También podría gustarte
- Defectos Del AluminioDocumento8 páginasDefectos Del AluminioLuz Karin FloresAún no hay calificaciones
- Acordes de GuitarraDocumento8 páginasAcordes de GuitarraGreciaF27100% (3)
- Control Pid de Un Manipulador Robotico de 5 Grados de LibertadDocumento11 páginasControl Pid de Un Manipulador Robotico de 5 Grados de Libertadcalhoundoom100% (2)
- FundiciónDocumento12 páginasFundiciónjorge humberto100% (1)
- NormalizadoDocumento5 páginasNormalizadoserchrock-jan988100% (1)
- REEMBUTIDODocumento14 páginasREEMBUTIDOjesusAún no hay calificaciones
- Sistema de Alimentación y Colada de Piezas FundidasDocumento66 páginasSistema de Alimentación y Colada de Piezas FundidasEnrique Arteaga100% (1)
- Solidificación y Procesos de FundiciónDocumento73 páginasSolidificación y Procesos de FundiciónJosué López Ávalos100% (2)
- 1 - SocavaciónDocumento36 páginas1 - SocavaciónAriel Antonio Miranda CastilloAún no hay calificaciones
- Casos 19.20Documento66 páginasCasos 19.20lucia100% (1)
- Soldadura Blanda y FuerteDocumento33 páginasSoldadura Blanda y FuerteAmaya CreaciónAún no hay calificaciones
- LAUGHLIN, Robert B. - Un Universo DiferenteDocumento513 páginasLAUGHLIN, Robert B. - Un Universo Diferentezeroefecto100% (1)
- Perfiles de AceroDocumento27 páginasPerfiles de AceroCARLOS RODRIGO ALONSO JUAREZAún no hay calificaciones
- Diseño de Corazon para Fundicion-Paola Madeline Calderón RojasDocumento2 páginasDiseño de Corazon para Fundicion-Paola Madeline Calderón RojasRebeca Hernández Ayala100% (1)
- Pistón ForjadoDocumento46 páginasPistón ForjadoVictoria Camata MendozaAún no hay calificaciones
- Procesos de Moldes PermanentesDocumento24 páginasProcesos de Moldes PermanentesBryan SuarezAún no hay calificaciones
- Laboratorio 1Documento12 páginasLaboratorio 1XIIMEEAún no hay calificaciones
- Geotecnico Huelva PDFDocumento123 páginasGeotecnico Huelva PDFRaul Martinez JardonAún no hay calificaciones
- Libro ConformadoDocumento503 páginasLibro ConformadoKike Deza Lau100% (2)
- Mazarota FundicionDocumento8 páginasMazarota Fundicionemy312330Aún no hay calificaciones
- Designacion MetalesDocumento38 páginasDesignacion MetalesBladimir Jesús Vásquez Alave100% (1)
- Tutorial Unity3DDocumento31 páginasTutorial Unity3Dcalhoundoom100% (2)
- Tutorial Unity3DDocumento31 páginasTutorial Unity3Dcalhoundoom100% (2)
- Informe de Práctica de Fundicion en Molde de Arena Con AlmaDocumento6 páginasInforme de Práctica de Fundicion en Molde de Arena Con AlmaHugo FaguaAún no hay calificaciones
- Forja de MaterialesDocumento26 páginasForja de MaterialesD'yanara Kasandra Guerra RiegaAún no hay calificaciones
- Proceso de FundicionDocumento35 páginasProceso de FundicionErik Daza Diaz100% (1)
- Cuestionario Capitulo 15 EvaluacionDocumento3 páginasCuestionario Capitulo 15 EvaluacionCarla VillarteAún no hay calificaciones
- Procesos de Formado y Recubrimiento de MetalesDocumento22 páginasProcesos de Formado y Recubrimiento de MetalesArturo ZacariasAún no hay calificaciones
- Moldes Desechables PMDocumento12 páginasMoldes Desechables PMEsmeralda Herndez100% (1)
- Tipos de FundiciónDocumento7 páginasTipos de FundiciónPeugenio91% (11)
- Fundición Por VacioDocumento16 páginasFundición Por VacioIvan Ortiz100% (1)
- Moldeo en CáscaraDocumento19 páginasMoldeo en Cáscaradarroyo77Aún no hay calificaciones
- Proyecto de Proceso de Manufactura 1. FundicionDocumento22 páginasProyecto de Proceso de Manufactura 1. FundicionKennethAún no hay calificaciones
- Tipos de Hornos de CrisolDocumento3 páginasTipos de Hornos de CrisolFiorela RivasAún no hay calificaciones
- Machos o CorazonesDocumento4 páginasMachos o CorazonesAlex Almache100% (1)
- Cuesitonario 11Documento3 páginasCuesitonario 11Javier RiveraAún no hay calificaciones
- Preguntas de Repaso 4,5,6Documento7 páginasPreguntas de Repaso 4,5,6CarlosAlegriaLopez50% (2)
- Resumenes y Cuestionarios Cap 12 - 13 - 14Documento30 páginasResumenes y Cuestionarios Cap 12 - 13 - 14zet wonAún no hay calificaciones
- Lab 6 de ManuDocumento24 páginasLab 6 de ManuGian Karloo ApumaytaAún no hay calificaciones
- Presion MetalostaticaDocumento36 páginasPresion MetalostaticaPxndx Alexander Huaytan Meza75% (4)
- Preguntas Pag 292Documento3 páginasPreguntas Pag 292Toro Loko100% (2)
- Fusión y VaciadoDocumento36 páginasFusión y VaciadoTheodore Franklin100% (1)
- Deber5 FundicionDocumento4 páginasDeber5 FundicionCésar PillajoAún no hay calificaciones
- La MicrofundicionDocumento2 páginasLa MicrofundicionGallegos AnToni100% (1)
- Cap11 Fundición2 PDFDocumento25 páginasCap11 Fundición2 PDFMarianella Echeverria PoloAún no hay calificaciones
- CUESTIONARIODocumento16 páginasCUESTIONARIORolando De la CruzAún no hay calificaciones
- Fluidez ColdDocumento27 páginasFluidez ColdElio CRAún no hay calificaciones
- Cuestionario 12-1Documento20 páginasCuestionario 12-1Leonel Cruz EspinozaAún no hay calificaciones
- 10 Tema Nº10 FundicionDocumento16 páginas10 Tema Nº10 FundicionFranz100% (1)
- Tipos de FundicionesDocumento12 páginasTipos de FundicionesAndy Rivera0% (1)
- Modelos y Corazones de FundiciónDocumento17 páginasModelos y Corazones de FundiciónLUIS OMAR AVILES HERNANDEZAún no hay calificaciones
- Maquinabilidad PDFDocumento38 páginasMaquinabilidad PDFRomiAún no hay calificaciones
- Lab 6 Manu CasiDocumento26 páginasLab 6 Manu CasiJulio OruéAún no hay calificaciones
- Fundamentos de FundicionDocumento36 páginasFundamentos de FundicionSergio Diaz Cardona100% (3)
- Tipo de TempleDocumento4 páginasTipo de TempleLeonel Goudett PuesmeAún no hay calificaciones
- Fundicion FerrosaDocumento43 páginasFundicion FerrosaL Elvys Choque Gutyerrez Gmns100% (1)
- Aleado MecanicoDocumento20 páginasAleado MecanicoWilson VicencioAún no hay calificaciones
- Introducción A La FundiciónDocumento44 páginasIntroducción A La FundiciónKEVINAún no hay calificaciones
- ForjadoDocumento56 páginasForjadoAntonio Mijail Briceño LiñanAún no hay calificaciones
- Trabajo FundiciónDocumento30 páginasTrabajo FundiciónStoneAún no hay calificaciones
- Proceso de Aglutinacion Quimica Caja CalienteDocumento3 páginasProceso de Aglutinacion Quimica Caja CalienteBrayan SifuentesAún no hay calificaciones
- Herramientas Utilizadas en La FundiciónDocumento3 páginasHerramientas Utilizadas en La FundiciónMarcelo Lizarraga De Gyves50% (2)
- Herramientas Utilizadas en La FundiciónDocumento3 páginasHerramientas Utilizadas en La FundiciónMarcelo Lizarraga De GyvesAún no hay calificaciones
- Defectos de FundicionDocumento16 páginasDefectos de Fundiciontlacatian0% (1)
- Defectos de La FundicionDocumento2 páginasDefectos de La FundicionAlan nAún no hay calificaciones
- Defectos de La Piezas MoldeadasDocumento17 páginasDefectos de La Piezas MoldeadasMaxis Gonzalez50% (2)
- Calidad de FundicionDocumento28 páginasCalidad de FundicionLIZETH ARACELY CABRALES ESTRADAAún no hay calificaciones
- Fundicion Gustavo AdolfoDocumento10 páginasFundicion Gustavo AdolfoGUSTAVO ADOLFO GAMBOA OSORIOAún no hay calificaciones
- Defectos de Las FundicionesDocumento5 páginasDefectos de Las Fundicionesjesus00158Aún no hay calificaciones
- Diseño y Simulacion de Un Control Pid Optimizado Mediante Algoritmos de Inteligencia Computacional para Un Manipulador Robotico de 5 Grados de LibertadDocumento11 páginasDiseño y Simulacion de Un Control Pid Optimizado Mediante Algoritmos de Inteligencia Computacional para Un Manipulador Robotico de 5 Grados de Libertadcalhoundoom100% (1)
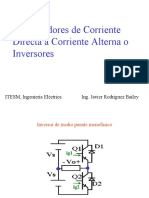
- InversoresDocumento55 páginasInversorescalhoundoom100% (1)
- Tema #03 - Nuevos Enfoques en La AdministraciónDocumento51 páginasTema #03 - Nuevos Enfoques en La AdministraciónManuel André0% (1)
- Catalogohornosactualizado 2021Documento28 páginasCatalogohornosactualizado 2021TonalNagualAún no hay calificaciones
- BoehmitaDocumento13 páginasBoehmitajoseAún no hay calificaciones
- Camaras y PilaresDocumento24 páginasCamaras y PilaresJose Solis MendozaAún no hay calificaciones
- Conexion Plancha ExtremaDocumento4 páginasConexion Plancha ExtremaJohanMirandaAún no hay calificaciones
- CATALOGO SUPERIOR para DescargarDocumento132 páginasCATALOGO SUPERIOR para DescargarFrancisco BandaAún no hay calificaciones
- DN 5H REVELADOR Fujifilm Ficha TécnicaDocumento1 páginaDN 5H REVELADOR Fujifilm Ficha TécnicaFrancisco EspañaAún no hay calificaciones
- 117 Tableros de Corriente Directa y Alterna CompressDocumento29 páginas117 Tableros de Corriente Directa y Alterna Compressmariojrm74Aún no hay calificaciones
- Taller 8.Documento3 páginasTaller 8.Brayan GuttierrezAún no hay calificaciones
- Bioseguridad Detergente Líquido EcoDocumento8 páginasBioseguridad Detergente Líquido EcofernandoAún no hay calificaciones
- Exposicion Captacion SubterraneaDocumento28 páginasExposicion Captacion SubterraneaROSA ISELAAún no hay calificaciones
- Cubierta Con Estructura de Madera y Cama de CarrizoDocumento17 páginasCubierta Con Estructura de Madera y Cama de CarrizoHector LeonAún no hay calificaciones
- LAB4Documento3 páginasLAB4Natalia Arias CastellanosAún no hay calificaciones
- Limpieza y Desinfeccion de Maquinaria de ChacineriaDocumento6 páginasLimpieza y Desinfeccion de Maquinaria de ChacineriaMyrian Alexis Mayta MaytaAún no hay calificaciones
- Copia de Parcial 3Documento53 páginasCopia de Parcial 3Carlos ArteagaAún no hay calificaciones
- Diagramas y Lazos de ControlDocumento3 páginasDiagramas y Lazos de ControlKarol Andrea Arizaca MaqueraAún no hay calificaciones
- Sectorizacion en Funcion Del CBRDocumento7 páginasSectorizacion en Funcion Del CBRWilliam AstudilloAún no hay calificaciones
- Prevención de La Cavitación y Golpe de ArieteDocumento10 páginasPrevención de La Cavitación y Golpe de ArieteLuis AntonioAún no hay calificaciones
- Item Cod Enee Unidad 34.5 KV. 13.8 KV. Descripcion Cantidad: Estructura Primaria en Tangente, Una Fase (0º-5º)Documento1 páginaItem Cod Enee Unidad 34.5 KV. 13.8 KV. Descripcion Cantidad: Estructura Primaria en Tangente, Una Fase (0º-5º)D AAún no hay calificaciones
- Oo 226Documento1 páginaOo 226John VargasAún no hay calificaciones
- Motor A GasolinaDocumento9 páginasMotor A GasolinaHamilton O. DejoyAún no hay calificaciones
- Informe de Laboratorio Flexion en MaderaDocumento9 páginasInforme de Laboratorio Flexion en MaderaRichard LopezAún no hay calificaciones
- AR-M1 EvaInsonorizadaDocumento6 páginasAR-M1 EvaInsonorizadaxjuanitoxAún no hay calificaciones
- Tema 6 Carbonato Sodico PDFDocumento12 páginasTema 6 Carbonato Sodico PDFJudith Del Valle MorejonAún no hay calificaciones