También podría gustarte
- Trabajo Final Administracion de Talleres - Samuel MendozaDocumento12 páginasTrabajo Final Administracion de Talleres - Samuel MendozaYim SilveraAún no hay calificaciones
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Bolsa de Valores de LimaDocumento10 páginasBolsa de Valores de LimaKelly LojaAún no hay calificaciones
- Administraciòn TributariaDocumento4 páginasAdministraciòn TributariaKelly Loja100% (2)
- Logistica InternacionalDocumento5 páginasLogistica InternacionalKelly LojaAún no hay calificaciones
- Herramientas Lean y CaracteristicasDocumento136 páginasHerramientas Lean y CaracteristicasERNESTO DARIO GERON ARGUELLES100% (1)
- Naid - Naid-549 - Formatoalumnotrabajofinal - Comercio InternacionalDocumento12 páginasNaid - Naid-549 - Formatoalumnotrabajofinal - Comercio InternacionalKelly Loja100% (1)
- Andon y Fabrica VisualDocumento31 páginasAndon y Fabrica VisualJuan LiraAún no hay calificaciones
- Manual para La Implementacion de 5s en El Cedis de Plasticos IndustrialesDocumento17 páginasManual para La Implementacion de 5s en El Cedis de Plasticos IndustrialesFabianG.M.ZamoraAún no hay calificaciones
- Lean Manufacturing y Sus HerramientasDocumento4 páginasLean Manufacturing y Sus HerramientasiqrjtpAún no hay calificaciones
- Introduccion de Lean MANUFACTURINGDocumento61 páginasIntroduccion de Lean MANUFACTURINGErin WilkinsonAún no hay calificaciones
- Herramientas de Lean ManufacturingDocumento51 páginasHerramientas de Lean ManufacturingGabriel Angel Medrano100% (2)
- Manufactura EsbeltaDocumento10 páginasManufactura EsbeltaJampier Leon RiosAún no hay calificaciones
- Manual 5s - Borrador - V1aDocumento28 páginasManual 5s - Borrador - V1aJuan Coasaca PortalAún no hay calificaciones
- TPM Taller Maquinas HerramientasDocumento6 páginasTPM Taller Maquinas HerramientasMichael Arias0% (1)
- Lean ManufacturingDocumento63 páginasLean ManufacturingJohan Rosas TaipeAún no hay calificaciones
- Tarea 6 Principios de MercadotecniaDocumento6 páginasTarea 6 Principios de MercadotecniaAlexMosqueaTaveraAún no hay calificaciones
- Manufactura Esbelta PresentacionDocumento39 páginasManufactura Esbelta PresentacionZobeida ChisicaAún no hay calificaciones
- Conceptos de Estrategia GerencialDocumento23 páginasConceptos de Estrategia GerencialPaola MurciaAún no hay calificaciones
- Entrega Riesgo Quimico-Seguridad e HigieneDocumento6 páginasEntrega Riesgo Quimico-Seguridad e HigieneAlejandras TarquinoAún no hay calificaciones
- Herramientas Del Lean ManufacturingDocumento5 páginasHerramientas Del Lean ManufacturingRonaldo Olivera RodAún no hay calificaciones
- Diagnostico Situacional Leon de HuanucoDocumento16 páginasDiagnostico Situacional Leon de HuanucoG Jimenez Juarez100% (1)
- Prac RemotaDocumento7 páginasPrac RemotaKatyaNayduCastilloAranaAún no hay calificaciones
- Implementacion de 5S CorregidoDocumento9 páginasImplementacion de 5S CorregidoGeovanne Quispe BaltazarAún no hay calificaciones
- Actividad de Aprendizaje I Alberto Hernandez RodriguezDocumento19 páginasActividad de Aprendizaje I Alberto Hernandez Rodriguezalberto hernandezAún no hay calificaciones
- Metodos de Planificacion 4-09-21Documento16 páginasMetodos de Planificacion 4-09-21Michael VargasAún no hay calificaciones
- Implementación de Las 5SDocumento5 páginasImplementación de Las 5SFrancisco MedinaAún no hay calificaciones
- CaratulaDocumento19 páginasCaratulaElsa MartinezAún no hay calificaciones
- Segundo EntregableDocumento11 páginasSegundo EntregableDiego VillalobosAún no hay calificaciones
- Practica Implementación 5 SDocumento13 páginasPractica Implementación 5 S8hxdsf8nrvAún no hay calificaciones
- SEISODocumento12 páginasSEISOjovaldez64Aún no hay calificaciones
- Check LeanDocumento9 páginasCheck Leanlperez82Aún no hay calificaciones
- 102501-Grupo2 f3p2 DesarrolloDocumento23 páginas102501-Grupo2 f3p2 DesarrolloGabriel RojasAún no hay calificaciones
- Implementación de Metodología 5S en Taller y Oficinas Del Área AftermarketDocumento29 páginasImplementación de Metodología 5S en Taller y Oficinas Del Área Aftermarketshirley servAún no hay calificaciones
- Trabajo EstandarizadoDocumento3 páginasTrabajo EstandarizadoAlejandro RamirezAún no hay calificaciones
- Implementacion 5sDocumento9 páginasImplementacion 5s2432000034Aún no hay calificaciones
- Instituto Tecnológico SuperiorDocumento20 páginasInstituto Tecnológico Superioralberto hernandezAún no hay calificaciones
- El Lean Manufacturing y Sus Principales HerramientasDocumento18 páginasEl Lean Manufacturing y Sus Principales HerramientasEma Rangel EstradaAún no hay calificaciones
- Diapositivas CompressedDocumento29 páginasDiapositivas CompressedMilton VenturaAún no hay calificaciones
- Examen Primera UnidadDocumento7 páginasExamen Primera UnidadFABRIZIO MANUEL VASQUEZ CASTOPEAún no hay calificaciones
- Estudio de Casos MPTDocumento10 páginasEstudio de Casos MPTCarlos RomeroAún no hay calificaciones
- Implementación de Metodología 5S en Taller y OficiDocumento13 páginasImplementación de Metodología 5S en Taller y OficiRay Quispe ColosAún no hay calificaciones
- Trabajo F.Documento23 páginasTrabajo F.Antonio Alfaro VictorioAún no hay calificaciones
- Foro Tematico Manufactura EsbeltaDocumento6 páginasForo Tematico Manufactura EsbeltaCamila ReynagaAún no hay calificaciones
- Herramientas LeanDocumento45 páginasHerramientas Leanareli coloAún no hay calificaciones
- Caso Practico-Ingenieria - Sistemas.Documento17 páginasCaso Practico-Ingenieria - Sistemas.Ricrdo SsjAún no hay calificaciones
- Expo Planificacion 5SDocumento4 páginasExpo Planificacion 5SMaria Paula LuboAún no hay calificaciones
- Actividad 2 - AspDocumento8 páginasActividad 2 - AspNataly CandelariaAún no hay calificaciones
- Tarea U03 Quispe Segovia PedroDocumento5 páginasTarea U03 Quispe Segovia PedroKatherina Cristobal CastilloAún no hay calificaciones
- Implementación de Un Plan de Mantenimiento Autónomo en Un Taller Mecánico IndustrialDocumento8 páginasImplementación de Un Plan de Mantenimiento Autónomo en Un Taller Mecánico IndustrialjohnAún no hay calificaciones
- Trabajo de Investigacion MantenimientoDocumento10 páginasTrabajo de Investigacion MantenimientoBryan GómezAún no hay calificaciones
- Caso AutolivDocumento18 páginasCaso AutolivGiancarlos Anthony Espíritu Bravo100% (4)
- Kanban y TPMDocumento23 páginasKanban y TPMGio Jimnz100% (1)
- Los 5 Principios Del Pensamiento EsbeltoDocumento4 páginasLos 5 Principios Del Pensamiento EsbeltoArisaca AnaAún no hay calificaciones
- SEMANA Seminario - de - Practicas - Extraordinario.Documento9 páginasSEMANA Seminario - de - Practicas - Extraordinario.Circe SamaniegoAún no hay calificaciones
- MEA4M2 Zermeño González Juan UlisesDocumento14 páginasMEA4M2 Zermeño González Juan UlisesJuan Ulises ZermeñoAún no hay calificaciones
- Caso AutolivDocumento23 páginasCaso AutolivJaffetGalindoAún no hay calificaciones
- Manufactura Esbelta (Manufacturing Lean)Documento11 páginasManufactura Esbelta (Manufacturing Lean)carolinmartinezdlAún no hay calificaciones
- TokeDocumento9 páginasTokeManuel López BurgosAún no hay calificaciones
- Lectura Comentada de Manufactura EsbeltaDocumento6 páginasLectura Comentada de Manufactura EsbeltaBrandi DixonAún no hay calificaciones
- 5S y EstandarizacionDocumento6 páginas5S y EstandarizacionDanyel StradaAún no hay calificaciones
- VSM - Lean ManufacturingDocumento36 páginasVSM - Lean ManufacturingMeli VerdejoAún no hay calificaciones
- TPMDocumento48 páginasTPMJose CanizalesAún no hay calificaciones
- Implementacion de 5S ExpoDocumento5 páginasImplementacion de 5S ExpoNickolle De Los Ángeles CusipumaAún no hay calificaciones
- Implementación de Metodología 5S Sistema JaponésDocumento12 páginasImplementación de Metodología 5S Sistema JaponéspedroalvaromamanifloresAún no hay calificaciones
- Proyecto DimareDocumento21 páginasProyecto DimareCarlos VazquezAún no hay calificaciones
- Programa de Gestión 5S.Documento15 páginasPrograma de Gestión 5S.Alexander CherinoAún no hay calificaciones
- Las 5sDocumento18 páginasLas 5sAngel Alfredo Perez MeloAún no hay calificaciones
- Foro 1 (Economía)Documento5 páginasForo 1 (Economía)Kelly LojaAún no hay calificaciones
- TR2 ComercioDocumento24 páginasTR2 ComercioKelly LojaAún no hay calificaciones
- Analísis Pestel de La Empresa EconomaderaDocumento2 páginasAnalísis Pestel de La Empresa EconomaderaKelly LojaAún no hay calificaciones
- Trabajo Entregable 1 - Comercio InternacionalDocumento5 páginasTrabajo Entregable 1 - Comercio InternacionalKelly LojaAún no hay calificaciones
- Derivados FinancierosDocumento10 páginasDerivados FinancierosKelly LojaAún no hay calificaciones
- Test 06 - Sesión 06Documento4 páginasTest 06 - Sesión 06Kelly LojaAún no hay calificaciones
- NAID-556 - FORMATOALUMNO1ENTREGABLE (1) Formacion RemotaDocumento5 páginasNAID-556 - FORMATOALUMNO1ENTREGABLE (1) Formacion RemotaKelly LojaAún no hay calificaciones
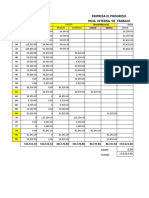
- Trabajo Contable - La Empresa El Progreso Sac - Contabilidad FinancieraDocumento7 páginasTrabajo Contable - La Empresa El Progreso Sac - Contabilidad FinancieraKelly LojaAún no hay calificaciones
- Test 05 - Sesión 05Documento4 páginasTest 05 - Sesión 05Kelly LojaAún no hay calificaciones
- Naid-455 Formatoalumno1entregableDocumento12 páginasNaid-455 Formatoalumno1entregableKelly LojaAún no hay calificaciones
- Presentación1 (ECONOMÌA)Documento4 páginasPresentación1 (ECONOMÌA)Kelly LojaAún no hay calificaciones
- Foro 1 (DERECHO ADMIN.)Documento5 páginasForo 1 (DERECHO ADMIN.)Kelly LojaAún no hay calificaciones
- Foro1 (Logistica Ii)Documento4 páginasForo1 (Logistica Ii)Kelly LojaAún no hay calificaciones
- Gestión en Procesos de Negocio S1 HPDocumento5 páginasGestión en Procesos de Negocio S1 HPjosueAún no hay calificaciones
- Tema 7Documento39 páginasTema 7Gianella PauletteAún no hay calificaciones
- Guia Metodologica de Implementaciòn Instituciones Del EstadoDocumento80 páginasGuia Metodologica de Implementaciòn Instituciones Del EstadoHAYDA OBANDOAún no hay calificaciones
- Decreto 2245 2011 Sancionatorio DianDocumento23 páginasDecreto 2245 2011 Sancionatorio DianoscarAún no hay calificaciones
- REALES 2a ParteDocumento24 páginasREALES 2a Partelamas617Aún no hay calificaciones
- Metodología en El Diseño de La Matriz FODADocumento19 páginasMetodología en El Diseño de La Matriz FODADaniel M.FAún no hay calificaciones
- Estructura Informe Practica Modular 2018Documento21 páginasEstructura Informe Practica Modular 2018soryalvarado17Aún no hay calificaciones
- EL MENÚ, CONCEPTO Y ORIGEN PresentacionDocumento26 páginasEL MENÚ, CONCEPTO Y ORIGEN PresentacionRuben CarmonaAún no hay calificaciones
- Actividad 1 Sesion 3 - Conceptos Básicos Del Interés Compuesto - Arriaga Garibay José FcoDocumento4 páginasActividad 1 Sesion 3 - Conceptos Básicos Del Interés Compuesto - Arriaga Garibay José FcoFrank Arriaga GaribayAún no hay calificaciones
- Amparo Lic NoeDocumento5 páginasAmparo Lic Noexitlali alanisAún no hay calificaciones
- Manual de Identidad Corporativa ImagenSPDocumento10 páginasManual de Identidad Corporativa ImagenSPMarlyAún no hay calificaciones
- A4-U2 AnahiDocumento4 páginasA4-U2 AnahianahiAún no hay calificaciones
- Porcicultura A Nivel Nacional e Internacional - ColaborativoDocumento13 páginasPorcicultura A Nivel Nacional e Internacional - ColaborativoMarcelEGMunad gAún no hay calificaciones
- DerivadaDocumento27 páginasDerivadaAsh CrimsonAún no hay calificaciones
- Estrategias Fiscales FORO 4Documento4 páginasEstrategias Fiscales FORO 4Sharon SuazoAún no hay calificaciones
- Quiz - Escenario 3 - PRIMER BLOQUE-TEORICO - DERECHO LABORAL INDIVIDUAL Y SEGURIDAD SOCIAL - (GRUPO7) PDFDocumento7 páginasQuiz - Escenario 3 - PRIMER BLOQUE-TEORICO - DERECHO LABORAL INDIVIDUAL Y SEGURIDAD SOCIAL - (GRUPO7) PDFYovani San PAún no hay calificaciones
- Proyectos San FernandoDocumento2 páginasProyectos San FernandoLi Taype GonzálezAún no hay calificaciones
- Arbitrio 5 PDFDocumento99 páginasArbitrio 5 PDFJOSÉ ALFREDO JIMÉNEZ CORREAAún no hay calificaciones
- La Sobreexplotación de Los Recursos NaturalesDocumento3 páginasLa Sobreexplotación de Los Recursos Naturales평화사랑Aún no hay calificaciones
- Memoria Losa DeportivaDocumento8 páginasMemoria Losa DeportivavecanxAún no hay calificaciones
- Rúbrica Caso Práctico LogísticaDocumento2 páginasRúbrica Caso Práctico LogísticaAndres GonzalezAún no hay calificaciones
- Dafo 1Documento3 páginasDafo 1PERE PLANAS CROUSAún no hay calificaciones
- Trabajo Final de Gestión de AduanasDocumento17 páginasTrabajo Final de Gestión de AduanasLuis ChumpitazAún no hay calificaciones
- Revista Estudios Gerenciales y de Las Organizaciones: Volumen 7. Numero 13. Enero-Junio 2023Documento223 páginasRevista Estudios Gerenciales y de Las Organizaciones: Volumen 7. Numero 13. Enero-Junio 2023moramaireAún no hay calificaciones
- Circular 100-000008 de 11 de Junio de 2021Documento8 páginasCircular 100-000008 de 11 de Junio de 2021Carlos FigueroaAún no hay calificaciones
- Gestión Por ProcesosDocumento9 páginasGestión Por ProcesosLuisa Fernanda Giraldo LopezAún no hay calificaciones