También podría gustarte
- El Corte Por OxicorteDocumento3 páginasEl Corte Por OxicorteJonathan ColmenaresAún no hay calificaciones
- Principio Del OxicorteDocumento6 páginasPrincipio Del OxicorteFaBi Llanquipacha Rojas0% (1)
- OxicorteDocumento12 páginasOxicortebarbadoblancoAún no hay calificaciones
- ProbetasDocumento9 páginasProbetasTravis Moon100% (1)
- Soldadura (P A W)Documento7 páginasSoldadura (P A W)Oscar Eusebio JimenezAún no hay calificaciones
- Eficiencia Del ElectrodoDocumento25 páginasEficiencia Del ElectrodoEdw PatrIkAún no hay calificaciones
- Evaluacion MFDocumento12 páginasEvaluacion MFVíctor CorzoAún no hay calificaciones
- 4 Electrodo Revestido (Modo de Compatibilidad) PDFDocumento52 páginas4 Electrodo Revestido (Modo de Compatibilidad) PDFÁlvaro100% (1)
- Manual de Soldadura Und 5 Tipos de UnionesDocumento18 páginasManual de Soldadura Und 5 Tipos de UnionesJose Balladares100% (1)
- Soldador TigDocumento48 páginasSoldador TigJulio Saturno Pazos CaballeroAún no hay calificaciones
- Proceso SmawDocumento46 páginasProceso SmawJoseph Vásquez100% (2)
- Cálculo y Estimación de Costos de Soldadura-EnviadoDocumento20 páginasCálculo y Estimación de Costos de Soldadura-EnviadoRicardo André Ambicho PinedoAún no hay calificaciones
- Actividad Soldadura MIG-MAGDocumento2 páginasActividad Soldadura MIG-MAGDaniel PoseAún no hay calificaciones
- Procesos de Soldadura-Soldadura A Tope Con Bisel en V N 7Documento21 páginasProcesos de Soldadura-Soldadura A Tope Con Bisel en V N 7paredessegur0% (1)
- OxicorteDocumento4 páginasOxicorteJimmy Jhonathan López Aquino100% (1)
- OXICORTEDocumento72 páginasOXICORTERicardo PeraltaAún no hay calificaciones
- Monel 400 Con GtawDocumento10 páginasMonel 400 Con GtawmonikitismonikitisAún no hay calificaciones
- Proceso MIGDocumento67 páginasProceso MIGYanina CamonesAún no hay calificaciones
- Postcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Documento8 páginasPostcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Raphael LinoAún no hay calificaciones
- Practica 1 Principios de Soldadura (SMAW)Documento3 páginasPractica 1 Principios de Soldadura (SMAW)Alexander FarinangoAún no hay calificaciones
- Electrodos para SoldaduraDocumento1 páginaElectrodos para Soldaduraalibuchy100% (1)
- Tips Aplicaciones Soldaduras EspecialesDocumento76 páginasTips Aplicaciones Soldaduras Especialeskkdmdgfg100% (3)
- Geometría de La Unión de SoldaduraDocumento25 páginasGeometría de La Unión de Soldaduranegrorott100% (1)
- Astm A514 GR BDocumento6 páginasAstm A514 GR BelweldAún no hay calificaciones
- EPN-SOLDADURA Trabajo 1Documento4 páginasEPN-SOLDADURA Trabajo 1David Alessandro EspinosaAún no hay calificaciones
- Cizalla de PalancaDocumento7 páginasCizalla de PalancafelixAún no hay calificaciones
- Fase 1 SolucionDocumento4 páginasFase 1 SolucionPaulo Tejada BenabidesAún no hay calificaciones
- Introducción Al Soldeo Por Arco Protegido Con Gas (I) PDFDocumento26 páginasIntroducción Al Soldeo Por Arco Protegido Con Gas (I) PDFnagola10100% (1)
- Calificacion 3GDocumento2 páginasCalificacion 3GAsd100% (1)
- MEC - 003 Soldadura Tuberías Acero Al CarbonoDocumento3 páginasMEC - 003 Soldadura Tuberías Acero Al Carbonoegfernandez21Aún no hay calificaciones
- Alambres Utilizados Con Soldadura MIGDocumento4 páginasAlambres Utilizados Con Soldadura MIGthordeasgard100% (1)
- 3-Union A TopeDocumento3 páginas3-Union A TopeGustavo Guevara ParradoAún no hay calificaciones
- Electodos RevestidosDocumento13 páginasElectodos Revestidossepe00Aún no hay calificaciones
- Soldaduras Especiales PDFDocumento12 páginasSoldaduras Especiales PDFLuis Gutierrez100% (3)
- Tipos de ElectrodosDocumento3 páginasTipos de ElectrodosJuanitoAún no hay calificaciones
- Examen 3Documento37 páginasExamen 3Victor A. ZacariasAún no hay calificaciones
- Wps PQR API 1104Documento18 páginasWps PQR API 1104Manuel FARIAS IMANAún no hay calificaciones
- Manual de Soldadura Und 5 Tipos de UnionesDocumento18 páginasManual de Soldadura Und 5 Tipos de UnionesGustavoWalterosLarrotta100% (3)
- San-Posiciones Soldadura-Tipos de JuntaDocumento28 páginasSan-Posiciones Soldadura-Tipos de JuntaJesús LuisAún no hay calificaciones
- Fundamentos de La Soldadura MIGDocumento25 páginasFundamentos de La Soldadura MIGwbuesoAún no hay calificaciones
- Aplicación de La Norma Iso en Los Procesos de Soldadura1Documento13 páginasAplicación de La Norma Iso en Los Procesos de Soldadura1yohayjoAún no hay calificaciones
- Laborario de Equipo PesadoDocumento8 páginasLaborario de Equipo PesadoGersson MontesAún no hay calificaciones
- Normas de BiseladoDocumento3 páginasNormas de Biseladodomingo cericheAún no hay calificaciones
- Procedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Documento6 páginasProcedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Mario DíazAún no hay calificaciones
- Diagrama de SchaefflerDocumento2 páginasDiagrama de Schaeffleroscarello80% (5)
- SUMITEN780SDocumento42 páginasSUMITEN780SLuis Chiara LoayzaAún no hay calificaciones
- Procesos de Soldadura PAW-RSW-SAWDocumento27 páginasProcesos de Soldadura PAW-RSW-SAWjhon machucaAún no hay calificaciones
- SOLDADURADocumento6 páginasSOLDADURALucero GuillermoAún no hay calificaciones
- Ejercicios de SoldaduraDocumento14 páginasEjercicios de SoldaduraMiguel100% (1)
- 3 Catalogo TigDocumento10 páginas3 Catalogo TigAlvaro Alexis Mendoza PradaAún no hay calificaciones
- Trazado de CaldereriaDocumento34 páginasTrazado de CaldereriaLuis PallerosAún no hay calificaciones
- Metalurgia de La Soldadura - Procesos de SoldaduraDocumento15 páginasMetalurgia de La Soldadura - Procesos de Soldaduraoswaldo sanchezAún no hay calificaciones
- Cuestionario 2 Tecnologia de Union de MaterialesDocumento3 páginasCuestionario 2 Tecnologia de Union de MaterialesTomas Da RifAún no hay calificaciones
- Calculo Uniones Soldadas PDFDocumento10 páginasCalculo Uniones Soldadas PDFbernardo_chavezAún no hay calificaciones
- OXICORTEDocumento10 páginasOXICORTEjose julianAún no hay calificaciones
- Soldadura Aplicando La Técnica de OxicorteDocumento14 páginasSoldadura Aplicando La Técnica de Oxicorteegarmc159Aún no hay calificaciones
- Conceptos Basicos de Corte MetalicoDocumento11 páginasConceptos Basicos de Corte MetalicoJoel Leandro Ibarra CoriaAún no hay calificaciones
- OxicorteDocumento11 páginasOxicortelonguillaAún no hay calificaciones
- OxicorteDocumento19 páginasOxicortefriguz100% (1)
- Cuestionario de Refuerzo - Lema LuisDocumento56 páginasCuestionario de Refuerzo - Lema LuisDavid Lema100% (1)
- Procedimiento de FlushingDocumento10 páginasProcedimiento de FlushingJuan Eduardo PF100% (1)
- 200815-02 B D2 Propuesta de Reparación de BaseDocumento8 páginas200815-02 B D2 Propuesta de Reparación de BaseJuan Eduardo PFAún no hay calificaciones
- 200707-02 Informe de Mantenimiento ATVDocumento16 páginas200707-02 Informe de Mantenimiento ATVJuan Eduardo PFAún no hay calificaciones
- Tabla de Perfiles IMCADocumento80 páginasTabla de Perfiles IMCAJuan Eduardo PFAún no hay calificaciones
- Iponlac 331Documento4 páginasIponlac 331Juan Eduardo PF100% (1)
- Protocolo de TorqueDocumento5 páginasProtocolo de TorqueJuan Eduardo PFAún no hay calificaciones
- Especificaciones Tecnicas Parrilla UPCDocumento9 páginasEspecificaciones Tecnicas Parrilla UPCJuan Eduardo PFAún no hay calificaciones
- Tablas Consumo SoldaduraDocumento9 páginasTablas Consumo SoldaduraJuan Eduardo PFAún no hay calificaciones
- Deshidratado de Cebolla 605304Documento12 páginasDeshidratado de Cebolla 605304Juan Eduardo PFAún no hay calificaciones
- Dimensionamiento de HidrociclonesDocumento5 páginasDimensionamiento de HidrociclonesJuan Eduardo PFAún no hay calificaciones
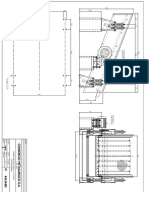
- Arreglo General Zaranda VibratoriaDocumento1 páginaArreglo General Zaranda VibratoriaJuan Eduardo PFAún no hay calificaciones
- Metrado Techo Parabolico 380m2Documento13 páginasMetrado Techo Parabolico 380m2Juan Eduardo PFAún no hay calificaciones
- ROSTA - AntivibrantesDocumento12 páginasROSTA - AntivibrantesJuan Eduardo PFAún no hay calificaciones
- 3 Calculo de 3 Pisos Con VigaceroDocumento101 páginas3 Calculo de 3 Pisos Con Vigacerojhosepp100% (1)
- Elaboracion de Frutas en AlmibarDocumento7 páginasElaboracion de Frutas en AlmibarRacso Ramírez carmonaAún no hay calificaciones
- Ejemplo de Cuaderno de ObraDocumento8 páginasEjemplo de Cuaderno de ObraWesly Velasquez RodriguezAún no hay calificaciones
- Trabajo N 02Documento20 páginasTrabajo N 02Cristhian Mucha FabianAún no hay calificaciones
- 100 DiapositivasDocumento100 páginas100 DiapositivasOmar Martin Castro OchoaAún no hay calificaciones
- Oscar Miranda Supervision de Obras CIP PDFDocumento87 páginasOscar Miranda Supervision de Obras CIP PDFAlvaro FalconAún no hay calificaciones
- Tuberia Sanitaria InoxidableDocumento2 páginasTuberia Sanitaria InoxidableJuan Carlos CastroAún no hay calificaciones
- Practica N 2 Reconocimiento de Equipos y Maquinasa en El Laboratorio de Carnes Del Tecnologico.Documento14 páginasPractica N 2 Reconocimiento de Equipos y Maquinasa en El Laboratorio de Carnes Del Tecnologico.Edward Tello DiazAún no hay calificaciones
- PeletizadoDocumento14 páginasPeletizadoNicole ValeriaAún no hay calificaciones
- Ficha Tecnica Muros Mamposteria PDFDocumento8 páginasFicha Tecnica Muros Mamposteria PDFGuetty Carolina Quintero0% (1)
- Informe # 13 de ArquitecturaDocumento39 páginasInforme # 13 de ArquitecturaFernando Rosario CanoAún no hay calificaciones
- Procesos ConstructivosDocumento27 páginasProcesos ConstructivosKARINA100% (1)
- Calculo de Acero y Diseño de VigasDocumento50 páginasCalculo de Acero y Diseño de VigasJOELITOAún no hay calificaciones
- Ruedas Abrasivas AustromexDocumento7 páginasRuedas Abrasivas AustromexJesús MendezAún no hay calificaciones
- MT-1588-Huanto Ticona, BelizarioDocumento64 páginasMT-1588-Huanto Ticona, BelizarioDamian GutierrezAún no hay calificaciones
- Segunda Revolución Industrial y La Emergencia de Las Nuevas PotenciasDocumento21 páginasSegunda Revolución Industrial y La Emergencia de Las Nuevas PotenciasErik Unam RamirezAún no hay calificaciones
- Instalacion de Faena e Inicio de Obras Parte1Documento142 páginasInstalacion de Faena e Inicio de Obras Parte1Rodrigo100% (1)
- Informe Tecnico de Planta Procesadora de Harina de PapaDocumento4 páginasInforme Tecnico de Planta Procesadora de Harina de PapaEduardo Montes BernardoAún no hay calificaciones
- Patologias de Concreto Ante TerremotosDocumento64 páginasPatologias de Concreto Ante TerremotosDiego Alexander CardozoAún no hay calificaciones
- ASTM para El AceroDocumento9 páginasASTM para El Acerogustavo castillo50% (2)
- TEORICA 3 - STEEL FRAME I - Construccion Industrializada en Perfiles de Acero GalvanizadoDocumento76 páginasTEORICA 3 - STEEL FRAME I - Construccion Industrializada en Perfiles de Acero GalvanizadoAriel albornosAún no hay calificaciones
- LOS COMPRESORES CENTRÍFUGOS y Sellos de GasDocumento13 páginasLOS COMPRESORES CENTRÍFUGOS y Sellos de GasIzquierdo Alfed100% (1)
- Método para Seleccionar El Grado de Acero Estructural - EstructurandoDocumento3 páginasMétodo para Seleccionar El Grado de Acero Estructural - EstructurandoNIEAún no hay calificaciones
- PerforistaDocumento45 páginasPerforistapet658100% (1)
- Ee - Tt. Sanitarias ChalaDocumento184 páginasEe - Tt. Sanitarias ChalayeeserAún no hay calificaciones
- Proceso SmawDocumento16 páginasProceso SmawluisAún no hay calificaciones
- Stargold C20 - Cilindro Messer Chile LimitadaDocumento3 páginasStargold C20 - Cilindro Messer Chile Limitadarichard ortegaAún no hay calificaciones
- Diseño en Acero y MaderaDocumento44 páginasDiseño en Acero y MaderaRolby Umpiri Calla100% (5)
- Monografia Unidad 2Documento54 páginasMonografia Unidad 2EDWIN ABAD ADUVIRI MAYTAAún no hay calificaciones
- Informe Maestranza PDFDocumento23 páginasInforme Maestranza PDFRodrigo Bravo CortesAún no hay calificaciones