También podría gustarte
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Diseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoDe EverandDiseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Ultrasonidos: Nivel IIDe EverandUltrasonidos: Nivel IICalificación: 5 de 5 estrellas5/5 (1)
- Criterio de Aceptacion Segun AWS D1.1Documento5 páginasCriterio de Aceptacion Segun AWS D1.1jhon_2012100% (7)
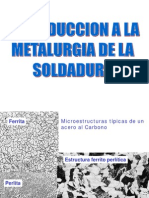
- Metalurgia de La SoldaduraDocumento25 páginasMetalurgia de La Soldaduraneripe100% (14)
- Defectologia de La SoldaduraDocumento53 páginasDefectologia de La Soldadurarenebarreiro100% (18)
- Manual de SoldaduraDocumento25 páginasManual de SoldaduraYury Lenin Ramirez96% (25)
- EVALUACIÓN DIAGNOSTICA MATEMÁTICAS PARA GRADO 6°, 7° y 8°Documento8 páginasEVALUACIÓN DIAGNOSTICA MATEMÁTICAS PARA GRADO 6°, 7° y 8°cindygiffeAún no hay calificaciones
- ExamenTecnologia de Soldadura de InspeccionDocumento68 páginasExamenTecnologia de Soldadura de InspeccionOrlando Delgado Huamali0% (1)
- AWS B5.1-2003 EspañolDocumento18 páginasAWS B5.1-2003 EspañolInataly100% (10)
- Inspector de SoldaduraDocumento20 páginasInspector de SoldaduraManuel78% (9)
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
- Procesos de corte y preparación de bordes. FMEC0210De EverandProcesos de corte y preparación de bordes. FMEC0210Aún no hay calificaciones
- Awsd1 1Documento71 páginasAwsd1 1Juan Santos90% (10)
- 3.3 - Diseño de Uniones Soldadas PDFDocumento32 páginas3.3 - Diseño de Uniones Soldadas PDFIñaki JaritAún no hay calificaciones
- Informe de Inspeccion VisualDocumento9 páginasInforme de Inspeccion VisualJose Antonio Gomez MedinaAún no hay calificaciones
- Metalurgia de La Soldadura 2Documento171 páginasMetalurgia de La Soldadura 2neripe98% (54)
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- Clinica de Codigo Aws D1-1 2015 PDFDocumento33 páginasClinica de Codigo Aws D1-1 2015 PDFCARLOS OLIVEROS100% (2)
- UD8 Rev02Documento61 páginasUD8 Rev02Melvinia ShieldsAún no hay calificaciones
- Guia Del Inspector de SoldaduraDocumento15 páginasGuia Del Inspector de Soldaduraclartkent100% (1)
- DISCONTINUIDADESDocumento184 páginasDISCONTINUIDADESbarrancabermeja24Aún no hay calificaciones
- Discontinuidades y Defectos de SoldaduraDocumento184 páginasDiscontinuidades y Defectos de Soldaduraclartkent100% (1)
- Ensayos Mecanicos AsmeDocumento0 páginasEnsayos Mecanicos AsmeOrlando Delgado HuamaliAún no hay calificaciones
- Corte y mecanizado de tuberías. FMEC0108De EverandCorte y mecanizado de tuberías. FMEC0108Aún no hay calificaciones
- Guia Del Inspector de Soldadura PDFDocumento12 páginasGuia Del Inspector de Soldadura PDFAlejandro Ruiz100% (1)
- Curso Inspector de Soldadura Cwi Aws d1.1Documento7 páginasCurso Inspector de Soldadura Cwi Aws d1.1FRBM2Aún no hay calificaciones
- 12ava Sesion Discontinuidades y Defectos en SoldaduraDocumento80 páginas12ava Sesion Discontinuidades y Defectos en SoldaduraCristell Ramos100% (2)
- Sistemas de Costos EstimadosDocumento12 páginasSistemas de Costos EstimadosJonatan Lafuente100% (2)
- Geo Monografia GlaciaresDocumento37 páginasGeo Monografia GlaciaresJuliana J. Seminario100% (1)
- Defectos SoldaduraDocumento28 páginasDefectos SoldaduraMarlon Humberto Navarro Altamar100% (2)
- Cálculo de Deflexiones Aplicando La Norma E060Documento5 páginasCálculo de Deflexiones Aplicando La Norma E060CarlosRodriguezAún no hay calificaciones
- IWE - Tema 1.1 Introducción General PDFDocumento79 páginasIWE - Tema 1.1 Introducción General PDFCesar Ramos100% (2)
- Discontinuidades en SoldadurasDocumento67 páginasDiscontinuidades en SoldadurascarballalAún no hay calificaciones
- Normas de competencia del carpintero metálico en aceroDe EverandNormas de competencia del carpintero metálico en aceroAún no hay calificaciones
- 1 Fabricacion y Denominacion de Los AcerosDocumento41 páginas1 Fabricacion y Denominacion de Los AcerosEdson Eduardo Medina de la Cruz100% (2)
- Inspeccion Visual en Uniones SoldadasDocumento119 páginasInspeccion Visual en Uniones SoldadaskoyiatAún no hay calificaciones
- Soldadura Cisold PDFDocumento2 páginasSoldadura Cisold PDFJose Gregorio FerrerAún no hay calificaciones
- RADIOGRAFIADocumento100 páginasRADIOGRAFIARuben Dario Mamani ArellanoAún no hay calificaciones
- Discontinuidades en Grupo.Documento24 páginasDiscontinuidades en Grupo.Osnaider Andres Cueto RicheAún no hay calificaciones
- Inspección Visual de Soldadura y Criterios de AceptaciónDocumento2 páginasInspección Visual de Soldadura y Criterios de AceptacióndavidrussovAún no hay calificaciones
- UltrasonidoDocumento123 páginasUltrasonidoNoel CarpioAún no hay calificaciones
- Iv - Soldadura PDFDocumento22 páginasIv - Soldadura PDFWilliy126Aún no hay calificaciones
- Examen Recuperatorio Javier Lopez AlbornozDocumento4 páginasExamen Recuperatorio Javier Lopez AlbornozRobert DiazAún no hay calificaciones
- Discontinuidades de SoldaduraDocumento21 páginasDiscontinuidades de Soldaduraramon_eosAún no hay calificaciones
- Videos SoldadurDocumento8 páginasVideos SoldadurDavid Valenzuela CristobalAún no hay calificaciones
- Examen para Enviar A InfocalDocumento6 páginasExamen para Enviar A InfocalRobert DiazAún no hay calificaciones
- 9 PresentacionDocumento19 páginas9 PresentacionclnAún no hay calificaciones
- Presentación Terminología AWSDocumento29 páginasPresentación Terminología AWSCarlos Naranjo100% (1)
- INSPECCIÓN VISUAL EN SOLDADURA ResumenDocumento9 páginasINSPECCIÓN VISUAL EN SOLDADURA ResumenArrieta Matías Brenda JaquelineAún no hay calificaciones
- Inspeccion Visual de SoldaduraDocumento28 páginasInspeccion Visual de SoldaduradiegoAún no hay calificaciones
- Defectos y Control de Calidad de La Soldadura - Parte 4Documento20 páginasDefectos y Control de Calidad de La Soldadura - Parte 4Jesus Alvarez BravoAún no hay calificaciones
- VT Criterios AWS D1.1 Par 5 y OtrosDocumento4 páginasVT Criterios AWS D1.1 Par 5 y Otrosjhon_2012Aún no hay calificaciones
- WeldDocumento86 páginasWeldCOCONEITORAún no hay calificaciones
- Materiales T7Documento22 páginasMateriales T7Carlos FloresAún no hay calificaciones
- Defectos de SoldaduraDocumento36 páginasDefectos de SoldaduraBruce Schuler Frantzen100% (2)
- U3 ConstruccionDocumento12 páginasU3 ConstruccionAlejandroAún no hay calificaciones
- Defectos en Uniones SoldadasDocumento11 páginasDefectos en Uniones SoldadasAndreita Saavedra CernaAún no hay calificaciones
- Discontinuidades en La Soldadura, Causas y RiesgosDocumento32 páginasDiscontinuidades en La Soldadura, Causas y RiesgosJosé RubioAún no hay calificaciones
- 3 - Problemas Resueltos de Metodos GeneralesDocumento26 páginas3 - Problemas Resueltos de Metodos GeneralesAni Emi DiazAún no hay calificaciones
- Guia de Aprendizaje #3 Grado 10 (2020-2021) BritánicoDocumento9 páginasGuia de Aprendizaje #3 Grado 10 (2020-2021) BritánicoOrlando AnicharicoAún no hay calificaciones
- Huaylla RF PDFDocumento170 páginasHuaylla RF PDFJennipher LizbethAún no hay calificaciones
- Fisica Ulises OkDocumento11 páginasFisica Ulises OkUlisesHuancarunaMacedoAún no hay calificaciones
- Formulario CineticaDocumento3 páginasFormulario CineticaALAN EMMANUEL CRUZ RUIZAún no hay calificaciones
- Especificaciones - Tecnicas Instalaciones SanitariasDocumento48 páginasEspecificaciones - Tecnicas Instalaciones SanitariasLG Bim RevitAún no hay calificaciones
- El LaminadoDocumento26 páginasEl LaminadodavidpenaherreraAún no hay calificaciones
- TermodinamicaDocumento23 páginasTermodinamicayehime1Aún no hay calificaciones
- Diapositivas Perforacion y Voladura Expo FinalDocumento54 páginasDiapositivas Perforacion y Voladura Expo FinalEptali Huaripata PerezAún no hay calificaciones
- Desgaste OxidativoDocumento36 páginasDesgaste OxidativoAndres_Pastor1987Aún no hay calificaciones
- Practica 1 Finura Del CementoDocumento17 páginasPractica 1 Finura Del CementoFABIO COLQUEAún no hay calificaciones
- Tabla de Aniones y CationesDocumento1 páginaTabla de Aniones y CationesPaul CasasAún no hay calificaciones
- Ficha de TesisDocumento5 páginasFicha de TesisAnthony Villegas CaleroAún no hay calificaciones
- Diagrama de Fases LaboratorioDocumento10 páginasDiagrama de Fases LaboratorioOscarAún no hay calificaciones
- Extraccion de Dna Micro Escalado Por Salting OutDocumento3 páginasExtraccion de Dna Micro Escalado Por Salting OutErika Gonzalez AlvarezAún no hay calificaciones
- Amilasa PracticaDocumento2 páginasAmilasa PracticaLuís G. MorenoAún no hay calificaciones
- Da Proceso 08-1-31437 205001001 491748Documento123 páginasDa Proceso 08-1-31437 205001001 491748ingtitoaliagaAún no hay calificaciones
- Apertura y Cierre de Bridas y Conexiones en Lineas y EquiposDocumento29 páginasApertura y Cierre de Bridas y Conexiones en Lineas y Equiposjdiosbernal10100% (3)
- Pruebas BioquimicasDocumento17 páginasPruebas BioquimicasFrida CheAún no hay calificaciones
- Opción C EnergíaDocumento71 páginasOpción C EnergíaC. Rebolledo GuerreroAún no hay calificaciones
- Informe 2 Preparacion de SolucionesDocumento8 páginasInforme 2 Preparacion de SolucionesAngelaAún no hay calificaciones
- Copia de Copia de Reporte PracticasDocumento17 páginasCopia de Copia de Reporte PracticastavoAún no hay calificaciones
- COJINETES de RodaduraDocumento17 páginasCOJINETES de RodadurajoseAún no hay calificaciones
- Ensayo Combustion INTERNA Y EXTERNADocumento2 páginasEnsayo Combustion INTERNA Y EXTERNAESTELAAún no hay calificaciones
- Acidez TitulableDocumento3 páginasAcidez TitulableViviana GutiérrezAún no hay calificaciones