en aceite o en un horno. 14.3 Se dobla la probeta a temperatura ambiente a un dimetro interno, designado en las especificaciones del producto, hasta el punto especificado sin agrietamiento notable en el exterior de la parte doblada. La velocidad de doblamiento generalmente no es un factor importante. 11
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
ENSAYO DE DUREZA 15. GENERAUDADES
15.1 El ensayo de dureza es un medio para determinar la resistencia a la penetracin y ocasionalmente se emplea para obtener una rpida aproximacin de la resistencia a la traccin. En las Tablas 2A, 2B, 2C y 2D se da la conversin de las mediciones de dureza desde una escala a otra o se obtiene la resistencia aproximada a la traccin. Estos valores de conversin se han obtenido de curvas generadas por computador y se presentan con aproximacin a 0,1 punto para permitir una reproduccin exacta de esas curvas. Como todos los valores convertidos se deben considerar aproximados, todos los nmeros de dureza Rockwell convertidos se deben aproximar al siguiente nmero entero ms prximo. 15.2 ENSAYOS DE DUREZA
15.2.1 Si la especificacin del producto permite ensayos de dureza alternativos para determinar la conformidad con un requisito de dureza especificado, se deben usar las conversiones que aparecen en las Tablas 2A, 2B, 2C y 2D. 15.2.2 Al registrar los nmeros de dureza convertidos, la dureza medida y la escala de ensayo se deben indicar entre parntesis, por ejemplo: 353 HB (38 HRC). Esto significa que se obtuvo un valor de dureza de 38 con la escala Rockwell C y se convirti a dureza Brinell de 353. 16. 16.1 DUREZA BRINELL DESCRIPCIN
16.1.1 Se aplica una carga determinada a una superficie plana de la probeta por ensayar, a travs de una esfera dura de dimetro especificado. El dimetro promedio de la indentacin se usa como base para calcular el nmero de dureza Brinell. El cociente de la carga aplicada dividido por el rea de la superficie de la penetracin, que se considera esfrica, se llama nmero de dureza Brinell (HB) de acuerdo con la siguiente ecuacin:
HB = P/[( D/2)(D - D2 d2 )]
Donde: HB p D d
Notas: 10) El nmero de dureza Brinell se obtiene de manera ms conveniente en las tablas normalizadas como la Tabla 3, que muestra los nmeros correspondientes a los diferentes dimetros de indentacin, usualmente en incrementos de 0,05 mm. En 1 NTC 3, se expresan los valores en unidades del SI, mientras que aqu se usan kg/m.
= = = =
nmero de dureza Brinell carga aplicada, kgf dimetro de la esfera de acero, mm dimetro promedio de la penetracin, mm
11)
12
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
16.1.2 El ensayo normal de dureza Brinell con una esfera de 10 mm emplea una carga de 3 000 kgf para materiales duros y una carga de 1 500 kgf 500 kgf para las secciones delgadas o materiales blandos (vase el Anexo A.2 sobre productos de acero tubulares). Se pueden usar otras cargas y diferentes tamaos de indentadores cuando se especifique. Al registrar los valores de dureza, se debe indicar el dimetro de la esfera y la carga, excepto cuando se use una esfera de 10 mm y una carga de 3 000 kgf. 16.1.3 Los rangos de dureza se pueden especificar apropiadamente slo para materiales templados y revenidos o normalizados y templados. Para materiales recocidos slo se recomienda especificar una cifra mxima. Para material normalizado se puede especificar una dureza mxima o mnima mediante acuerdo. En general, no se deben aplicar requisitos de dureza al material no tratado. 16.1.4 La dureza Brinell se puede exigir cuando no se especifican propiedades de traccin. 16.2 APARATOS
El equipo debe cumplir los siguientes requisitos: 16.2.1 Mquina de ensayo Una mquina para ensayo de dureza Brinell se acepta para uso en un rango de carga dentro del cual su dispositivo de medicin de carga tenga una exactitud de 1 %. 16.2.2 Microscopio de medicin Las divisiones de la escala del micrmetro del microscopio u otros dispositivos de medicin que se usen para medir el dimetro de las penetraciones deben ser tales que permitan la medicin directa del dimetro a 0,1 mm y el clculo del dimetro a 0,05 mm.
Nota 12. Este requisito se aplica a la construccin del microscopio solamente y no a la medicin de la penetracin. Vase el numeral 16.4.3.
16.2.3 Esfera normalizada La esfera normalizada para el ensayo de dureza Brinell tiene 10 mm (0,393 7 pulgadas) de dimetro con una desviacin con respecto a este valor no mayor que 0,005 mm (0,000 4 pulgadas) en cualquier dimetro. Una esfera adecuada para uso no debe mostrar un cambio permanente en su dimetro mayor que 0,01 mm (0,000 4 pulgadas), cuando se presiona con una fuerza de 3 000 kgf contra la probeta. 16.3 PROBETA
Los ensayos de dureza Brinell se hacen en reas preparadas y se retira suficiente metal de la superficie para eliminar el metal descarburado y otras irregularidades de la superficie. El espesor de la pieza ensayada debe ser tal que no aparezcan protuberancias ni otras marcas que indiquen el efecto de la carga en el costado de la pieza opuesto a la penetracin.
13
NORMA TCNICA COLOMBIANA
16.4 PROCEDIMIENTO
NTC 3353 (Primera actualizacin)
16.4.1 Es esencial que las especificaciones aplicables del producto indiquen claramente la posicin en la cual se deben hacer las indentaciones y el nmero de ellas que se requiere. La distancia del centro de la penetracin desde el borde de la probeta o de otra penetracin debe ser al menos dos y media veces el dimetro de la indentacin. 16.4.2 La carga se aplica por lo menos durante 15 s. 16.4.3 Se miden dos dimetros de la penetracin en ngulos rectos con aproximacin a 0,1 mm, se calculan con aproximacin a 0,05 mm y se promedian con aproximacin a 0,05 mm. Si los dos dimetros difieren por ms de 0,1 mm se descartan las lecturas y se hace una nueva indentacin. 16.4.4 En aceros cuya dureza sea mayor de 450 HB no se usan esferas de acero ni se usan esferas de carburo en aceros cuya dureza sea mayor que 650 HB. El ensayo de dureza Brinell no se recomienda para materiales con una dureza mayor que 650 HB. 16.4.4.1 Si se usa una esfera en un ensayo de una probeta cuyo nmero de dureza Brinell sea mayor que el lmite para la esfera (indicado en el numeral 16.4.4) la esfera se descarta y se reemplaza con una nueva o se mide de nuevo para garantizar la conformidad con los requisitos de la NTC 3. 16.5 PROCEDIMIENTO DETALLADO
Para requisitos detallados de este ensayo, se recomienda consultar la ultima versin de la NTC 3. 17. 17.1 ENSAYO DE DUREZA MEDIANTE UN INSTRUMENTO PORTTIL INSTRUMENTOS PORTTILES
Bajo ciertas circunstancias se recomienda sustituir un instrumento porttil para ensayo Brinell, el cual se calibra para que d resultados equivalentes a los de la mquina Brinell normalizada en una barra de ensayo de comparacin de aproximadamente la misma dureza que el material por ensayar. 17.2 PROCEDIMIENTO DETALLADO
Para requisitos detallados del ensayo porttil, se recomienda consultar la ultima versin de la norma ASTM E 110. 18. 18.1 ENSAYO ROCKWELL DESCRIPCIN
18.1.1 En este ensayo se obtiene un valor determinando la profundidad de la indentacin de una punta de diamante o una esfera de acero en la probeta bajo ciertas condiciones fijadas arbitrariamente. Se aplica primero una carga menor de 10 kgf, la cual hace penetracin inicial, se fija el indentador en el material y se sostiene en su posicin. Luego se aplica una carga mayor que depende de la escala que se use, aumentando la profundidad de la indentacin. La carga mayor se retira y, con la carga menor an actuando se determina el nmero de dureza Rockwell, que es proporcional a la diferencia en la indentacin entre las cargas mayor y menor; 14
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
esto se hace generalmente con la mquina y se presenta en un dial, pantalla digital, impresora u otro dispositivo. ste es un nmero arbitrario que aumenta al aumentar la dureza. Las escalas que se usan con mayor frecuencia son:
Smbolo de la escala B C
lndentador esfera de acero de 1/1 6 de pulgada Punta de diamante
Carga mayor, kgf 100 150
Carga menor, kgf 10 10
18.1.2 Para ensayar aceros muy delgados o capas de superficies delgadas se usan mquinas de dureza superficial Rockwel. Se aplican cargas de 15 kgf, 30 kgf 45 kgf sobre una esfera de acero endurecida o un penetrador de diamante, para cubrir el mismo rango de valores de dureza que para cargas ms pesadas. Las escalas de dureza superficial son:
Smbolo de la escala 15 T 30 T 45 T 15 N 30 N 45 N lndentador esfera de acero de 1/1 6 de pulgada esfera de acero de 1/1 6 de pulgada esfera de acero de 1/1 6 de pulgada Punta de diamante Punta de diamante Punta de diamante Carga mayor, kgf 15 30 45 15 30 45 Carga menor, kgf 3 3 3 3 3 3
18.2
INFORME DE LA DUREZA
Al registrar los valores de dureza, el nmero de dureza siempre precede al smbolo de la escala; por ejemplo: 96 HRB, 40 HRC, 75 HRN 77 HR30T. 18.3 BLOQUES DE ENSAYO
Las mquinas se deben revisar para asegurarse de que estn en buenas condiciones por medio de bloques de ensayo Rockwell normalizados. 18.4 PROCEDIMIENTO DETALLADO
Para requisitos detallados de este ensayo, se recomienda consultar la ultima versin de las NTC 19 y NTC 3996. ENSAYO DE IMPACTO CHARPY
19.
RESUMEN
19.1 Un ensayo de impacto Charpy con entalla en "V" es un ensayo dinmico en el que una probeta entallada se golpea y se rompe de un solo golpe, en una mquina de ensayo diseada especialmente. Los valores de ensayo medidos son la energa absorbida, el porcentaje de fractura por esfuerzo cortante, la expansin lateral opuesta a la entalla o una combinacin de ellos. 15
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
19.2 Las temperaturas de ensayo distintas de la temperatura ambiente por lo general se indican en el pedido o en las especificaciones del producto (a las que se hace referencia en esta norma como la especificacin). Aunque la temperatura de ensayo a veces se relaciona con la temperatura esperada en servicio, las dos no son necesariamente idnticas. 20. 20.1 IMPORTANCIA Y USO COMPORTAMIENTO DUCTILIDAD VS. FRGILIDAD
Las aleaciones ferrticas o cbicas de cuerpo centradas presentan una transicin significativa en su comportamiento cuando se someten a ensayo de impacto en un rango de temperaturas. A temperaturas superiores a la de transicin, las probetas se fracturan con ductilidad (usualmente coalescencia microvoid), absorbiendo cantidades relativamente grandes de energa. A temperaturas bajas se fracturan por frgilidad (usualmente maclaje) absorbiendo menos energa. Dentro del rango de transicin, las fracturas generalmente son una mezcla de reas de fractura dctil y fractura frgil. 20.2 El rango de temperatura de la transicin de un tipo de comportamiento a otro vara segn el material que se ensaye. Esta conducta de transicin se puede definir de distintas formas para propsitos de especificacin. 20.2.1 La especificacin puede requerir un resultado mnimo de ensayo para energa absorbida, apariencia de la fractura, expansin lateral o una combinacin de stas, a una temperatura de ensayo especificada. 20.2.2 La especificacin puede requerir la determinacin de la temperatura de transicin al cual la energa absorbida o la apariencia de la fractura alcanzan un nivel especificado cuando El ensayo se realiza en un rango de temperaturas. 20.3 En el Anexo A.5 se da ms informacin sobre la importancia del ensayo de impacto.
21. 21.1
APARATOS MQUINA DE ENSAYO
21.1.1 Una mquina de ensayo Charpy es aqulla en la que se rompe una probeta por un solo golpe de un pndulo de giro libre. El pndulo se suelta desde una altura fija. Como la altura a la que se levanta el pndulo antes de oscilar y su masa se conocen, la energa del golpe est predeterminada. Existe un medio para indicar la energa absorbida al romper la probeta. 21.1.2 La otra caracterstica principal de la mquina es un accesorio (vase la Figura 10) diseado para sostener una probeta como un solo brazo en un sitio preciso. El accesorio se dispone de tal forma que la cara entallada de la probeta est vertical. El pndulo golpea la otra cara vertical directamente opuesta a la entalla. Las dimensiones de los soportes de la probeta y el borde de choque deben ser conforme ilustra la Figura 10. 21.1.3 Las mquinas para ensayo Charpy que se usan para ensayar aceros tienen capacidades en el rango de energa entre 220 ft.lbf y 300 ft.lbf (300 J a 400 J). A veces se usan mquinas con menor capacidad; sin embargo, la capacidad de la mquina debe ser sustancialmente superior a la energa absorbida de la probeta (vase la NTC 20-1). La velocidad lineal en el punto de impacto debe estar en el rango de 16 ft/s a 19 ft/s (4,9 m/s a 5,8 m/s). 16
NORMA TCNICA COLOMBIANA
21.2 TEMPERATURA DEL MEDIO
NTC 3353 (Primera actualizacin)
21.2.1 Para ensayos a temperatura que no sea la del ambiente es necesario acondicionar las probetas en medios con temperaturas controladas. 21.2.2 Los medios de baja temperatura suelen ser fluidos enfriados (como agua, hielo con agua, hielo seco con solventes orgnicos, o nitrgeno lquido) o gases enfriados. 21.2.3 Los medios de temperatura elevada suelen ser lquidos calentados como aceites minerales o de silicona. Se pueden usar hornos con circulacin de aire. 21.3 EQUIPO DE MANEJO
Normalmente se usan pinzas adaptadas especialmente para que encajen en la entalla de la probeta para retirar las probetas del medio y colocarlas sobre la superficie fija de contacto (vase la norma ASTM E 23). En casos en que la mquina no tenga centrado automtico de la probeta, las pinzas pueden tener un maquinado de precisin para proporcionar el centrado. 22. 22.1 MUESTREO Y NMERO DE PROBETAS MUESTREO
22.1.1 La ubicacin y orientacin de ensayo debe regirse por las especificaciones. Si no es as, para productos forjados, el sitio de ensayo debe ser el mismo que para el ensayo de traccin y la orientacin debe ser longitudinal con la entalla perpendicular a la superficie mayor del producto que se est ensayando. 22.1.2 Nmero de probetas 22.1.2.1 Un ensayo de impacto Charpy consta de todas las probetas tomadas de una sola muestra de acero o sitio de ensayo. 22.1.2.2 Cuando la especificacin requiere un resultado de ensayo promedio, se deben ensayar tres probetas. 22.1.2.3 Cuando la especificacin requiere determinar una temperatura de transicin, se necesitan de 8 a 12 probetas. 22.2 TIPO Y TAMAO
22.2.1 Se usa una probeta normalizada para ensayo Charpy con entalla en "V", (tipo A), como se ilustra en la Figura 11, con la excepcin indicada en el numeral 22.2.2. 22.2.2 Probetas de tamao inferior al normalizado 22.2.2.1 Para materiales planos de menos de 1/16 de pulgada (11 mm) de espesor, o cuando la energa absorbida se espera que exceda de 80 % de la escala completa, se usan probetas de tamao inferior al normalizado. 22.2.2.2 Para materiales tubulares ensayados en direccin transversal, cuando la relacin entre el dimetro y el espesor de pared no permite una probeta de tamao completo, se usan las de tamao inferior al normalizado. 17
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
22.2.2.3 Si no se puede preparar una probeta normalizada, se debe preparar una con el tamao menor que el normal ms grande posible. Las probetas se maquinan de forma que su tamao no incluya el material que est a menos de 0,020 pulgadas (0,5 mm) de la superficie. 22.2.2.4 En la Figura 11 se indican las tolerancias para las probetas de tamao inferior al normalizado. Los tamaos son: 10 mm x 7,5 mm; 10 mm x 6,7 mm, 10 mm x 5 mm; 10 mm x 3,3 mm y 10 mm x 2,5 mm. 22.2.2.5 Se hace una entalla en la cara estrecha de las probetas de tamao inferior al normalizado, perpendicular a la superficie de 10 mm de ancho. 22.3 PREPARACIN DE LA ENTALLA
El maquinado de la entalla es crtico, ya que se ha demostrado que variaciones extremadamente pequeas en su radio y perfil, o marcas de herramientas en el fondo de la entalla, pueden causar datos de ensayo errados. (Vase el Anexo A.5). 23. CALIBRACIN EXACTITUD Y SENSIBILIDAD Las mquinas para ensayo de impacto Charpy se calibran y ajustan de acuerdo con los requisitos indicados en la NTC 20-1. 24. ACONDICIONAMIENTO - CONTROL DE LA TEMPERATURA
Cuando la especificacin o el comprador requieren una temperatura de ensayo determinada, se controla la temperatura del medio de enfriamiento o calentamiento dentro de 2 F (1 C), porque el efecto de las variaciones en la temperatura en los resultados de los ensayos Charpy puede ser muy grande.
Notas: 13). Para algunos aceros puede no ser necesaria esta temperatura restringida, por ejemplo, los aceros austenticos. Debido a que la temperatura de un laboratorio de ensayo generalmente vara entre 60 F y 90 F (15 C a 32 C), los ensayos que se llevan a cabo a temperatura ambiente", pueden realizarse a cualquier temperatura dentro de este rango.
14).
25. 25.1
PROCEDIMIENTO TEMPERATURA
25.1.1 Las probetas que se van a romper se acondicionan mantenindolas en el medio a la temperatura de ensayo por lo menos durante 5 min, si el medio es lquido y 30 min, si el medio es gaseoso. 25.1.2 Las pinzas para manipular las probetas deben estar a la misma temperatura de las probetas para no afectar la temperatura en la entalla. 18
NORMA TCNICA COLOMBIANA
25.2
NTC 3353 (Primera actualizacin)
POSICIN Y RUPTURA DE LAS PROBETAS
25.2.1 Cuidadosamente se centra la probeta en la superficie fija de contacto y se suelta el pndulo para romper la probeta. 25.2.2 Si el pndulo no se suelta dentro de los 5 s posteriores a la remocin de la probeta del medio de acondicionamiento, la probeta no se debe romper, se debe volver a colocar en el medio por el periodo requerido en el numeral 25.1.1. 25.3 RECUPERACIN DE LAS PROBETAS
En el evento de que se deba determinar la apariencia de la fractura o la expansin lateral, las piezas que concuerdan en cada probeta rota se deben recuperar antes de iniciar el siguiente ensayo. 25.4 VALORES INDIVIDUALES DE ENSAYO
25.4.1 Energa de impacto Se registra la energa de impacto absorbida con aproximacin al siguiente entero ms prximo, en lbf.ft (J). 25.4.2 Apariencia de la fractura 25.4.2.1 Se determina el porcentaje de rea fracturada por cualquiera de los siguientes mtodos:
1.
Se mide la longitud y el ancho de la porcin quebradiza de la superficie fracturada, como se ilustra en la Figura 12 y se determina el porcentaje de rea cortada, con base en la Tabla 4 5 dependiendo de las unidades de medicin. Se compara la apariencia de la fractura de la probeta con un cuadro de apariencia de las fracturas como se ilustra en la Figura 13. Se observa con aumento la superficie de la fractura y se compara con un cuadro precalibrado o se mide el porcentaje de rea cortada con un planmetro. Se fotografa la superficie fracturada con un aumento adecuado y se mide el promedio de rea cortada con un planmetro.
2.
3.
4.
25.4.2.2 Se determinan los valores individuales de apariencia de la fractura con aproximacin a 5 % y se registra el valor. 25.4.3 Expansin lateral 25.4.3.1 La expansin lateral es el aumento del ancho de la probeta, medido en milsimas de pulgada sobre el lado de compresin, opuesto a la entalla de la probeta, como se ilustra en la Figura 14. 25.4.3.2 Se examina cada media probeta para averiguar si las proyecciones no se han daado por contacto con la superficie fija de contacto, la superficie de la mquina, etc. Se descartan las muestras afectadas, ya que pueden dar lecturas equivocadas. 19
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
25.4.3.3 Se verifican los lados de las probetas perpendiculares a la entalla para garantizar que no se hayan formado rebabas durante el ensayo de impacto. Si las hay, se retiran con cuidado con un esmeril o superficie abrasiva similar, asegurndose de no frotar las proyecciones por medir. 25.4.3.4 Se mide la cantidad de expansin en cada lado de cada mitad respecto al plano definido por la porcin no deformada del lado de la probeta con un calibrador semejante al que se ilustra en las Figuras 15 y 16. 25.4.3.5 Ya que la direccin de la fractura rara vez se cruza con el punto de mxima expansin en ambos lados de una probeta, la suma de los valores ms grandes medidos para cada lado es el valor del ensayo. Se disponen las mitades de una probeta para que los lados de compresin queden frente a frente. Con el calibrador se mide la proyeccin en cada media probeta. Las dos mitades se miden individualmente. Se repite el procedimiento para medir las proyecciones en el lado opuesto de las mitades de la probeta. El mayor de los dos valores para cada lado es la expansin de ese lado de la probeta. 25.4.3.6 Se miden los valores individuales de expansin lateral con aproximacin a la siguiente milsima de pulgada (0,025 mm) y se registran los valores. 26. INTERPRETACIN DE LOS RESULTADOS DE LOS ENSAYOS
26.1 Cuando se especifica que el criterio de aceptacin de cualquier ensayo de impacto sea un valor promedio mnimo a una temperatura dada, el resultado del ensayo debe ser el promedio aritmtico de los valores individuales de ensayo de tres probetas en un sitio de ensayo. 26.1.1 Cuando se especifica un resultado promedio mnimo de ensayo: 26.1.1.1 El resultado del ensayo es aceptable si se cumplen las siguientes condiciones:
1)
El resultado iguala o supera el promedio mnimo especificado (dado en la especificacin). El valor individual de ensayo para no ms de una probeta es menor que promedio mnimo especificado. El valor individual de ensayo para cualquier probeta no es menor que dos terceras partes del promedio mnimo especificado.
2)
3)
26.1.1.2 Si no se cumple el requisito de aceptacin del numeral 26.1.1.1, se realiza un reensayo de tres probetas adicionales tomadas en el mismo sitio de ensayo. Todos los valores individuales de las probetas reensayadas deben ser iguales o mayores que el valor promedio especificado. 26.2 ENSAYOS QUE ESPECIFICAN UNA TEMPERATURA MNLMA DE TRANSICIN
26.2.1 Definicin de temperatura de transicin Para propsitos de especificacin, la temperatura de transicin es aqulla a la que el valor de ensayo del material designado iguala o supera un valor de ensayo mnimo especificado. 20
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
26.2.2 Determinacin de la temperatura de transicin 26.2.2.1 Se rompe una probeta a cada una de las temperaturas por encima y por debajo de la temperatura de transicin anticipada, utilizando los procedimientos del numeral 25. Se registra cada temperatura de ensayo con aproximacin al siguiente F (0,5 C). 26.2.2.2 Se hace una grfica de los resultados individuales de los ensayos, ft. lbf o porcentaje de esfuerzo cortante como la ordenada, contra la correspondiente temperatura de ensayo como la abscisa y se forma una curva entre los datos marcados. 26.2.2.3 Si la temperatura de transicin se especifica como aqulla a la que se alcanza un valor de ensayo, se determina la temperatura a la cual la curva graficada intersecta el valor de ensayo especificado por interpolacin grfica (no se permite la extrapolacin). Se registra esta temperatura de transicin con aproximacin a 5 F (3 C). Si los resultados de ensayo tabulados indican claramente una temperatura de transicin ms baja que la especificada, no es necesario graficar los datos. Se reporta la temperatura de ensayo ms baja para la cual el valor de ensayo excede el valor especificado. 26.2.2.4 El resultado del ensayo se acepta si la temperatura de transicin determinada es igual o menor que el valor especificado. 26.2.2.5 Si la temperatura de transicin determinada es ms alta que dicho valor, pero no por ms de 20 F (12 C), se ensayan suficientes muestras como indica el numeral 25 para trazar dos curvas adicionales. El resultado del ensayo se acepta si las temperaturas determinadas en ambos ensayos adicionales son iguales o menores que el valor especificado. 26.3 Cuando se admiten o necesitan probetas de tamao inferior al normal, el requisito se modifica segn la Tabla 6 o se ensaya la temperatura de acuerdo con la norma ASME "Boiler and Pressure Vessel Code", con la Tabla UG-84-2, o con ambas. El comprador y el proveedor pueden ponerse de acuerdo sobre temperaturas ms altas o ms bajas.
27. 27.1
REGISTROS El registro de ensayo debe contener la siguiente informacin, cuando sea del caso:
27.1.1 Descripcin completa del material ensayado (es decir, nmero de especificacin, grado, clase o tipo, tamao, nmero de colada). 27.1.2 Orientacin de la probeta con respecto al eje del material. 27.1.3 Tamao de la probeta. 27.1.4 Temperatura de ensayo y valor individual de ensayo para cada probeta rota, incluyendo ensayos iniciales y reensayos. 27.1.5 Resultados del ensayo. 27.1.6 Temperatura de transicin y criterio para su determinacin, incluyendo ensayos iniciales y reensayos.
21
NORMA TCNICA COLOMBIANA
28. INFORME
NTC 3353 (Primera actualizacin)
La especificacin debe designar la informacin que se debe suministrar.
29.
PALABRAS CLAVE
29.1 Ensayo de doblamiento; dureza Brinell; ensayo de impacto Charpy; elongacin; FATT (apariencia de la fractura, temperatura de transicin); ensayo de dureza; dureza porttil; reduccin del rea; dureza Rockwell; resistencia a la tensin; ensayo de tensin; resistencia a la fluencia.
22
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
Anexos (Normativos)
A.1
PRODUCTOS DE BARRAS DE ACERO
A.1.1 Objeto Este Anexo presenta aquellos detalles particulares para las barras de acero laminadas en caliente o terminadas en fro y que no estn cubiertas en el texto de esta norma. A.1.2 Orientacin de las probetas Las barras de acero al carbono y aleado y los perfiles con tamao de barras relativamente pequeos, debido a sus dimensiones de seccin transversal, se ensayan generalmente en direccin longitudinal. En casos especiales, cuando el tamao lo permite y la fabricacin o servicio de una parte justifica el ensayo en direccin transversal, la seleccin y ubicacin del ensayo o ensayos son materia de acuerdo entre el fabricante y el comprador. A.1.3 Ensayo de tensin A.1.3.1 Barras de acero al carbono. Las barras de acero al carbono en condicin laminada no estn especificadas para requisitos de traccin para tamaos de piezas redondas, cuadradas, hexagonales y octagonales con menos de 1/2 pulgada (13 mm) de dimetro o distancia entre caras paralelas, ni para otras secciones, distintas de piezas planas, con un rea de seccin transversal menor que 1 pulgada cuadrada (645 mm2). A.1.3.2 Barras de acero aleado. Las barras de acero aleado generalmente no se ensayan en la condicin laminada. A.1.3.3 Cuando se especifican ensayos de tensin, la prctica para seleccionar las probetas para barras de acero laminadas en caliente o terminadas en fro, de diferentes tamaos, debe ser conforme lo indica la Tabla A1.1, a menos que la especificacin determine algo diferente. A.1.4 Ensayo de doblamiento Cuando se especifican ensayos de doblamiento, la prctica recomendada para barras de acero laminadas en caliente o terminadas en fro debe ser conforme indica la Tabla A1.2. A.1.5 Ensayo de dureza Ensayo de dureza en productos en barra. Planos, redondos, cuadrados, hexgonos y octgonos - se realiza sobre la superficie despus de una remocin mnima de 0,015 pulgadas (0,4 mm) para que exista una indentacin adecuada. A.2 PRODUCTOS TUBULARES DE ACERO
A.2.1 Objeto A.2.1.1 Este Anexo cubre definiciones y mtodos para ensayos particulares de los productos tubulares que no estn cubiertos por el texto de la norma.
23
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A.2.1.2 Las formas tubulares que cubre esta norma no se deben limitar a productos con secciones transversales circulares, sino que incluyen formas como tubos estructurales rectangulares. A.2.2 Ensayo de tensin A.2.2.1 Probetas longitudinales de tamao completo A.2.2.1.1 Es una prctica comn usar probetas para ensayos de tensin de secciones tubulares completas dentro del lmite del equipo de ensayo. Se insertan tapones metlicos ajustados a suficiente distancia en el extremo de las probetas tubulares para que las mordazas de la mquina las agarren adecuadamente sin triturarlas. En la Figura 17 se presenta un diseo que se puede usar para estos tapones. Los tapones no deben entrar en la parte de la probeta sobre la que se mide la elongacin (vase la Figura 17). Se debe tener cuidado de ver que, en lo posible, la carga se aplique axialmente. La longitud de la probeta completa depende de la longitud calibrada prescrita para medir la elongacin. A.2.2.1.2 A menos que la especificacin individual del producto determine algo diferente, la longitud calibrada para un tubo soldado en horno es normalmente 8 pulgadas (200 mm), excepto que para tamaos nominales de 3/4 de pulgada o menos, la longitud calibrada debe ser:
Tamao nominal, pulgadas y 1/8 y 1/8 Longitud calibrada, pulgadas (mm) 6 (150) 4 (100) 2 (50)
A.2.2.1.3 Para tubos sin costuras y con soldadura elctrica la longitud calibrada es 2 pulgadas. Sin embargo, para tubos con un dimetro exterior de 3/8 de pulgada (10 mm), o menos, se usa una longitud calibrada igual a 4 veces el dimetro exterior cuando se requieren valores de elongacin comparables a los de probetas ms grandes. A.2.2.1.4 Para determinar el rea de seccin transversal de la probeta de tamao completo, se registran las mediciones como el promedio entre las ms grandes y las ms pequeas del dimetro externo y el promedio del espesor de pared, con aproximacin a 0,001 pulgadas (0,025 mm) y el rea de la seccin transversal se determina por la siguiente ecuacin:
A = 3,141 6 t (D - t) Donde: A D t = = = rea seccional, pulgadas cuadradas dimetro externo, pulgadas espesor de la pared del tubo, pulgadas.
Nota 15. Existen otros mtodos para determinar el rea de la seccin transversal, como pesar las probetas, que son igualmente precisos o apropiados para este propsito.
24
NORMA TCNICA COLOMBIANA
A.2.2.2 Probetas longitudinales de flejes
NTC 3353 (Primera actualizacin)
A.2.2.2.1 Para tamaos ms grandes de productos tubulares que no se pueden ensayar en la seccin completa, se obtienen probetas para ensayo longitudinal de flejes cortados del tubo como indica la Figura 18 y maquinadas a las dimensiones indicadas en la Figura 9. Para tubos soldados en horno, la probeta de 8 pulgadas de longitud calibrada que aparece en la Figura 19 es la normalizada, ubicada aproximadamente a 90 de la soldadura, en el caso de tubos soldados elctricamente. Las probetas que aparecen en la Figura 19 se pueden ensayar con mordazas cuyo contorno de superficie corresponda a la curvatura de los tubos. Cuando no se dispone de mordazas con caras curvadas, los extremos de las probetas se pueden aplanar sin calentarlas. Las probetas normalizadas para ensayo de tensin, como la probeta 4 en la Figura 19, tienen un ancho nominal de 1 1/2 pulgadas (38 mm) en la seccin de la longitud calibrada. Cuando se necesitan probetas de tamao inferior al normalizado por las dimensiones y carcter del material en ensayo, las probetas 1, 2 3 de la Figura 19 se consideran normalizadas.
Nota 16. En las normas ASTM E8/ E 8M se da una frmula exacta para calcular el rea de la seccin transversal de las probetas del tipo que se ilustra en la Figura 19 tomadas de un tubo circular.
A.2.2.2.2 El ancho se debe medir en cada extremo de la longitud calibrada para determinar el paralelismo y tambin en el centro. El espesor se mide en el centro y se usa con la medicin del ancho en el centro para determinar el rea de la seccin transversal. La dimensin del ancho en el centro se registra con aproximacin a 0,005 pulgadas (0,127 mm) y el espesor con aproximacin a 0,001 pulgadas. A.2.2.3 Probetas transversales de fleje A.2.2.3.1 En general, el ensayo de tensin transversal no se recomienda para productos tubulares con menos de 8 pulgadas de dimetro nominal. Cuando se requiera, las probetas para ensayo de tensin transversal se pueden tomar de anillos cortados de los extremos de tubos como se indica en la Figura 20. La probeta se puede aplanar despus de separarla del tubo como en la Figura 20 a) o antes de separarla, como en la Figura 20 b) y se puede hacer en fro o en caliente, pero cuando se hace en fro, la probeta se puede normalizar despus. Las probetas de tubos para las que est especificado el tratamiento trmico, despus de ser aplanadas en fro o en caliente, deben recibir el mismo tratamiento trmico que los tubos. Para tubos con un espesor de pared menor que 1/4 de pulgada (19 mm), la probeta debe tener la forma y dimensiones que se indican en la Figura 21 y una o dos superficies se pueden maquinar para garantizar un espesor uniforme. Las probetas empleadas para ensayos de tensin transversal de tubos de acero soldados que se usan para determinar la resistencia de las soldaduras, deben estar perpendiculares a las costuras soldadas con la soldadura aproximadamente en el medio de su longitud. A.2.2.3.2 El ancho se debe medir en cada extremo de la longitud calibrada para determinar el paralelismo y tambin en el centro. El espesor se mide en el centro y se usa con la medicin en el centro del ancho para determinar el rea de la seccin transversal. La dimensin del ancho en el centro se registra con aproximacin a 0,005 pulgadas (0,127 mm) y la del espesor con aproximacin a 0,001 pulgadas (0,025 mm). A.2.2.4 Probetas redondas A.2.2.4.1 Cuando la especificacin del producto lo requiera, se puede usar la probeta redonda que se ilustra en la Figura 4.
25
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
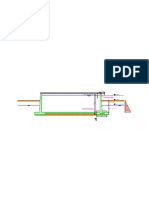
A.2.2.4.2 El dimetro de la probeta se mide en el centro, con aproximacin a 0,001 pulgadas (0,025 mm). A.2.2.4.3 Se pueden emplear probetas de tamao pequeo proporcional al normalizado, como se ilustra en la Figura 4, cuando sea necesario para ensayar material a partir del cual no se pueda preparar la probeta normalizada. Se pueden usar otros tamaos de probeta menor que la normalizada. En ellas es importante que la longitud calibrada para medir la elongacin sea cuatro veces el dimetro de la probeta (vase la Nota 4 Figura 4). Los requisitos indicados en la especificacin sobre elongacin para las probetas redondas de 2 pulgadas de longitud calibrada, se aplican a las probetas de tamao inferior al normalizado. A.2.2.4.4 Para probetas transversales, la seccin de la que se toman no se debe aplanar ni deformar de ninguna otra forma. A.2.3 Determinacin de la resistencia a la fluencia transversal, mtodo de expansin hidrulica del anillo A.2.3.1 Los ensayos de dureza se hacen en la superficie interior, exterior, o en la seccin transversal, dependiendo de las limitaciones indicadas por la especificacin del producto. La preparacin de la superficie puede ser necesaria para obtener valores exactos de dureza. A.2.3.2 En los literales A.2.3.3 hasta el A.2.3.5 se presenta una mquina de ensayo y un mtodo para determinar la resistencia a la fluencia transversal de una probeta anular. A.2.3.3 En la Figura 22 se ilustra un diagrama vertical de una seccin transversal de la mquina de ensayo. A.2.3.4 Al determinar la resistencia a la fluencia transversal en esta mquina, se usa una probeta anular corta (generalmente de 3 pulgadas (76 mm) de longitud calibrada). Despus de retirar la tuerca circular de la mquina, se determina el espesor de pared de la probeta anular y se ubica sta sobre un empaque de caucho resistente al aceite. La tuerca se ubica nuevamente en su posicin pero no se aprieta contra la probeta. Se deja una ligera holgura entre ambas para permitir el movimiento radial libre de la probeta al ensayarla. Se deja entrar al empaque aceite bajo presin a travs de la lnea de presin bajo el control de una vlvula adecuada. Un calibrador de presin exacto sirve para medir la presin del aceite. El aire que haya en el sistema se retira a travs de un sistema de purga. Al aumentar la presin del aceite el empaque de caucho se expande, lo que a su vez causa un esfuerzo circular en la probeta. Al aumentar la presin, el empaque acta como un sello para evitar las filtraciones de aceite. Con un aumento continuo en la presin la probeta se somete a un esfuerzo de tensin y sufre una elongacin correspondiente. Toda la circunferencia exterior de la probeta anular se considera la longitud calibrada y la deformacin se mide con un extensmetro que se describe ms adelante. Cuando se alcanza la deformacin total deseada o la extensin bajo carga en el extensmetro, se lee la presin del aceite en libras por pulgada cuadrada y se calcula la resistencia a la fluencia con la frmula Barlow. La resistencia a la fluencia, es un resultado real ya que la probeta no ha sido trabajada en fro por estiramiento y se aproxima mucho a la misma condicin de la seccin tubular de la que se cort. Adems, el ensayo simula muy bien las condiciones de servicio en las lneas de tubera. Con el uso de los empaques y adaptadores adecuados, se puede usar una misma mquina de ensayo para diferentes tamaos de tubos.
Nota 17. La frmula de Barlow se puede expresar de dos maneras: 1) 2) p S = = 2 St/D PD/2t
26
NORMA TCNICA COLOMBIANA
Donde: p S = =
NTC 3353 (Primera actualizacin)
presin hidrosttica interna, psi unidad de esfuerzo circunferencial en la pared del tubo, producido por la presin hidrosttica externa, psi espesor de la pared del tubo, pulgadas dimetro externo del tubo, pulgadas
t D
= =
A.2.3.5 En las Figuras 23 y 24 se ilustra un extensmetro de cadena con rodillos que se ha encontrado satisfactorio para medir la elongacin de la probeta anular. La Figura 23 muestra el extensmetro en posicin pero sin asegurarlo sobre una probeta anular. Un pequeo pasador a travs del cual se transmite la deformacin que se mide con el calibrador de dial, se extiende sobre la parte roscada del perno. Cuando el extensmetro est asegurado, como ilustra la Figura 24, se ejerce con un resorte la tensin deseada necesaria para mantener el instrumento en su sitio e impedir que se afloje, sobre la cadena con rodillos. La tensin en el resorte se puede regular segn se desee con un tornillo de cabeza estriada. Retirando o aadiendo tornillos, la cadena se puede adaptar para diferentes tamaos de secciones tubulares. A.2.4 Ensayos de dureza A.2.4.1 Los ensayos de dureza se realizan en las superficies interior o exterior del extremo del tubo, segn sea apropiado. A.2.4.2 La carga normal de 3 000 kgf Brinell puede causar demasiada deformacin en una probeta tubular de pared delgada. En este caso, se aplica la carga de 500 kgf o se endurece el interior con una superficie fija de contacto interna. El ensayo Brinell no es aplicable a productos tubulares con un dimetro menor que 2 pulgadas (51 mm) o un espesor de pared menor que 0,200 pulgadas (5,1 mm). A.2.4.3 Los ensayos de dureza Rockwell normalmente se hacen en la superficie interior, sobre una parte plana de la superficie exterior o en la seccin transversal de la pared, dependiendo de las limitaciones del producto. Los ensayos de dureza Rockwell no se realizan en tubos con un dimetro externo menor de 5/16 de pulgada (7,9 mm), ni en la superficie interior de tubos con un dimetro interno menor de 1/4 de pulgada (6,4 mm). Tampoco en tubos recocidos con paredes de menos de 0,065 pulgadas (1,65 mm) de espesor, ni en tubos trabajados en fro o tratados trmicamente con paredes de menos de 0,049 pulgadas (1,24 mm). Para tubos con espesores de pared menores que los que permiten realizar el ensayo de dureza Rockwell, ste a veces se sustituye. Las lecturas de dureza Rockwell se pueden tomar en tubos con un espesor de pared de 0,187 pulgadas (4,75 mm) en adelante. La curvatura y el espesor de pared de la probeta imponen limitaciones sobre el ensayo, cuando se hace una comparacin entre las determinaciones de dureza Rockwell hechas en la superficie interior; se requiere ajustar las lecturas para compensar el efecto de la curvatura. La escala Rockwell B se usa en todos los materiales que tienen un rango de dureza esperado de B 0 a B 100. La escala Rockwell C se usa en materiales con un rango esperado entre C 20 y C 68. A.2.4.4 Los ensayos de dureza superficial Rockwell normalmente se realizan en la superficie exterior cuando sea posible y cuando no se encuentre retroceso excesivo del resorte. De otra forma, se hacen en el interior. No se realizan en tubos con un dimetro menor que 3/4 de pulgada (6,4 mm). En las Tablas A.2.1 y A.2.2 se dan las limitaciones del espesor de pared para este ensayo.
27
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A.2.4.5 Cuando el dimetro exterior, el interior o el espesor de pared excluyen la obtencin de valores exactos de dureza, se deben especificar y ensayar productos tubulares para determinar las propiedades de traccin. A.2.5 Ensayos de manejo A.2.5.1 Los siguientes ensayos se hacen para probar la ductilidad de ciertos productos tubulares: A.2.5.1.1 Ensayo de aplastamiento. Este ensayo, tal como se hace comnmente en probetas cortadas, se lleva a cabo sometiendo anillos cortados del tubo a un grado de aplastamiento entre placas paralelas (vase la Figura 20). La severidad del ensayo de aplastamiento se mide por la distancia entre las placas paralelas y vara de acuerdo con las dimensiones del tubo. La probeta para este ensayo no debe tener una longitud inferior a 2 1/2 pulgadas (63,5 mm) y se debe aplastar en fro hasta el extremo requerido por la especificacin del material. A.2.5.1.2 Ensayo de aplastamiento inverso. Est diseado para aplicacin a tubos soldados elctricamente para detectar la falta de penetracin o traslapos que resultan de la remocin rpida de la soldadura. La probeta consta de una longitud de tubo de aproximadamente 4 pulgadas (102 mm) de largo, que se abre longitudinalmente 90 en cada lado de la soldadura. La muestra se abre y aplasta con la soldadura en el punto de doblamiento mximo (vase la Figura 25). A.2.5.1.3 Ensayo de compresin. Este ensayo, que a veces se llama ensayo de recalcado, se realiza en tubos para calderas u otros tubos sometidos a presin para evaluar la ductilidad (vase la Figura 26). La probeta es un anillo cortado del tubo, de 2 1/2 pulgadas (63,5 mm) de largo. Se coloca en un extremo y se comprime longitudinalmente con un martillo o prensa a la distancia prescrita por la especificacin del material. A.2.5.1.4 Ensayo de rebordeado. El propsito de este ensayo es determinar la ductilidad de los tubos de las calderas y su capacidad para soportar la operacin de doblamiento hasta convertirlos en lminas. El ensayo se hace en un anillo cortado del tubo, con no menos de 4 pulgadas (100 mm) de largo y consta de un reborde que se dobla a ngulos rectos respecto del cuerpo del tubo al ancho requerido por las especificaciones aplicables del material. Para este ensayo, se recomiendan la herramienta de abocinamiento y la matriz de la Figura 27. A.2.5.1.5 Ensayo de abocinamiento. Para ciertos tipos de tubos de presin se hace un ensayo alterno al de rebordeado. Consiste en dirigir un mandril roscado con una pendiente de 1 en 10 como ilustra la Figura 28a) o a 60 incluido el ngulo como ilustra la Figura 28b) dentro de una seccin cortada del tubo, de una longitud aproximada de 4 pulgadas (100 mm) y expandir la probeta hasta que el dimetro interno haya aumentado hasta el punto requerido por las especificaciones aplicables del material. A.2.5.1.6 Ensayo de doblamiento. Para tubos empleados en bobinados en tamaos de hasta 2 pulgadas, se hace un ensayo de doblamiento para determinar su ductilidad y la sanidad de las soldaduras. En este ensayo se dobla una longitud calibrada suficiente de tubo de tamao completo a 90 alrededor de un mandril cilndrico con un dimetro igual a 12 veces el dimetro nominal del tubo. Para bobinados cerrados, el tubo se dobla en fro a 180 alrededor de un mandril con un dimetro igual a 8 veces el dimetro nominal del tubo. A.2.5.1.7 Ensayo de doblamiento transversal guiado de las soldaduras. Este ensayo de doblamiento se usa para determinar la ductilidad de las soldaduras por fusin. Las probetas tienen aproximadamente 1 1/2 pulgadas de dimetro (38 mm), al menos 6 pulgadas (152 mm) de longitud con la soldadura en el centro y se maquinan de acuerdo con la Figura 29a) para ensayos de doblamiento de la cara y la base y de acuerdo con la Figura 29b) para ensayos de 28
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
doblamiento de los lados. Las dimensiones del aparato de ensayo deben ser como ilustra la Figura 30. El ensayo consta de una probeta de cara y base doblada o una probeta de dos lados doblados. Un ensayo en una cara doblada requiere que el doblamiento se haga con la superficie interior del tubo contra la clavija; el ensayo con base doblada requiere doblar la superficie externa del tubo contra la clavija y el ensayo de lado doblado requiere que una de las superficies laterales sea la superficie convexa de la probeta. (a) La falla de este ensayo depende de la apariencia de las grietas en el rea doblada, de la naturaleza y extensin descrita en las especificaciones aplicables del producto.
A.3
ELEMENTOS DE FIJACIN DE ACERO
A.3.1 Objeto A.3.1.1 Este Anexo cubre definiciones y mtodos de ensayo particulares para elementos de fijacin que no estn cubiertos por el texto de esta norma. Los ensayos normales requeridos por las especificaciones aplicables del producto se deben realizar como indica el texto de esta norma. A.3.1.2 Estos ensayos se hacen para facilitar el control de la produccin y los ensayos de aceptacin con ensayos ms precisos empleados para arbitramento en caso de desacuerdo en los resultados. A.3.2 Ensayos de tensin A.3.2.1 Se recomienda que los pernos se ensayen en su tamao completo y que se especifique una carga ltima en libras, ms que una resistencia ltima en libras por pulgada cuadrada. La longitud mnima del perno se ha establecido en tres veces su dimetro nominal. Los literales A.3.2.1.1 al A.3.2.1.3 se aplican cuando las especificaciones individuales del producto permiten el uso de probetas maquinadas. A.3.2.1.1 Carga de prueba. Debido a los usos particulares de ciertas clases de pernos, se recomienda someterlos a esfuerzo mientras se usan, a un valor especificado sin que sufran una deformacin permanente. Para asegurarse de obtener esta calidad se debe especificar la carga de prueba. El ensayo con carga de prueba consiste en aplicar una carga especificada a un perno que la debe soportar sin deformacin permanente. Tambin se permite un ensayo alterno que determina la resistencia a la fluencia de un perno de tamao completo. Se puede usar el mtodo 1 el 2, pero el primero se emplea para arbitramento en caso de desacuerdo sobre la aceptacin de los pernos. A.3.2.1.2 Carga de prueba para ensayar tornillos largos. Cuando se requieren ensayos en tamao completo, la aplicacin del mtodo de carga de prueba se debe limitar a aquellos pernos cuya longitud no exceda de ocho pulgadas (203 mm) u 8 veces el dimetro nominal, lo que sea mayor. Para pernos de mayor longitud, se debe emplear el segundo mtodo.
a)
Mtodo 1: medicin de la longitud - se mide la longitud total de un perno recto en su centro real con un instrumento que pueda medir cambios en la longitud de 0,000 1 pulgadas (0,002 5 mm) con una precisin de 0,000 1 pulgadas en cualquier rango de 0,001 pulgadas (0,025 mm). El mtodo preferido para medir la longitud debe ser ente los centros cnicos maquinados en el centro del perno, con centros que coincidan en las superficies fijas de medicin. La cabeza o el cuerpo del perno se deben marcar para poder colocarlo en la misma posicin para todas las mediciones. El perno se ensambla en el equipo de ensayo como 29
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
se indica en el literal A.3.2.1.4 y se aplica la carga de prueba especificada. Al quitar esta carga, la longitud del perno se vuelve a medir y no debe mostrar elongacin permanente. Se permite una tolerancia de 0,000 5 pulgadas (0,012 7 mm) entre la medicin hecha antes de cargar y la que se hace despus. Las variables como rectitud y alineacin de las roscas (ms el error en la medicin) pueden causar elongacin aparente de los elementos de fijacin cuando se aplica inicialmente la carga de prueba. En tales casos, el elemento se reensaya con una carga 3 % ms grande y se considera satisfactorio si la longitud despus de esta carga es la misma que antes de cargarlo (dentro de la tolerancia de 0,000 5 pulgadas para el error en la medicin).
A.3.2.1.3 Tiempo de la carga de prueba. La carga de prueba se debe mantener por un periodo de 10 s antes de liberarla, cuando se emplea el Mtodo 1.
a)
Mtodo 2, resistencia a la fluencia - El tornillo se ensambla en el equipo de ensayo como se indica en el literal A.3.2.1.4. Al aplicar la carga, la elongacin total del perno o cualquier parte de l, que incluye las 6 roscas expuestas, se debe medir y registrar para producir un diagrama de esfuerzo - deformacin o por carga. La carga o el esfuerzo en una desviacin igual a 0,2 % de la longitud del perno ocupada por 6 roscas completas se determina por el mtodo descrito en el numeral 13.2.1 de esta norma. Esta carga o esfuerzo no debe ser menor que lo indicado en la especificacin del producto.
A.3.2.1.4 Ensayo de tensin axial de pernos de tamao completo. Los pernos se ensayan en un soporte con la carga aplicada de manera axial entre la cabeza y una tuerca o accesorio adecuado (vase la Figura 31) suficientemente roscados para desarrollar la resistencia total del perno. La tuerca o accesorio se ensamblan en el perno dejando 6 roscas completas sin enroscar entre las mordazas, excepto para pernos estructurales hexagonales pesados, en los que se dejan libres cuatro roscas completas. Para cumplir los requisitos de estos ensayos debe haber una falla de traccin en el cuerpo o seccin roscada, sin falla en la unin del cuerpo con la cabeza. Si es necesario que la resistencia a la traccin de los pernos se registre como valores psi, el rea de esfuerzo se calcula con base en los dimetros promedio de la base y el paso de las roscas externas clase 3, de la siguiente manera: [0, 785 4 [D-(0,974 3 n)] 2
As = Donde: As D n = = =
rea de esfuerzo, pulgadas cuadradas dimetro nominal, pulgadas nmero de roscas por pulgada
A.3.2.1.5 Ensayo de tensin de pernos de tamao completo con cua. El propsito de este ensayo es obtener la resistencia a la traccin y demostrar la "calidad de la cabeza" y la ductilidad de los pernos con cabeza normalizada, sometindolos a una carga excntrica. La carga ltima sobe los pernos se determina como se indica en el literal A.3.2.1.4, excepto que se coloca una cua de 10 bajo el mismo perno previamente ensayado para la carga de prueba 30
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
(vase el literal A.3.2.1.1). La cabeza del perno se coloca de forma que ninguna esquina del hexgono o cuadrado soporte una carga de contacto, es decir, una parte plana de la cabeza debe estar alineada con la direccin del espesor uniforme de la cua (vase la Figura 32). La cua debe tener un ngulo incluido de 10 entre sus caras y un espesor igual a la mitad del dimetro nominal del perno; sus bordes, parte superior e inferior, deben ser redondeados a los siguientes radios:
Tamao nominal del perno, pulgadas a 9/16 a 7/8 a 1 1 1/8 a 1 1 3/8 a 1 1/2
Espacio en el orificio pulgadas (mm) 0,030 (0,76) 0,050 (1,3) 0,063 (1,5) 0,063 (1,5) 0,094 (2,4)
Radio en las esquinas del orificio, pulgadas (mm) 0,030 (0,7) 0,060 (1,5) 0,060 (1,5) 0,125 (3,2) 0,125 (3,2)
A.3.2.1.6 Ensayo de cua en pernos tratados trmicamente y roscados hasta la cabeza. Para pernos tratados trmicamente con una resistencia a la traccin de ms de 100 000 psi (690 MPa), y roscados en 1 dimetro y ms cerca de la parte inferior de la cabeza, el ngulo de la cua debe ser de 6 para tamaos de 1/4 de pulgada a 3/4 de pulgada (6,35 mm a 19,0 mm) y 4 para tamaos mayores de 3/4 de pulgada. A.3.2.1.7 Ensayo de traccin en pernos maquinados a probetas redondas:
a)
Los pernos con un dimetro menor que 1 1/2 pulgadas (38 mm), que requieran ensayos maquinados deben utilizar una probeta normalizada redonda de 1/2 pulgada (13 mm) de dimetro y 2 pulgadas de longitud calibrada (vase la Figura 5). Sin embargo, los pernos de seccin transversal pequea que no permitan esta probeta, deben emplear una de tamao inferior al normalizado, proporcional a ste (vase la Figura 5) y la probeta debe tener una seccin reducida lo ms ancha posible. En todos los casos, el eje longitudinal de la probeta debe ser concntrico con el eje del perno: la cabeza y la seccin roscada del perno se pueden dejar intactos, como en las Figuras 33 y 34, o se forman para que ajusten con las mordazas de la mquina de ensayo, para que la carga se aplique axialmente. La longitud calibrada para medir la elongacin debe ser cuatro veces el dimetro de la probeta. Para pernos con un dmelo de 1 1/2 pulgada en adelante, se debe obtener una probeta de longitud calibrada normalizada de 2 pulgadas, con su eje entre el centro y la superficie exterior del cuerpo del perno, como se ilustra en la Figura 35. Las probetas maquinadas se deben someter a ensayo de tensin para determinar las propiedades prescritas por la especificacin del producto. Los mtodos de ensayo y determinacin de las propiedades deben ser conforme con la seccin 13 de esta norma.
b)
c)
A.3.3 Velocidad de ensayo A.3.3.1 La velocidad de ensayo debe ser la indicada en las especificaciones individuales del producto. 31
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A.3.4 Ensayos de dureza para elementos de fijacin roscados externamente A.3.4.1 Cuando est especificado, los elementos de fijacin roscados externamente se deben someter a ensayo de dureza. Los elementos de fijacin con cabezas hexagonales o cuadradas se someten a ensayos Rockwell o Brinell en el lado o parte superior de la cabeza. Los que tienen otro tipo de cabeza y los que no tienen cabeza, se someten a los mismos ensayos en un extremo. Debido a la posible distorsin de la carga Brinell se debe tener cuidado de que el ensayo cumpla los requisitos indicados en la seccin 16 de esta norma. Cuando no es prctico el ensayo Brinell, se sustituye por el Rockwell. El procedimiento para dicho ensayo debe cumplir los requisitos de la seccin 18 de esta norma. A.3.4.2 En los casos en que haya desacuerdo entre el comprador y el vendedor sobre si los elementos de fijacin se ajustan o sobrepasan los lmites de dureza de la especificacin del producto, para propsitos de arbitramento, la dureza se puede tomar en dos secciones transversales mediante un elemento de fijacin representativo tomado al azar. Las lecturas de dureza se toman en los sitios indicados en la Figura 36. Todos los valores de dureza deben cumplir los lmites de la especificacin para que los elementos de fijacin que se presentan se consideren conformes. Esta disposicin para arbitramento de un desacuerdo no se debe usar para aceptar elementos claramente rechazables. A.3.5 Ensayos en tuercas A.3.5.1 Carga de prueba. Se ensambla una tuerca de muestra en un mandril roscado endurecido o en un perno que cumpla los requisitos especificados. Se aplica una carga axial con el mandril o perno e igual a la carga de prueba especificada de la tuerca. La tuerca debe resistir esta carga sin romperse o desplazarse. Si las roscas del mandril se daan durante el ensayo, se descarga el ensayo individual. El mandril debe estar roscado con una tolerancia American National Standard clase 3, excepto que el dimetro mayor debe ser el dimetro mnimo mayor con una tolerancia de + 0,002 pulgadas (0,051 mm). A.3.5.2 Ensayo de dureza. La dureza Rockwell de las tuercas se determina en la parte superior o inferior de stas. La dureza Brinell se determina en el lado de la tuerca. Se puede usar cualquier mtodo a eleccin del fabricante, tomando en cuenta el tamao y grado de las tuercas que se ensayan. Cuando el ensayo normal de dureza Brinell resulta en deformacin de la tuerca, se debe usar una carga menor u otro ensayo. A.3.6 Barras tratadas trmicamente o forjadas en fro para uso en la fabricacin de pernos u otros materiales para atornillar A.3.6.1 Cuando las barras, tal como se reciben del fabricante se han procesado y se ha demostrado que renen ciertas propiedades especificadas, no es necesario ensayar el producto terminado si estas propiedades no han cambiado por el proceso de fabricacin empleado para el producto terminado. A.4 PRODUCTOS DE ALAMBRE REDONDO
A.4.1 Objeto A.4.1.1 Este Anexo cubre los aparatos, probetas y mtodos de ensayo particulares para productos de alambre de acero que no estn cubiertos en la seccin general de esta norma.
32
NORMA TCNICA COLOMBIANA
A.4.2 Aparatos
NTC 3353 (Primera actualizacin)
A.4.2.1 Dispositivos de fijacin. Se deben usar mordazas de tipo cua o empaque (snubbing) como ilustran las Figuras 37 y 38 (vase la nota 18). Con todas se debe tener cuidado de que el eje de la probeta est aproximadamente en el centro de la cabeza de la mquina de ensayo (vase la nota 19). Cuando se usan las de tipo cua, los revestimientos detrs de las mordazas deben tener el espesor apropiado.
Notas: 18) Las mquinas de ensayo usualmente estn equipadas con mordazas de cua, las cuales, independientemente del tipo de mquina de ensayo, se pueden llamar "de tipo corriente" o de cua. El uso de un pao abrasivo fino (tamao de partcula 180 240) en las mordazas "corrientes", con el abrasivo en contacto con la probeta de alambre, puede ser til para reducir el deslizamiento de la probeta y el rompimiento de los bordes de la mordaza bajo cargas de traccin de hasta 1 000 libras aproximadamente. Para ensayos de probetas de alambre que se puedan cortar en los bordes con las cuas de las mordazas "corrientes", los dispositivos de fijacin tipo empaque ("snubbing") han demostrado ser satisfactorios. Para ensayar alambres redondos, es opcional el uso de un apoyo cilndrico en la cua. 19) Cualquier defecto en una mquina de ensayo que pueda causar aplicacin no axial de la carga se debe corregir.
A.4.2.2 Micrmetro con punta. Despus de romper la probeta en la mquina de ensayo. Se debe usar un micrmetro con usillo adecuado y una superficie fija de contacto adecuados para leer las dimensiones de la probeta en los extremos fracturados con aproximacin a 0,001 pulgadas (0,025 mm). A.4.3 Probetas A.4.3.1 Se deben emplear probetas que tengan el rea de la seccin transversal completa del alambre que representan. La longitud normalizada de las probetas debe ser 6 pulgadas (254 mm). Sin embargo, si no se requiere la determinacin de los valores de elongacin, se permite cualquier longitud conveniente. La longitud total de las probetas debe ser al menos igual a la longitud calibrada ms dos veces la longitud del alambre requerida para el uso completo de la mordaza empleada. Por ejemplo, dependiendo del tipo de mquina y mordaza que se usen la longitud total mnima de la probeta puede variar de 14 pulgadas a 24 pulgadas (360 mm a 610 mm) para una probeta de 10 pulgadas de longitud normalizada. A.4.3.2 Cualquier probeta que se rompa en las mordazas, se debe desechar y ensayar una nueva. A.4.4 Elongacin
A.4.4.1 Al determinar la elongacin permanente, los extremos de la probeta fracturada se unen cuidadosamente y se mide la distancia entre las marcas de calibracin con aproximacin a 0,01 pulgadas (0,25 mm), con un dispositivo adecuado. La elongacin es el aumento en la longitud de la longitud calibrada, expresada como un porcentaje de la longitud calibrada original. Al registrar los valores de elongacin, se deben dar tanto el porcentaje de aumento como la longitud calibrada original. A.4.4.2 Al determinar la elongacin total (extensin elstica ms plstica), se pueden emplear mtodos autogrficos o extensmetro.
33
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A.4.4.3 Si la fractura ocurre fuera del tercio del medio de la longitud calibrada, el valor de elongacin que se obtiene puede no ser representativo del material. A.4.5 REDUCCION DE REA A.4.5.1 Los extremos de la probeta fracturada se unen cuidadosamente y se miden las dimensiones de la seccin transversal ms pequea con aproximacin a 0,001 pulgadas (0,025 mm) con un micrmetro de punta. La diferencia entre el rea encontrada y el rea de la seccin transversal original, expresada como un porcentaje del rea original, es la reduccin de rea. A.4.5.2 No se recomienda el ensayo de reduccin de rea para alambres con un dimetro menor que 0,092 pulgadas (2,34 mm) debido a las dificultades en medir la seccin reducida transversal. A.4.6 Ensayo de dureza Rockwell A.4.6.1 Con excepcin del alambre tratado trmicamente con un dimetro de 0,100 pulgadas (0,54 mm) en adelante, el ensayo de dureza Rockwell no se recomienda para alambre redondo. En los alambres tratados trmicamente, la probeta se lmina en dos lados paralelos por prensado. Para alambres redondos el ensayo de resistencia a la traccin se prefiere al de dureza Rockwell. A.4.7 Ensayo de enrollamiento A.4.7.1 Se usa como medio para ensayar la ductilidad de ciertas clases de alambre. A.4.7.2 El ensayo consiste en devanar apretadamente un alambre en una hlice con espacios cerrados contra un mandril de dimetro especificado, por un nmero requerido de vueltas. (A menos que se especifique otra cosa este nmero es 5). Se puede envolver a mano o con mquina. La velocidad de devanado no debe exceder de 15 vueltas por min. El dimetro del mandril debe determinarse en las especificaciones del producto. A.4.7.3 Se considera que el alambre ensayado ha fallado si se fractura o si desarrolla grietas longitudinales o transversales que se puedan ver a simple vista despus de la primera vuelta. El alambre que falla en la primera vuelta se reensaya, ya que las fracturas pueden deberse a doblar el alambre a un radio menor que el especificado cuando empieza el ensayo. A.4.8 Ensayo de arrollamiento Se usa para determinar si hay presencia de imperfecciones que puedan causar agrietamiento o particin durante el devanado y extensin del resorte. Una bobina de longitud especificada se enrolla sobre un eje de dimetro especificado. La bobina as conformada se estira hasta un aumento permanente en la longitud y se examina la uniformidad del paso sin particiones o fracturas. El dimetro requerido del eje, la longitud de la bobina enrollada y el aumento permanente en la longitud de la bobina extendida pueden variar con el dimetro, propiedades y tipo de alambre.
34
NORMA TCNICA COLOMBIANA
A.5
NTC 3353 (Primera actualizacin)
NOTAS SOBRE LA IMPORTANCIA DEL ENSAYO DE IMPACTO EN BARRAS CON ENTALLA
A.5.1 Comportamiento de la entalla A.5.1.1 Los ensayos tipo Charpy e lzod muestran el comportamiento de la entalla (fragilidad contra ductilidad), aplicando una sola sobrecarga de esfuerzo. Los valores de energa determinados son comparaciones cuantitativas en una probeta seleccionada, pero no se pueden convertir a valores de energa que sirvan para clculos de diseo. La conducta de la entalla indicada en un ensayo individual se aplica slo al tamao de la probeta, la geometra de la entalla y las condiciones de ensayo involucradas y no se puede generalizar a otros tamaos de probetas y condiciones de ensayo. A.5.1.2 La conducta de la entalla de los metales y aleaciones cbicas de cara centrada, un gran nmero de materiales no ferrosos y los aceros austenticos se puede juzgar por sus propiedades de traccin. Si son frgiles bajo tensin lo sern cuando se entallen, y si son dctiles bajo tensin lo sern cuando se entallen, excepto para entallas inusualmente agudas o profundas (mucho ms severas que las normales para ensayo Charpy e lzod). Ni las bajas temperaturas alteran esta caracterstica de los materiales. En contraste, la conducta de los aceros ferrticos en condiciones de entalla no se puede predecir por sus propiedades reveladas en el ensayo de tensin. Para el estudio de estos materiales son muy tiles los ensayos Charpy e lzod. Algunos metales que presentan ductilidad normal en el ensayo de tensin se pueden volver frgiles cuando se ensayan o se usan en condicin de entalla. Las condiciones de entalla incluyen restricciones a la deformacin en direcciones perpendicular al mayor esfuerzo o esfuerzos multiaxiales y concentracin de esfuerzo. En este campo, los ensayos Charpy e lzod son tiles para determinar la susceptibilidad de un acero a la conducta de frgilizacin por entalla, aunque no se pueden usar directamente para evaluar el servicio que prestar una estructura. A.5.1.3 La mquina de ensayo debe ser suficientemente rgida o los ensayos en materiales de alta resistencia y baja energa resultarn en prdidas excesivas de energa elstica, hacia arriba del cuerpo del pndulo o hacia abajo por la base de la mquina. Si los soportes de la superficie fija de contacto, el borde de choque del pndulo o los pernos de la base de la mquina no se aseguran firmemente, los ensayos en materiales dctiles en el rango de 80 ft lbf (108 J) pueden indicar valores superiores a 90 ft 100 ft. lbf (122 J 136 J). A.5.2 Efecto de la entalla A.5.2.1 La entalla crea una combinacin de esfuerzos muitiaxiales asociados con restricciones a la deformacin en direccin perpendicular al mayor esfuerzo y una concentracin de esfuerzo en la base de la entalla. Generalmente, no se recomienda una condicin de entalla demasiado severa, que se convierte en una real preocupacin en casos en que inicia una falla imprevista y completa del tipo frgil. Algunos metales se pueden deformar de manera dctil aun a las bajas temperaturas del aire lquido, mientras otros se agrietan. Esta diferencia en la conducta se puede entender considerando la resistencia de cohesin de un material (o la propiedad que lo mantiene unido) y su relacin con el punto de fluencia. En casos de fractura frgil, la resistencia de cohesin se excede antes de que ocurra una deformacin plstica significativa y la fractura aparezca laminar. En casos de tipo de falla dctil o por corte, una deformacin considerable precede la fractura final y la superficie rota aparece fibrosa en lugar de laminar. En casos intermedios, la fractura aparece despus de una cantidad moderada de deformacin y su apariencia es en parte laminar y en parte fibrosa.
35
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A.5.2.2 Cuando se carga una barra con entalla, hay un esfuerzo normal en la base de la entalla que tiende a iniciar la fractura. La propiedad que evita la hendidura o mantiene la barra unida, es la "resistencia de cohesin". La barra se fractura cuando el esfuerzo normal excede la resistencia de cohesin. Cuando esto ocurre sin que la barra se deforme, sta es la condicin para la fractura frgil. A.5.2.3 En los ensayos, no en servicio por los efectos colaterales, ocurre ms a menudo que la deformacin plstica preceda a la fractura. Adems del esfuerzo normas la carga aplicada tambin crea ms esfuerzo cortante, que es de 45 respecto al esfuerzo normal. La conducta elstica termina tan pronto el esfuerzo cortante excede la resistencia al esfuerzo cortante del material y la deformacin o fluencia plstica se inicia. sta es la condicin para la falla dctil. A.5.2.4 Este comportamiento, quebradizo o dctil, depende de si el esfuerzo normal excede la resistencia de cohesin antes que el esfuerzo cortante exceda la resistencia al corte. Varios hechos importantes en la conducta de entalla siguen despus de esto. Si la entalla se hace ms aguda o ms drstica, el esfuerzo normal en la base de la entalla aumenta en relacin con el esfuerzo cortante y la barra estar ms propensa a la fractura frgil (vase la Tabla A.5.1). Tambin, como la velocidad de la deformacin aumenta, la resistencia al corte se incrementa, junto con la posibilidad de una fractura frgil. Por otra parte, elevando la temperatura, dejando la entalla y la velocidad de deformacin iguales, la resistencia al esfuerzo cortante se reduce y se promueve la conducta dctil, lo que lleva a la falla por esfuerzo cortante. A.5.2.5 Las variaciones en las dimensiones de la entalla afectan seriamente los resultados de los ensayos. Los ensayos en probetas descritas en la norma ASTM E 4340 han mostrado el efecto de las variaciones dimensionales en los resultados de los ensayos Charpy (vase la Tabla A.5.1). A.5.3 Efecto del tamao A.5.3.1 Al aumentar el ancho o la profundidad de la probeta, hay una tendencia al aumento del volumen del metal sometido a distorsin y por este factor tiende a aumentar la absorcin de energa cuando se rompe la probeta. Sin embargo, cualquier aumento en el tamao, particularmente en el ancho, tambin tiende a aumentar el grado de restriccin y, al inducir la fractura frgil, puede disminuir la cantidad de energa absorbida. Cuando una probeta de tamao normal est al borde de la fractura frgil, esto es particularmente cierto y una probeta de doble ancho puede requerir menos energa para la ruptura que una de ancho normal. A.5.3.2 En estudios de tal efecto en que el tamao del material excluye el uso de la probeta normalizada, como por ejemplo cuando el material es una placa de 1/4 de pulgada, se deben usar probetas de tamao inferior al normal. Estas probetas (vase la Figura 6 de la norma ASTM E 23) se basan en la probeta tipo A de la Figura 4 de dicha norma. A.5.3.3 La correlacin general entre los valores de energa que se obtienen con probetas de diferente tamao o forma no es factible, pero se pueden establecer correlaciones limitadas para propsitos de especificacin con base en estudios especiales de materiales y probetas particulares. Por otra parte, en un estudio del efecto relativo de las variaciones en los procesos, la evaluacin por el uso de alguna probeta seleccionada arbitrariamente con una entalla escogida, en la mayora de los casos coloca estos mtodos en el orden apropiado. A.5.4 Efectos de las condiciones de ensayo A.5.4.1 Las condiciones de ensayo afectan tambin la conducta de la entalla. Tan notable es el efecto de la temperatura en la conducta del acero cuando se entalla, que las comparaciones se hacen frecuentemente examinando fracturas en probetas y graficando los valores de energa y 36
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
la apariencia de la fractura contra la temperatura de los ensayos de barras entalladas bajo una serie de temperaturas. Cuando la temperatura de ensayo se ha mantenido lo bastante baja para iniciar la hendidura, puede haber un descenso extremadamente agudo en el valor del impacto o puede haber un descenso relativamente gradual hacia temperaturas ms bajas. Esta cada en el valor de energa empieza cuando una probeta comienza a presentar apariencia cristalina en la fractura. La temperatura de transicin a la cual ocurre el efecto de fragilizacin vara considerablemente con el tamao de la parte o probeta y con la geometra de la entalla. A.5.4.2 Algunas de las muchas definiciones de temperatura de transicin que se usan comnmente son: (1) la temperatura ms baja a la cual la probeta presenta una fractura 100 % fibrosa; (2) la temperatura cuando la fractura presenta una apariencia 50 % laminar y 50 % fibrosa; (3) la temperatura correspondiente al valor de energa de 50 % de la diferencia entre los valores obtenidos con una fractura 100 % fibrosa y 0 % fibrosa; (4) la temperatura correspondiente a un valor especfico de energa. A.5.4.3 Un problema peculiar para los ensayos Charpy ocurre cuando se ensayan probetas de alta resistencia y baja energa a baja temperatura. Estas probetas pueden no quedar en la mquina en la direccin de oscilacin del pndulo sino en una direccin lateral. Para garantizar que las mitades rotas de las probetas no rebotan contra algn componente de la mquina y realicen contacto con el pndulo antes de que complete su oscilacin, pueden ser necesario realizar modificaciones en mquinas de modelos antiguos. Estas modificaciones difieren con el diseo de la mquina. El problema bsico es que se deben tomar disposiciones para evitar el rebote de las probetas fracturadas contra cualquier parte del pndulo oscilante. Cuando el diseo lo permita, las probetas rotas se pueden deformar por los lados de la mquina y en otros diseos puede ser necesario contenerlas dentro de ciertas reas hasta que el pndulo pase por las superficies fijas de contacto. Algunas probetas de acero de alta resistencia y baja energa dejan la mquina de impacto a velocidades superiores a 50 ft/s (15,3 m/s), aunque hayan sido golpeadas por un pndulo que viaja a velocidades de aproximadamente 17 ft/s (5,2 m/s). Si la fuerza que ejercen las probetas rotas sobre el pndulo es suficiente, el pndulo disminuye su velocidad y se pueden registrar valores errneamente altos de energa. Este problema es la causa de muchas inconsistencias en los resultados de ensayos Charpy registrados por varios investigadores dentro del rango de 10 ft. lbf a 25 ft. lbf (14 J a 34 J). En la seccin sobre Aparatos (prrafo sobre espacio de la probeta) de la norma ASTM E 23 se discuten los dos diseos bsicos de mquinas y una modificacin que se encontr satisfactoria para minimizar las seales errneas. A.5.5 Velocidad de deformacin La velocidad de la deformacin es igualmente una variable que afecta la conducta de entalla del acero. El ensayo de impacto muestra valores de energa ms altos que el ensayo esttico a una temperatura inferior a la de transicin aunque en algunos casos el primero est por debajo de dicha temperatura. A.5.6 Correlacin con el servicio Aunque los ensayos Charpy e lzod no pueden predecir directamente la conducta dctil o frgil del acero que se usa en grandes cantidades o como componente de estructuras grandes, estos ensayos se pueden usar para aceptacin de identidad para diferentes lotes del mismo acero o para elegir entre diferentes aceros cuando se ha establecido la correlacin con una conducta confiable en servicio. Puede ser necesario hacer ensayos a temperaturas distintas de la ambiente. La temperatura de transicin o en servicio de probetas normalizadas no da las temperaturas de transicin deseadas para ensayos Charpy o lzod porque el tamao y 37
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
geometra de la entalla pueden ser muy diferentes. Los anlisis qumicos, los ensayos de tensin y dureza pueden no indicar la influencia de algunos de los factores de procesamiento importantes que afectan la susceptibilidad a la fractura frgil, ni incluir el efecto de las bajas temperaturas en inducir la conducta frgil. A.6 PROCEDIMIENTO PARA CONVERTIR EL PORCENTAJE DE ELONGACIN DE UNA PROBETA REDONDA PARA ENSAYO DE TENSIN AL PORCENTAJE EQUIVALENTE DE ELONGACIN DE UNA PROBETA PLANA
A.6.1 Objeto A.6.1.1 Este mtodo especifica un procedimiento para convertir el porcentaje de elongacin despus de la fractura obtenido en una probeta normal de 0,500 pulgadas (12,7 mm) de dimetro por 2 pulgadas (51 mm) de longitud calibrada, al porcentaje de elongacin en una probeta plana de 1/2 pulgada por 2 pulgadas y 1 1/2 pulgadas por 8 pulgadas (31,8 mm x 203 mm). A.6.2 Ecuacin bsica A.6.2.1 Los datos de conversin en este mtodo se basan en la ecuacin de Bertella (Bertella, C.A. Giornale del Genio Civile, Vol. 60, 1922, p.343) utilizada por Oliver (Oliver D.A. Procedures of the lnstitution of Mechanical Engineers, 1928 p.827) y otros. La relacin ente las elongaciones en la probeta normal de 0,500 pulgadas de dimetro y otras se puede calcular de la siguiente forma: e = eo [4,47 (A)/L]a Donde: eo e = porcentaje de elongacin despus de la fractura en una probeta normal de 2 pulgadas de longitud calibrada y 0,500 pulgadas de dimetro porcentaje de elongacin despus de la fractura en una probeta normal con una longitud calibrada L y un rea de seccin transversal A caracterstica constante del material de ensayo
A.6.3 Aplicacin A.6.3.1 Al aplicar la ecuacin anterior la constante a es caracterstica del material de ensayo. El valor a = 0,4 ha dado conversiones satisfactorias para aceros al carbono, carbonomanganeso, molibdeno y cromo-molibdeno dentro del rango de resistencia a la traccin de 40 000 psi a 85 000 psi (275 MPa a 585 MPa) y en la condicin laminada en caliente, laminada en caliente y normalizada, o recocida, con o sin templado. Se debe anotar que se excluyen los estados reducido en fro, y templado y revenido. Para aceros inoxidables austensticos recocidos, se ha encontrado que el valor de a = 0,127 da conversiones satisfactorias. A.6.3.2 La Tabla A.6.1 se ha calculado tomando a = 0,4 con la probeta normal de 0,500 pulgadas (12,7 mm) de dimetro por 2 pulgadas (51 mm) de longitud calibrada. En el caso de las probetas de menor tamao, 0,350 pulgadas (8,89 mm) de dimetro por 1,4 pulgadas (35,6 mm) de longitud calibrada y las de 0,250 pulgadas (6,35 mm) de dimetro por 1 pulgada (2,54 mm) de longitud calibrada, el factor en la ecuacin es 4,51 en lugar de 4, 47. El pequeo error introducido al usar la Tabla A.6.1 para las probetas de menor tamao se puede ignorar. La Tabla A.6.2 para 38
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
aceros austensticos se ha calculado tomando a = 0,127 con la probeta normal de 0,500 pulgadas (12,7 mm) de dimetro por 2 pulgadas (51 mm) de longitud calibrada como probeta de referencia. A.6.3.3 La elongacin dada para una probeta de 0,500 pulgadas (12,7 mm) de dimetro por 2 pulgadas (51 mm) de longitud calibrada se puede convertir a la elongacin para probetas redondas de 1/2 pulgada por 2 pulgadas, o de 1 1/2 pulgadas por 8 pulgadas (38,1 mm x 203 mm), multiplicando por el factor indicado en las Tablas A.6.1 y A.6.2. A.6.3.4 Estas conversiones de elongacin no se deben usar cuando la proporcin ancho a espesor de la probeta es superior a 20, como en las lminas con menos de 0,025 pulgadas (0,635 mm) de espesor. A.6.3.5 Aunque las conversiones se consideran confiables dentro de las limitaciones establecidas y generalmente se pueden usar en las especificaciones escritas cuando se quieren mostrar requisitos de elongacin equivalentes para las diferentes probetas normales ASTM cubiertas por esta norma, se deben tomar en consideracin los efectos metalrgicos dependientes del espesor del material procesado. A.7 MTODO DE ENSAYO DE CABLES DE HILOS MLTIPLES PARA CONCRETO PRETENSADO
A.7.1 Objeto Este mtodo indica los procedimientos para el ensayo de tensin de cables de mltiples hilos para concretos previamente sometidos a esfuerzo. El objeto del mtodo es la evaluacin de las propiedades del cable prescritas en las especificaciones para "cables de acero pretensados". A.7.2 Precauciones generales A.7.2.1 Puede ocurrir una falla prematura de las probetas si hay demasiada entalla o esfuerzo cortante, o doblamiento de la probeta por las mordazas de la mquina de ensayo. A.7.2.2 Pueden presentarse errores en el ensayo si los siete hilos que constituyen el cable no se cargan uniformemente. A.7.2.3 Las propiedades mecnicas del cable se pueden ver afectadas materialmente por calentamiento excesivo durante la preparacin de la probeta. A.7.2.4 Estas dificultades se pueden minimizar siguiendo los mtodos sugeridos de fijacin que se describen en el literal A.7.4. A.7.3 Dispositivos de fijacin A.7.3.1 Las propiedades mecnicas reales del cable se determinan mediante un ensayo en el que ocurre fractura de la probeta en el espacio libre entre las mordazas de la mquina de ensayo. Por tanto, se recomienda establecer un procedimiento de ensayo con aparatos adecuados que produzcan estos resultados consistentemente. Debido a las caractersticas fsicas inherentes de cada mquina, no es prctico recomendar un procedimiento de fijacin universal adecuado para todas las mquinas de ensayo. Entonces, es necesario determinar cules de los mtodos de fijacin descritos en los literales A.7.3.2 a A.7.3.8 es el mejor para el equipo disponible. 39
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A.7.3.2 Mordazas normales en "V" con dientes aserrados (vase la Nota 20) A.7.3.3 Mordazas normales en "V" con dientes aserrados, con material de amortiguacin: en ese mtodo, parte del material se coloca entre las mordazas y la probeta para minimizar el efecto de la entalla de los dientes. Entre los materiales que se han usado estn las lminas de plomo, de aluminio, la tela de carborundo, calzas de metal blando, etc. El tipo y espesor del material requerido depende de la forma, condicin y grosor de los dientes. A.7.3.4 Mordazas normales en "V" con preparacin especial de las partes aseguradas de la probeta: uno de los mtodos es el estaado, en el que se limpian las porciones entre las mordazas, se lavan y se recubren con baos mltiples en una aleacin de estao que se mantiene justo por encima del punto de fusin. Otro mtodo de preparacin es encerrar las partes ente las mordazas, en tubos de metal o conductos flexibles, con resina epxica como agente para ligar. La porcin encerrada debe tener aproximadamente dos veces la longitud de una capa del cable. A.7.3.5 Mordazas especiales con ranuras parejas, semicilndricas (vase la nota 21): las ranuras y las partes aseguradas de la probeta se recubren con una suspensin acuosa abrasiva como el xido de aluminio grado 3-F y un medio de transporte como el agua o glicerina. A.7.3.6 Casquillos normales del tipo usado para cuerdas de alambre: las porciones aseguradas por las mordazas de la probeta se anclan en los casquillos con cinc. Se deben seguir los procedimientos especiales para ello, que se emplean en la industria de cuerdas de alambre. A.7.3.7 Empalmes de extremo cerrado: estos dispositivos estn disponibles en tamaos diseados para concordar con cada tamao de cable por ensayar. A.7.3.8 Dispositivos de torneado: el uso de estos dispositivos del tipo que generalmente se emplea para aplicar tensin a cables en fundiciones no se recomienda para propsitos de ensayo.
Notas: 20) El nmero de dientes debe ser aproximadamente 15 a 30 por pulgada y la longitud de fijacin mnima de aproximadamente 4 pulgadas (102 mm). El radio de curvatura de las ranuras es aproximadamente el mismo que el radio del cable en ensayo y se ubica 1/32 de pulgada (0,79 mm) arriba de la superficie plana de la mordaza. Esto impide que dos mordazas se cierren demasiado cuando la probeta est colocada en su sitio.
21)
A.7.4 Preparacin de la probeta A.7.4.1 Si las temperaturas del metal fundido que se emplea durante el estaado por bao caliente o anclaje con un material metlico son demasiado altas, ms de 700 F (370 C), la probeta puede verse afectada por el calor con una subsecuente prdida de resistencia y ductilidad. Se deben mantener cuidadosos controles de la temperatura si se emplean tales mtodos de preparacin de la probeta. A.7.5 Procedimiento A.7.5.1 Resistencia a la fluencia. Para determinar la resistencia a la fluencia se usa un extensmetro clase B1 (vase la nota 22) como se describe en la norma ASTM E83. Se aplica 40
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
a la probeta una carga inicial de 10 % de la carga de ruptura mnima esperada, luego se une el extensmetro y se ajusta para obtener una lectura de 0,001 pulgadas por pulgada de longitud calibrada. Despus se aumenta la carga hasta que el extensmetro indica una extensin de 1 %. Se registra la carga para esta extensin como la resistencia a la fluencia. El extensmetro se puede retirar de la probeta despus de determinar la resistencia a la fluencia. A.7.5.2 Elongacin. Para determinar la elongacin se usa un extensmetro clase D (vase la nota 22), como se describe en la norma ASTM E 83, con una longitud calibrada no menor de 24 pulgadas (610 mm) (vase la nota 23). Se aplica a la probeta una carga inicial de 10 % de la carga mnima de ruptura requerida, luego se coloca el extensmetro y se ajusta para una lectura de cero. El extensmetro se puede retirar de la probeta antes de la ruptura despus de que se ha superado la elongacin mnima especificada. No es necesario determinar el valor de elongacin final. A.7.5.3 Resistencia a la ruptura. Se determina la carga mxima a la cual se fracturan uno o ms hilos del cable. Se registra esta carga como la resistencia a la ruptura del cable.
Notas: 21) El extensmetro de resistencia a la fluencia y el de elongacin pueden ser uno solo o dos diferentes. Se recomienda que sean dos ya que el de resistencia a la fluencia, ms sensible, que se podra daar cuando el cable se rompe, se puede retirar despus de determinar la resistencia a la fluencia. El de elongacin se puede fabricar con partes menos sensibles o de tal forma que se dae poco si ocurre una fractura mientras est asegurado a la probeta.
22)
Las probetas que se rompen fuera del extensmetro o en las mordazas y, sin embargo, cumplen los valores mnimos especificados se consideran conformes con los requisitos sobre propiedades mecnicas de la especificacin del producto, independientemente del procedimiento de fijacin que se haya empleado. Las probetas que se rompen fuera del extensmetro o en las mordazas y no cumplen con los valores mnimos especificados, se someten a reensayo. Las que se rompen entre las mordazas y el extensmetro y no cumplen los valores mnimos especificados se someten a reensayo segn determine la especificacin aplicable.
A.8
APROXIMACIN DE LOS DATOS DE ENSAYO
A.8.1 Aproximacin A.8.1.1 Los valores calculados u observados se aproximan de acuerdo con la especificacin aplicable del producto. Si sta no existe se emplea el mtodo indicado en la norma ASTM E 29. A.8.1.1.1 Los valores se aproximan por lo alto o lo bajo, segn indican las reglas de la norma ASTM E 29. A.8.1.1.2 En el caso especial de la aproximacin del nmero "5" cuando ningn nmero adicional distinto de "0" sigue al 5, la aproximacin se hace en la direccin de los lmites que da la especificacin, si lo que indica la norma ASTM E 29 causa rechazo del material. A.8.1.2 En la Tabla A.8.1 se dan los niveles recomendados para aproximar valores obtenidos en los datos de ensayo. El propsito de estos valores es dar uniformidad a los informes y datos de almacenamiento y se deben emplear en todos los casos, excepto cuando hay conflicto con requisitos especficos de un producto.
41
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
Nota 24. Para minimizar los errores acumulativos, siempre que sea posible los valores se deben aproximar a una cifra ms all del valor final (aproximado) durante los clculos (como los de esfuerzo proveniente de la carga y mediciones de rea) en los que la ltima operacin ha sido la aproximacin. La exactitud puede ser menor que la implicada por el nmero de cifras significativas.
A.9
MTODOS PARA ENSAYAR BARRAS DE ACERO PARA REFUERZO
A.9.1 Objeto Esta parte del Anexo cubre definiciones y mtodos de ensayo para las barras de acero para refuerzo que se usan en refuerzos de concreto y que no estn cubiertas en el contenido general de esta norma. A.9.2 Probetas Las probetas deben ser la seccin completa de la barra en su condicin laminada. A.9.3 Ensayo de tensin A.9.3.1 La resistencia a la fluencia o punto de fluencia se determina mediante uno de los siguientes mtodos: A.9.3.1.1 Extensin bajo carga con un diagrama autogrfico o un extensmetro como se describe en los numerales 13.1.2 y 13.1.3. A.9.3.1.2 Por la cada del brazo o la detencin del calibrador de la mquina de ensayo, como se describe en el numeral 13.1.1, cuando el acero se ensaya como un tipo de punto de fluencia de "codo agudo" o "bien definido". A.9.3.2 Las determinaciones de esfuerzo de la unidad para la resistencia a la fluencia o a la traccin en probetas de tamao completo se debe basar en el rea nominal de la barra. A.9.4 Ensayo de doblamiento A.9.4.1 Los ensayos de doblamiento se hacen en probetas de longitud suficiente para garantizar el libre doblamiento y con aparatos que ofrezcan: A.9.4.1.1 Aplicacin continua y uniforme de la fuerza mientras dure la operacin de doblamiento. A.9.4.1.2 Movimiento irrestricto de la probeta en puntos de contacto con el aparato y doblamiento alrededor de un eje libre de girar. A.9.4.1.3 Arrollamiento apretado de la probeta inmediatamente alrededor del eje durante la operacin de doblamiento. A.9.4.2 Se pueden emplear otros mtodos ms severos de ensayo de doblamiento, como colocar una probeta entre dos ejes de libre rotacin y aplicar la fuerza de doblamiento con un eje fijo. A.9.4.3 Cuando se permite el reensayo en la especificacin del producto, se debe aplicar lo siguiente: A.9.4.3.1 Se deben emplear secciones de barras que contengan marcas de identificacin. 42
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A.9.4.3.2 Las barras se colocan de forma que las costillas longitudinales queden en un plano a ngulos rectos con el plano de doblamiento. A.10 PROCEDIMIENTO PARA USO Y CONTROL DE LA SIMULACIN DEL CICLO TRMICO
A.10.1 Propsito Garantizar tratamientos trmicos consistentes y reproducibles de las forjas y las probetas que las representan cuando se usa la prctica de simulacin del ciclo trmico. A.10.2 Objeto A.10.2.1 Generar y documentar las curvas reales de tiempo - temperatura de produccin (CUADROS MAESTROS). A.10.2.2 Controlar la duplicacin del ciclo maestro durante el tratamiento trmico de las forjas (tratamiento trmico dentro de las variables esenciales establecidas en el numeral A.1.2.1.1). A.10.2.3 Preparar cuadros de programacin para la unidad del simulador. A.10.2.4 Monitoreo e inspeccin del ciclo simulado dentro de los lmites establecidos por el Cdigo ASME. A.10.2.5 Documentacin y almacenamiento de todos los controles, inspecciones, cuadros y curvas. A.10.3 Normas que se deben consultar ASME Boiler and Pressure Vessel Code Section III, ltima edicin. ASME Boiler and Pressure Vessel Code Section VIII, Divisin 2, ltima edicin. A.10.4 Terminologa A.10.4.1 Definiciones A.10.4.1.1 Cuadro maestro: registro del tratamiento trmico recibido de una forja esencialmente igual a las forjas de produccin que representa. Es un cuadro de tiempo y temperatura que muestra la salida de las termocuplas incorporadas en la forja en la inmersin y puntos de ensayo especificados. A.10.4.1.2 Cuadro de programa: hoja metalizada que se usa para programar la unidad del simulador. Los datos de tiempo- temperatura del cuadro maestro se transfieren manualmente al cuadro de programa. A.10.4.1.3 Cuadro simulador: registro del tratamiento trmico que ha recibido una probeta en la unidad simuladora. Es un cuadro de tiempo y temperatura y se puede comparar directamente con el cuadro maestro para obtener exactitud de la duplicacin. A.10.4.1.4 Ciclo del simulador. Tratamiento trmico continuo de un conjunto de probetas en la unidad simuladora. El ciclo incluye calentamiento a partir de la temperatura ambiente, mantenimiento bajo una temperatura determinada y enfriamiento. Por ejemplo, una 43
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
austenizacin y revenido simulado de un conjunto de probetas sera un ciclo; el templado de las mismas probetas sera otro ciclo. A.10.5 Procedimiento A.10.5.1 Cuadros maestros de produccin A.10.5.1.1 En cada forja se incorporan termocuplas de las que se obtiene un cuadro maestro. La temperatura se debe monitorear con un registrador con suficiente resolucin para definir claramente todos los aspectos del proceso de calentamiento, mantenimiento y enfriamiento. Todos los cuadros deben estar identificados claramente con la informacin relevante y los datos requeridos para mantener registros permanentes. A.10.5.1.2 Las termocuplas se incorporan separadas por 180 si la especificacin del material exige que los sitios de ensayo estn a 180 de separacin. A.10.5.1.3 Se crea un cuadro maestro (o dos si se requiere segn el literal A.1.5.1.2) para representar forjas esencialmente idnticas (misma forma y tamao). Cualquier cambio en el tamao o la geometra (que exceda las tolerancias del maquinado) de una forja, requiere una nueva curva maestra de enfriamiento. A.10.5.1.4 Si se requiere ms de una curva por forja maestra (separada por 180) y se logra una diferencia en la tasa de enfriamiento, se debe usar la curva ms conservadora como curva maestra. A.10.5.2 Reproducibilidad de los parmetros del tratamiento trmico en las forjas A.10.5.2.1 Toda la informacin relacionada con el templado y revenido de la forja maestra debe quedar en un registro apropiado, similar al que se muestra en la Tabla A.10.1. A.10.5.2.2 Toda la informacin relevante sobre el templado y revenido de la forja se debe registrar adecuadamente, en lo posible en un formato semejante al que se usa en el literal A.10.5.2.3 Los registros del revenido se guardan para referencia futura. El registro de la forja maestra se debe conservar permanentemente. A.10.5.2.3 Se debe almacenar una copia del registro de la forja maestra con el del tratamiento trmico de la produccin. A.10.5.2.4 Las variables esenciales, como estn en el registro del tratamiento trmico, se deben controlar dentro de los parmetros dados sobre la produccin. A.10.5.2.5 La temperatura del medio en que se reviene el acero, antes de revenir cada produccin debe ser igual o ms baja que la temperatura del medio de revenido antes de revenir la forja maestra. A.10.5.2.6 E tiempo que pasa desde que se abre la puerta del horno hasta el revenido de la forja de produccin no debe ser mayor que el tiempo transcurrido para la forja maestra. A.10.5.2.7 Si el anterior parmetro de tiempo se excede, la forja se regresa al horno y se lleva a una temperatura de ecualizacin. A.10.5.2.8 Todas las forjas representadas por la forja maestra se deben revenir con la misma orientacin de la superficie del bao en que se hace el revenido.
44
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A.10.5.2.9 Todas las forjas de produccin se deben revenir en el mismo tanque, con la misma agitacin que la forja maestra. A.10.5.2.10 Uniformidad de los parmetros del tratamiento trmico: (1) La diferencia en la temperatura real del tratamiento trmico entre las forjas de produccin y la forja maestra utilizada para establecer el ciclo del simulador para ellas, no debe superar los 25 F ( 14 C) para el ciclo de revenido. (2) La temperatura de templado de las forjas de produccin no debe ser inferior a la real de la forja maestra. (3) En cada forja de una carga de produccin se debe colocar al menos una termocupla en la superficie de contacto. La temperatura se registra para todas las termocuplas en un Registro de Temperatura y Tiempo, que se conserva como documentacin permanente. A.10.5.3 Simulacin del ciclo trmico A.10.5.3.1 Se deben hacer cuadros de programas con los datos registrados en el cuadro maestro. Todas las probetas deben recibir la misma tasa de calentamiento, la AC1, el mismo tiempo de espera y la misma tasa de enfriamiento que las forjas de produccin. A.10.5.3.2 Para verificar de conveniencia del tratamiento trmico simulado se duplica el ciclo de calentamiento por encima del AC1, una parte del ciclo de espera y la parte de enfriamiento del cuadro maestro, y se establecen los lmites permisibles en temperatura y tiempo, como se especifica en los literales a) a c).
a)
Simulacin del ciclo trmico del tratamiento trmico de la muestra de acero para ensayo, para forjas y barras revenidas y templadas: si estn disponibles los datos de la tasa de enfriamiento para las forjas y barras, y los dispositivos de control de la tasa de enfriamiento para las probetas, stas pueden recibir el tratamiento trmico en el dispositivo. Las muestras de acero para ensayo se calientan a una temperatura sustancialmente igual a la mxima de las forjas o barras. Luego se enfran a una tasa similar a, y no ms rpida que, la tasa de enfriamiento que representa los sitios de ensayo, que debe estar dentro de 25 F (14 C) y 20 s bajo todas las temperaturas despus de que empieza el enfriamiento. Las muestras reciben tratamiento trmico conforme con los que se realizan a temperaturas inferiores a la crtica, incluyendo el templado y el tratamiento trmico posterior a la soldadura. Tratamiento trmico simulado posterior a la soldadura de las probetas (para forjas y barras de acero ferrtico): excepto por las forjas y barras de acero al carbono (P nmero 1 seccin IX del Cdigo), con un espesor o dimetro nominal de 2 pulgadas (51 mm) o menos, las probetas deben recibir un tratamiento trmico que simule cualquier otro a temperaturas crticas que puedan recibir durante la fabricacin. En el tratamiento simulado se usan las temperaturas tiempos y tasas de enfriamiento que especifique el pedido. El tiempo total a determinada temperatura para el material de ensayo debe ser al menos 80 % del tiempo total bajo las temperaturas a las que se someten las forjas y barras durante el tratamiento trmico posterior a la soldadura. El tiempo total bajo estas temperaturas se puede aplicar en un solo ciclo.
b)
c)
A.10.5.3.3 Antes del tratamiento trmico en la unidad simuladora, las probetas se maquinan a tamaos normalizados que se han determinado para compensar adecuadamente la remocin posterior del descarburado y la oxidacin. 45
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A.10.5.3.4 Se debe usar al menos una termocupla por probeta para registrar continuamente la temperatura en una fuente de monitoreo externa independiente. Debido a la sensibilidad y las particularidades del diseo de la cmara en ciertos equipos, es obligatorio que las uniones calientes de las termocuplas de control y monitoreo siempre se coloquen en la misma posicin relativa con respecto a la fuente de calor (generalmente lmparas infrarrojas). A.10.5.3.5 Cada probeta individual se debe identificar y la identificacin debe aparecer claramente en el cuadro del simulador y en el registro del ciclo del simulador. A.10.5.3.6 El cuadro del simulador se compara con el cuadro maestro para reproducir con exactitud el revenido simulado de acuerdo con lo indicado en el literal A.1.5.3.2a). Si alguna probeta no recibe el tratamiento trmico dentro de los lmites aceptables de temperatura y tiempo, se le debe descartar y reemplazar por una nueva, maquinada. En el cuadro del simulador y en el correspondiente informe de no conformidad se debe presentar la documentacin de esta accin y las razones para la desviacin respecto del cuadro maestro. A.10.5.4 Tratamiento de recalentamiento y reensayo A.10.5.4.1 En el evento de una falla en el ensayo, el reensayo se maneja de acuerdo con las reglas establecidas por la especificacin sobre el material. A.10.5.4.2 Si se admite el reensayo, una nueva probeta se somete a tratamiento trmico como se hizo previamente. La forja de produccin que representa debe recibir el mismo tratamiento trmico. Si pasa el ensayo, se acepta la forja; si no, se rechaza o se somete a un nuevo tratamiento, si esto se acepta. A.10.5.4.3 Si se admite el nuevo tratamiento trmico, se procede de la siguiente manera: (1) se hace el nuevo tratamiento como el original (tiempo, temperatura, tasa de enfriamiento), con nuevas probetas de un rea lo ms cercana posible a las originales, se repiten los ciclos de austenizacin y revenido dos veces, seguidos por un ciclo de templado (doble revenido y templado). Se debe dar a la forja de produccin el doble revenido y templado idntico al de las probetas. (2) Se aplica un nuevo tratamiento trmico con una nueva prctica. Cualquier cambio en el tiempo, temperatura o tasa de enfriamiento constituye una nueva prctica. Se hace una nueva curva maestra y la simulacin y ensayo deben proseguir como se hizo originalmente. A.10.5.4.4 En resumen, cada probeta y su correspondiente forja deben recibir idntico tratamiento trmico. De otra forma, el ensayo se debe invalidar. A.10.5.5 Almacenamiento, bsqueda y documentacin de los datos de simulacin del ciclo trmico. Todos los regidos relevantes del ciclo trmico se deben conservar por un periodo de 10 aos o como decida el cliente. La informacin se debe organizar de forma que todas las prcticas se puedan verificar con los registros adecuadamente documentados.
46
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
Tabla 1. Factores de multiplicacin que se deben usar para diversos dimetros de muestras redondas en ensayo Muestra normalizada Redonda de 0,500 pulgadas Dimetro Area Factor de 2 real, pulgadas multiplipulgadas cacin 0,490 0,491 0,492 0,493 0,494 0,495 0,496 0,497 0,498 0,499 0,500 0,501 0,502 0,503 0,504 0,505 0,506 0,507 0,508 0,509 0,510
A
Muestras de tamao pequeo proporcionales a la normalizada Redondas de 0,350 pulgadas Redondas de 0,250 pulgadas Area Factor de Dimetro rea, Factor Dimetro 2 2 real, multiplipulgadas real, pulgadas de multiplipulgadas cacin pulgadas cacin 0,343 0,344 0,345 0,346 0,347 0,348 0,349 0,35 0,351 0,352 0,353 0,354 0,355 0,356 0,357 0,0924 0,0929 0,0935 0,0940 0,0946 0,0951 0,0957 0,0962 0,0968 0,0973 0,0979 0,0984 0,0990 0,0995 (0,1)A 0,1001 (0,1)A 10,82 10,76 10,70 10,64 10,57 10,51 10,45 10,39 10,33 10,28 10,22 10,16 10,10 10,05 (10,0)A 9,99 (10,0)A 0,245 0,246 0,247 0,248 0,249 0,25 0,251 0,252 0,253 0,254 0,255 0,0471 0,0475 0,0479 0,0483 0,0487 0,0491 0,0495 (0,05)A 0,0499 (0,05)A 0,0503 (0,05)A 0,0507 0,0511 21,12 21,04 20,87 20,70 20,54 20,37 20,21 (20,0)A 20,05 (20,0)A 19,89 (20,0)A 19,74 19,58
0,1886 0,1893 0,1901 0,1909 0,1917 0,1924 0,1932 0,194 0,1948 0,1956 0,1963 0,1971 0,1979 0,1987 0,1995 (0,2) A 0,2003 (0,2)A 0,2011 (0,2)A 0,2019 0,2027 0,2035 0,2043
5,30 5,28 5,26 5,24 5,22 5,20 5,18 5,15 5,13 5,11 5,09 5,07 5,05 5,03 5,01 (5,0)A 4,99 (5,0)A 4,97 (5,0)A 4,95 4,93 4,91 4,90
Los valores en parntesis se pueden usar para facilitar los clculos de los esfuerzos, en libras por 2 pulgada , como se indica en la Nota 5 de la Figura 4.
47
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A
Tabla 2A. Nmeros aproximados de conversin de dureza para aceros no austenticos (Rockwell Ca otros nmeros de dureza) Escala Rockwell C, Carga de 150 kgf, indentador de diamante
68 67 66 65 64 63 62 61 60 59 58 57 56 55 54 53 52 51 50 49 48 47 46 45 44 43 42 41 40
Nmero de dureza Vickers
Dureza Brinel,l Carga de 3 000 kgf, esfera de 10 mm
... ... ... 739 722 706 688 670 654 634 615 595 577 560 543 525 512 496 482 468 455 442 432 421 409 400 390 381 371
Dureza de knoop, Carga de 500 gf y superiores
920 895 870 846 822 799 776 754 732 710 690 670 650 630 612 594 576 558 542 526 510 495 480 466 452 438 426 414 402
Escala Rockwell, A, Carga de 60 kgf indentador diamante
85,6 85,0 84,5 83,9 83,4 82,8 82,3 81,8 81,2 80,7 80,1 79,6 79,0 78,5 78,0 77,4 76,8 76,3 75,9 75,2 74,7 74,1 73,6 73,1 72,5 72,0 71,5 70,9 70,4
Escala de 15 N, Carga de 15 kgf, indentador de diamante
93,2 92,9 92,5 92,2 91,8 91,4 91,1 90,7 90,2 89,8 89,3 88,9 88,3 87,9 87,4 86,9 86,4 85,9 85,5 85,0 84,5 83,9 83,5 83,0 82,5 82,0 81,5 80,9 80,4
Dureza Rockwell Escala de 30 N, Carga de 30 kgf indentador de diamante
84,4 83,6 82,8 81,9 81,1 80,1 79,3 78,4 77,5 76,6 75,7 74,8 73,9 73,0 72,0 71,2 70,2 69,4 68,5 67,6 66,7 65,8 64,8 64,0 63,1 62,2 61,3 60,4 59,5
Superficial Escala de 45 N, Carga de 30 kgf indentador de diamante
75,4 74,2 73,3 72,0 71,0 69,9 68,8 67,7 66,6 65,5 64,3 63,2 62,0 60,9 59,8 58,6 57,4 56,1 55,0 53,8 52,5 51,4 50,3 49,0 47,8 46,7 45,5 44,3 43,1
Esfuerzo de tensin aproximado ksi (MPa)
... ... ... ... ... ... ... ... ... (2420) (2330) (2240) (2160) (2070) (2010) (1950) (1880) (1820) (1760) (1700) (1640) (1580) (1520) (1480) (1430) (1390) (1340) (1300) (1250)
940 900 865 832 800 772 746 720 697 674 653 633 613 595 577 560 544 528 513 498 484 471 458 446 434 423 412 402 392
351 338 325 313 301 292 283 273 264 255 246 238 229 221 215 208 201 194 188 182
Contina...
48
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
Tabla 2A. Final
Escala Rockwell C, Carga de 150 kgf, indentador de diamante
39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20
A
Nmero de dureza Vickers
Dureza Brinell, Carga de 3 000 kgf, esfera de 10 mm
362 353 344 336 327 319 311 301 294 286 279 271 264 258 253 247 243 237 231 226
Dureza de knoop, Carga de 500 gf y superiores
391 380 370 360 351 342 334 326 318 311 304 297 290 284 278 272 266 261 256 251
Escala Rockwell, A, Carga de 60 kgf indentador diamante
69,9 69,4 68,9 68,4 67,9 67,4 66,8 66,3 65,8 65,3 64,6 64,3 63,8 63,3 62,8 62,4 62,0 61,5 61,0 60,5
Escala de 15 N, Carga de 15 kgf, indentador de diamante
79,9 79,4 78,8 78,3 77,7 77,2 76,6 76,1 75,6 75,0 74,5 73,9 73,3 72,8 72,2 71,6 71,0 70,5 69,9 69,4
Dureza Rockwell Escala de 30 N, Carga de 30 kgf indentador de diamante
58,6 57,7 56,8 55,9 55,0 54,2 53,3 52,1 51,3 50,4 49,5 48,6 47,7 46,8 45,9 45,0 44,0 43,2 42,3 41,5
Superficial Escala de 45 N, Carga de 30 kgf indentador de diamante
41,9 40,8 39,6 38,4 37,2 36,1 34,9 33,7 32,5 31,3 30,1 28,9 27,8 26,7 25,5 24,3 23,1 22,0 20,7 19,6
Esfuerzo de tensin aproximado ksi (MPa)
177 (1220) 171 (1180) 166 (1140) 161 (1110) 156 (1080) 152 (1050) 149 (1030) 146 (1010) 141 (970) 138 (950) 135 (930) 131 (900) 128 (880) 125 (860) 123 (850) 119 (820) 117 (810) 115 (790) 112 (770) 110 (760)
382 372 363 354 345 336 327 318 310 302 294 286 279 272 266 260 254 248 243 238
Esta tabla suministra los valores aproximados de las interrelaciones de dureza y la resistencia de tensin aproximada de aceros. Es posible que los aceros de diversas composiciones y procedimientos se desven en la relacin dureza-resistencia de tensin, con respecto a los datos presentados en esta tabla. Los datos aqu incluidos no se deben utilizar para aceros inoxidables austenticos, pero se ha demostrado que son aplicables para aceros inoxidables ferrticos y martensticos. En los casos en que se requieren conversiones ms precisas, es necesario desarrollar datos especficos para cada composicin, tratamiento trmico y parte de acero.
49
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
A
Tabla 2B. Nmeros aproximados de conversin de dureza para aceros no austenticos (Rockwell B a otros nmeros de dureza) Escala Rockwell B, Carga de 100 kgf, esfera de 1/16 de pulgadas (1,588 mm) Nmero de dureza Vickers Dureza Brinell, Carga de 3 000 kgf, esfera de 10 mm Dureza de Knoop, Carga de 500 gf y superiores Escala Rockwell A, Carga de 60 kgf indentador diamante Escala Rockwell F, Carga de 60 kgf, esfera de 1/16 de pulgadas (1,588 mm) Dureza Rockwell Superficial Escala 15 T, carga de 15 kgf, esfera de 1/16 de pulgadas (1,588 mm)
93,1 92,8 92,5 92,1 91,8 91,5 91,2 90,8 90,5 90,2 89,9 89,5 89,2 88,9 88,6 88,2 87,9 87,6 87,3 86,9 86,6 86,3 86,0 85,6 85,3 85,0 84,7 84,3 84,0
Escala de Esfuerzo Escala de de 30 T, Carga 45 T, Carga de 45 kgf, esfera tensin de 30 kgf de 1/16 de aproxima esfera de pulgadas da ksi 1/16 de (1,588 mm) (MPa) pulgadas (1,588 mm)
83,1 82,5 81,8 81,1 80,4 79,8 79,1 78,4 77,8 77,1 76,4 75,8 75,1 74,4 73,8 73,1 72,4 71,8 71,1 70,4 69,7 69,1 68,4 67,7 67,1 66,4 65,7 65,1 64,4 72,9 71,9 70,9 69,9 68,9 67,9 66,9 65,9 64,8 63,8 62,8 61,8 60,8 59,8 58,8 57,8 56,8 55,8 54,8 53,8 52,8 51,8 50,8 49,8 48,8 47,8 46,8 45,8 44,8 116 (800) 114 (785) 109 (705) 104 (715) 102 (705) 100 (690) 98 (675) 94 (650) 92 (635) 90 (620) 89 (615) 88 (605) 86 (590) 84 (580) 83 (570) 82 (565) 81 (560) 80 (550) 77 (530) 73 (505) 72 (495) 70 (485) 69 (475) 68 (470) 67 (460) 66 (455) 65 (450) 64 (450) 63 (435)
100 99 98 97 96 95 94 93 92 91 90 89 88 87 86 85 84 83 82 81 80 79 78 77 76 75 74 73 72
240 234 228 222 216 210 205 200 195 190 185 180 176 172 169 165 162 159 156 153 150 147 144 141 139 137 135 132 130
240 234 228 222 216 210 205 200 195 190 185 180 176 172 169 165 162 159 156 153 150 147 144 141 139 137 135 132 130
251 246 241 236 231 226 221 216 211 206 201 196 192 188 184 180 176 173 170 167 164 161 158 155 152 150 147 145 143
61,5 60,9 60,2 59,5 58,9 58,3 57,6 57,0 56,4 55,8 55,2 54,6 54,0 53,4 52,8 52,3 51,7 51,1 50,6 50,0 49,5 48,9 48,4 47,9 47,3 46,8 46,3 45,8 45,3
.. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. 99,6 99,1 98,5 98,0
Contina...
50
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
Tabla 2B. Continuacin
Escala Rockwell B, Nmero de Carga de dureza Vickers 100 kgf, esfera de 1/16 de pulgadas (1,588 mm)
Dureza Brinell, Carga de 3 000 kgf, esfera de 10 mm
Dureza de Knoop, Carga de 500 gf y superiores
Escala Rockwell A, Carga de 60 kgf indentador diamante
Escala Rockwell F, Carga de 60 kgf, esfera de 1/16 de pulgadas (1,588 mm)
Dureza Rockwell Superficial Escala 15 T, Carga de 15 kgf, esfera de 1/16 de pulgadas (1,588 mm)
83,7 83,4 83,0 82,7 82,4 82,1 81,8 81,4 81,1 80,8 80,5 80,1 79,8 79,5 79,2 78,8 78,5 78,2 77,9 77,5 77,2 76,9 76,6 76,2 75,9 75,6 75,3 74,9 74,6
Escala de Esfuerzo Escala de de 30 T, Carga 45 T, Carga de 45 kgf, esfera tensin de 30 kgf, de 1/16 de aproxima esfera de pulgadas do Ksi 1/16 de (1,588 mm) (Mpa) pulgadas (1,588 mm)
63,7 63,1 62,4 61,7 61,0 60,4 59,7 59,0 58,4 57,7 57,0 56,4 55,7 55,0 54,4 53,7 53,0 52,4 51,7 51,0 50,3 49,7 49,0 48,3 47,7 47,0 46,3 45,7 45,0 43,8 42,8 41,8 40,8 39,8 38,7 37,7 36,7 35,7 34,7 33,7 32,7 31,7 30,7 29,7 28,7 27,7 26,7 25,7 24,7 23,7 22,7 21,7 20,7 19,7 18,7 17,7 16,7 15,7 62 61 60 59 58 57 56 (425) (420) (415) (405) (400) (395) (385) .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. ..
71 70 69 68 67 66 65 64 63 62 61 60 59 58 57 56 55 54 53 52 51 50 49 48 47 46 45 44 43
127 125 123 121 119 117 116 114 112 110 108 107 106 104 103 101 100 .. .. .. .. .. .. .. .. .. .. .. ..
127 125 123 121 119 117 116 114 112 110 108 107 106 104 103 101 100 .. .. .. .. .. .. .. .. ... .. .. ..
141 139 137 135 133 131 129 127 125 124 122 120 118 117 115 114 112 111 110 109 108 107 106 105 104 103 102 101 100
44,8 44,3 43,8 43,3 42,8 42,3 41,8 41,4 40,9 40,4 40,0 39,5 39,0 38,6 38,1 37,7 37,2 36,8 36,3 35,9 35,5 35,0 34,6 34,1 33,7 33,3 32,9 32,4 32,0
97,4 96,8 96,2 95,6 95,1 94,5 93,9 93,4 92,8 92,2 91,7 91,1 90,5 90,0 89,4 88,8 88,2 87,7 86,5 86,0 85,4 84,8 84,3 83,7 83,1 ... 82,6 82,0 81,4
Contina...
51
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
Tabla 2B. Final
Escala Rockwell B, Carga de 100 kgf, esfera de 1/16 de pulgadas (1,588 mm)
Nmero de dureza Vickers
Dureza Brinell, Carga de 3 000 kgf, esfera de 10 mm
Dureza de Knoop, Carga de 500 gf y superiores
Escala Rockwell A, Carga de 60 kgf, indentador diamante
Escala Rockwell F, Carga de 60 kgf, esfera de 1/16 de pulgadas (1,588 mm)
Dureza Rockwell Superficial Escala 15 T, Carga de 15 kgf, esfera de 1/16 de pulgadas (1,588 mm)
74,3 74,0 73,6 73,3 73,0 72,7 72,3 72,0 71,7 71,4 71,0 70,7 70,4
Escala de Esfuerzo Escala de de 30 T, Carga 45 T, Carga de 45 kgf, esfera tensin de 30 kgf, de 1/16 de aproxima esfera de pulgadas do ksi 1/16 de (1,588 mm) (MPa) pulgadas (1,588 mm)
44,3 43,7 43,0 42,3 41,6 41,0 40,3 39,6 39,0 38,3 37,6 37,0 36,3 14,7 13,6 12,6 11,6 10,6 9,6 8,6 7,6 6,6 5,6 4,6 3,6 2,6 .. .. .. .. .. .. .. .. .. .. .. .. ..
42 41 40 39 38 37 36 35 34 33 32 31 30
A
.. .. .. .. .. .. .. .. .. .. .. .. ..
.. .. .. .. .. .. .. .. .. .. .. .. ..
99 98 97 96 95 94 93 92 91 90 89 88 87
31,6 31,2 30,7 30,3 29,9 29,5 29,1 28,7 28,2 27,8 27,4 27,0 26,6
80,8 80,3 79,7 79,1 78,6 78,0 77,4 76,9 76,3 75,7 75,2 74,6 74,0
Esta tabla suministra los valores aproximados de las interrelaciones de dureza y la resistencia de tensin aproximada de aceros. Es posible que los aceros de diversas composiciones e historias de procesamiento se desven en la relacin dureza-resistencia de tensin con respecto a los datos presentados en esta tabla. Los datos aqu incluidos no se deben utilizar para aceros inoxidables austenticos, pero ha demostrado que son aplicables para aceros inoxidables ferrticos y martensticos. En los casos en que se requieren conversiones ms precisas, es necesario desarrollar datos especficos para cada composicin, tratamiento trmico y parte de acero.
52
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
Tabla 2C Nmeros aproximados de conversin de dureza para aceros austenticos (Rockwell C a otros nmeros de dureza)
Escala Rockwell C, Carga de 150 kgf, indentador de diamante 48 47 46 45 44 43 42 41 40 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20 Escala Rockwell A, Carga de 60 kgf, indentador de diamante Dureza Rockwell superficial Escala de 30 N, Carga de 30 kgf,
74,4 73,9 73,4 72,9 72,4 71,9 71,4 70,9 70,4 69,9 69,3 68,8 68,3 67,8 68,3 66,8 66,3 65,8 65,3 64,8 64,3 63,8 63,3 62,8 62,3 61,8 61,3 60,8 60,3
Escala de 15 N, Carga de 15 kgf, indentador de diamante 84,1 83,6 83,1 82,6 82,1 81,6 81,0 80,5 80,0 79,5 79,0 78,5 78,0 77,5 77,0 76,5 75,9 75,4 74,9 74,4 73,9 73,4 72,9 72,4 71,9 71,3 70,8 70,3 69,8
Escala de 45 N, Carga de 45 kgf,
indentador
de diamante 66,2 65,3 64,5 63,6 62,7 61,8 61,0 60,1 59,2 58,4 57,5 56,6 55,7 54,9 54,0 53,1 52,3 51,4 50,5 49,6 48,8 47,9 47,0 46,2 45,3 44,4 43,5 42,7 41,8
indentador
de diamante 52,1 50,9 49,8 48,7 47,5 46,4 45,2 44,1 43,0 41,8 40,7 39,6 38,4 37,3 36,1 35,0 33,9 32,7 31,6 30,4 29,3 28,2 27,0 25,9 24,8 23,6 22,5 21,3 20,2
53
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
Tabla 2D. Nmeros aproximados de conversin de dureza para aceros austenticos (Rockwell B a otros nmeros de dureza)
Escala Rockwell B, Carga de 100 kgf, esfera de 1/16 de pulgadas (1,588 mm) 100 99 98 97 96 95 94 93 92 91 90 89 88 87 86 85 84 83 82 81 80
Dimetro de indentancin Brinell mm
Dureza Brinell, Carga de 3 000 kgf, esfera de 10 mm
Escala Rockwell A, Carga de 60 kgf, penetrador de diamante
3,79 3,85 3,91 3,96 4,02 4,08 4,14 4,20 4,24 4,30 4,35 4,40 4,45 4,51 4,55 4,60 4,65 4,70 4,74 4,79 4,84
256 248 240 233 226 219 213 207 202 197 192 187 183 178 174 170 167 163 160 156 153
61,5 60,9 60,3 59,7 59,1 58,5 58,0 57,4 56,8 56,2 55,6 55,0 54,5 53,.9 53,3 52,7 52,1 51,5 50,9 50,4 49,8
Escala de 15 T, Carga de 15 kgf, esfera de 1/16 de pulgadas (1,588 mm) 91,5 91,2 90,8 90,4 90,1 89,7 89,3 88,9 88,6 88,2 87,8 87,5 87,1 86,7 86,4 86,0 85,6 85,2 84,9 84,5 84,1
Dureza Rockwell Superficial Escala de 30T, Carga Escala de 45T, Carga de 30 kgf, esfera de de 45 kgf, esfera de 1/16 de pulgadas 1/16 de pulgadas (1,588 mm) (1,588 mm) 80,4 79,7 79,0 78,3 77,7 77,0 76,3 75,6 74,9 74,2 73,5 72,8 72,1 71,4 70,7 70,0 69,3 68,6 67,9 67,2 66,5 70,2 69,2 68,2 67,2 66,1 65,1 64,1 63,1 62,1 61,1 60,1 59,0 58,0 57,0 56,0 55,0 54,0 52,9 51,9 50,9 49,9
54
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
55
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
56
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
57
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
58
NORMA TCNICA COLOMBIANA
NTC 3353 (Primera actualizacin)
59
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Tabla 3. Final
Indentacin mm 6,65 6,66 6,67 6,68 6,69 6,70 6,71 6,72 6,73 6,74 6,75 6,76 6,77 6,78 6,79 6,80 6,81 6,82 6,83 6,84 6,85 6,86 6,87 6,88 6,89 6,90 6,91 6,92 6,93 6,94 6,95 6,96 6,97 6,98 6,99
A
Carga de 500 kgf 12,6 12,5 12,5 12,4 12,4 12,4 12,3 12,3 12,2 12,2 12,1 12,1 12,1 12,0 12,0 11,9 11,9 11,8 11,8 11,8 11,7 11,7 11,6 11,6 11,6 11,5 11,5 11,4 11,4 11,4 11,3 11,3 11,3 11,2 11,2
Carga de 1 500 kgf 37,7 37,6 37,5 37,3 37,2 37,1 36,9 36,8 36,7 36,6 36,4 36,3 36,2 36,0 35,9 35,8 35,7 35,5 35,4 35,3 35,2 35,1 34,9 34,8 34,7 34,6 34,5 34,3 34,2 34,1 34,0 33,9 33,8 33,6 33,5
Carga de 3 000 kgf 75,4 75,2 74,9 74,7 74,4 74,1 73,9 73,6 73,4 73,1 72,8 72,6 72,3 72,1 71,8 71,6 71,3 71,1 70,8 70,6 70,4 70,1 69,9 69,6 69,4 69,2 68,9 68,7 68,4 68,2 68,0 67,7 67,5 67,3 67,0
Preparado por la seccin de ingeniera mecnica, del Institute for Standards Technology. Tabla 4. Porcentaje de esfuerzo cortante para mediciones en pulgadas
Nota. Como esta tabla es para mediciones finitas o dimensiones A y B, el esfuerzo cortante del 100 % se debe reportar cuando A B son cero.
Dimensiones B, mm Dimensiones A, pulgadas 0,10 0,12 0,14 0,16 0,18 0,20 0,22 0,24 0,26 0,28 0,30 0,32 0,34 0,36 0,38 0,40
0,05
0,05 0,10 0,12 0,14 0,16 0,18 0,20 0,22 0,24 0,26 0,28 0,30 0,31
98 96 95 94 94 93 92 91 90 90 89 88 88
96 92 90 89 87 85 84 82 81 79 77 76 75
95 90 88 86 85 83 81 79 77 75 73 71 70
94 89 86 84 82 80 77 75 73 71 68 66 65
94 87 85 82 79 77 74 72 69 67 64 61 60
93 85 83 80 77 74 72 68 65 62 59 56 55
92 84 81 77 74 72 68 65 61 58 55 52 50
91 82 79 75 72 68 65 61 57 54 50 47 45
90 81 77 73 69 65 61 57 54 50 46 42 40
90 79 75 71 67 62 58 54 50 46 41 37 35
89 77 73 68 64 59 55 50 46 41 37 32 30
88 76 71 66 61 56 52 47 42 37 32 27 25
87 74 69 64 59 54 48 43 38 33 28 23 20
86 73 67 62 56 51 45 40 34 29 23 18 18
85 71 65 59 53 48 42 36 30 25 18 13 10
85 69 63 57 51 45 39 33 27 20 14 9 5
84 68 61 55 48 42 36 29 23 16 10 3 0
60
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Tabla 5. Porcentaje de esfuerzo cortante para mediciones en mm Nota. Puesto que esta tabla se elabor para mediciones finitas o dimensiones A y B, la cizalla del 100 % se debe informar cuando A B sean cero. Dimensin B, mm 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0 Dimensin A 5,0 5,5 6,0 6,5 94 91 88 84 81 78 75 72 69 66 62 59 56 53 50 93 90 86 83 79 76 72 69 66 62 59 55 52 48 45 92 89 85 81 77 74 70 66 62 59 55 51 47 44 40 92 88 84 80 76 72 67 63 59 55 51 47 43 39 35
1,0 1,5 2,0 99 98 98 97 96 96 95 94 94 93 92 92 91 91 90 98 97 96 95 94 93 92 92 91 90 89 88 87 86 85 98 96 95 94 92 91 90 89 88 86 85 84 82 81 80
2,5 97 95 94 92 91 89 88 86 85 83 81 80 78 77 75
3,0 96 94 92 91 89 87 85 83 81 79 77 76 74 72 70
3,5 96 93 91 89 87 85 82 80 78 76 74 72 69 67 65
4,0 95 92 90 88 85 82 80 77 75 72 70 67 65 62 60
4,5 94 92 89 86 83 80 77 75 72 69 66 63 61 58 55
7,0 91 87 82 78 74 69 65 61 56 52 47 43 39 34 30
7,5 91 86 81 77 72 67 62 58 53 48 44 39 34 30 25
8,0 90 85 80 75 70 65 60 55 50 45 40 35 30 25 20
8,5 89 84 79 73 68 63 57 52 47 42 36 31 26 20 15
9,0 89 83 77 72 66 61 55 49 44 38 33 27 21 16 10
9,5 88 82 76 70 64 58 52 46 41 35 29 23 17 11 5
10 88 81 75 69 62 56 50 44 37 31 25 19 12 6 0
61
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Tabla 6. Criterios de aceptacin para el ensayo Charpy con entalla en V, para diferentes probetas de tamao inferior al normal Tamao completo 10 mm x 10 mm ft . lbf [J] 40 [54] 35 [48] 30 [41] 25 [34] 20 [27] 16 [22] 15 [20] 13 [18] 12 [16] 10 [14] 7 [10] 3/4 del tamao, 10 mm x 7,5 mm ft . lbf [J] 30 [41] 26 [35] 22 [30] 19 [26] 15 [20] 12 [16] 11 [15] 10 [14] 9 [12] 8 [11] 5 [7] 2/3 del tamao, 10 mm x 6,7 mm ft . lbf [J] 27 [37] 23 [31] 20 [27] 17 [23] 13 [18] 11 [15] 10 [14] 9 [12] 8 [11] 7 [10] 5 [7] 1/2 del tamao 10 mm x 5 mm ft . lbf [J] 20 [27] 18 [24] 15 [20] 12 [16] 10 [14] 8 [11] 8 [11] 6 [8] 6 [8] 5 [7] 4 [5] 1/3 del tamao, 1/4 del tamao, 10 mm x 3,3 mm 10 mm x 2,5 mm ft . lbf [J] ft . lbf [J] 13 [18] 10 [14] 12 [16] 9 [12] 10 [14] 8 [11] 8 [11] 6 [8] 7 [10] 5 [7] 5 [7] 4 [5] 5 [7] 4 [5] 4 [5] 3 [4] 4 [5] 3 [4] 3 [4] 2 [3] 2 [3] 2 [3]
62
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Tabla A1.1. Practicas para seleccionar probetas para ensayo de tensin para barras de acero Nota. Para secciones de barras en que es difcil seleccionar el rea de la seccin transversal slo realizar la medicin en 2 3 pulgadas , se puede calcular dividiendo el peso x pulgada lineal de la probeta en lb, por 0,2833 (peso de 1 pulgada de 2 acero) o dividiendo el peso por pie lineal de la probeta, por 3,4 (peso de 1 pulgada de acero de 1 pie de longitud). Espesor en pulgadas (mm) Ancho en pulgadas (mm) Barras laminadas en caliente Barras terminadas en fro
Planas Menos de 5/8 (16) Hasta 1 (38), Seccin completa por 8 pulgadas de Seccin rectificada reducida a 2 pulgadas inclusive longitud normalizada (vase la Figura 4) (51 mm) de longitud calibrada y aproximadamente 25 % menos del ancho de la probeta. Ms de 1 (38) Seccin completa o rectificada a Seccin rectificada reducida a 1 pulgadas (38 mm) de ancho por 2 pulgadas (51 mm) de longitud y 8 pulgadas (203 mm) de longitud 1 pulgada de ancho. normalizada (vase la Figura 4) 5/8 a 1 (16 a Hasta 1 (38), Seccin completa x 8 pulgadas de Seccin rectificada reducida a 38), exclusive inclusive longitud calibrada o probeta maquinada 2 pulgadas de longitud calibrada y normal pulgada por 2 pulgadas aproximadamente 25 % de ancho (13 mm x 51 mm) de longitud calibrada menos que la probeta, o probeta desde el punto medio entre el borde y normal maquinada de una longitud el centro de la seccin (vase la Figura calibrada de pulgada x 2 pulgadas 5) (13 mm x 51 mm) desde el centro de la seccin (vase la Figura 5). Ms de 1 (38) Seccin completa o rectificada de Seccin rectificada reducida a 1 pulgadas de ancho (38 mm) por 2 pulgadas de longitud x 1 de ancho 8 pulgadas (203 mm) de longitud o probeta normal maquinada de calibrada (vase la Figura 4) o probeta pulgada x 2 pulgadas de longitud normal maquinada de pulgada x desde el punto medio entre el borde y 2 pulgadas de longitud calibrada desde el centro de la seccin (vase la Figura el punto medio entre el borde y el 5). centro de la seccin (vase la Figura 5). 1 (38) en Seccin completa x 8 pulgadas Probeta normal maquinada de (203 mm) de longitud calibrada o pulgada por 2 pulgadas de longitud adelante probeta normal maquinada de calibrada desde el punto medio entre la pulgada x 2 pulgadas de longitud superficie y el centro (vase la Figura calibrada desde el punto medio entre la 5). superficie y el centro (vase la Figura 5). Redondas, cuadradas, hexagonales y octagonales Dimetro o Barras laminadas en caliente Barras terminadas en fro distancia entre superficies paralelas, pulgadas (mm) Menos de 5/8 Seccin completa x 8 pulgadas de longitud Maquinada a un tamao inferior al normal (vase la calibrada o maquinada a tamao inferior al Figura 5) normal (vase la Figura 5). de 5/8 a 1 (16 a Seccin completa x 8 pulgadas de longitud Probeta maquinada normal de pulgada x 2 pulgadas 38), exclusive calibrada o probeta maquinada normal de de longitud calibrada desde el centro de la seccin pulgada x 2 pulgadas de longitud (vase la Figura 5). calibrada desde el centro de la seccin.
1 (38) adelante en Seccin completa x 8 pulgadas de longitud Probeta maquinada normal de pulgada x 2 pulgadas de calibrada o probeta maquinada normal de longitud calibrada desde el punto medio entre la superficie pulgada x 2 pulgadas de longitud calibrada y el centro de la seccin (vase la Figura 5). desde el punto medio entre la superficie y el centro de la seccin. (vase la Figura 5)
Todos tamaos
Otras secciones tamao barra los Seccin completa por 8 pulgadas (203 mm) Seccin rectificada reducida a 2 pulgadas de longitud de longitud calibrada o probeta para ensayo calibrada y aproximadamente 25 % menos que el de 1 (38 mm) de ancho (si es posible por ancho de la probeta. 8 pulgadas de longitud calibrada)
63
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Tabla A1.2 Prctica recomendada para seleccionar probetas para ensayo de doblamiento para barras de acero Notas: 1) 2) La longitud de todas las probetas no debe ser menor que 6 pulgadas (150 mm). Los bordes de la probeta se pueden redondear a un radio no mayor que 1/16 de pulgada (1,6 mm). Planas Espesor pulgadas (mm) Ancho pulgadas (mm) Hasta (13), inclusive Hasta (19), inclusive Ms de (19) Ms de (13) Seccin completa o probeta maquinada a 1 por pulgada (25 mm x 13 mm) desde el punto medio entre el centro y la superficie Redondas, cuadradas, hexagonales y octogonales Dimetro o distancia entre Tamao recomendado superficies paralelas, pulgadas (mm) Hasta 1 , inclusive (38) Seccin completa Ms de 1 (38) Probeta maquinada a 1 pulgada x pulgada (25 mm x 13 mm) desde el punto medio entre el centro y la superficie. Todos Tamao recomendado Seccin completa Seccin completa o maquinada a no menos de de pulgada de ancho por el espesor de la probeta
Tabla A2.1 Lmites del espesor de pared del ensayo de dureza superficial en materiales A recocidos o dctiles para productos tubulares de acero (Escala T (esfera de 1/16 de pulgada) Espesor de pared, pulgadas (mm) Ms de 0,050 (1,27) Ms de 0,035 (0,89) 0,020 en adelante (0,51) A Carga, kgf 45 30 15
Por lo general, se usa la carga ms pesada recomendada para un espesor de pared dado.
Tabla A2.2 Lmites del espesor de pared del ensayo de dureza superficial en material trabajado en fro o tratado A trmicamente para productos tubulares de acero (Escala N (penetrador de diamante) Espesor de pared, pulgadas (mm) Ms de 0,035 (0,89) Ms de 0,025 (0,51) 0,015 en adelante (0,38) A Carga, kgf 45 30 15
Por lo general, se usa la carga ms pesada recomendada para un espesor de pared dado.
64
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Tabla A5.1 Efecto de la variacin de las dimensiones de la entalla en las probetas normales Probetas de alta energa ft . lbf (J) Probeta con dimensiones normales Profundidad de la entalla 0,84 pulgadas (2,13 mm) Profundidad de la entalla 0,84 pulgadas (2,13 mm) Profundidad de la entalla 0,84 pulgadas (2,13 mm) Profundidad de la entalla 0,84 pulgadas (2,13 mm)
A A A A B B
Probetas de alta energa ft . lbf (J) 44,5 2,2 (60,3 3,0) 41,3 (56,0) 42,2 (57,2) 45,3 (61,4) 46,0 (62,4) 41,7 (56,5) 47,4 (64,3)
Probetas de baja energa ft . lbf (J) 12,5 1,0 (16,9 1,4) 11,4 (15,5) 12,4 (16,8) 12,7 (17,2) 12,8 (17,3) 10,8 (14,6) 15,8 (21,4)
76,0 3,8 (103,0 5,2) 72,2 (97,9) 75,1 (101,8) 76,8 (104,1) 79,6 (107,9) 72,3 (98,0) 80,0 (108,5)
Radio en la base de la entalla 0,005 pulgadas (0,127 mm) Radio en la base de la entalla 0,015 pulgadas (0,381 mm) A B
Normal 0,079 pulgadas 0,002 pulgadas (2,00 mm 0,05 mm) Normal 0,010 pulgadas 0,001 pulgadas (0,25 mm 0,025 mm)
65
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Tabla A.6.1 Aceros inoxidables austenticos recocidos. Material constante a 0,4. Factores de multiplicacin para convertir el porcentaje de elongacin de una probeta normal de 1/2 pulgada de dimetro por 2 pulgadas de longitud calibrada en una probeta plana normal de 1/2 pulgada por 2 pulgadas y 1 1/2 pulgadas por 8 pulgadas Espesor, pulgadas Probeta de pulgada x 2 pulgadas 0,574 0,596 0,614 0,631 0,646 0,660 0,672 0,684 0,695 0,706 0,715 0,725 0,733 0,742 0,758 0,772 0,786 0,799 0,810 0,821 0,832 0,843 0,852 0,862 0,870 0,891 0,910 0,928 0,944 0,959 0,973 0,987 1,000 1,012 1,024 1,035 1,045 1,056 1,066 1,075 1,084 1,093 1,101 1,110 1,118 1,126 1,134 probeta de 1 pulgadas x 8 pulgadas ... ... ... ... ... ... ... ... ... ... ... ... ... 0,531 0,542 0,553 0,562 0,571 0,580 0,588 0,596 0,603 0,610 0,616 0,623 0,638 0,651 0,664 0,675 0,686 0,696 0,706 0,715 0,724 0,732 0,740 0,748 0,755 0,762 0,770 0,776 0,782 0,788 ... 0,800 ... 0,811 Espesor en pulgadas Probeta de 1 pulgadas x 8 pulgadas 0,822 0,832 0,841 0,850 0,859 0,880 0,898 0,916 0,932 0,947 0,961 0,974 0,987 0,999 1,010 1,021 1,032 1,042 1,052 1,061 1,070 1,079 1,088 1,096 1,104 1,112 1,119 1,127 1,134 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...
0,025 0,030 0,035 0,040 0,045 0,050 0,055 0,060 0,065 0,070 0,075 0,080 0,085 0,090 0,100 0,110 0,120 0,130 0,140 0,150 0,160 0,170 0,180 0,190 0,200 0,225 0,250 0,275 0,300 0,325 0,350 0,375 0,400 0,425 0,450 0,475 0,500 0,525 0,550 0,575 0,600 0,625 0,650 0,675 0,700 0,725 0,750
0,800 0,850 0,900 0,950 1,000 1,125 1,250 1,375 1,500 1,625 1,750 1,875 2,000 2,125 2,250 2,375 2,500 5,625 2,750 2,875 3,000 3,125 3,250 3,375 3,500 3,625 3,750 3,875 4,000 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...
66
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Tabla A.6.2 Aceros inoxidables austentcos recocidos. Material constante a = 0,127. Factores de multiplicacin para convertir el porcentaje de elongacin de una probeta normal de 1/2 pulgada de dimetro por 2 pulgadas de longitud calibrada en una probeta plana normal de 1/2 pulgada por 2 pulgadas y 1 1/2 pulgadas por 8 pulgadas Espesor, pulgadas Probeta de pulgadas x 2 pulgadas 0,839 0,848 0,857 0,864 0,870 0,876 0,882 0,886 0,891 0,895 0,899 0,903 0,906 0,909 0,913 0,916 0,921 0,926 0,931 0,935 0,940 0,943 0,947 0,950 0,954 0,957 0,964 0,970 0,976 0,982 0,987 0,991 0,996 1,000 1,004 1,007 1,011 1,014 1,017 1,020 1,023 1,026 1,029 1,031 1,034 1,036 1,038 1,041 Probeta de 1 pulgadas x 8 pulgadas ... ... ... ... .. ... ... ... ... ... ... ... ... 0,818 0,821 0,823 0,828 0,833 0,837 0,841 0,845 0,848 0,852 0,855 0,858 0,860 0,867 0,873 0,878 0,883 0,887 0,892 0,895 0,899 0,903 0,906 0,909 0,912 0,915 0,917 0,920 0,922 0,925 0,927 ... 0,932 ... 0,936 Espesor, pulgadas Muestra de 1 pulgadas x 8 pulgadas 0,940 0,943 0,947 0,950 0,953 0,960 0,966 0,972 0,978 0,983 0,987 0,992 0,996 1,000 1,003 1,007 1,010 1,013 1,016 10,19 1,022 1,024 1,027 1,029 1,032 1,034 1,036 1,038 1,041 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...
0,025 0,030 0,035 0,040 0,045 0,050 0,055 0,060 0,065 0,070 0,075 0,080 0,085 0,090 0,095 0,100 0,110 0,120 0,130 0,140 0,150 0,160 0,170 0,180 0,190 0,200 0,225 0,250 0,275 0,300 0,325 0,350 0,375 0,400 0,425 0,450 0,475 0,500 0,525 0,550 0,575 0,600 0,625 0,650 0,675 0,700 0,725 0,750
0,800 0,850 0,900 0,950 1,000 1,125 1,250 1,375 1,500 1,625 1,750 1,875 2,000 2,125 2,250 2,375 2,500 2,625 2,750 2,875 3,000 3,125 3,250 3,375 3,500 3,625 3,750 3,875 4,000 .. ... ... ... ... ... ... ... ... ... ... ... .... ... ... ... ... ... ....
67
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Tabla A8.1 Valores recomendados para aproximar datos de ensayo Cantidad ensayada Intervalo de datos de ensayo Hasta 50 000 psi (50 ksi), exclusive 50 000 psi a 100 000 psi (50 ksi a 100 ksi), exclusive 100 000 psi (100 ksi),en adelante Hasta 500 MPa, exclusive 500 MPa a 1000 MPa exclusive 1 000 MPa en adelante 0 % a 10 %, exclusive 10 % en adelante 0 % a 10 %, exclusive 10 % en adelante 0 tf. lbf a 240 tf. lbf (0 J a 235 J) Todos los valores Todos los valores Valor aproximado 100 psi (0,1 ksi) 500 psi (0,5 ksi) 1 000 psi (1,0 ksi) 1 MPa 5 MPa 10 MPa 0,5 % 1% 0,5 % 1% B 1 ft. lbf (1 J) c Valor tabular 1 nmero Rockwell
A
Punto de fluencia Resistencia a la fluencia Resistencia a la traccin
Elongacin Reduccion de rea Energa de impacto Dureza Brinell Dureza Rockwell
A
Los datos de ensayo se aproximan al siguiente mltiplo integral de los valores de esta columna. Si el valor est exactamente en medio de dos valores aproximados, se aproxima de acuerdo con A8.1.1.2 Estas unidades no son equivalentes pero hay aproximacin en los mismos intervalos numricos para cada (1 ft . lbf = 1,356 J) Se aproxima el dimetro promedio de la impresin Brinell a los 0,05 mm y se reporta el correspondiente nmero de dureza Brinell ledo en la tabla sin ms aproximaciones.
Tabla A10.1 Variables esenciales en el registro de tratamiento trmico
Pieza tipo forjada Pieza forjada de produccin 1 Pieza forjada de produccin 2 Pieza forjada de produccin 3 Pieza forjada de produccin 4 Pieza forjada de produccin 5
Nmero de la curva del programa Tiempo de permanencia y temperatura real de tratamiento trmico Mtodo de enfriamiento Espesor de la pieza forjada Inmersin del termopar Amortiguador por debajo (si / no) Amortiguador de la pieza forjada Producto Material Ubicacin de termopar - 0 Ubicacin del termopar - 180 Tanque de temple No. Fecha del tratamiento trmico Nmero del horno Nmero del ciclo Encargado del tratamiento trmico Temperatura inicial del medio de enfriamiento Tiempo desde el horno hasta el temple Velocidad de calentamiento por encima de 1 000F (538C) Temperatura 5 min despus del temple Orientacin de la pieza forjada en el temple Contina ...
68
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Tabla A10.1 Continuacin.
Pieza tipo forjada Pieza Pieza forjada forjada de de produccin produccin 2 1 Pieza forjada de produccin 3 Pieza forjada de produccin 4 Pieza forjada de produccin 5
Nmero del cuadro del programa Tiempo a la temperatura y temperatura real del tratamiento trmico Mtodo de enfriamiento Espesor de la forja Inmersin de la termocupla Bajo amortiguacin (si / no) Nmero de forja Producto Material Ubicacin de la termocupla - 0 Ubicacin de la termocupla - 180 Tanque de revenido No. Fecha de tratamiento trmico Nmero de horno Nmero de ciclo Tratamiento trmico realizado por Temperatura inicial del medio de revenido Tiempo entre el horno y el revenido Tasa de calentamiento por encima de 1 000 F (538 C) Temperatura al retirar del revenido despus de 5 min. Orientacin de la forja en revenido
69
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 1. Relacin de las muestras de acero para ensayo y las probetas, con la direccin de laminacin o extensin (aplicable a productos fraguados en general)
70
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 2. Ubicacin de las probetas para diferentes tipos de forja
71
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Dimensiones Probetas normales Tipo placa ancho 1 pulgadas pulgadas mm G - Longitud calibrada (vanse 8,00 0,01 200 0,25 las notas 1 y 2) W - Ancho (vanse las notas 3, 1 1/2 + 1/8 40 + 3 - 6 4 y 5) - 1/4 T - Espesor del material (vase la nota 6) R - Radio de la arista, mn. 1/2 13 L - Longitud total (vanse las 18 450 notas 2 y 7) A - Longitud de la seccin 9 225 reducida, mn. B- Longitud de la seccin de 3 75 fijacin, mn. (vase la nota 6) C- Ancho de la seccin de 2 50 fijacin, aproximado (vanse las notas 4, 9 y 10) Notas: 1) Para la probeta de 1 pulgadas de ancho (40 mm) las marcas con punciones para medir la elongacin despus de la fractura se hacen en la parte plana o en el borde de la probeta y dentro de la seccin reducida. Se pueden emplear una serie de 9 o ms marcas separadas por 1 pulgada (25 mm) o uno o ms pares de marcas separados por 8 pulgadas (200 mm). Para la probeta de pulgada (12,5 mm) de ancho las marcas de calibracin para medir la elongacin despus de la fractura se deben hacer en la superficie de pulgada o en el borde de la probeta y dentro de la seccin reducida. Se puede emplear un conjunto de 3 o ms marcas separadas por 1,0 pulgadas (25 mm) o uno o ms pares de marcas separadas por 2 pulgadas (50 mm). Para los tres tamaos de probetas, los extremos de la seccin reducida no deben tener anchos que difieran en ms de 0,004 pulgadas, 0,002 pulgadas o 0,001 pulgadas (0,10 mm, 0,05 mm, 0,025 mm), respectivamente. Tambin, puede haber una reduccin gradual en el ancho desde los extremos hasta el centro, pero el ancho en cualquier borde no debe ser ms de 0,015 pulgadas, 0,005 pulgadas o 0,003 pulgadas (0,40 mm, 0,10 mm o 0,008 mm) respectivamente, mayor que el ancho en el centro. Contina ... Figura 3. Probetas rectangulares para ensayo de tensin Tipo lmina ancho pulgada pulgadas mm 2,000 0,005 50,0 0,10 0,500 0,010 12,5 0,25 Probeta de tamao inferior al normal Ancho de pulgada pulgadas 1,000 0,003 0,250 0,002 mm 25,0 0,08 6,25 0,05
1/2 8 2 1/4 2 3/4
13 200 60 50 20
1/4 4 1 1/4 1 1/4 3/8
6 100 32 32 10
2)
3.
72
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Continuacin Notas de la Figura 3:
4.
Para cada tipo de probeta, los radios de todas las aristas deben ser iguales entre s, con una tolerancia de 0,05 pulgadas (1,25 mm) y los centros de curvatura de las dos aristas en un extremo particular deben estar uno frente a otro (en una lnea perpendicular a la lnea central) dentro de una tolerancia de 0,10 pulgadas (2,5 mm). Para cada uno de los tres tamaos de probetas, se pueden emplear anchos menores (W y C) cuando sea necesario. En tales casos, el ancho de la seccin reducida debe ser tan grande como el material en ensayo lo permita; sin embargo, a menos que se indique especficamente, los requisitos para elongacin en una especificacin de producto no se aplican cuando se usan probetas con estos anchos inferiores. Si el ancho del material es menor que W, los lados pueden estar paralelos en toda la longitud de la probeta. La probeta se puede modificar haciendo los lados paralelos en toda la longitud de ella, siendo el ancho y las tolerancias los mismos especificados. Cuando sea necesario se puede usar una probeta ms angosta, en cuyo caso el ancho debe ser tan grande como lo permita el material en ensayo. Si el ancho es 1 pulgadas (38 mm) o menos, los lados pueden estar paralelos en toda la longitud de la probeta. La dimensin T es el espesor de la probeta como indica la especificacin del material. El espesor nominal mnimo de las probetas de 1 pulgadas (40 mm) de ancho debe ser 3/16 de pulgada (5 mm), excepto si la especificacin del producto indica algo diferente. El espesor nominal mximo de las probetas de pulgada y de pulgada de ancho (12,5 mm y 6,5 mm) debe ser de pulgada y de pulgada, (19 mm y 6 mm), respectivamente. Para ayudar a obtener la carga axial durante el ensayo de las probetas de de pulgada de ancho, la longitud global debe ser la que el material permita. Si es posible, se recomienda que la longitud de la seccin de fijacin sea lo bastante grande para permitir extender la probeta entre las mordazas a una distancia igual a dos tercios o ms de la longitud de las mordazas. Si el espesor de las probetas de pulgada de ancho (13 mm) es mayor que 3/8 de pulgada (10 mm), pueden ser necesarias mordazas ms grandes con la correspondiente seccin de fijacin mayor, para evitar fallas. Para probetas tipo lmina normales y probetas de tamao inferior al normal, los extremos deben ser simtricos con la lnea central de la seccin reducida dentro de 0,01 pulgadas y 0,005 pulgadas (0,25 mm y 0,13 mm), respectivamente. Sin embargo, para acero, si los extremos de las probetas de pulgada de ancho son simtricos, dentro de 0,05 pulgadas (1,0 mm), una probeta se puede considerar satisfactoria para todos los ensayos, menos el de arbitraje. Para probetas normales tipo placa, los extremos deben ser simtricos con la lnea central de la seccin reducida dentro de 0,25 pulgadas (6,35 mm), excepto para ensayos de arbitraje en los que los extremos de la probeta deben ser simtricos con la lnea central de la seccin reducida dentro de 0,10 pulgadas (2,5 mm). Figura 3. Final.
5.
6.
7.
8.
9.
10.
11.
73
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Dimensiones Probeta normal pulgadas mm 0,500 12,5 2,00 50,0 0,005 0,10 0,500 0,010 3/8 2 1/4 12,5 0,25 10 60 Probetas pequeas proporcionales a las normales pulgadas mm mm pulgadas mm pulgadas 8,75 0,250 6,25 0,160 4,00 0,113 16,0 0,450 35,0 1,000 25,0 0,640 0,10 0,005 0,005 0,005 0,10 0,10 4,00 0,113 0,350 0,75 0,250 625 0,160 0,007 0,18 0,005 0,12 0,003 0,002 0,08 1/4 6 3/16 5 5/32 4 3/32 1 3/4 45 1 1/4 32 3/4 20 5/8
Dimetro nominal G - Longitud calibrada D - Dimetro (vase la nota 1) R - Radio de la arista, mn. A - Longitud de la seccin reducida, mn. Notas: 1.
pulgadas 0,350 1,400 0,005
mm 2,50 10,0 0,10 2,50 0,05 2 16
La seccin reducida puede tener un ahusado gradual desde los extremos hasta el centro, con los extremos no ms de 1 % ms largos en dimetro, que el centro (control de la dimensin) Si se desea, se puede aumentar la longitud de la seccin reducida para acomodar un extensmetro de cualquier longitud calibrada conveniente. Las marcas de referencia para la medicin de la elongacin deben, sin embargo, estar espaciadas a la longitud calibrada indicada. La longitud calibrada y las aristas deben ser como se indica, pero los extremos pueden ser de cualquier forma que encaje con los soportes de la mquina de ensayo, de tal forma que la carga sea axial (vase Figura 9). Si los extremos se van a sostener en mordazas con cuas, es aconsejable que la longitud de la seccin de fijacin sea lo bastante grande para permitir que la probeta se extienda en las mordazas una distancia igual a dos tercios o ms de la longitud de stas. En las probetas redondas, Figuras 5 y 6, las longitudes calibradas son iguales a 4 veces el dimetro nominal. En algunas especificaciones de producto se pueden indicar otras, pero a menos que se mantenga la proporcin 4 a 1 dentro de las tolerancias dimensionales, los valores de elongacin no se pueden comparar con los que se obtienen de la probeta normal. El uso de probetas con un dimetro inferior a 0,250 pulgadas (6,25 mm) se debe reservar para casos en que el material por ensayar no tenga suficiente tamao para obtener probetas ms grandes o cuando todas las partes acuerden usarlas para ensayos de aceptacin. Las probetas ms pequeas requieren equipos adecuados y mayor destreza tanto en el maquinado como en el ensayo. Cinco tamaos de probetas de uso comn tienen dimetros de aproximadamente 0,505 pulgadas, 0,357 pulgadas, 0,252 pulgadas, 0,160 pulgadas y 0,013 pulgadas, para permitir calcular fcilmente el esfuerzo de las cargas, ya que las correspondientes reas de la seccin transversal son iguales o cercanas a 0,200 pulgadas, 0,100 pulgadas, 0,0500 pulgadas, 0,0200 pulgadas y 0,0100 pulgadas cuadradas, respectivamente. As, cuando los dimetros reales concuerdan con estos valores, los esfuerzos (o resistencias) se pueden calcular con los factores de multiplicacin 5, 10, 20, 50 y 100 respectivamente (los equivalentes mtricos de estos dimetros no se traducen en reas de seccin transversal y factores de multiplicacin que corresponden en forma conveniente). Figura 4. Probetas redondas normalizadas para ensayo de tensin de 0,500 pulgadas (12,5 mm) con longitud calibrada de 2 pulgadas (50 mm) y ejemplos de probetas de tamao inferior a la normalizada deben ser proporcionales a stas.
2.
3.
4.
5.
6.
74
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Dimensiones Probeta 1
pulgadas mm
Probeta 2
pulgadas mm
Probeta 3
pulgadas mm
probeta 4
pulgadas mm
Probeta 5
pulgadas mm
G -Longitud calibrada D - Dimetro
(vase la nota 1)
R - Radio de la arista mn. A - Longitud de la seccin reducida L - Longitud total aprox. B - Seccin de fijacin (vase la nota 2) C - Dimetro de la seccin final E - Longitud de la seccin del soporte y arista, aproximada F - Dimetro del soporte
2,000 0,005 0,500 0,010 3/8 2 1/4 mn. 5 1 3/8, aprox. 3/4
50,0 0,10 12,5 0,25 10
2,000 0,005 0,500 0,010 3/8
50,0 0,10 12,5 0,25 10 60, mn. 140 25, aprox. 20
2,000 0,005 0,500 0,010 1/16 4, aprox.
50,0 0,10 12,5 0,25 2 100, aprox. 140 20, aprox. 18
2,000 0,005 0,500 0,010 3/8 2 1/4, mn.
50,0 0,10 12,5 0,25 10 60, mn. 120 13, aprox. 22
2,000 0,005 0,500 0,010 3/8
50,0 0,10 12,5 0,25 10
60, mn. 2 1/4 mn.
2 1/4, mn. 60, mn.
125 35, aprox. 20
5 1/2 1, aprox.
5 1/2 3/4 aprox. 23/32
4 3/4 1/2, aprox.
9 1/2 3, mn.
240 75, mn.
3/4
7/8
3/4
20
---
---
5/8
16
---
---
3/4
20
5/8
16
---
---
5/8
16
---
---
5/8
16
19/32
15
Contina .. Figura 5. Tipos sugeridos de extremos para probetas redondas normales para ensayo de tensin
75
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Continuacin .. Notas de la Figura 5: 1. La seccin reducida puede tener un ahusado gradual desde los extremos hasta el centro, con los extremos no ms de 0,005 pulgadas (0,10 mm) mayores en dimetro, que el centro. Si es posible, se recomienda en la probeta 5 que la seccin de fijacin sea lo bastante grande para que la probeta se extienda entre las mordazas una distancia igual a dos tercios o ms de la longitud de las mordazas. Los tipos de extremos que se ilustran son aplicables para la probeta redonda para ensayo de tensin, de 0,500 pulgadas; se pueden emplear tipos similares para las probetas de tamao inferior al normal. Se sugiere el uso de series de roscas UNF (3/4 x 16 x 20, 3/8 x 24 y x 28) para materiales quebradizos de alta resistencia para evitar la fractura de la porcin roscada. Figura 5. Final.
2.
3.
Dimensiones Probeta 1 pulgadas mm G -Longitud del paralelo D - Dimetro R - Radio de la arista mn A - Longitud de la seccin reducida, mn. L - Longitud total mn. B - Seccin de fijacin, aproximada C - Dimetro de la seccin final, aproximada E - Longitud del soporte mn F - Dimetro del soporte 0,500 0,010 1 1 1/4 3 3/4 1 3/4 Probeta 2 Probeta 3 pulgadas mm pulgadas mm Debe ser igual o mayor que el dimetro D 12,5 0,25 0,750 0,015 20,0 0,40 12,5 0,25 30,0 0,60 25 1 25 2 50 32 95 25 20 1 1/2 4 1 1 1/8 38 100 25 30 2 1/4 6 3/8 1 3/4 1 7/8 60 160 45 48
1/4 5/8 1/64
6 16,0 0,40
1/4 15/16 1/64
6 24,0 1/64
5 /16 24,0 0,40
8 6,4 0,40
Nota. La seccin reducida y los soportes (dimensiones A, D, E, F, G y R) deben ser como se ilustra, pero los extremos pueden ser de cualquier forma que encaje en los soportes de la mquina de ensayo, de manera que la carga sea axial. Generalmente, los extremos son roscados y tienen las dimensiones B y C. Figura 6. Probetas normalizadas para ensayo de tensin para fundiciones de hierro
76
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 7. Diagrama de esfuerzo - deformacin que ilustra el punto de fluencia, el cual corresponde a la parte superior del codo.
Figura 8. Diagrama de esfuerzo - deformacin que ilustra el punto de fluencia o la resistencia a la fluencia por el mtodo de extensin bajo carga
77
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 9. Diagrama de esfuerzo - deformacin para determinar la resistencia a la fluencia por el mtodo de desviacin
Notas: Todas las tolerancias dimensionales deben ser 0,05 mm, a menos que se especifique algo diferente. 1. 2. 3. A debe ser paralelo a B dentro de 2: 1 000 y en el mismo plano con B dentro de 0,05 mm pulgadas. C debe ser paralelo a D dentro de 20: 1 000 y en el mismo plano con B dentro de 0,125 mm (0,005 pulgadas) El acabado en las partes no marcadas debe ser de 4 m (125 pulgadas). Figura 10. Ensayo de impacto Charpy (un solo brazo)
78
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Nota:- Las variaciones permisibles deben ser: Longitud de la entalla al borde: Los lados adyacentes deben estar a: Dimensiones de la seccin transversal: Longitud de la probeta L : Centro de la entalla (L/2): ngulo de la entalla: Radio de la entalla: Profundidad de la entalla: Requisitos de acabados: 90 90 10. 0,075 mm ( 0,003 pulgadas) +0. - 2,5 mm (+ 0, - 0,100 pulgadas) 1 mm ( 0,039 pulgadas) 1 0,025 mm (0,001 pulgadas) 0,025 mm ( 0,001 pulgadas) 2 m (63 pulgadas) en la superficie de la entalla y la cara opuesta: 4m (125 pulgadas) en las otras dos superficies
Figura 11.a. Probeta normal de tamao completo
Nota. en probetas de tamao inferior al normal, todas las dimensiones y tolerancias de la probeta normal deben permanecer constantes con excepcin del ancho, que vara como se indica aqu y para el cual la tolerancia debe ser 1 %. b) Probetas de tamao inferior al normal Figura 11. Probetas para ensayo de impacto Charpy (un solo brazo)
79
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Notas: 1. 2. Las dimensiones promedio A y B se miden con aproximacin a 0,02 pulgadas o 0,5 mm Se determina el porcentaje de fractura por esfuerzo cortante con las Tablas 4 o 5. Figura 12. Determinacin del porcentaje de fractura por esfuerzo cortante
Figura 13. Cuadros de apariencia de la fractura y comparador del porcentaje de fractura por esfuerzo cortante
Figura 14. Mitades de una probeta partida para ensayo de impacto Charpy con entalla en V, unidas para la medicin de la expansin lateral, Dimensin A
80
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 15. Calibrador de expansin lateral para probetas de ensayo Charpy
81
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
tem No. 1 2 3 4 5 6
Cantida d 1 1 1 2 1 1
Requisitos del material Descripcin Montaje del dial 4 x 5/8 x Placa base 7 x 4 x Almohadilla 6 x 3 x 1/16 Tornillo de cabeza ranurada Tornillo de cabeza ranurada Indicador del dial
Material y tamao Acero SAE 1015 -1020 Acero SAE 1015 -1020 Caucho Acero 20 x 1 LG Acero 20 x LG Vase Nota 2
Notas: 1. 2. Placa cromada tems 1 y 2 Indicador del dial Starret No. 25 -24
Rango 0,01 - 250 soporte ajustable posterior punto de contacto No. 2 Figura 16. Ensamble y detalles para el calibrador de expansin lateral
82
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 17. Clavijas metlicas para probetas tubulares. Ubicacin adecuada de las clavijas en la probeta y de la probeta en las cabezas de la mquina de ensayo
Figura 18. Ubicacin de las probetas para ensayos de tensin de franjas en tubos de dimetro grande
83
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Dimensiones Probeta No. 1 2 3 4 Dimensiones, pulgadas B C 1 1/16 aproximadamente 2 0,005 2 0,005 1 aproximadamente 4 0,005 2 0,005 1 aproximadamente 4 0,005 2 0,010 2 aproximadamente 4 0,015 8 0,020
A 0,015 0,031 1 0,062 1 1/8
D 2 1/4 min 2 1/4 min 4 1/2 min 2 1/4 min 4 1/2 min 2 1/4 min 4 1/2 min 9 min.
Notas: 1. 2. 3. El rea de la seccin transversal se puede calcular multiplicando A y t. La dimensin t es el espesor de la probeta como indican las especificaciones aplicables del material La seccin reducida debe ser paralela dentro de 0,010 pulgadas y puede tener un ahusado gradual en el ancho desde los extremos hacia el centro. Los extremos no deben ser ms de 0,010 pulgadas ms anchos que el centro. Los extremos de la probeta deben ser simtricos con la lnea central de la seccin reducida dentro de 0,10 pulgadas. Equivalente mtrico: 1 pulgada = 25,4 mm. Se admiten probetas con lados paralelos en toda su longitud, excepto para ensayos de arbitraje, si: a) se usan las tolerancias indicadas; b) hay suficientes marcas para determinar la elongacin; c) cuando se determina la resistencia a la fluencia, se usa un extensmetro adecuado. Si ocurre una fractura a distancia o a menos de 2 anchos del borde de la mordaza, las propiedades de tensin determinadas pueden no ser representativas del material. Si las propiedades cumplen los requisitos mnimos especificados, no se requieren ms ensayos, pero si son inferiores, se descarta el ensayo y se hace uno nuevo. Figura 19. Dimensiones y tolerancias de las probetas para ensayo de tensin de franjas en tubos de dimetro grande
4.
5. 6.
84
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 20. Ubicacin de las probetas para ensayo de tensin transversal en anillos cortados de productos tubulares
Notas: 1. 2. La dimensin t, es el espesor de la probeta indicado en las especificaciones aplicables para el material. La seccin reducida debe ser paralela dentro de 0,010 pulgadas y puede tener un ahusado gradual en el ancho desde los extremos hacia el centro. Los extremos no deben ser ms de 0,010 pulgadas ms anchos que el centro. Los extremos de la probeta deben ser simtricos con la lnea central de la seccin reducida dentro de 0,10 pulgadas. Equivalente mtrico: 1 pulgada = 15,4 mm.
3.
4.
Figura 21. Probeta para ensayo de tensin transversal maquinada de un anillo cortado de un producto tubular.
85
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 22. Mquina de ensayo para determinar la resistencia a la fluencia transversal de las probetas anulares
Figura 23. Extensmetro tipo cadena transportadora, sin asegurar
86
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 24. Extensmetro tipo cadena transportadora, asegurado
Figura 25. Ensayo de allanamiento inverso
87
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 26 - Probeta para ensayo de trituracin
Figura 27. Herramienta de abocinamiento y dado para ensayo de brida
Figura 28. Mandriles ahusados para ensayo de abocinamiento
88
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 29 A. Probetas para ensayo de cara transversal y doblamiento de la base
t, pulgadas 3/8 a 1 1/2 > 1 1/2
T, pulgadas 1 vanse las notas
Cuando t es mayor que : 1. Se corta a lo largo de la lnea indicada por la flecha. El borde se puede cortar con soplete y puede ser maquinado o no. Las probetas se pueden cortar en flejes aproximadamente iguales, de entre de pulgada y 1 pulgadas de ancho para ensayo, o doblarlas en todo su ancho (vase la Figura 32).
2.
Nota. Equivalente mtrico: 1 pulgada = 25,4 mm Figura 29 B. Probeta de lado doblado para materiales ferrosos
89
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Nota una (1) pulgada = 25,4 Espesor de la probeta de ensayo 3/8 t 3/8 t
1 1/2 4t 2 1/2 6 2/3t
3/4 2t 1 1/4 3 1/3t
2 3/8 6t + 1/8
1 3/16 3t + 1/16 Materiales con esfuerzo mnimo de tensin especificado en 95 ksi o mayores
Material 3 3/8 1 11/16 8 2/3t + 1/8 4 1/2 + 1/16
Figura 30. Aparato de soporte para ensayo de doblamiento guiado
Figura 31. Perno de tamao completo para ensayo de tensin
90
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
c: Tolerancia de le agujero d: Dimetro del perno R: Radio T: Espesor de la cua en la parte ms corta de el agujero, el cual debe ser igual a medio dimetro del tornillo
Figura 32. Detalle del ensayo con cua
Nota. Una (1) pulgada = 25,4 mm Figura 33. Probeta para ensayo de tensin para perno con cuerpo de giro hacia abajo
91
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 34. Ejemplos de probetas pequeas proporcionales a las normalizadas de 2 pulgadas de longitud calibrada
Figura 35. Ubicacin de la probeta normalizada redonda de 2 pulgadas de longitud calibrada cuando se saca de un perno de mayor tamao
92
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 36. Ubicacin para ensayo de dureza de los pernos
Figura 37. Dispositivo de fijacin tipo cua
93
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
Figura 38. Dispositivo de fijacin tipo amortiguador (snubbing)
94
NORMA TCNICA COLOMBIANA NTC 3353 (Primera actualizacin)
DOCUMENTO DE REFERENCIA AMERICAN SOCIETY FOR TESTING AND MATERIALS. Standard Test Methods and Definitions for Mechanical Testing of Steel Products. Filadelfia: ASTM, 1994. 45p.il (ASTM A 370- 95).
95
También podría gustarte
- NTC 454 Concretos. Concreto Fresco. Toma de Muestras PDFDocumento7 páginasNTC 454 Concretos. Concreto Fresco. Toma de Muestras PDFGabriel Velez0% (1)
- NTC 5653Documento10 páginasNTC 5653Kathe ZornosaAún no hay calificaciones
- NTC 3708 Neopreno PDFDocumento12 páginasNTC 3708 Neopreno PDFalexago100% (1)
- NTC 722 PDFDocumento12 páginasNTC 722 PDFKathe Zornosa100% (2)
- NTC 129Documento12 páginasNTC 129Luz Aleida Enciso GarciaAún no hay calificaciones
- NTC 174 Concretos. Especificaciones de Los Agregados para Concreto PDFDocumento22 páginasNTC 174 Concretos. Especificaciones de Los Agregados para Concreto PDFMarcos Suarez100% (2)
- NTC 1926 PDFDocumento12 páginasNTC 1926 PDFwillpardo00100% (2)
- NTC 785 Compresión Perpendicular Al Grano PDFDocumento7 páginasNTC 785 Compresión Perpendicular Al Grano PDFalbertoAún no hay calificaciones
- NTC 3357 Temperatura Mezcla PDFDocumento6 páginasNTC 3357 Temperatura Mezcla PDFsssddddd67% (3)
- Traduccion Norma ASTM C143-15Documento8 páginasTraduccion Norma ASTM C143-15Jose Miguel Zuñiga PicadoAún no hay calificaciones
- Astm Colombia CBR Ntc2122Documento0 páginasAstm Colombia CBR Ntc2122Luis ValensAún no hay calificaciones
- NTC 454 - Concreto Fresco. Toma de MuestrasDocumento7 páginasNTC 454 - Concreto Fresco. Toma de Muestrasalvarhon100% (1)
- NTC 32 Tejido de Alambre y Tamices para Propósitos de EnsayoDocumento14 páginasNTC 32 Tejido de Alambre y Tamices para Propósitos de EnsayoGuerrero Acosta German50% (2)
- NTC 1377 Elaboración y Curados de Especímenes de Concreto para Ensayos de LaboratoriaDocumento20 páginasNTC 1377 Elaboración y Curados de Especímenes de Concreto para Ensayos de LaboratoriaÁnge Melo50% (2)
- NTC 108 Cementos. Extracción de Muestras y Cantidad de Ensayos para Cemento Hidráulico PDFDocumento15 páginasNTC 108 Cementos. Extracción de Muestras y Cantidad de Ensayos para Cemento Hidráulico PDFMarcos SuarezAún no hay calificaciones
- Uno de Los Problemas Arduos en El Análisis de Datos Es Manejar Los Valores Atípicos en Un Grupo de DatosDocumento3 páginasUno de Los Problemas Arduos en El Análisis de Datos Es Manejar Los Valores Atípicos en Un Grupo de DatosbriguitAún no hay calificaciones
- NTC 385 Terminología Relativa Al Concreto y Sus AgregadosDocumento9 páginasNTC 385 Terminología Relativa Al Concreto y Sus Agregadosjulianzl2110100% (1)
- NTC 4344 PDFDocumento11 páginasNTC 4344 PDFoscarvargas8311100% (1)
- NTC 3495Documento19 páginasNTC 3495Luz Aleida Enciso Garcia75% (4)
- NTC 77Documento12 páginasNTC 77Juan Pablo TrujilloAún no hay calificaciones
- NTC 3357-2006 (D) PDFDocumento9 páginasNTC 3357-2006 (D) PDFJuan GonzalezAún no hay calificaciones
- NTC 77Documento19 páginasNTC 77Sandy Jazmin Pardo Herreño100% (3)
- Astm C 78Documento10 páginasAstm C 78Milagros Ituza RevillaAún no hay calificaciones
- NTC3692 EsclerometroDocumento7 páginasNTC3692 EsclerometroBlosky Valcárcel Vargas67% (3)
- NTC 1377 PDFDocumento23 páginasNTC 1377 PDFandresAún no hay calificaciones
- NORMA-NTC-3353 AceroDocumento98 páginasNORMA-NTC-3353 Acerooscarvargas8311Aún no hay calificaciones
- NTC 4041 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Al Carbono PDFDocumento31 páginasNTC 4041 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Al Carbono PDFjavoidea696526Aún no hay calificaciones
- p.4.0311.01 Electrodos de Acero Dulce Con Revestimiento para Soldadura de Arco-Recomendaciones de UsoDocumento37 páginasp.4.0311.01 Electrodos de Acero Dulce Con Revestimiento para Soldadura de Arco-Recomendaciones de Usojleonos100% (1)
- NTC 3572 Varillas de Acero Al Carbono y de Baja Aleación para Soldeo Con Gas Combustible y Oxígeno PDFDocumento18 páginasNTC 3572 Varillas de Acero Al Carbono y de Baja Aleación para Soldeo Con Gas Combustible y Oxígeno PDFjavoidea696526Aún no hay calificaciones
- NMX B 172 1988Documento98 páginasNMX B 172 1988Prz Mrcd RicardoAún no hay calificaciones
- NTC 3571 Electrodos Desnudos y Varillas para Soldadura de Aluminio y Sus Aleaciones PDFDocumento37 páginasNTC 3571 Electrodos Desnudos y Varillas para Soldadura de Aluminio y Sus Aleaciones PDFjavoidea696526Aún no hay calificaciones
- NTC 4005 Acero Estructural para PuentesDocumento18 páginasNTC 4005 Acero Estructural para PuentesrickatmanAún no hay calificaciones
- Calificacion y Procedimientos API 1104Documento56 páginasCalificacion y Procedimientos API 1104Abel Valderrama Perez100% (1)
- Normas Tecnicas Del Acero para PerupdfDocumento41 páginasNormas Tecnicas Del Acero para PerupdfLimaymanta Ticse Ricardo50% (2)
- NMX B 310 1981Documento44 páginasNMX B 310 1981MEMONCHASAún no hay calificaciones
- API 1104 EspañolDocumento60 páginasAPI 1104 Españolpercy21375% (4)
- Norma NTG 36011 (ASTM A615-A615 M-12)Documento17 páginasNorma NTG 36011 (ASTM A615-A615 M-12)Wil MonAún no hay calificaciones
- Hurtado Espejo Raul Barras Corrugadas AceroDocumento86 páginasHurtado Espejo Raul Barras Corrugadas AcerocardicampoAún no hay calificaciones
- NTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFDocumento32 páginasNTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFjavoidea696526Aún no hay calificaciones
- Api 1104Documento46 páginasApi 1104ramefAún no hay calificaciones
- NTC5401 PDFDocumento74 páginasNTC5401 PDFjavierleon827Aún no hay calificaciones
- NTC5401Documento8 páginasNTC5401RodolfoMarínAún no hay calificaciones
- Vdocument - in Monografia-SoldaduraDocumento31 páginasVdocument - in Monografia-SoldaduraFERNANDO PRADOAún no hay calificaciones
- Norma Astm A370Documento4 páginasNorma Astm A370Harold Valle Reyes0% (1)
- Nombre: David Santiago Muñoz Rodríguez Fecha: 23 de Agosto Del 2021 Profesor: Julián Carrillo. Código: 1103763Documento9 páginasNombre: David Santiago Muñoz Rodríguez Fecha: 23 de Agosto Del 2021 Profesor: Julián Carrillo. Código: 1103763Esteban Leonardo Martinez QuevedoAún no hay calificaciones
- Normas de Identificación de Fabricación de AcerosDocumento16 páginasNormas de Identificación de Fabricación de AcerosKevin Shinder Jesus Colque EscobedoAún no hay calificaciones
- Awsd1 1Documento71 páginasAwsd1 1Juan Santos90% (10)
- NTC5401 PDFDocumento74 páginasNTC5401 PDFjavoidea6965260% (1)
- Etn 160 03-14Documento78 páginasEtn 160 03-14eze_firmatenseAún no hay calificaciones
- Comparacion de Las Normas AstmDocumento7 páginasComparacion de Las Normas AstmWendy Puello RamirezAún no hay calificaciones
- SOLDA202150 Practica de Laboratorio 9 Chiguano Cholango Guagrilla Mendoza VinuezaDocumento17 páginasSOLDA202150 Practica de Laboratorio 9 Chiguano Cholango Guagrilla Mendoza VinuezaSEBASTIAN ALEJANDRO MENDOZA GARCIAAún no hay calificaciones
- Resumen API 1104Documento13 páginasResumen API 1104Giovanni FloresAún no hay calificaciones
- Plan de CalidadDocumento14 páginasPlan de CalidadMarcos Vidal GarciaAún no hay calificaciones
- Ensayo de TraccionDocumento9 páginasEnsayo de TraccionLeandro Iriarte YepesAún no hay calificaciones
- EN 287-2-EXAMEN DE CUALIFICACION DE SOLDADORES-PARTE 2-ALUMINIO Y ALEACIONES DE ALUMINIO Imprimido PDFDocumento42 páginasEN 287-2-EXAMEN DE CUALIFICACION DE SOLDADORES-PARTE 2-ALUMINIO Y ALEACIONES DE ALUMINIO Imprimido PDFmanuel floresAún no hay calificaciones
- En 287-2-Examen de Cualificacion de Soldadores-Parte 2-Aluminio y Aleaciones de Aluminio ImprimidoDocumento42 páginasEn 287-2-Examen de Cualificacion de Soldadores-Parte 2-Aluminio y Aleaciones de Aluminio Imprimidomanuel floresAún no hay calificaciones
- Normas para SoldaduraDocumento4 páginasNormas para SoldaduraDaniel Negrete GalvanAún no hay calificaciones
- Astm A370Documento6 páginasAstm A370tristanxp8067% (3)
- Normas MetalurgicasDocumento43 páginasNormas MetalurgicasJorge CamposAún no hay calificaciones
- NORMA API 1104 TraducccionDocumento59 páginasNORMA API 1104 TraducccionLuis100% (2)
- Españoletas - Garpar SanzDocumento1 páginaEspañoletas - Garpar SanzstlebeAún no hay calificaciones
- Construccion Presas de Tierra PDFDocumento93 páginasConstruccion Presas de Tierra PDFMarco Sullca LaricoAún no hay calificaciones
- Diafragmas Rígidos y FlexiblesDocumento6 páginasDiafragmas Rígidos y FlexiblesstlebeAún no hay calificaciones
- Coeficiente de BalastoDocumento1 páginaCoeficiente de BalastostlebeAún no hay calificaciones
- Viga DobleDocumento8 páginasViga DobleVictor ValenciaAún no hay calificaciones
- Verificación de La Sección Transversal Circular RCDocumento2 páginasVerificación de La Sección Transversal Circular RCstlebeAún no hay calificaciones
- Coeficiente de BalastoDocumento1 páginaCoeficiente de BalastostlebeAún no hay calificaciones
- Análisis Matricial de Estructuras - Roberto Rochel AwadDocumento1 páginaAnálisis Matricial de Estructuras - Roberto Rochel AwadstlebeAún no hay calificaciones
- Resolucion 0017 Del 4 de Diciembre de 2017Documento115 páginasResolucion 0017 Del 4 de Diciembre de 2017Enrique LineroAún no hay calificaciones
- Derivación e Integración NuméricasDocumento22 páginasDerivación e Integración NuméricasstlebeAún no hay calificaciones
- Cómo Se Distribuye El Agua en El PlanetaDocumento1 páginaCómo Se Distribuye El Agua en El PlanetastlebeAún no hay calificaciones
- Construccion Presas de Tierra PDFDocumento93 páginasConstruccion Presas de Tierra PDFMarco Sullca LaricoAún no hay calificaciones
- NTC4205 2 PDFDocumento9 páginasNTC4205 2 PDFJimmy MedinaAún no hay calificaciones
- Especificaciones Técnicas Unidad de Mampostería No Estructural 10 20 40Documento1 páginaEspecificaciones Técnicas Unidad de Mampostería No Estructural 10 20 40stlebeAún no hay calificaciones
- Conexiones Semirígidas - Oct 2008Documento13 páginasConexiones Semirígidas - Oct 2008Wilson AgudeloAún no hay calificaciones
- Metodo de Los DesplazamientosDocumento16 páginasMetodo de Los DesplazamientosSantiago Diaz CamargoAún no hay calificaciones
- Conexiones Semirígidas - Oct 2008Documento13 páginasConexiones Semirígidas - Oct 2008Wilson AgudeloAún no hay calificaciones
- Especificaciones Técnicas Unidad de Mampostería No Estructural 10 20 40Documento1 páginaEspecificaciones Técnicas Unidad de Mampostería No Estructural 10 20 40stlebeAún no hay calificaciones
- Portada Botánica General - Frank UribeDocumento2 páginasPortada Botánica General - Frank Uribestlebe100% (1)
- Tanque de AlmacenamientoDocumento1 páginaTanque de AlmacenamientostlebeAún no hay calificaciones
- Detalle ZapataDocumento1 páginaDetalle ZapatastlebeAún no hay calificaciones
- Manual de Diseño Muros Divisorios y de Fachada en MamposteriaDocumento31 páginasManual de Diseño Muros Divisorios y de Fachada en MamposteriaSebastián NietoAún no hay calificaciones
- Paso A Paso Del Método de La Aceleración LinealDocumento2 páginasPaso A Paso Del Método de La Aceleración LinealstlebeAún no hay calificaciones
- ASTRONOMÍADocumento12 páginasASTRONOMÍAstlebeAún no hay calificaciones
- Guia de Dise o de PilotesDocumento77 páginasGuia de Dise o de PilotesLaura DuránAún no hay calificaciones
- Diseño de Muros-2012Documento39 páginasDiseño de Muros-2012ingamarraAún no hay calificaciones
- Observaciones de La Resolucion 661 de 2014 PDFDocumento41 páginasObservaciones de La Resolucion 661 de 2014 PDFJhon RodriguezAún no hay calificaciones
- Des Aren AdoresDocumento13 páginasDes Aren AdoresstlebeAún no hay calificaciones
- Noche Oscura - San JuanDocumento1 páginaNoche Oscura - San JuanNahir Alvarez FerreiraAún no hay calificaciones
- 25 12criticarazonpuraDocumento21 páginas25 12criticarazonpuraGeronimo PrincipeAún no hay calificaciones
- 4to Grado Aprendizajes EsencialesDocumento34 páginas4to Grado Aprendizajes EsencialesSol J LiraAún no hay calificaciones
- Investigación Científica - Cascara de BananoDocumento2 páginasInvestigación Científica - Cascara de BananoGustavo GarciaAún no hay calificaciones
- Ejemplos PreguntasDocumento11 páginasEjemplos PreguntasLarry Bebe OrlyAún no hay calificaciones
- Geometria - Sem 5Documento6 páginasGeometria - Sem 5Pablo Andrés Escalante SandovalAún no hay calificaciones
- Memoria de Obra PUBLICADocumento16 páginasMemoria de Obra PUBLICAJuan MoralesAún no hay calificaciones
- Actividad 3 - Contabilidad Financiera IIIDocumento16 páginasActividad 3 - Contabilidad Financiera IIIJiseth Paola Romero LinaresAún no hay calificaciones
- Articulo Cientifico Motivación y Proceso de Aprendizaje de La EscrituraDocumento6 páginasArticulo Cientifico Motivación y Proceso de Aprendizaje de La EscriturawendyAún no hay calificaciones
- Gravimetría y VolumetríaDocumento33 páginasGravimetría y VolumetríaJose VAAún no hay calificaciones
- Las Enseñanzas Del ZenDocumento62 páginasLas Enseñanzas Del Zenmaviso100% (11)
- Secuencia Pototo 3 Veces Monstruo 2015Documento15 páginasSecuencia Pototo 3 Veces Monstruo 2015Erika Menem100% (4)
- Manual 2021 01 Dise o Organizacional 2260 EADocumento143 páginasManual 2021 01 Dise o Organizacional 2260 EAmajoro1504Aún no hay calificaciones
- Final Preguntas Teoria de Relaciones InternacionalesDocumento15 páginasFinal Preguntas Teoria de Relaciones InternacionalesAlison AndradeAún no hay calificaciones
- Taxonomía y TaxonesDocumento16 páginasTaxonomía y TaxonesLluvisz PrudencioAún no hay calificaciones
- Trabajo Final - SostenibilidadDocumento10 páginasTrabajo Final - SostenibilidadLitzy Aguilar MAún no hay calificaciones
- Fase 3 - Trabajo Colaborativo - Grupo. 551113 - 1 PDFDocumento26 páginasFase 3 - Trabajo Colaborativo - Grupo. 551113 - 1 PDFFlor Yadira Moreno GarzonAún no hay calificaciones
- (CC) (25494735) Carmen Rosa Delgado de Pino 3Documento1 página(CC) (25494735) Carmen Rosa Delgado de Pino 3Daniel Alejandro Rojas JoaquiAún no hay calificaciones
- Copia ExamenDocumento27 páginasCopia ExamenSolmuri VeAún no hay calificaciones
- Qué Es La Red CurricularDocumento29 páginasQué Es La Red CurricularRebecca DíazAún no hay calificaciones
- Control Automático de Un Motor de C.D.Documento3 páginasControl Automático de Un Motor de C.D.Alondran Torres PerezAún no hay calificaciones
- Dinamicas GrupalesDocumento44 páginasDinamicas GrupalesSaMy Perez ChavezAún no hay calificaciones
- Entrevista OVDocumento6 páginasEntrevista OVKarla CoronelAún no hay calificaciones
- Ecuaciones Diferenciales Tipo y (Segunda Derivada)Documento10 páginasEcuaciones Diferenciales Tipo y (Segunda Derivada)Yulissa Segundo XolocotziAún no hay calificaciones
- Equipo de Campaña Beatriz SánchezDocumento4 páginasEquipo de Campaña Beatriz SánchezBioBioChileAún no hay calificaciones
- Libreto Titulación 2023Documento9 páginasLibreto Titulación 2023Soledad CanquilAún no hay calificaciones
- 1.4 Distribución de FrecuenciasDocumento20 páginas1.4 Distribución de FrecuenciasZulia BurgaAún no hay calificaciones
- Parcial 1Documento17 páginasParcial 1Claudia Fuentes OrtizAún no hay calificaciones
- Directiva 020 de 2015Documento6 páginasDirectiva 020 de 2015Roalto TorresAún no hay calificaciones
- Actividad 6 Corriente ElctricaDocumento1 páginaActividad 6 Corriente ElctricaJAIR CRUZ CASTILLOAún no hay calificaciones
- Funcion y Significado de La Historia de La ArquitecturaDocumento2 páginasFuncion y Significado de La Historia de La ArquitecturaAndrea Cervantes100% (1)
- Liderazgo ConscienteDocumento4 páginasLiderazgo ConscienteCarlos Eliu Lujano GuerraAún no hay calificaciones