Documentos de Académico
Documentos de Profesional
Documentos de Cultura
10 Mantenimiento Definiciones 3049-93
10 Mantenimiento Definiciones 3049-93
Cargado por
motudasanTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
10 Mantenimiento Definiciones 3049-93
10 Mantenimiento Definiciones 3049-93
Cargado por
motudasanCopyright:
Formatos disponibles
NORMA VENEZOLANA
MANTENIMIENTO. DEFINICIONES
COVENIN 3049-93
PRO LOGO
La Comisi6n Venezolana de Nonnas Industriales (CO VENIN), creada en 1958, es el organismo encargado de prograruar y coordinar las actividades de Normalizacicn y Calidad en el pais. Para Ilevar a cabo eI trabajo de e1aboraci6n de normas,.ia CO VENIN constituye Comites y Comisiones Tecnicas de Normalizacicn, donde participan organizaeiones gubernameatales y no- gubemamentales relacionadas con unarea especifica.
La presente norma fue elaborada pot el Comite Teenico de Normalizaci6n CT-3: CONSlRUCCION. aprobada por la COVENIN en 50 reunion No. 124 de fecha 93-12-01.
NORMA VENEWLANA MANTENIMIENTO. DEFINICIONES
COVENIN 3049-93
1 NORMA CO VENIN A CONSULTAR
Esta Nonna es completa.
2 OBJETO Y CAMPO DE APLICACION
Esta Norma venezolana establece el marco conceptual de 1a funci6n mantenimiento a fin de tender a Ia unifieacion de criterios y principios basicos de dieha funcl6n. Su aplicad6n esta dirigida .3 aquellos sistemasen operacion, snjetos a acciones de mantenimienro.
3 DEFINICIONES
3.1 ORGANlZACION
3.1.1 Sistemas Prnduenvos (S.P.)
Son aquellas siglas que identifican a los Sistemas productivos dentro de los cuales se pueden encontrar dispositivos, eqoipos, instalaciones ylo edificaciones sujetas a acciones de mantenimiento.
3.1.2 Mantenimiento
Es el con junto de aceiones que permite conserver 0 restablecer un SP a un estado especifico, para que pueda cumplir un servicio determinado.
3.1.3 Gesti6n de Mantenimiento
Es la efectiva y eficiente utilizacion de los recursos maleriales, ecenomicos, hnmanos y de tiempo para alcanzar los objetivos de mantenimiento.
3.1.4 Objetivo de Mantenimiento
Es mantener un SP en forma adecuada de manera que puecia cumplir su mision, para lograr una producci6n esperada en empresas de producci6n y una calidad de servicios exigida, en empresas de servicio, a un costa global 6ptimo.
3.1.5 PoUticas de Maotenimiento
Son los lineamientos para lograr los oojetivos de mantenimiento.
3.1.6 Objdos de Mantenimieoto
Los SP que deben ser mantenidos de forma tal que la produccion 0 servicio obtenido sea el deseado.
3.1. 7 Trabajos de Mantenimieoto
Son las actividades a ejecutar para cumplir con los objetivas de la organizacion.
3.1.8 Reeursos de Man1enimiento
Son todos los insnmos necesarios para realizar la gestion de mantenimiento, tales como: humanos, materiales, financieros U otros,
3.1.9 lngen.ieria de Mantenimiento
Es 1a funcion responsable de Ia definicion de procedimienlOS, metodos, analisis de teenieas a utilizar, eontratos, estudios de costos y los medios parahacer el mantenimiento, induyendo la investigacion y desarrollo del mismo,
3.1.10 Tipos de Mantenimieoto
3.1.10.1 Mantenimieoto Rutioario
Es el que comprende actividades tales como: lubricacion, limpieza, protecci6n, ajustes, calibraci6n u otras; 50 fiecuencia de ejecucion es basta perlodos semanales, generalmente es ejecutado por losmismos operarios de los SP y 50 objetivo es mantener y alargar la vida util de dichos SP evitando su desgaste.
3.1.10.2 Mantenimiento Program ado
Toma como basamento las instrucciones tecnicas recomendadas por los fabricantes constructores, disenadores usuarios y experiencias conocidas, para obtener ciclos de revision yl0 sustituciones para los elementos mas importantes de un SF a objeto de determinar Ia carga de trabajo que es neeesario programar, Su frecuencia de ejecuci6n cubre desde quincenal basta generaimente periodos de un ailo. Es ejecutado por las cnadrillas de la organizacien de mantenimiento que se dirigen al sitio para realizar las labores incorporadas en un calendario annal.
3.1.10.3 Mantenimiento por averia 0 reparacien
Se define como la atenci6n a un SP cuando aparece una falla, Su objetivo es mantener en servicio adecuadamente dichos sistemas. minimizando sus tiempos de parada, Es ejecutado por el personal de la organizacion de mantenimiento, La atencion a las fallas debe ser inmediata y por tanto no da tiempo a ser "programada" pues implica el aumente en costos )' de paradas innecesarias de personal y equlpos.
3.1.10.4 Manteni:m:ieoto Correctivo
Comprende las actividades de todo tipo encaminadas a tratar de eliminar la necesidad de mantenimiento, corrigiendo las fallas de una manera integral a mediano plaia. Las acciones mas-comunes que se realrzanson: modificacion de elementos de maquinas, modificaci6n de a1ternativas de preceso, cambios de especificaciones, ampliaciones, revisi6n de elementos basi cos de mantenimiento y conservacion. Este tipo de actividades es ejecutado por el personal de la organizaci6n de mantenimiento y/o por entes foraneos, dependiendo de la magnitud, costos, especializaci6n necesaria U otros: su intervencion tiene que ser planificada y programada en el tiempo para que su ataque evite paradas injustificadas,
3.1.10.5 Manteoimiento CircunstanciaJ
Este tipo de manrenimienro es una mezcla entre rutinario, programado, a· eria y corrective ya que por su intermedio se ejecutan acetones de rutina perc no tienen un punto fijo en el tiempo para iniciar su ejecuci6n., porque los sistemas atendidos funcionan de manera alterna; se ejecutan acciones qne estan programadas en un calendario annal pero que tampoco tienen un punto fijo de inicio por la razon anterior, se atienden averias cuando el sistema se detiene existiendo por supuesto otro sistema que cumpla so funcion; Y eI estudio de la falla pennite la programacicn de su correccion eliminando dicha averia a mediano plazo. La atenci6n de Los SF bajo este tipo de mantenimiento depende no de la organizacion de mantenimiento que tiene a dichos SP dentro de SUS planes y programas, sino de otros entes de la organizaeion del SP ]05 cuales sugieren aumento en capacidad de produccion, cambios de procesos, disminuci6n en ventas, reducci6n de personal y/o tumos de trabajo.
3.1.10.6 Mantenimiento Preventivo
EI estudio de falIas de un SP deriva dos tipos de averias; aquellas que generan resultados que obliguen a la atenti6n de los SF mediante mantenimiento corrective y las que se presentan con cierta regularidad y que ameritan su prevenci6n. EI mantenimiento preventivo cs el que utiliza todos los medics disponibles incluso los estadisticos, para deter-
2
minar 1a frecuencia de las inspecciones, revisiones, sustitucion de piezas claves, probabilidad de aparici6n de averias, vida util, u otras, Su objetivo es adelantarse a la aparici6n o predecir la presencia de las fallas.
3.1.11 Formas de hacer el Mantenimiento
3.1.11.1 Administration Directa
Es el mantenimiento que se realiza can personal que pertenece a la organizaci6n de la ernpresa
3.1.11.2 Comratado
Es eJ mantenimiento que se realiza con UD ente extemo a la empresa segUnespecificaciones de esta, en condiciones de precio y tiempo previamente estableeidas.
3.1.12 Estructura de Mantenimiento
Es la composicion, localizaci6n y arreglo de los recursos para hacer frente de la mejor manera, a una carga de teabajo esperada,
3.1.13 Fonnas de Estructura de Ia Organiza:cioD de Mantenimiento
3.1.13.1 Mantenimiento de Area
Subdivide al SP en varias partes geograficas y a cada una de elIas se asignan cuadrillas de personal para ejecutar las aociones de marrtenimiento. Su objetivo es aumentar Ja eficiencia operativa, ya que estas pequeiias organizaciones se sinian en las proximidades de los sistemas a los cuales sirven, Se caracteriza por: mayor y mejor control de personal por area, personal especializado en el area de trabajo, aumento de costas por especializaci6n funcional, mayor fuerza laboral, programacion y prevenciones mas ajustadas ala realidad, sistema de informaci6n mas complejo y recomendable para SP sufieientemente grandes en distribuci6n geognifica, diversidad de procesos y de personal.
3.1.13.2 Mantenimieoto centralizado
Es Ja concentraci6n de los recnrsos de mantenimiento en una localizacion central. Se caracteriza por: Transferencia de persona] de un Iugar a otro donde exista necesidad de man1enimienLo, personal con conocimiento del SP a mantener, bajo nivel de especializacion en general comparado con el de area, reduceion de costos por 1a poca especializacion funeional: en emergencias se puede contar eon todo el personal y se recomienda para SP medianos a pequei'ios y con poca diversidad de procesos.
3.1.13.3 M antenimiento area central
SeapJica en macro SP,. los enales tienen organizaciones en situaciones geognificasalejadas.cantidadeselevadas de personal y diversidad de proeesos, En este tipo de entes organizacionales cada area tiene StI organizacion de mantenimiento, pero todas manejadas bajo una administration central.
lndependientemente del tipo de estructura de organizacion de mantenimiento requerida.,se deben tener en cuenta como principios fundamentales el factor COSIo implicado, tipo de personal uecesario y drversidad de procesos,
3.1.14 Ni"'eles Jerarquices de una Organization de Mantenimiento
3.1.14.1 Nivel I: Direcd6n ygerencia
3.1.14.2 Nivel 2: Supervision y apoyo
3.1.14.2.1 Nivel 2.1: Supervision y control de ejecucion de acciones de mantenimiento.
3.1.14.2.2 Nivel 2.2: Apoyo logistico a la funcion mantenimiento: Planificacion, Diseflo, Programacion, Almacen, Automatization, entre otros,
3.1.14.2.3 Nivel 2.3: Mantenimiento de Taller.
3.1.14.3 Nivel3: Supervision y Ejeencion deacciones de mantenimiento para cads area especifica.
3.1.14.4 Nivel 4: Ejecucion propiamente dicha de aeciones de mantenimiento.
3.1.15 Personal
Gente 0 fuerza de trabajo de una empresa
3.1.16 Gestion de Persona]
Son los estudios, programas }' acciones para obtener el personal requerido en cantidad, calidad y oportunidad, asi como lograr la productividad del trabajador durante su vida uti! en la empresa,
3.1.16.] Reclutamiento
Esel proceso mediante eI cual se solicits a los candidates para ocupar un cargo defi.nido. Antes del reehnamientose deben establecer las funciones y responsabilidades del cargo, as! como los requerimientos de escolaridad y experiencia en el personal.
3.1.16.2 Seleccion
Es el proceso mediante el cuaI se esooge a Ia persona que reuna de Ia mejor Canna, las condiciones exigidas para ocuparel cargo.
3.1.16.3 Desarrollo del Personal
Es el proceso de instrueci6n a largo plazo, arganizado y sistematico, mediante el cual el personal adquiere conocimientos tecnicos yconcepmales.
3.1.16.4 Entl"~na.mjeDto de Personal
Es el proceso de instrueci6n a corte plaza, arganizado y sistematico, mediante el cual e1 personal adquiereeonocintientos, tecnicas y habilidadescon una finalidad definida.
3.].16.5 Planes de Carrera
Es un proceso organizado mediante el cual se establecen Iasetapas por las cuales debe pasar eI personal en sa trayectoria dentro de una empresa.
3.1.16.6 Enluacionde Personal
Es el analisis del desempeao de un trabajador en determinadocarg:o, contra estandaresestablecidos formal e infermalmente.
3.1.17 Funciones de la Administration de Personal
Es la que. describe los deberes, pnicticas y procesos quese realizan en la admiaistracion de personal. Dichas funeiones abarcan los signientes coaeeptos: reclutamiento, selecdon, colocacion, evaluation, entreaamiento, desarrollo, administracion de sueldos y salarios, sen-ides y beneficios, salud, seguridad y contratos colectivos,
3 .. 1.18 Actividades de Gesti6n de Personal
3.1.18.1 Puesto de Trabajo
Es unconjunto definido de tareas responsabilidades y deberes, que en eI marco de ciertascondiciones de trabajo, constituyen la labor corriente de un individuo.
3.L18.2 Especifi£acilin de Puesto
Es la que se refiere al establecimiento de los requerintientos de habilidades mentales. manuaIes y de conocimientos, asi como las cualidades y caracteristicas personates que debe poseer quien susteme el puesto,
J
3.1.18.3 Descripci6n de Puc to
Consiste en la ideruificacion del puesto, actividades, deberes y responsabilidades del mismo.
3.1.18.4 Uoidad de Programaeten de Maatenimlento
Es eI grupo de personas que tienen como funcion la coordination de los trabajos de mantenimiento, de tal manera que estas no perturben la operation 0 produccion, no coincidan trabajos que se afecten entre 51 y se cumplan las condiciones de seguridad.
3.1.18.5 Gropos de Trabajo de Mantenimiento
Es un conjunto de personas que interacnlan entre si, con el objeto cormm de realizar tareas especificas de mamenimiento.
3.1.18.6 Cuadrillas de mantenimiento
Es un grope de personas estructuradas en forma jerarquica, los cuales tienen como funcion realizar un trabajo de campo en mantenlmiento.
3.2 TECNICO
3.2.1 Falla
Es unevento no previsible, inherente a los SP que impide que estoscumplan funcion bajo condiciones establecidas 0 que nola cumplan.
3.2.2 Tipos de Fallas
3.2..2.1 Por su aleance
3.2.2.1.1 Parcial
Es aqueUa que origina desviaciones en las caracteristicas de funcionamiento de un SP, fuera de limites especificados, pero no la incapacidad total para cumplir su funcien,
3.2.2.1.2 Total
Es aquella que origina desviaciones 0 perdidas de las caracteristicas de funcionamiento de W1 SP, tal que produce incapacidad para cumplir su funcicn,
3.2.2.2 Por su veJocidad de aparici6n
3.2.2.2.1 Progresiva
Es aquella en la que se observa la degradacion de funcionamiento de un SP y pnede ser detenninada por un examen anterior de las caracteristicas del mismo.
4
3.2.2.2.2 Intermiteote
Es aquella que se presenta alternativamerue por lapsos limitados.
3.2.2.2.3 Stibita
Es La que ocurre instantaneamente y no puede ser prevista por unexamen anterior de las caracteristicas del SF,
3.2.2.3 Per su imp acto
3.2.2.3.1 Menor
Es aquella que no afecta los objetivos de produeeicn 0 de servicio.
3.2.2.3.2 Mayor
Es aqueUa que afecta parcialmente los objetivos de produccion 0 de servicio,
3.2.2.3.3 Critica
Es aqnella que afecta totalmente los objetivos de produccion 0 de servicio.
3.2.2.4 Por so depend eo cia
3.2.2.4.1 Indepeodiente
Son faUas del SP cuyas causas son inherentes al mismo,
3.2.2.4.2 Dependiente
Son fallas del SP cuyo origen es atribuible a una ::ausa. externa.
3.2.3 Normas de mantenimieoto
\ Son disposiciones de earaeter obligatorio dentro de la orgaaizacion de mantenimiento que establecen las condiciones para la realizaci6n de las actividades del mismo.
3.2.4 Proc:edimiento de manteoimieoto
3.2.5 Estli.ndares
Son reglas, modelos y criterios contra los cuales son efeetuadas comparaciones y estimaciones,
3.2.6 hulicadores de mantenimieoto
Son parametres cuantitativos de control que permiten determinar el comportamienro y laefectividad del sistema de
---_. --- ----
mamenimiento de un SP, estes parametrosson absolutes 0. relatives,
3.2.7 Sustituciiln deeqnlpos
Es eJ remplazo del sistema atendiendo a criterios de: aumentes de Ia capacidad producuva, reduccien de costosy eliminacion de equipos obsoletes y/o averiados, La sustilucian puedeser:
3.2.7.1 Programada
Si Ia sustitucion es progrnmada se basa en:
3.2.7.1.1 Prediccion estadfstica
3.2.7.1.2 Predicci6n en base a las condiciones fisicas delequipo.
3.2.7.2 No programada
Si la sustitucion es no programada se basa en:
3.2.7.2.1 Falla
3.2. 7.2.2 Obsolescencla t,ecnol6gica
3.2 .. 8 Criticidad de eqnipes
Es una calificacion que se estableee segun consecueneia de la Calla de los SP en la misi6n de la erganizacicn. Los criterios para lacalifieacion son: efectos sabre la prodnecion, disponibilidad, .seguridad y servicio,
3.2.9 DispooibiJidad
Es la probabilidad de que un SP este en capaeidad de cumplir su misien en un momenta dado bajo condiciones detenninadas.
3.2.10 Confi a bilid ad
Es la probabilldad de que un SF no falle en un memento dado bajo condicionesestablecidas.
3.2.n Manteoibilidad
Es la probabilidad de que un SP pueda ser restaurado a condiciones normales de operacion dentro de un periodo detiempo dado,cuando su mantenimiento ha side realizado de acuerdo a procedimientos preestablecidos,
3.2.12 Vida util
Es el periodo duranteel cual un SP cumple lID objetivo determiaado, bajo un coste aceptable para la organizaci6n.
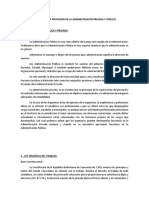
3.2.13 Pcriodos de "ida de un SP
La vida util de un SP esta dividida en [res periodos, los cualesse definen en funcion del comportamiento de la rata de fallas, de Ia siguiente forma.
3.2.13.1 Periedo de arranque
Su principal caracteristica es que e.1 indice de faUas deerece a medida que transeurre el tiempo. En este periodose encuentran todos los SP en el momenta de su pnesta en marcha y cada vez que a un SF se Ie hace una reparaci6n generalcomienza un nuevo penodo de vida con un nuevo periodo de arranque. Por 10 general se cumple queexiste un alto nivel de roturas, la confiabilidad es mll}' baja y con la eorreccion de los defectos de fabrica la frecuencia de falias disminuye hasta llegar a estabilizarse en un indice aproximadamente constante. Las fallas presentadas en este periodo ocurren debidoa defeetos del material, errores humanos enensamble y cemponentes fuera de especifieacion en Iaconstruccion. La politica de mantenimiento recomendable es seguir las instrucciones del manual de servicio y m..antenimiento, dentro de las condiciones establecidas en la garantia.
3.2.13.2 Periodo de operation normal
Se caracteriza porque el indice de fallas permanece aproxirnadamenteconstante a medidaque transcurre el tiempo .. Este periodo cubre Ia mayor parte de la vida util de un SP yes tan probable que suceda una Calla ahora como que suceda mas tarde. Las fallas son debidas a acumulaci6n de esfuerzos por encima de Ia residencia de diseao y de lasespecificaciones, fa1ta de lubrieaeien, mala operati6n e imponderable como 10 constituyen las fallas en otros SP interconectados, materia prima, fluctaaciones de la energia, u otTOS.
Como es ua periodo de gran duracion, da tiempo a planificar bien su marnenimiento y las politicas a dictarse deben ser tendentes a mantener los SP .aplicando Mantenimiento Rutinarin Programade, Circunstancial (si es elcaso tipico), ataear avertas.corregir averias y a med.ida que se hagan 105 esmdios yarullisis respectivos a las fallas, tender hacia el Mantenimiesto Preventive.
3.2.13.3 Periodo de desgaste
Su principal ca:racteristica es queel Indice de fallas aumenta a med.ida que transcurre el tiempo. En este periodo las fallas SOD debidas a: fatiga, erosion, corrosion, desgaste mecaaico, etc. Cuando un SP entra en este periodo, debe someterse a una reparaeion general e idealmcnle se analizan las fallas en funcion de los castes asodadosa la repsraeien,
5
Las politicas a dictarse deben ser tendentes al analisis de falias para preverlas, no sin aplicar conjuntamente Marnenimiento Rutinario, Programado, Circunstancial (si es el case), atacando las averias ~' eorrigiendolas hasta que eI estudio economieo 10 indique. '
3.2.14 Curva de Ia baiera
Es Ia grafica que representa los periodos de vida de un SP en funcicn de la rata de Callas como 10 muestra la Figura N"L
3.2.15 Parametres basieos para eI an4lisis de taUas
3.2.15.1 Aruilisis de fallas
Es el estudio sistematico y logistico de las faIlas de un SP, para determinar la probabilidad, causa y consecuencia de las mismas,
3.2.15.2 Pronostico
Es la prediccion de una condici6n oeveruo futuro, generalmente a traves de estudios estadisticos.
3.2.15,3 Rata de Iallas r(t)
Es la probabilidad de falla casi inmediata de un SP a la edad t.
3.2.15.4 Frecuencia de {aJlas
Es la probabilidad casi inmediata de falJa de un SP aJ llegar a l horns de operaci6n.
3.2.15.5 Probabilidad de sapervivencla
Es la probabilidad de que un SP sobreviva aJ tiempo 1.
PERrODO DE ARRANQUE
RATA DE FALLAS
PERronD DE OPERAcro~ NORllAL
PEiIODO DE DESGASTE
TIEMPO
FIGURA N!!l.
CURVA DE LA BANEIA
6
3.2.15.6 Prnbabllidad de Calla Pr(l) 6 U{t).
Es la probabHidad de que un SP faUe al tiempo 1.
3.2 .. 15.7 Relacionesde los parametros
3.2.15.7.1 La rata de Calla viene dada por:
r(l)=PQL) I [1 x Ps(OJ
3.2.15.7.2 La probabilidad de falla y la probabiHdad de snperviveneia SOD complementarias:
Ps(t) + pf(l)"" I => R(t) + U(t) = 1
3.2.15.8 Tiempo pa.raoonfiabiJidad
EI parametro de tiempo necesario para el estudio de la confiabilidad es el TIEMPO ENTRE FALLAS (TEF),. e.l cual puede sec descrito 0 tornado en la informacion de campo en formas tales como:
3.2.15.8 .. 1 Tiempo promedio entre (alias 0 media de tiempo entre faIJas:
TPEF = MIEF
Identifiea el intervale de tiempo mas probable entre un arranque y la aparicien de una falla,
3.2.15.8.2 TieJD'po promedioentre paradas 0 media de. tiempo entre paradas:
TPEP = MTEP
Identifica el intervalo de tiempo mas probable entre la aparicien de una parada, reparation, arranque y la aparicion de una nueva parada.
3.2.15.8.3 Tiempo promedio entre inspecciones 0 media de tiempoentre Inspecclouese
TPEI = MIEI
Identifica el intervale de tiempo mas probable entre Ia realizaci6n de dos inspecciones,
3.2.15.8.4 Tie.mpo promedio entre reparaciones generales 0 media de t.iempo enere reparaciones generales:
TPER = MfER
Identifica el intervale de tiempoentre Ia realizacion de dos reparaciones generales,
3.2.15.9 Tiempo para mantcnibilidad
EI pacimetro de tiempo necesario parael estudio de mantenibtlidad es el TIEMPO FlJERA DE SERVICIO (TFS) 0 TlEMPO PARA REP.ARAR (TPR), que se describe como el intervale de tiempo transeurrido desde que el SP es deseonectado basta que esentregado de nuevo al equipo de operaciones, Iisto para cumplir so funcion. Este tiempo puede ser dividido de la siguiente forma:
3.2.15.9.1 Tiempo de ecfriamientn
Es el intervale de tiempo transcu.rrido desde que el equipo es desconectado basta el memento en que las condiciones permitanque se ejecuten las aceiones de mantenimieato correspondientes.
3.2.15.9.2 Tiempode localizadon de falla
Tiempo empleado en la investigacion del motivo de La falla.
3.2.15.9.3 Tiempo de espera de materiales y repuestos
Es el intervale de tiempo utilizadoen la localizacion y puesta en sitio de los materiales y repuestos necesarios para subsanar las fallas, y de los instrumentos, equipos y herramientas para ejecutar la accion,
3.2.15.9.4 Tiempo admlalstrativo
Es el intervale de tiempo empleado en los diferentes tramites para la consecucion de los diferentes recursos neeesarios para la ejecucion de laaccion,
3.2.15.9.5 Tiempo de reperacien propiamente dim.
Es el intervale de tiempo utilizado en Ia ejecucion de Ia accion de mantenimiento,
3.2.15.9.6 Tiempo de arranque, pruebas y calentamientos
Es elintervalo de tiempo utili:z.ado en preparar el SP para ser entregado al grope de operaciones, despises que todos los trabajos han concluido y noexisten mas retrasos por efectes de mantenimiento.
Todas las pollticas de mantenimiento deben estarenfocadas bacia el mejoramieruo de La mantenibilidad mediante la reduecion al minima de 105 tiempos descntosanteriormente. Esto se consigue con planes y programas 6ptimos; mana deobra califieada; conoeimieato integral del funcionamiento del SP a mantener; descripcion de los proeedimientos de ejecuci6n~eliminaci6n aI minimo de los trarnites ad.m.inistrativos; buen apayo logistico; cantidad
7
adecuada de materiales, repuestos, instrumentos, herramientas y equipos necesarios para ejecutar mantenimiento: coordination de las diferentes unidades tecnicas y gmpos de trabajo, u otros,
3.2.15.10 Esquema representative del parametm tiempo
Los diferemes tiempos se pueden represenrar como 10 muestra la Figura N" 2:
3.2.16 Inspeccion de mantenimiento
Es la revision fisica de un SP para determinar sus condiciones de funcionamiento.
3.2.17 Calibraci6n - Ajustes
Es la verificacion de la precision de un SP, asegurando asi su funcionamiento dentro de Ia tolerancia respectiva, usualmente utilizando en la comparacion estandares de referencia,
3.1.18 Ambiente
Son todas las condiciones que influyen sobre los SP, tales como: localizaci6n fisica, caracteristicas de operacien eircundante de otros SP, acciones de personas, temperatura,
1
humedad, salinidad, aceleracion, impacto, vibraeien, radiacien y otros.
3.1.19 Reparation General
Es la int.ervenci6n de WI SP mediante acciones tales como: desmontaje, desglose total verificactcn de estado de los diferentes compoaentes, sustituciones, reoonstrucci6n u otros para dejarlo en condiciones normales de operacion y tendiendo a su estado original.
3,2,20 Confiabilidad de SP eo serie
La confiabilidad en serie R(s) de un SP compuesto por varias elementos funcionando en serie y con confiabilidades expresadas en fracciones decima1es, es el produeto de las confiabilidades correspondientes a dichos elementos:
R(s) '= R(l) • R(2} • R(3) • .... • R(n).
La desconfiabilidad de WI SP en sene es ealculada restando la confiabilidad del SP de la unidad:
R(s) + U(s) = 1,0
2.
1
3
1: Tiempo fuera de servicio 0 tiempo para reparar:: 2: Tiempo entre fallas:
3: Tiempo entre paradas:
4: Tiempo entre inspec.ciooes:
TFS = TPR TEF
TEP = TFS + TEF TEl
Figura N° 2. Esquema representative del tiempo
8
-------
3.2.21 CoofiabiLidad de SP eo Paralelo
La desconfiabilidad en paraIelo U(s) de un SP compuesto por varios elementos funcionando en paraIelo y con confiabilidades expresadas en fracciones decimales, es el producto de las desconfiabilidades corresponclientes a dichos elementos:
U(s) = U(l)" U(2) " U(3) " U(n).
La confiabilidad en paralelo R(s) se calcuJa restando la confiabilidad del SP de la unidad:
R(s) + U(s) = I 0
3.2.22 Identificacion
Es el medio por el cual un SF es denominado 0 numerado para asocia:rlo a nn conjunto de caracteristicas dadas, Esta identificaci6n puede ser en terminos de nombre, mimero de partes. tipos, modelos numero de especificaeiones, numero de plano, c6digo, numero de inventario y otros.
3.2.23 Cbatarra
Son aqueUos SF desechados desde eI punto de vista de su funci6n original )' que no tiene ningun valor exceptuando el valor de recuperacion del material con que esta conformado.
3.2.24 Nnmero de Serial
Son los mimeros y letras con las cnales e1 fabricante identifica individualmente un SP.
3.2.25 Especific.acione5
Es el documento que describe en forma clam y precisa las ca:racteristicas tecnicas esenciales de un SP, inclnyendo los procedimientos de funcionamiento del mismo.
3.2.26 Redundancia de sistemas 0 equipos
Son dos a mas partes, componentes 0 sistemas unidos, funcionando de tal manera que si uno falla, alguno 0 todos los componentes remanentes son capaces de continuar cumpliendo Ia funcion,
3.2.27 Redundaocia activa
Es aquella en la cua1 todas las partes. componentes 0 sistemas redundantes fnncionan simultaneamente en Ingar de sec activados cuando resulte necesario,
3.2.28 Ioterfase
Es nn limite eornun entre dos 0 mas elementos. sistemas. funciones y actividades.
3.3 APOYO
3.3.1 Sistemas de maotenimieoto
Es un con junto coherente de politicas y procedimienlos, a traves de las cua1es se realiza la gestion de mantenimiento pam. lograr la disponibilidad requerida de los SF al costa mas conveniente.
3.3_2 Sistemas de informacion
Es un sistema de informacion basado en principios de informatica yapoyo por medios computarizados,
3.3.4 Costa de mantenimiento
Es la sumatoria en terminos monetarios, de los recursos bumanos y materiales, asociados a la gesti6n demantenimiento. La ejecucion de estos se transforma en gastos.
3.3.5 Clasificaci6n de los costas
3.3.5.1 Par su origen
3.3.5.1.1 Directos
Constitnye el componente de los costos de produecion, que es cargado directameme al prod..ucto (materia Prima. mano de obra directa, servicios comprados y otros).
3,3.5.1.2 Indirectos 0 distribuidos
Son aqueUos costos de producci6n que se cargan al prodncto a rravCs de cuentas 0 centres de costas de servicios (servicios de mantenimiento y arras).
3.3.5.2 Par su funcion
3.3.5.2.1 Fijos
Son aqueUos costas que se caracterizan por ser independientes del volumen de produccion,
3.3.5.2.2 Variables
Son aquellos costos ligados, dependientes del volumen de produccion,
9
3.3.6 Ganas ordinarios
Son aquellas erogaciones que par concepto de trabajos de reparaciones periodicas y nninarias se incurre en el transcurso de un periodo economico dado, con el objeto de conservar los SP en condiciones requeridas de funcionamiento,
3.3.7 Gastos estraordmarios
Son aque\los gastos directos por coneepto de mantenimienro y reparacion de los SP, queper su magnitud deben tratarse en forma separada de los gastos usuales de mantenimienio COD el prop6sito de evitar distorsiones en los costos mensuales de operacion,
3.3.8 ManuaJes, cat8Jogos y pianos de manteaimien-
to
Son documentos tecnicos espeeificos de un SF, neeesarios para cumpJir con los objetivos de mantenimiento.
3,3.9 Talleres de mantenimiento
Son areas de la empresa, especialmente dotadas de equipos, instrwnentos, herramientas y personal para la ejecucion de trabajos de reparacion y mantenimiento de envergadura tal, que sobrepasa la eapacidad de los entes descentralizados de mantenimiento ordinario.
3.3.10 Comite de mantenimiento
Son equipos de trabajo, generalrnente multidisciplinarios 0 representatives de diversas areas de la empresa, creados con caracter temporal, para lograr objetivos muy especificos, relativos a la gestion de mantenimiento.
3.3.11 Costo de cicio de vida
Son todos los reeursos monetarios utilizados en el diseiio, construccion, operacion y mantenimiento de un SP, desde el momento en que es concebido el proyecto basta el momenta en que es retirado de servicios,
3.3.12 Contrataciones de mantenimiento
Son convenios que se establecen entre Ia empresa contratante y la de servicio, un vinculo juridico que permite a la prim era. cubrir los requerimientos de recnrsos
3.3.13 Sistema de administracien de documentos tecnicos
Es un con junto de politicas, normas y procedimienros para la documentacien teenica de la empresa, con el fin de apoyar Ia gesti6n de mantenimiento Y operacion de Ia misma,
10
3.3.14 Documeotacion tecnica
Es el elemento fisico que contiene informacion tecnica 0 datos tecnieos relacionados de una manera preestablecida para brindar apoyo a las aetividades )' funciones de operaciOn y mantenunieato,
3.3.15 Archivos tecnkos de mantenimiento
Son unidades de informacion que tienen como funci6n la administraci6n de Ia documenta.ci6n de recnicas narrativas }' graficas de los SP.
3.4 SISTEMA DE INFORMAOO DE MANTE~'IMIENTO
Es un conjunto de procedimientos interrelacionados, formales e infonnales, que permite la captura, procesamiento y flujo de la informacion requerida en cada uno de los illveles de la organizacion para la toma posterior de decisiones. Los procedimientos que conforman el sistema de informacion seran enumerados para luego ubicarlos segua su usa en los diferentes subsistemas y solo se describira su objetivo, ya que su contenido depende del SP en estndio.
El sistema de informacion se describin'i en forma general. este puede ser reducido 0 ampliado, dependiendo de las neeesidades de cada SP.
EI comim de los SP del parque industrial nacional, requieren de los procedimientos que se propondran para la planificacion, programacion, control y evaluacien, supervision y direcci6n de las actividades de mantenimiento. asi como tambien para el registro de datos de fallas para posteriores analisis y el registro de informacion financiera a tamar en cuenta en futures planes, programas y presupuestos de la organizacion de mantenintiento y de la organizacion del SP como un todo.
A continuaci6n se presentan los procedimientos que contiene el sistema de informacion de mantenimiento propuesto }' su usa en los subsistemas de mantenimiento programado, rutinario, de reparacion, corrective, circunstancial y preventive, y registro de infonnaci6n financiera..
3.4.1 Procedimientes del sistema de informacion
3.4.1.1 Inventario de los objetos del SP: (MoOt)
Constituye el punto de partida del sistema de informacion de mantenimienro; ya que aqui se Iistan los componentes (Equipos, Instalaciones, Edificaciones, U otros), objeto de mantenimiento y consiste este instrumento en una descripcion muy superficial de eada objet.o sujelo a acciones de mantenimiento dentro del SP.
3.4.1.2 Cediflcacicn de los objetos de mantenimienro: (M.(I1)
Es la asignaei6n de combinaciones alfa-numericas a cada objeto de mantenimiento, para una ubicacion rapida dentro del SP. Con este instrumento ademas de proporcionar una ubicaci6n nip ida. secuencial y Iogica dentro del SP. pennite su automatizacion 0 mecanizacion mediante el computador para el registro de 1a informacion referida a cada objeto.
Tambien facilita por medic de la desagregacion de los objetos de mantenimiento. registrar la informacion de eada elemento sujeto a acetones de mantenimiemo. Un esquema general para la desagregacion de los objetos, puede ser:
- Elementos de cada componente
- Componentes de cada subsistema
- Subsistemas de cada objeto
- Objeto de cada Subproceso Productive
- Subprocesos del Sistema Productive
- Sistemas Productivos de un Sistema Total
EI basamento de este procedimiento es el Inventario de los objetos del SP (M 01).
3.4.1.3 Registro de objetos de mantenlmiento: (M-aJ)
Su objetivo es el de registrar la informacion necesaria para el conocimiento de cada objeto sujeto a acciones de mantenimiento. Dieha informacion generalmente estA constituida poe: descripcien del objeto; c6digo asignado al objeto comim el procedimiento M-02; costo, vida litil y fecha de arranqne; datos sobre el fabricante, distribuidor 0 proveedor, asi como su localizacion con su direccion telefono, telex ° fax: caracteristicas y especificaciones tecnieas; manejo y cuidado; observaciones referidas al mejor uso y tendentes a la prevencion de fallas; y la desagregad6n de cada subsistema del objeto basta el nivel de elementos resaitando las caraeteristicas mas importantes de estes Uitimos a fin de tener no mayor conocimiento de los mismos para facilitar su ubicacion en casos 0 ante la presencia de fallas.
3.4.1.4 Instrucciones tecoicas de manteuimieoto: (M-a4)
Este procedimiento 10 constituye la lista de acciones de mantenimiento a ejecu.tar sobre cada objeto de mantenimiento. Este instrumento eontiene Ia informacion sobre el objeto registrado segtin el procedimiento M-03 r basicamente Ia Iista de acciones esta dirigida a cada elemento de cada componente de cada subsistema de dicho objeto. Carla instruction tecniea debe seiialar el upo de actividades de mantenimiento a ejecutar, la codificaeion 0 numeracion
secuencial para cada instruccion y para cada ripo de actividad. Ia descripeion generalizada de laactividad a realizar, el tipo y cantidad de personal involucrado en la ejecucion, la frecuencia con que debe rea1izarse la action y el tiempo necesario para realizar la actividad. Para facilitar La utilizaci6n de instrucciones tecnicas, debe ir creandose paralelamente un indice de Instrucciones Tecnicas para cada tipo de actividad de mantenimiento con los datos referidos a cada una de elias y asi reducir la cantidad de las mismas, pues una Instruccion Tecnica puede ser utilizada en mas de un elemento 0 en mas de un subsistema 0 en mas de un objeto.
3.4.1.5 Procedimiento de ejecuti6o: (M-05)
EI procedimiento en cuestion es un complemento del M-04, ya que aqui se describen los pasos a seguir en la ejecncion de cada una de las Instrucciones Tecnicas, estableciendose en forma paralela una lista de los equipos, instrumentos, herramientas materiales y repuestos, necesarios para la ejeeucion de dicha accion, asi como la cantidad y el tipo de personal involucrado, y el tiempo estimado para so realizacicn.
Can este instrumento, se evitan perdidas de tiempo por descoaocimiento del procedimiento de ejecucion de cualquier acci6n y se tiende a eliminar al "hombre indispensable" eo 1a organizacion de mantenimiento.
3.4.1.6 Programaclea de mantenimiento; (M-()G)
Su objetivo es el de seiialar cuando se deben realizar las diferentes In.st:rucciones Teenicas de carla objeto de mantenimiento componente del SP, segun la lista levantada en el M-04 y cuyo procedimiento de ejecucion se describio en el M-05.
La programaci6n puede ser para perlodos anuales, semestrales, mensuales, semanales 0 diaries, dependiendo de 1a dinamica del proceso y del conjunto de actividades a ser programadas. En el caso de planificacion de mantenimiento programado, generalmente los prograroas cubren periodos de un ado. Este tipo de programas son ejecutados por el personal de la Organizaeion de Mantenimiento 0 por eutes foraneos en el caso de actividades cuya ejecucion es por contrato y los tipos de frecuencia mas comuaes son qui ncenal , mensual, bimensual, trimestral, semestral y anual.
En el caso de Mantenimiento Circunstancial, como no existe una fecha fija de arranque, se programa un cicio completo de ejeencion de las aeti.vidadespara los objetos de mantenimiento tratados bajo este regimen y el punto de arranque del programa 10 indica la fecha de la puesta en marcha de dichos objetos.
11
En el caso del Mantenimiento Rutinario, los programas cubren basta periodos de una semana ya que estancompuestos par instmcciones simples que tipicamente deben ser ejecutados por el mismo operario, dichas instrucciones las portael operario eo S'Il carpets de trabajo 0 son adheridas al objeto a mantener 0 son colocadas en una cartelera proxima a una serie de objetos, sus .frecuencias comunes son: cada X hora de trabajo, cada X piezas producidas, cacia turno, cada jomakdiario, interdiario. cada X dias }' sep manal.
3.4.1.7 Cuantlficacion de personal de mantenimlenn» (M.(I7)
Es tal vez el procedim:iento mas iroportanIe dentro del Sislema de Informacion de Manrenimiearo, pues de else obtienen los datos neeesanos para sabercuando y que tipo de personal satisfaoe las neeesidades de La Organizaci6n de Mantenimiento. Semana a semana se van ac:wnulando los nempos para cada tipo de frecuencia ycada tipo de aetividad de mantenimiento segUn 10 programado en el M-06 para luego obtener los siguientes resultados:
p Tiempo total semanal por tipo de freeuencia de mantenimiento.
- Tiempo total semanaJ por tipo de actividad de mantenimiento.
p Tiempo total sernanaI por tipo de frecuencia para cada objeto, para cada proceso 0 para todo el SP.
~ Tiempo totalsemanal por tipo de a.ctividad de manterumiento para cada objeto, para cada proceso 0 para todo el SF.
p Tiempo total anuaJ por tipo de frecuencia de manrenimiemo.
- Tiempo total annal por tipo de actividad de mantenimiento,
~ Tiempo total anual de ejecucion de programas de mantenimiento por objelO, por susbistema, per proceso a para tadoel SP.
~ Sabiendo las necesidades para: la ejecucion de los programas de mantenimiento semana a semana, se pueden adelantar 0 posponer acciones,
• Se tienen datos para. Ia ubicacion de personal ante Ia aparicion de fatlas 0 contingencias,
~ Como se sabecuanto personal es requerido, se sabe tambien cual es su coste y se puede estructwar una Orgaaizacion de Mantenimienlo partiendo desde su base, es decir, de las necesidades,
12
304.1.8 Ticket de trabajo: (M.(IS)
Es una orden de trabajo programada y es utilizado cada vez que los prograrnas de mantenimiento (M...Q6) indiquen la ejecucion de una instruccion teenica, por tanto habra un ticket de trabajo para cada instruccien de cada objeto del SP.
Este instrumento describe la aceien a realizar sobre el objeto en cuesti6n, asieomo la fecha de realizacion, los rnateriaJes, repuestos y horas hombre utilizados yel responsable de 13 ejecuci6n. Estes datos son utilizados cuando se evaltie el sistema para su retroaJimentaci6n, ya que los planes y progr:amas iniciales pueden contener errores en cuaruo a tiempo de ej eeuci on, caatidad y tipo de personal ejecutor, frecuencia de ejeeucion, u otros.
Es un procedimiento mediante el cual se pueden detectar Callas. ya que para1elamente a la ejeeucion de laaccion programada, se produce la observacion de OltOS subsistemas eercanos 0 intereoaectados a1 intervenido. Funciona tambien como procedimiento de registro de informacion de eostos y como mecanisme de control de ejecucion de los programas de mantenimiento.
3.4.1.9 Chequeo de mantenimiente rutinario
En los SP generalmente las instrucciones tecnicas de mantenimiento rntinario son ejecutadas por los operarios de los objetos y este personal pertenece a la Organizad6n de Produccion, entonces debe existir dentro de la Organization de Mantenimiento una unidad que seencargue de chequear laejecucion deeste tipode mantenirniento, asegurandose que las labores asignadas a los operarios sean cumplidas, logr.indose un mejor funcionamiento, minimizacien de las paradas, manrener yhasta alargar Ia vida util de dichos oojetos.
EI objetivo de este procedimiento es chequear el funcionarniento de los objetos. inspeccionandoel estado de los diferentes componentes de una. manera nipida y prestando atenci6n a las accioaes de mantenimientoque debe realiz.ar eI operario para Iogra.r operatividad en los sistemas Este chequeo se realiza sobre las instrucciones tecnicas de mantenimieato rntinario creadas para cada objeto segun cI M...Q4, semana asemana 0 en forma aleatoria 0 segun las politicas del SP, sobrecada ebjeto de carla linea 0 proceso del SP.
Este instrumento funciona tarnbien como mecanismo de deteecien de fallas, ya que paralelamente at chequeo se produce la observaciou para determinar si el objeto presenta fallas, reeomendandose inmediatamente la posible solueion al problema.
3.4.1.10 Reeorrido de mspeccion; (M-tO)
Muchas veces los objetos de mantenimiento presentan fallas que no son reportadas inmediatamente, tal vez por negligeneia de los operarios, 0 porque el nivel de ruidos no haee posible su deteccion, 0 porque no han sido bien intervenidos, entonces debe existir dentro de la Organizacion de Mantenimiento una unidad especifica que se encargue de haeer recorridos ya sean trimestrales, 0 semestrales 0 segun las politicas implantadas en el SP. para detectar las posibles fallas que presenten los sistemas.
En est.e procedimienro se van registrando los objeLos que presentan fallas, realizandose un chequeo rapido de su fuacionsmiento y una veriflcacion de las acciones que han debido ejecutarse segtin la descripcion de las iastrucciones tecnicas de la Iista-del M-04 y cuando se detectan fallas se precede inmediatamente a la recomendacion para la sohicion de 1a misma,
3 .. 4. L II Chequeo de mantenimiento circuostancial: (M-H)
Los objetos de mantenimiento que funcionan de manera alterna, 0 como au:xiliares y cuyos programas de rnantenimiento no tienen una fecha de inicio, porque su arranque depende de exigencias no conlempladas dentro de la Organizacion de Mantenimiento, ameritan para su puesta en marcha ciertas pruebas 0 cbequeo de funcionamiento de los diferentes componentes, segiin las instruceiones teemcas creadas para tal fin en el M-04.
La Organizacion de Mantenimiento tiene que tener listo este procedimiento para que cuando se indique el arranqne de diehos objelos, se realicen los cbequeos y ajustes necesarios, asegurandose de esta forma la entrega de estos sistemas en buenas condiciones al equipo de operaciones,
Este instromento funciona tambien como un mecanisme de detecci6n de averias, ya que paralelamente at chequeo requerido se pneden detectar fallas, indicandose inmediatamente la reeomendacion para la soluci6n.
3.4.1.12 Inspeccidn de i:nstalaciones y edificacioaes: (M-12)
Las instalaciones y edi.fica.ciones son parte importante del SP, por tanto dentro de la Organizacion de Mantenimiento, debe existir una unidad que se encargue de realizar inspecciones de dichos objetos con freeuencia, ya sean trimestrales 0 cuando 10 dictaminen las politicas implantadas po.r la organizaci6n.. a fin de detect.ar las fallas que presentan los sistemas. reeomendandose la soluci6n de Iasa mismas.
La inspecci6n se realiza sobre los cornponentes de cada uno de los objetos y atendiendo las instruceiones tecnicas crea.das para tal fin segun la Iista originada en MoO·+.
3.4.1.13 Registro semanal de fallas: (M-I3)
Inmediatament.e despues que sucede 0 se detects una falJa, este debe reportarse y registrarse para tomar los correctivos 0 las acciones necesarias para su solucion, Este procedimiento se utiliza semanalmente y sieve como mecanisme de control de ejecucion de aceiones de reparacion; justificacion de Ia Organizacion de Mantenimiento ante los demas entes del SP ya que falla reportada y registrada debe ser atendida; comparacien de fallas reportadas y atendidas semana a semana; evaluacion en los diferentes periodos; punto de partida para la planificacion de las actividades prioritarias y de actividades que requieren otro tipo de mantenimiento.
EI registro depende de las falias detectadas en los procedimientos M-08, M-09, M-W, M-II, M-12 Y asi como de las Callas deteetadas por cualquier componente 0 miembro del SP.
3.4.1.14 OTd.e.D de trabajo: (M-14)
Luego de ser reportada y registrada una avena en el M-I3, se emite la respectiva orden de lrabajo para ejecutar las acclones neeesarias y subsanar dieha falla.
Este instrumento no es rolo la transmision de una acci6n por escrito, porque no tendria ningun senti do; su objetivo debe estar enfocado bacia el logro de metas tales como registro de informacion sobre: el tipo y causa de las fallas; materiales, repuestos y horas hombre utilizados en la ejeeucion de las acciones; estado en que qnede el objeto despues de su intervencion U otro,
Constituye el soporte IIlAs importante para el historial de falIas de los diferentes objetos de mantenimiento.
3.4.1.15 Orden de salida de materiales )"/0 repuestos. (M-IS)
AI ejecutar una orden de trabajo (M-14), generalmente se requieren materiales y/o repuestos los cuales son solicitados al almacen de mantenimiento 0 del SP mediante este inst:rnmento.
EI procedimiento funciona como mecanismo de registro referente a los rengiones existentes dentro del SP y que se consumen por carla orden de trabajo.
13
3.4.1..16 Requisicion de mareriales y/o repuestos (l't1~16)
Cuando se ejecuta una orden de trabajo (M~14) se necesitan generalmente materiales ylo repuestos y en algunoscasos, estes no se encuentran en el almaoen de mantenimiearo 0 del SF, por tanto, se deben adquirir fuera del SP, entonces debe generarse este instrumento dirigido a la administracion del SP para poder cnmpliroon la accionencomendada
EI procedi.miento funciona como mecanisme de registro referente a los renglones adquiridos fuera del SP y que se consumen porcada orden de trabajo.
3.4.1.17 Requisicien de trabajo: (M-I1)
Ciertas acciones de mantenimieato no pueden ser ejecutadas por la Organi:zaci6n de Mantenimiento, ya sea por: no contarcon el personal especializado; porque son trabajos sofisticadosporque no se eneuentran los materiales, repnestos, equipos, herramientas e instrumentos necesarios parasu ejecncion U otro, entonces se deben realizar dichos trabajos fuera del SP, por contrato, mediante este instrumemo que es dirigido a la administraeion del SP para que tome la decision y se logre la ejecucion de la accien.
EI proeedimiento funciona comomeca.nismo de registro referente a las acciones del mantenimiento que se realizan fuera del SP.
3.4.1.1S Historia de fallas (M-I8)
Es la reeopilacion de la informacion referida a las a:verias sucedidas a cada objeto de mantenimiento y obtenida de los registros de las diferentes ordenes de trabajo (M~14J ejecutadasal objeto encuestien. Este procedimi.ento es mll)' importante ya que cada eierto periodo, los datos registradosse someten a analisis para su clasificacien y determinaci6n de los parametres de mamenimienro neeesarios en Ia retroalimentacion del sistema y Ia tendenciaal mantenimiento preventivoen corte plaza.
3.·4.1.19 Acnmnlacilin de consumo de materiales, repuestos y horas-hombre: (M-19)
Este proced.imiento Sf utiliza para registrar la informacion referida a1 conswno de los diferentes renglones neeesarios en la ejecueien de las actiones de mantenimiento.
Los acumulados periodieos pueden prepararse para cada unidad ejecutora, cada division de mantenimientoo para toda la organizacion del SP; sirven como mecanisme de control yevaluacion de los gastos ocasionados porcada componente estrucrural; y Sf basan en La informaci6n registrada en los procedimientos M·OS, M~14., M-15, M-16y M-I7.
14
3.4.1.20 Presupueste anuaJ de mantenimiento: (M-2;O)
Se basa en los acumulados (M-19) y constituye la prevision parael proximo periodo de mantenimiento. Aquise describen la caruidad y tipos de renglones a solicitar para poder cumplir elobjetivo y rnetas de la funcion mantenimiento.
3A.2 Sub sistemas que componen el sistema de Informaciou demantenimiento
Antes de indicar los subsistemas del Sistema de Informacion, Sf listanin los procedim:ientos ya descritos para una mejor esquemalizaci6n de 1a informacion.
CODIGO
DESCRIPCION
MoOl Inventario de objelos de mantenimiento
Mo02 Codificacion de objetos de mantenimiento
Mo03 Registro de objetos de mantenimieuto
Mo04
Iastrucciones tecnicas de mantenimiento
Procedimientos de ejecuci6n de instruceiones tecnicas de mantenimiento
Mo06
BASAMENTO
Inicio
MoOl
MoOl yM-02
M.{)3
M-<l7
Cuantificacion de personal
Programacion de mantenimiento Mo04 y M'{)5
M-06
M-08
Ticket de trabajo
M..Q9
Chequeo de mantenimien.to rutinario
Reeorrido de inspeccion
M-IO
M·ll
Chequeo de mantenimiento c.iramstancial
Inspeecien de instaIaciones y edificaciones
M~13
Registro semaaal de fallas
Orden de Trabajo
M-05 yM-06
Mo04 Y M..06 M-04yM-06
M-04 y M-06
M-04 Y M-06
M-08. M-09 M~lO,M-li Y M·Il
M-13
M-15
Orden de salida de materiales
y/o repuestos M-14
M-16
Requisicion de materiales
ylo repuestos M-14
M-17
Requisici6n de trabajo
M-14
M-l8
M-14
Historia de fallas
M-19 Acumulacion de consumo de materiales, repuestos y horas-hombre
M-14,M-15 M-16y M-l?
M-20
Presupuesto annal de mantenimienlO
M-07, M-18 M-14, M-15 M-I6, M-17 yM-19
Los procedimientos que utiliza cada subsistema se describinin 5010 por su cOdigo para evitar repetir informacion.
Los subsistemas componentes del Sistema de Infonnacion entre otros, son los siguientes:
SUBSlSTEMAS PROCEDIMIENTOS QUE
UTILIZA
Planificaci6n y M-Ol, M-02, M-03, M-04
Programacion M'()S, M.Q6, M-07 Y M-20
Ejecueicn M-08, M-14
Control M.Q9,M-IO,M-11,M-12
Eval uaci on M.Q8.M-14,M-19
Supervision M-09, M-lO, M-ll, M-l2, M-14
Informacion M-07, M-OS, M-14, M-lS,
de Costos M-16. M-17, M-19, M-lO
Mantenimiento M-OI, M-02, M-03, M-04 M-OS,
Programado M.Q6 M-07 M-08, M-IO, M-12
Mantenimiento M-OI, M-02, M-03, M-04, M-m,
Rutinario M-06, M-07, M-09
•
Mantenimiento M-Ol, M-02, M-03, M-04, M-05,
Circunstancial M-06 M-07 M-ll
Mantenimiento M-l3, M-14, M-15, M-16, M-17
par Avena M-IS Mantenimiento Corrective
Se clasifican las fallas
M-14, M-l;, M-16. M-J7-M-lS
Marrtenimiento Preventivo
Se clasifican las fallas
Se someten a analisis estadistico Se determinan los parametres de mantenimiento
Se retroalirnenta el sistema de manrenimiento
3.5 INDICES PARA LA EVALUACION DE LA FUNCION MANTENIMIENTO
EI Sistema de Informacion propuesto en el capitulo anterior faeilita eI registro de datos para Iuego someterlos a analisis mediante indices de mantenimiento, Estos indices no se utilizan 5010 en mantenimiento sino que son adaptados a dicha funcion y con SUS resultados se pueden hacer los correctives necesartos para el mejoramiento de las actividades de la Organizacion de Mantenimiento.
Los indices a describir estan agrupados dependiendo del tipo de act:ividad a evaluar, de la siguiente forma:
3.5.1 Indices de evaluation para control de trabajo
(CT)
3.5.1.1 Promedio de ordenes de trabajo (O.T.) recibidas 0 emitidas por dia
Total de OT reeibidas 0 emitidas
en =
--------
Numero de dias en el periodo a evaluar
3.5.1.2 Eficiencia de los ejecarores de las ordenes de trabajo (0. T.).
Total de O.T. terminadas
en
------------------ x 100%
Total de OAT. recibidas
3.5.1.3 Eficiencla de la funcioo planificad6n
Total de O.T. planificadas
en
------------------- x 100%
Total de O.T. recibidas
3_5.1.4 Efidencl.a de la organization de mantenlmlentn
Total de O.T. planificadas
CT4
x 100%
Total de O. T. terminadas
15
3.S.1.S Porcentaje de atrasos de traba]o
Total de OT incompletas
CT5
x 100%
Total de D.T. recibidas
3.S.1.6 Porcentaje de tiempo pLanificado
Total de horns-hombre en las O.T. planificadas
CT6
x 100%
Total de horns del perlodo
3.5.1.7 Porcentaje de sobretiempo
Total de horns-hombre de sobre tiempo
CT7
x 100% Total de horas -hombre de tiempo ordinario
3.5.1.8 Porcentaje de tiempo para atender averias
Total de horas-hombre utilizadas en reparaciones y O.T.
CT8
Tow de boras-hombre del periodo (ordinaria y sobretiempo)
3.5.2 Indices de actuation del factorapoyo logistico AL
3.5.2.1 Promedio diano de solicitudes de matenales y/o repuesto!i
ALl
Total de solicitudes de materiales ylo repuestos procesados
N' de dias en el periodo
3.S.2.2 Promedio diario de requisiciones de material )'/0 repuestos
AL2
Total de requisiciones de materiales y/o repuestos proeesados
N' de mas en el periodo
3.5.2.3 Promedio de requisiciones de trabajo
AL3
16
Total de requisiciones de trabajo procesadas
N" de dias en el periodo
3.S.2.4 Inventario de almacen
N" de renglones inexistentes
AL4 =
N" de renglones solicitados
3S.2.5 Compras realizadas
N" de rengJones comprados
AL5
N" de renglones en almacen
..
3.5.3 Indices de evaluacion del usa de cnnrraristas
(nC)
3.S.3.1 Costo de. los contratos
Valor total de los contratos
UCI =
Valor total del costa de mantenimiento
3.5.3.2 Eficie.ncia del uso de eontratos
Numero de contratos atrasados
DC2
Nfunero de contratos terminados
3.5.3.3 Ordeoes de traba]o y los contratos
N' de trabajos eontratados
uC)
N' de O.T.efectuadas por la organizacion
3.5.4 Indices de evaluacidn de la organizacion (EO)
3.5.4.1 PersonaJen la funeicn mantcnimiento
Personal de mantenimiento
EOI
Personal total del $P
3.5.4.2 Costo del personal de mantenimiento
Costo de personal de mantenimiento
E02
Costo de la funcion de mantenimiento
3.5.4.3 Mantenimicoto rutinario y mantenimiento programado
Horas para mantenimiento nrtinario
E03
Horns para mantenimieruo program ado
3.504.4 Mantcnimiento por avena y mantcnimiento programado
E04
Horas para mantenimiento por avena
Horas para manrenimiento programado
3.5.",.5 Mantenimiento corrective y mantenlmiento programado
E05=
Horas para mantenimieruo correctivo
Horas pam mantenimiento programado
3.5.4.6 Mantc.nimiento ctreunstanclal y mantenimiento programado
Horas para mantenimiento circunstancial E06=
Horas para mantenimiento programado
3.5.4.7 Eficicncia de ejecucion de los programas
E07=
N" de aceiones programadas ejecutadas
.NO total de acciones programadas
3.5.4.8 Fallas atendidas
E08=
N" de fallas reportadas
N" de fallas atendidas
3.5.4.9 OperabiJidad del SP
E09=
Horas operando el SP
Horas totales disponibles
3.5.4.10 Paradas y operacion
EOlO=
Horas totales en parada
Hams totales en servicio
3.5.5 Indices de evaluacion del factor coste (IC)
3.5.5.1 Porcentaje de gastos
ICI =
Costa total de mantenimiento
------------ x 100%
Costa total del SP
3.5.5.2 Influencia de mantenimiento sabre pro- duecion
Costa total de mantenimiento
IC2 =
------------x 100%
Total de unidades producidas
3.5.5.3 Porcentaje de coste de manteoimiento por anna
Costa total de los O.T. para mantenimiento por avena
Ie3 =
-------------xIOO%
Costo total de mantenimiento
3.5.5.4 Porcentaje de costo de mantenimiento correctivo
Costa total de los O.T. para rnantenimiento corrective
EC4=
------------------------xIOO%
Costo total de mantenimiento
3.5.5.5 Porcentaje de costos de materiales y/o repuestos
Costo de materiales ylo repuestos utilizados
IC5=
------------------------xlOO%
Costo total de mantenimiento
3.5.5.6 Casto promedio de la O. T.
Casto Total de las O. T.
EC6==
N° total de O.T.
NOTA: Los indices de evaluaci6n deseritos son simplemente ejemplos y cada SP puede 0 no aplicarlos, todo depeode de las politicas implantadas y de las metas que se quieran alcanzar.
Los indicadores pueden ser cambiados 0 adaptados a las necesidades de las organizaciones de los SP.
Se debe resaltar que 10 mas nnportante de este tema es dar una idea de como puede ser evaluado el funcionamiento de mantenimiento y la forma como puede ser presentado un informe, asi como tambien los puntas sabre los cuales se deben enfocar todos los esfuerzos para mejorar dichos aspectos a fin de if mejorando Ia funcion como un todo,
BffiLIOGRAFIA
Informacion suministrada por la empresa,
17
COVENIN 3049-93
COMISION VENEZOLANA DE NORMAS INDUSTRIALES MINISTERIO DE FOMENTO
Av. Andres Bello Erlif. Torre Fondo Coman Pisos 11 y 12 Telf. 575. 41. 11 Fax: 574. 13. 12
CARACAS
publicaci6n de:
IMPRESO EN EL TALLER DE COVENIN FONDONORMA
cnu. 005.004.5.083.71
Cualquier traducci6n 0 reproducci6n parcial 0 total de la presente Norma debera ser autorizada por eI Ministerio de Fomento
ISBN: 980-06-1228-9
Descriptores: Definicion, mantenimiento
También podría gustarte
- Funciones de La Ingenieria de MantenimientoDocumento2 páginasFunciones de La Ingenieria de MantenimientoLUIS ANGEL GARCIA100% (3)
- Principios de Mantenimiento-CompletoDocumento170 páginasPrincipios de Mantenimiento-CompletoLeonardo Doria CujiaAún no hay calificaciones
- Norma Covenin 3049-93Documento5 páginasNorma Covenin 3049-93GabrielBarco100% (1)
- Formatos Covenin 3049-93Documento37 páginasFormatos Covenin 3049-93Abraham AmpayoAún no hay calificaciones
- Unidad II Organización y Control Del MantenimientoDocumento65 páginasUnidad II Organización y Control Del MantenimientoNaman Roman Acosta50% (2)
- Informe Plan de MantenimientoDocumento6 páginasInforme Plan de MantenimientoFrancisco Vega Olivos100% (1)
- Etapas de La Gestion de MantenimientoDocumento3 páginasEtapas de La Gestion de Mantenimientogapz64% (14)
- Formatos COVENIN 3049Documento5 páginasFormatos COVENIN 3049Luis Enrique Marquez RodriguezAún no hay calificaciones
- Analisis Norma Covenin 2500-93Documento8 páginasAnalisis Norma Covenin 2500-93LUIS MANRIQUEZ100% (2)
- Organización de MantenimientoDocumento86 páginasOrganización de MantenimientoMaritza Carolina Parraga Núñez77% (13)
- Plan de Mantenimiento Preventivo Basado en La Norma Covenin 3049Documento204 páginasPlan de Mantenimiento Preventivo Basado en La Norma Covenin 3049Mili Tolosa83% (6)
- Aplicacion de Las Normas Covenin 2500 PDFDocumento15 páginasAplicacion de Las Normas Covenin 2500 PDFcharwinsAún no hay calificaciones
- Tesis Miguel Definitiva 11-07-11hoyDocumento111 páginasTesis Miguel Definitiva 11-07-11hoyCreaciones Elianel83% (12)
- Tesis Estrategias de Mantenimiento Turbinas A GasDocumento113 páginasTesis Estrategias de Mantenimiento Turbinas A Gasosbertodiaz100% (1)
- Ejemplo de Aplicación de La Norma Covenin 2500-93 (Tesis JDHL Pregrado)Documento157 páginasEjemplo de Aplicación de La Norma Covenin 2500-93 (Tesis JDHL Pregrado)CUCUTA JUAN DIEGO HERNANDEZ LALINDE100% (1)
- Unidades de Logística OrganizacionalDocumento28 páginasUnidades de Logística OrganizacionalFranklin Rojas Estrada100% (1)
- Estructura de La Unidad de Mantenimiento y Gestión de MantenimientoDocumento23 páginasEstructura de La Unidad de Mantenimiento y Gestión de Mantenimientojegonzalezj95% (19)
- Recopilación de Datos de Operación, Mantenimiento y Fallas en EquiposDocumento15 páginasRecopilación de Datos de Operación, Mantenimiento y Fallas en EquiposKaren Rivera100% (2)
- Organizacion y Planificacion Del MantenimientoDocumento133 páginasOrganizacion y Planificacion Del MantenimientoCristian Eduardo Ariel ROJAS93% (40)
- Niveles de MantenimientoDocumento2 páginasNiveles de MantenimientoRoselis Simbron Valencia100% (4)
- Aplicacion Del Analisis Estadistico Gestion MantenimientoDocumento54 páginasAplicacion Del Analisis Estadistico Gestion MantenimientoCarlos Oliver Montejano67% (3)
- Metodología para El Diseño y Análisis de Estructura Organizativa de MantenimientoDocumento18 páginasMetodología para El Diseño y Análisis de Estructura Organizativa de MantenimientolilianAún no hay calificaciones
- Covenin 1980-89Documento60 páginasCovenin 1980-89Alvaro Aguilar100% (1)
- Ejercicio de La Profesión en La Administración Privada y PúblicaDocumento17 páginasEjercicio de La Profesión en La Administración Privada y PúblicaSilva FrankAún no hay calificaciones
- Resumen Norma 2500 93Documento8 páginasResumen Norma 2500 93Jhoel Castro100% (1)
- Tesis RubenDocumento144 páginasTesis Rubend-fbuser-10483479577% (13)
- Teoría de Mantenimiento FiabilidadDocumento52 páginasTeoría de Mantenimiento FiabilidadChemix89100% (2)
- Norma Covenin 2500-93Documento28 páginasNorma Covenin 2500-93gcvse100% (1)
- 2022 Manual Proyecto UptjaaDocumento47 páginas2022 Manual Proyecto UptjaaJose Arias100% (1)
- Proyecto Comunitario Udo (CC Jesús C. Cardozo)Documento12 páginasProyecto Comunitario Udo (CC Jesús C. Cardozo)kyoseventhAún no hay calificaciones
- Planificación y Control - Mantenimiento (1-20)Documento22 páginasPlanificación y Control - Mantenimiento (1-20)yrbm94% (18)
- Qué Es Un Mantenimiento CeroDocumento6 páginasQué Es Un Mantenimiento CeroCesar Hernandez50% (2)
- Plan de Mantenimientos PDVSADocumento50 páginasPlan de Mantenimientos PDVSAfermarquez000100% (3)
- Mantenimientos MayoresDocumento2 páginasMantenimientos MayoresOpcion Dos100% (3)
- Gestion de Mantenimiento - OrganigramaDocumento33 páginasGestion de Mantenimiento - OrganigramarosyAún no hay calificaciones
- Manual Práctico para El Ingeniero en Mantenimiento IndustrialDocumento106 páginasManual Práctico para El Ingeniero en Mantenimiento IndustrialTeckelino100% (7)
- Actividad 1 - Norma CoveninDocumento9 páginasActividad 1 - Norma Covenin2weet 0-0Aún no hay calificaciones
- Covenin 3049-93Documento33 páginasCovenin 3049-93vargaspabonluisalfredoAún no hay calificaciones
- Normas COVENIN 3049-93Documento20 páginasNormas COVENIN 3049-93José E Ortiz RAún no hay calificaciones
- Norma Covenin WordDocumento26 páginasNorma Covenin Wordjesusdiaz91Aún no hay calificaciones
- Normas Covenin 3049Documento3 páginasNormas Covenin 3049HenrymarespinozaAún no hay calificaciones
- Norma CoveninDocumento21 páginasNorma CoveninValentina BarbozaAún no hay calificaciones
- COVENIN3049 93mantenimientoDocumento18 páginasCOVENIN3049 93mantenimientoDavid Romero100% (1)
- Covenin 3049-93Documento20 páginasCovenin 3049-93Omar MárquezAún no hay calificaciones
- Normas Covenin 3049Documento7 páginasNormas Covenin 3049Milagros De Jesus MaestreAún no hay calificaciones
- MantenimientoDocumento10 páginasMantenimientoKkosSheAún no hay calificaciones
- INTRODUCCION AL MANTENIMIENTO DE OBRAS CIVILES Por Robin Gómez Peña 04246809352Documento31 páginasINTRODUCCION AL MANTENIMIENTO DE OBRAS CIVILES Por Robin Gómez Peña 04246809352RobinAún no hay calificaciones
- Julián MantenimientoDocumento26 páginasJulián Mantenimientojose8982Aún no hay calificaciones
- Fundamentos de MantenimientoDocumento7 páginasFundamentos de MantenimientoEnrike VirruetaAún no hay calificaciones
- Normas Covenin para MantenimientoDocumento2 páginasNormas Covenin para MantenimientoadrianAún no hay calificaciones
- CAPITULO 2.PDF Fichas de MantenimientoDocumento80 páginasCAPITULO 2.PDF Fichas de MantenimientoirsekAún no hay calificaciones
- CAPITULO de La Vida y Obra Del Ing. Carlos CarreñoDocumento33 páginasCAPITULO de La Vida y Obra Del Ing. Carlos Carreñocalderas joseAún no hay calificaciones
- Andrade Miguel Act2Documento8 páginasAndrade Miguel Act2Rebollo MarCoosAún no hay calificaciones
- Ingenieria de Mantenimiento (Int A La Ing. en Mtto Mecanico)Documento15 páginasIngenieria de Mantenimiento (Int A La Ing. en Mtto Mecanico)Juan PerezAún no hay calificaciones
- Análisis de La Norma COVENINDocumento5 páginasAnálisis de La Norma COVENINLowisOdremanAún no hay calificaciones
- Guia de MatenimientoDocumento52 páginasGuia de MatenimientoDiana BenitezAún no hay calificaciones
- Clases Unidad I, II, III, IV y VDocumento43 páginasClases Unidad I, II, III, IV y VCarlittos CalderoneAún no hay calificaciones
- La Norma Covenin 3049 JuanDocumento4 páginasLa Norma Covenin 3049 JuanMarcos OliverosAún no hay calificaciones
- Conceptos Basicos Del MantenimientoDocumento8 páginasConceptos Basicos Del MantenimientoJosé CerrónAún no hay calificaciones
- Conceptos Básicos Del MantenimientoDocumento8 páginasConceptos Básicos Del MantenimientoCARMELO GILAún no hay calificaciones