También podría gustarte
- EXPO-AJUSTES y TOLERANCIASDocumento20 páginasEXPO-AJUSTES y TOLERANCIASRony LopezAún no hay calificaciones
- Cálculo de CilindrosDocumento6 páginasCálculo de CilindrosMyriam KatherineAún no hay calificaciones
- Programacià N Del Torno Didã¡ctico Con Control Numã©rico Computacional Boxford 250.pdf1Documento118 páginasProgramacià N Del Torno Didã¡ctico Con Control Numã©rico Computacional Boxford 250.pdf1giantepepinAún no hay calificaciones
- Mediciones Parte 1Documento26 páginasMediciones Parte 1William GasparAún no hay calificaciones
- Ápel-Uldos: Fim NombresDocumento8 páginasÁpel-Uldos: Fim NombresJesús SarriaAún no hay calificaciones
- Dado Con Sujetador EmsambladoDocumento1 páginaDado Con Sujetador EmsambladoHenry Adrian Yar MoralesAún no hay calificaciones
- Mantenimiento en El Ciclo de Vida de Un EquipoDocumento23 páginasMantenimiento en El Ciclo de Vida de Un EquipoAlejandro PeñaAún no hay calificaciones
- METROLOGIA InstrumentosDocumento47 páginasMETROLOGIA Instrumentosandrea.escobarAún no hay calificaciones
- FORMATO 001 MODULO 8° - 3 Periodo 2020 Dibujo TecnicoDocumento34 páginasFORMATO 001 MODULO 8° - 3 Periodo 2020 Dibujo TecnicoMercheison XAún no hay calificaciones
- Planos Molde de Inyeccion Ficha Lego.Documento6 páginasPlanos Molde de Inyeccion Ficha Lego.MaicolAndresOchoaAcevedoAún no hay calificaciones
- Practica 3 - Metodo de CascadaDocumento3 páginasPractica 3 - Metodo de CascadaMarioSolisAún no hay calificaciones
- Problema 04 Del Examen Final Del Curso de Automatización y ControlDocumento1 páginaProblema 04 Del Examen Final Del Curso de Automatización y ControlALEXANDER EMANUEL ISIDRO OLLEROAún no hay calificaciones
- GUIADIBUJOIIDocumento22 páginasGUIADIBUJOIICarlos Santana100% (1)
- 5-1 Prog. Cad-Cam para Torno CNCDocumento26 páginas5-1 Prog. Cad-Cam para Torno CNCDaniel Torres QuispeAún no hay calificaciones
- CNC Reporte O0038Documento14 páginasCNC Reporte O0038Aldo AlvarezAún no hay calificaciones
- Conceptos Generales de MasterCAMDocumento10 páginasConceptos Generales de MasterCAMJose Miguel TorizAún no hay calificaciones
- Curso Basico Programacion Centro de MaquinadoDocumento22 páginasCurso Basico Programacion Centro de MaquinadoÁngel Eduardo Contreras CabreraAún no hay calificaciones
- Diseño y Construccion de Un PisapapelesDocumento7 páginasDiseño y Construccion de Un PisapapelesSaul AlvarezAún no hay calificaciones
- Tema 3. Sistemas Neumáticos y ElectroneumáticosDocumento20 páginasTema 3. Sistemas Neumáticos y ElectroneumáticosCristian Pablo García100% (1)
- Practica - Torno Cnc-1Documento21 páginasPractica - Torno Cnc-1Anonymous D4PaiQJJMBAún no hay calificaciones
- Proyecto de Aula Bomba de LobulosDocumento21 páginasProyecto de Aula Bomba de LobulosRodolfo PoloAún no hay calificaciones
- Tutorial CNC V2 3Documento73 páginasTutorial CNC V2 3Angel DavidAún no hay calificaciones
- Manual de NeumáticaDocumento15 páginasManual de NeumáticaDiego armando Escalona santillanAún no hay calificaciones
- Dibujo TecnicoDocumento13 páginasDibujo TecnicoIsrael TomalaAún no hay calificaciones
- Hoja de ProcesosDocumento5 páginasHoja de ProcesosGuido AndinoAún no hay calificaciones
- Manual de Practicas SSMMDocumento67 páginasManual de Practicas SSMMricardoAún no hay calificaciones
- Informe CNCDocumento8 páginasInforme CNCMixio Olivares MuñozAún no hay calificaciones
- Apuntes de Procesos de Mecanizado ManualDocumento32 páginasApuntes de Procesos de Mecanizado ManualMorgan Huascar Checa LopezAún no hay calificaciones
- Roscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Documento9 páginasRoscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Gilberto GarciaAún no hay calificaciones
- Acabados de Elementos Mecanicos Interpretacion de Planos SenaDocumento26 páginasAcabados de Elementos Mecanicos Interpretacion de Planos SenaJimmy DelgadoAún no hay calificaciones
- Metodo Cascada para NeumaticaDocumento17 páginasMetodo Cascada para NeumaticaELECTRONICA Y AUTOMATIZACION AQPAún no hay calificaciones
- renderPDF PDFDocumento236 páginasrenderPDF PDFAlexis VelasquezAún no hay calificaciones
- Planchas Serie 5 PDFDocumento8 páginasPlanchas Serie 5 PDFLINAAún no hay calificaciones
- Cuestiones y Problemas Basicos1pp 2023 RespuestasDocumento12 páginasCuestiones y Problemas Basicos1pp 2023 Respuestasmariafe BellidoAún no hay calificaciones
- UnionesDocumento12 páginasUnionesRené FierroAún no hay calificaciones
- Materiales CompuestosDocumento22 páginasMateriales CompuestosJairo TorresAún no hay calificaciones
- Guía de Práctica N°6 Torneado (Desbaste, Acabado y RanuradoDocumento39 páginasGuía de Práctica N°6 Torneado (Desbaste, Acabado y RanuradoAnonymous KpVJDm2YmYAún no hay calificaciones
- Practica No. 8 Medicion de PosicionDocumento14 páginasPractica No. 8 Medicion de PosicionMario Moreno FajardoAún no hay calificaciones
- Ejercicios NeumaticasDocumento20 páginasEjercicios NeumaticasDrosee MatiasAún no hay calificaciones
- Qué Son Los Machos de Roscar y Cómo FuncionanDocumento7 páginasQué Son Los Machos de Roscar y Cómo FuncionanSalvador Hernandez ColoradoAún no hay calificaciones
- GyM - pr033 Trabajo de Soldadura y Oxicorte-UltimoDocumento9 páginasGyM - pr033 Trabajo de Soldadura y Oxicorte-UltimoAARON_1982Aún no hay calificaciones
- Piezas Mecanicas PDFDocumento2 páginasPiezas Mecanicas PDFSantiagoAulesAún no hay calificaciones
- 07 Fresado de ContornosDocumento29 páginas07 Fresado de ContornosFREDY G. HUILLCA CHECCORIAún no hay calificaciones
- Examen IG - 2t - 2122Documento4 páginasExamen IG - 2t - 2122PEDRO JOSE FERNANDEZ CONCELLONAún no hay calificaciones
- El TaladroDocumento16 páginasEl TaladroMarco Luis Almanza OlivaAún no hay calificaciones
- Fresadora UniversalDocumento9 páginasFresadora UniversalruedacesarAún no hay calificaciones
- TORNEADODocumento28 páginasTORNEADORUBEN DARIO MENDOZA MEZAAún no hay calificaciones
- E05 Ensayo ErichsenDocumento5 páginasE05 Ensayo ErichsenKaro Pand FloresAún no hay calificaciones
- Operaciones Maquinado Clase 4Documento62 páginasOperaciones Maquinado Clase 4Mauricio Araujo AriasAún no hay calificaciones
- 01-Problema de TorneadoDocumento1 página01-Problema de TorneadoLohana Arrieta AlvarezAún no hay calificaciones
- Huayta Juarez Wilmer Práctica Micrómetro CentésimasDocumento1 páginaHuayta Juarez Wilmer Práctica Micrómetro CentésimasLizethAún no hay calificaciones
- Programacion en CNC TecsupDocumento9 páginasProgramacion en CNC TecsupincubutAún no hay calificaciones
- Hoja de Procesos Parte SuperiorDocumento7 páginasHoja de Procesos Parte SuperiorEdgar LopezAún no hay calificaciones
- Reto Electroneumatico 2b2Documento2 páginasReto Electroneumatico 2b2MarioSolisAún no hay calificaciones
- Procesos de Manufactura, SyllabusDocumento7 páginasProcesos de Manufactura, SyllabusRonnie DelgadoAún no hay calificaciones
- Herrami ConosDocumento8 páginasHerrami ConosMecanizado SenaAún no hay calificaciones
- A1 Investigación de La U1Documento7 páginasA1 Investigación de La U1Sheila ELFAún no hay calificaciones
- Moldes de Colada FriaDocumento8 páginasMoldes de Colada FriaKevin MtzAún no hay calificaciones
- Análisis FuncionalDocumento20 páginasAnálisis FuncionaljaquelineAún no hay calificaciones
- Extrusión de Tubo y PerfilDocumento7 páginasExtrusión de Tubo y PerfilEscalona Mondragón Dafne ShessidAún no hay calificaciones
- Analisis y Diseño de Sistemas.-Plantilla ProyectodocxDocumento14 páginasAnalisis y Diseño de Sistemas.-Plantilla ProyectodocxJHERSON ALEXANDER MORENO MORAAún no hay calificaciones
- Lanata S DesestimaciónDocumento1 páginaLanata S DesestimaciónDanielaTatarskyAún no hay calificaciones
- Boletín 5040Documento4 páginasBoletín 5040Usumake0% (1)
- Inventario 1100100134495 HCB Mis PayasitosDocumento2 páginasInventario 1100100134495 HCB Mis PayasitosHcb Los PaticosAún no hay calificaciones
- Accesorios Riego Por GoteoDocumento2 páginasAccesorios Riego Por GoteofernandoriiizzzoAún no hay calificaciones
- Cuadernillo Manejo de Circuitos ElectrónicosDocumento52 páginasCuadernillo Manejo de Circuitos ElectrónicosAntonio Herrera MartinezAún no hay calificaciones
- INFORME PRÁCTICA 2 VectoresDocumento20 páginasINFORME PRÁCTICA 2 VectoresJUAN DAVID GONZALEZ TORRES100% (1)
- Puntos Informe Instalacion AcometidasDocumento4 páginasPuntos Informe Instalacion AcometidasLeidy CamachoAún no hay calificaciones
- PR SST Pts003 Hormigonado de Losa MuroDocumento13 páginasPR SST Pts003 Hormigonado de Losa Muromarcelo gamboaAún no hay calificaciones
- Unidad I Operaciones LogisticasDocumento18 páginasUnidad I Operaciones LogisticasGabriel OjedaAún no hay calificaciones
- Manual de Usuario SoluclinicDocumento26 páginasManual de Usuario SoluclinicDiana Paulina Escobar HernandezAún no hay calificaciones
- Guia 5 Analisis de FactoresDocumento2 páginasGuia 5 Analisis de FactoresPAMELAAún no hay calificaciones
- Resumen 20346517000Documento4 páginasResumen 20346517000Elizabet NavaAún no hay calificaciones
- Dynaflex 18Documento2 páginasDynaflex 18bendersurrenderAún no hay calificaciones
- Cines BoliviaDocumento16 páginasCines BoliviaKiara DíazAún no hay calificaciones
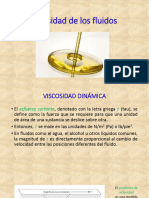
- Viscosidad de Los FluidosDocumento46 páginasViscosidad de Los FluidosDIEGO ALEXANDER CUEVA OBESOAún no hay calificaciones
- Presentación Vin, N°motor, AdulteracionesDocumento62 páginasPresentación Vin, N°motor, AdulteracionesConstantino Santino Bianciotto100% (1)
- Tarea Académica - Entrega Final - Roberto Garcia (20180292)Documento14 páginasTarea Académica - Entrega Final - Roberto Garcia (20180292)Roberto Carlos GarcíaAún no hay calificaciones
- Manual Mantenimiento Sistema Lubricacion Motor cd20 NissanDocumento48 páginasManual Mantenimiento Sistema Lubricacion Motor cd20 NissanEdwin AlexAún no hay calificaciones
- Tecnicas de Perforación DireccionalDocumento11 páginasTecnicas de Perforación DireccionalDiana Carolina Trujillo ChávezAún no hay calificaciones
- BLOQUEODocumento37 páginasBLOQUEOHecCervantesAún no hay calificaciones
- PDF Doc E001 315020602844219Documento1 páginaPDF Doc E001 315020602844219Manaces B. PinedoAún no hay calificaciones
- 1 - 8 - Actividad RESUELTODocumento3 páginas1 - 8 - Actividad RESUELTOjuan monterealAún no hay calificaciones
- Actividad Evaluativa - Eje 2Documento3 páginasActividad Evaluativa - Eje 2Eliana Montañez TarquinoAún no hay calificaciones
- Batimiento y Onda ModuladaDocumento3 páginasBatimiento y Onda ModuladaAndre Felipe Sosa HernandezAún no hay calificaciones
- Constancia de Situación FiscalDocumento2 páginasConstancia de Situación Fiscalvania03sepAún no hay calificaciones
- Sistemas 2X2Documento11 páginasSistemas 2X2francisco ruedaAún no hay calificaciones
- TermosifonDocumento1 páginaTermosifonAngie MaldonadoAún no hay calificaciones
- Cambios de Marcha 6415Documento4 páginasCambios de Marcha 6415erick huancaya bartraAún no hay calificaciones
- PR-GM-01 Mantenimiento Preventivo y CorrectivoDocumento8 páginasPR-GM-01 Mantenimiento Preventivo y CorrectivoRESIDENTES DISPOSICIONAún no hay calificaciones