También podría gustarte
- Formulario Electricidad y MagnetismoDocumento3 páginasFormulario Electricidad y MagnetismoAlam Macedo OlveraAún no hay calificaciones
- Procesos de ManufacturaDocumento95 páginasProcesos de ManufacturaJob Justo Jose0% (1)
- Tipos de Industrias en EcuadorDocumento12 páginasTipos de Industrias en EcuadorEdgar Alfonso AlbujaAún no hay calificaciones
- (Benavente, Jacinto) Marido de Su Viuda, ElDocumento40 páginas(Benavente, Jacinto) Marido de Su Viuda, Elmikado1955Aún no hay calificaciones
- Procesos de Fabricacion Clase 1Documento25 páginasProcesos de Fabricacion Clase 1juancarrillod9198Aún no hay calificaciones
- Unidad I Introduccion A La ManufacturaDocumento38 páginasUnidad I Introduccion A La ManufacturaRod Mars LpezAún no hay calificaciones
- Introduccion A Procesos de Produccion - Tema 1. CideDocumento12 páginasIntroduccion A Procesos de Produccion - Tema 1. CideCAROLINA BRIÑEZ LOZANOAún no hay calificaciones
- Conceptos y Clasificacion Procesos de Fab.Documento7 páginasConceptos y Clasificacion Procesos de Fab.DANNA PAULA FLORES SOTOAún no hay calificaciones
- Conceptos y Clasificación de Procesos de FabricaciónDocumento7 páginasConceptos y Clasificación de Procesos de FabricaciónDANNA PAULA FLORES SOTOAún no hay calificaciones
- Unidad 1. Introducción A La ManufacturaDocumento12 páginasUnidad 1. Introducción A La ManufacturaIsauro Reyna Talín100% (1)
- A7a Especificaciones y Diseños de ProductosDocumento10 páginasA7a Especificaciones y Diseños de ProductosFede MendezAún no hay calificaciones
- GIPEM U1 Brenda Solis AIDocumento7 páginasGIPEM U1 Brenda Solis AIBrendis SolisAún no hay calificaciones
- Unidad 3Documento9 páginasUnidad 3Sami FloresAún no hay calificaciones
- U1 IntroducciónDocumento108 páginasU1 IntroduccióncarolinaAún no hay calificaciones
- 1 Beneficios Del Troquelado PDFDocumento23 páginas1 Beneficios Del Troquelado PDFandy ggAún no hay calificaciones
- Procesos de Manufactura Tipos de Procesos Diagramas de Operaciones y de BloquesDocumento54 páginasProcesos de Manufactura Tipos de Procesos Diagramas de Operaciones y de BloquesG Jean Manuel AlexandrooAún no hay calificaciones
- Desarroolo Procesos de ManufacturaDocumento22 páginasDesarroolo Procesos de Manufacturajulio yomayusaAún no hay calificaciones
- Manufactura, Ingeniería y TecnologiaDocumento12 páginasManufactura, Ingeniería y TecnologiaLenin RafaelAún no hay calificaciones
- 01 IntroduccionDocumento30 páginas01 IntroduccionSantiagoAún no hay calificaciones
- La Tecnología Industrial - Clase IntroductoriaDocumento33 páginasLa Tecnología Industrial - Clase IntroductoriaJKarlos Barrientos ÑufloAún no hay calificaciones
- MoldeDocumento119 páginasMoldeBryana Baes FloresAún no hay calificaciones
- Taa - S5 - Procesos IndustrialesDocumento29 páginasTaa - S5 - Procesos IndustrialesMARIA GUADALUPE JIMENEZ PEREZAún no hay calificaciones
- Examen DiagnosticoDocumento6 páginasExamen DiagnosticoKōtaAún no hay calificaciones
- Tercera Entrega-3 RotomoldeoDocumento2 páginasTercera Entrega-3 Rotomoldeomanuel anayaAún no hay calificaciones
- Actividad 5 Ingenieria de ProcesoDocumento20 páginasActividad 5 Ingenieria de ProcesoAlex&GAún no hay calificaciones
- Concepto de Plantas IndustrialesDocumento8 páginasConcepto de Plantas IndustrialesroseAún no hay calificaciones
- Manufactura, Tipos de Procesos, Procesos Con Arranque de Viruta, Procesos Sin Arranque de Viruta, La Manufactura en El PerúDocumento60 páginasManufactura, Tipos de Procesos, Procesos Con Arranque de Viruta, Procesos Sin Arranque de Viruta, La Manufactura en El PerúLuis A. CFAún no hay calificaciones
- Aplicaciones, Limitaciones de La ManufacturaDocumento30 páginasAplicaciones, Limitaciones de La ManufacturaJesús Mata RangelAún no hay calificaciones
- Unidad 1Documento47 páginasUnidad 1Rony JumboAún no hay calificaciones
- Procesos de ManofacturaDocumento8 páginasProcesos de ManofacturaGassy HernandezAún no hay calificaciones
- ACT 6 Trabajoo Colaborativo No. 1 Punto L y LLL ScribDocumento4 páginasACT 6 Trabajoo Colaborativo No. 1 Punto L y LLL ScribJohanna Alexandra Amaya RiveraAún no hay calificaciones
- Investigacion Unidad 5Documento9 páginasInvestigacion Unidad 5Adrian FernandezAún no hay calificaciones
- Procesos de Manufactura Avanzada. Unidad 1. Introducción A La Manufactura AvanzadaDocumento59 páginasProcesos de Manufactura Avanzada. Unidad 1. Introducción A La Manufactura AvanzadaDavid AguilarAún no hay calificaciones
- Proceso de FabricacionDocumento4 páginasProceso de FabricacionElena MarupaAún no hay calificaciones
- Pocesos TuanyDocumento54 páginasPocesos TuanyAaronAún no hay calificaciones
- Act 5.fresado - Taladrado.torneado.Documento12 páginasAct 5.fresado - Taladrado.torneado.Gildardo PorrasAún no hay calificaciones
- Ruiz Ramirez Ericuziel - Inyeccion Polimeros - Ingenieria de Perforacion PozosDocumento8 páginasRuiz Ramirez Ericuziel - Inyeccion Polimeros - Ingenieria de Perforacion PozosArturoAún no hay calificaciones
- Base - Porta Matriz - 052522Documento13 páginasBase - Porta Matriz - 052522hector quiroz garciaAún no hay calificaciones
- Sistemas de ProduccionDocumento26 páginasSistemas de ProduccionanibalAún no hay calificaciones
- Tema 1. Introducción A La Manufactura de Metales.Documento51 páginasTema 1. Introducción A La Manufactura de Metales.Bel CoroAún no hay calificaciones
- Reporte 1 Ingeniería de PlantasDocumento11 páginasReporte 1 Ingeniería de PlantasArsmstrongAún no hay calificaciones
- TERMOFORMADORADocumento12 páginasTERMOFORMADORAArturo FloresAún no hay calificaciones
- Procesos de Fabricacion y Elementos MecanicosDocumento22 páginasProcesos de Fabricacion y Elementos MecanicosRikrdo PachecoAún no hay calificaciones
- Unidad 1Documento65 páginasUnidad 1Alejandro CastroAún no hay calificaciones
- Tipos de Procesos ProductivosDocumento2 páginasTipos de Procesos ProductivosJenny AguirreAún no hay calificaciones
- Procesos de Manufactura Tipos de Procesos, Diagramas de Operaciones y de BloquesDocumento59 páginasProcesos de Manufactura Tipos de Procesos, Diagramas de Operaciones y de BloquesMiguel Silverio40% (5)
- Proyecto Final de FundicionDocumento44 páginasProyecto Final de Fundicionchris2oo190% (10)
- CadCam - A6 - 1853087 - RVDocumento9 páginasCadCam - A6 - 1853087 - RVRaul :vAún no hay calificaciones
- Educación Tecnológica IntegradorDocumento6 páginasEducación Tecnológica IntegradorGustavo FuentesAún no hay calificaciones
- Sistemas de ProduccionDocumento26 páginasSistemas de ProduccionBernardoAún no hay calificaciones
- Que Es ManufacturaDocumento61 páginasQue Es ManufacturaGilberto Isai Soberanes AldazAún no hay calificaciones
- Reporte Practica Moldes - Montes - Everardo - 2M4Documento29 páginasReporte Practica Moldes - Montes - Everardo - 2M4everardo uriel montes pachecoAún no hay calificaciones
- Clase 5 SmiDocumento40 páginasClase 5 SmiRicardo Enrique Represa GuillénAún no hay calificaciones
- Manu Tarea1Documento9 páginasManu Tarea1Miguel BlouseAún no hay calificaciones
- Resumen de Introduccion GeneralDocumento6 páginasResumen de Introduccion GeneralJhovany Yapita ChavezAún no hay calificaciones
- S2 - Procesos de FabricacionDocumento22 páginasS2 - Procesos de FabricacionShariff AspilcuetaAún no hay calificaciones
- Foro Diseño de ProcesosDocumento4 páginasForo Diseño de Procesosnataly moyanoAún no hay calificaciones
- TF Grupo 11Documento17 páginasTF Grupo 11rafael velasquezAún no hay calificaciones
- Proceso de Fab y PronosticosDocumento10 páginasProceso de Fab y PronosticosOsmar VillanuevaAún no hay calificaciones
- Producción Por LotesDocumento3 páginasProducción Por LotesNoé UzaiAún no hay calificaciones
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Elaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108De EverandElaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Aún no hay calificaciones
- Polímeros TermoplásticosDocumento10 páginasPolímeros TermoplásticosJorge MartínezAún no hay calificaciones
- Empresa 1Documento3 páginasEmpresa 1Jorge MartínezAún no hay calificaciones
- Unidad 2Documento7 páginasUnidad 2Jorge MartínezAún no hay calificaciones
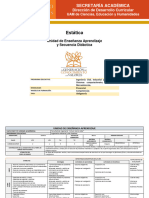
- UEA y SD EstáticaDocumento11 páginasUEA y SD EstáticaJorge MartínezAún no hay calificaciones
- Guía Practicas Lab. Fisica IDocumento80 páginasGuía Practicas Lab. Fisica IJorge MartínezAún no hay calificaciones
- Conversión de UnidadesDocumento4 páginasConversión de UnidadesJorge MartínezAún no hay calificaciones
- Cantos MeditadoDocumento36 páginasCantos MeditadoRosalía GarcíaAún no hay calificaciones
- Aproximacion Al Comportamiento FunerarioDocumento96 páginasAproximacion Al Comportamiento FunerarioClaudio NavarroAún no hay calificaciones
- Ejercico de Alcantarillado 1Documento3 páginasEjercico de Alcantarillado 1Frank Fernando UrdialesAún no hay calificaciones
- Pip Ie Inicial 781 Acos PDFDocumento116 páginasPip Ie Inicial 781 Acos PDFJohn NyviroAún no hay calificaciones
- Poesia. Rosalia de CastroDocumento3 páginasPoesia. Rosalia de CastroAlinaPruncuAún no hay calificaciones
- Permisos de Trabajo en AlturaDocumento1 páginaPermisos de Trabajo en AlturaALEXANDER JUNIOR HUAYANA ESPINOZAAún no hay calificaciones
- CIR1 - C01 - Conceptos Basicos PDFDocumento20 páginasCIR1 - C01 - Conceptos Basicos PDFJhonatan Juño GarciaAún no hay calificaciones
- Electricidad y Magnetismo PDFDocumento9 páginasElectricidad y Magnetismo PDFJONATHAN ALFARO MENDEZAún no hay calificaciones
- Actividad Semana 5 FinalDocumento16 páginasActividad Semana 5 FinalSandra Patricia Beltran PereiraAún no hay calificaciones
- Blank. Dimensión Teológica de La LibertadDocumento7 páginasBlank. Dimensión Teológica de La LibertadAntonio Diego Hernández RodríguezAún no hay calificaciones
- Aplicacion de La Fisica y La Quimica en La Tecnologia y La IndustriaDocumento6 páginasAplicacion de La Fisica y La Quimica en La Tecnologia y La IndustriaJose Manuel Borras LozanoAún no hay calificaciones
- Unidad Didactica - Setiembre 2017 (Educación Primaria) - Ugel Ocros (Ancash)Documento8 páginasUnidad Didactica - Setiembre 2017 (Educación Primaria) - Ugel Ocros (Ancash)Leonardo Sanchez Coello100% (4)
- Practico Nro1Documento28 páginasPractico Nro1Armando Callau CoriaAún no hay calificaciones
- Trabajpo de Materiales 2Documento7 páginasTrabajpo de Materiales 2jafed davidAún no hay calificaciones
- Boletin TerapeuticoDocumento67 páginasBoletin TerapeuticoValentina SarabiaAún no hay calificaciones
- Práctica 1. ElectrizaciónDocumento8 páginasPráctica 1. ElectrizaciónIsrael CortesAún no hay calificaciones
- B1. MuniGestionDocumento8 páginasB1. MuniGestionKiusver Costa DiazAún no hay calificaciones
- Cocientes NotablesDocumento12 páginasCocientes NotablesVictor Chan0% (2)
- D-Edelhoff O-Brix - Edición Especial IPS d-SIGNDocumento16 páginasD-Edelhoff O-Brix - Edición Especial IPS d-SIGNDenisse T.C.Aún no hay calificaciones
- Enfermedades Del Sistema Respiratorio PowerDocumento25 páginasEnfermedades Del Sistema Respiratorio PowerAilin CeresoleAún no hay calificaciones
- La Evangelizacion Por Medio Del ArteDocumento3 páginasLa Evangelizacion Por Medio Del ArteNorberto MurilloAún no hay calificaciones
- El Potencial QuímicoDocumento3 páginasEl Potencial QuímicoJavier Andres UrreaAún no hay calificaciones
- Milan Kundera - Los Testamentos TraicionadosDocumento168 páginasMilan Kundera - Los Testamentos TraicionadosAlejandra SotoAún no hay calificaciones
- Practica de BioreactorDocumento14 páginasPractica de BioreactorClaudia Gianella Ramirez NoblecillaAún no hay calificaciones
- Ferenczi, S. - LA TÉCNICA PSICOANALÍTICA ArticulosDocumento181 páginasFerenczi, S. - LA TÉCNICA PSICOANALÍTICA ArticulosCarlos José Fletes G.100% (1)
- Formulacion de Proyectos en Formato Apu y Bajo La Metodologia General Ajustada MgaDocumento47 páginasFormulacion de Proyectos en Formato Apu y Bajo La Metodologia General Ajustada MgaJuan PabonAún no hay calificaciones
- CONDUCTISMODocumento5 páginasCONDUCTISMOKarliitha RamiirezAún no hay calificaciones
- InfografiaDocumento1 páginaInfografiaJhoMa MilsonAún no hay calificaciones
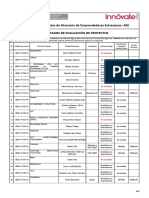
- Resultados Evaluacion Atraccion Emprendedores Proyectos 211220181247Documento3 páginasResultados Evaluacion Atraccion Emprendedores Proyectos 211220181247pocAún no hay calificaciones