También podría gustarte
- Trabajo-Colaborativo-Tarea-3-gestion de Las OperacionesDocumento13 páginasTrabajo-Colaborativo-Tarea-3-gestion de Las OperacionesIsmael JoseAún no hay calificaciones
- Unidad 3 Balanceo de LineasDocumento18 páginasUnidad 3 Balanceo de Lineasjair LopezAún no hay calificaciones
- Tarea 4 - Trabajo ColaborativoDocumento17 páginasTarea 4 - Trabajo ColaborativoLinda Carol Dangond Bolaño100% (1)
- GESTION DE LAS OPERACIONES Tarea 4Documento18 páginasGESTION DE LAS OPERACIONES Tarea 4Laura Valentina Gaitan Gamez100% (2)
- Trabajo ColaborativoDocumento13 páginasTrabajo Colaborativodinacela100% (3)
- Tipos de Párrafos (Ejercicios)Documento4 páginasTipos de Párrafos (Ejercicios)Yáñez Natalia69% (26)
- Tipos de Distribución de PlantaDocumento6 páginasTipos de Distribución de PlantaAlex ARAún no hay calificaciones
- Tipos de Distribución en PlantaDocumento4 páginasTipos de Distribución en PlantaEdgarDiosdadoAún no hay calificaciones
- Tipos de Distribución de PlantaDocumento4 páginasTipos de Distribución de Plantaphantom Phantom100% (1)
- Etapas BasicasDocumento4 páginasEtapas BasicasnataliaAún no hay calificaciones
- Distribución de PlantaDocumento3 páginasDistribución de PlantaKEvinLalanGuiAún no hay calificaciones
- 4 Tipos de Distribución de PlantaDocumento4 páginas4 Tipos de Distribución de PlantaJefferson Giraldo Soto0% (1)
- Tipos Basicos en Distribucion de Planta 2Documento6 páginasTipos Basicos en Distribucion de Planta 2Gustavo A. Díaz ChacónAún no hay calificaciones
- Selección y Diseño de ProcesosDocumento23 páginasSelección y Diseño de Procesosjaime MenesesAún no hay calificaciones
- TERCER SISTEMATICO DSP Veronica Sevilla 4T1Documento7 páginasTERCER SISTEMATICO DSP Veronica Sevilla 4T1Veronica Sevilla100% (1)
- Sistemas de Producción y La ProductividadDocumento10 páginasSistemas de Producción y La ProductividadDulce María Dorantes OlveraAún no hay calificaciones
- Ua6 Selección Del ProcesoDocumento65 páginasUa6 Selección Del ProcesoEsteban Ignacio Tejada RiveraAún no hay calificaciones
- Sistemas de Producción Parte 1Documento14 páginasSistemas de Producción Parte 1JONNATHAN ALEJANDRO FAREZ PILLACELAAún no hay calificaciones
- Capítulo 7 Planeacion de La Distribucion de La PlantaDocumento7 páginasCapítulo 7 Planeacion de La Distribucion de La PlantaAleRodeaAún no hay calificaciones
- Análisis de LAY OUTDocumento3 páginasAnálisis de LAY OUTPablo ReynaAún no hay calificaciones
- Gestión de Operaciones Selección Del Proceso PDFDocumento15 páginasGestión de Operaciones Selección Del Proceso PDFPatricia PerlacioAún no hay calificaciones
- 3 - Estrategias de ProcesosDocumento14 páginas3 - Estrategias de ProcesosTomii StaubliAún no hay calificaciones
- Ejercicio 1Documento5 páginasEjercicio 1Juan Carlos Lopez BlancoAún no hay calificaciones
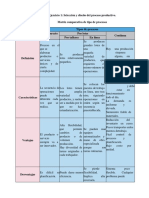
- Cuadro ComparativoDocumento1 páginaCuadro ComparativoCarina FigueroaAún no hay calificaciones
- Matrices Ejercicio 1 y 3Documento4 páginasMatrices Ejercicio 1 y 3Juan Carlos Lopez BlancoAún no hay calificaciones
- Diseño de InstalacionesDocumento6 páginasDiseño de InstalacionesCriss RollasAún no hay calificaciones
- Produccion Unitaria y SeriadaDocumento24 páginasProduccion Unitaria y SeriadaJAMA115Aún no hay calificaciones
- Clase 05 Sistemas ProductivosDocumento28 páginasClase 05 Sistemas ProductivosFreddy LarenasAún no hay calificaciones
- Configuraciones ProductivasDocumento8 páginasConfiguraciones ProductivasDanilo MolanoAún no hay calificaciones
- Tipos de Sistemas de Produccion en Procesos IndustrialesDocumento5 páginasTipos de Sistemas de Produccion en Procesos IndustrialesBelén Ariana Molero SubiríaAún no hay calificaciones
- Seleccióny Diseñodel Proceso y La TecnologíaDocumento5 páginasSeleccióny Diseñodel Proceso y La TecnologíaHugo AlcántaraAún no hay calificaciones
- Aporte Humberto Tavera - Ejercicio 1. Selección y Diseño Del Proceso ProductivoDocumento6 páginasAporte Humberto Tavera - Ejercicio 1. Selección y Diseño Del Proceso ProductivoMaxgiver CastrillonAún no hay calificaciones
- 3 - Disen o de Proceso IUADocumento18 páginas3 - Disen o de Proceso IUALucia ArgüelloAún no hay calificaciones
- Administracion de OperacionesDocumento18 páginasAdministracion de OperacionesEva Selene Hernández GressAún no hay calificaciones
- Tipos de ProcesosDocumento21 páginasTipos de ProcesosIngeniería Industrial Jr.Aún no hay calificaciones
- Modelos de Sistemas de ProducciónDocumento10 páginasModelos de Sistemas de Producciónpablo rodriguez de haeneAún no hay calificaciones
- Informe Estrategias de La Producción - Julio 2020Documento14 páginasInforme Estrategias de La Producción - Julio 2020Ingrid Rodriguez50% (2)
- Unid1 - Sem03 - Selección Del ProcesoDocumento34 páginasUnid1 - Sem03 - Selección Del ProcesoRaul VidalAún no hay calificaciones
- Tarea 4 - Jhon Marlon Romero - Ejercicio 1Documento5 páginasTarea 4 - Jhon Marlon Romero - Ejercicio 1Laura ViedaAún no hay calificaciones
- Cuadro Comparativo Tipos de Sistemas de Producción Trabajo 11Documento4 páginasCuadro Comparativo Tipos de Sistemas de Producción Trabajo 11Cindy Guliana Hernandez ArguelloAún no hay calificaciones
- 4.2. Distribución de PlantasDocumento16 páginas4.2. Distribución de PlantasJuan Manuel FlorezAún no hay calificaciones
- Estudio Técnico Ingeniería Del ProcesoDocumento13 páginasEstudio Técnico Ingeniería Del ProcesoPABLO ANDRES RODRIGUEZ MELENDEZAún no hay calificaciones
- Tarea 3 - Informe Estrategias de La Producción - Trabajo - Juan - José - Rojas - Tarea - 3 - 212028 - 10 PDFDocumento13 páginasTarea 3 - Informe Estrategias de La Producción - Trabajo - Juan - José - Rojas - Tarea - 3 - 212028 - 10 PDFRojas Juanjose100% (4)
- Tarea 4 Informe de Esttrategias de La ProduccionDocumento3 páginasTarea 4 Informe de Esttrategias de La ProduccionSTEFHANIA GALLEGO MARINAún no hay calificaciones
- Ejercicio 1 Fadia CarolinaDocumento8 páginasEjercicio 1 Fadia CarolinakmiAún no hay calificaciones
- Deimer Perez Tarea 4 212028 8Documento8 páginasDeimer Perez Tarea 4 212028 8neslyAún no hay calificaciones
- Tarea 4 Gestión de Las OperacionesDocumento42 páginasTarea 4 Gestión de Las OperacionesMildred RamirezAún no hay calificaciones
- Tarea 4 Gestión de Las OperacionesDocumento50 páginasTarea 4 Gestión de Las OperacionesViviana AguirreAún no hay calificaciones
- Actividad 1 FGFDocumento5 páginasActividad 1 FGFfabrizzio gonzalezAún no hay calificaciones
- Anexo 1 - Metodoogía IDEF0Documento13 páginasAnexo 1 - Metodoogía IDEF0INGESALUD SASAún no hay calificaciones
- Tarea 4 Ejercicio 1 Lina FlorezDocumento6 páginasTarea 4 Ejercicio 1 Lina FlorezNaidu BecerraAún no hay calificaciones
- Procesos (5) CincoDocumento64 páginasProcesos (5) CincoArnoldo BrenesAún no hay calificaciones
- Trabajo Colaborativo - Tarea 4 - 212028 - 71Documento24 páginasTrabajo Colaborativo - Tarea 4 - 212028 - 71Carlos BarajasAún no hay calificaciones
- Semana 01 PDFDocumento47 páginasSemana 01 PDFAnita Paz RodríguezAún no hay calificaciones
- Tema 3: Dirección de ProducciónDocumento6 páginasTema 3: Dirección de ProducciónAlejandraAún no hay calificaciones
- Ejercicio 1-Seleccion y Diseño Del Proceso ProductivoDocumento2 páginasEjercicio 1-Seleccion y Diseño Del Proceso Productivoviviana guacanemeAún no hay calificaciones
- Act. 2 - Baños Alvarez - AO1Documento3 páginasAct. 2 - Baños Alvarez - AO1Stephany BañosAún no hay calificaciones
- TIPOS DE PRODUCCIÓN (Sistemas)Documento3 páginasTIPOS DE PRODUCCIÓN (Sistemas)nancy.quitoc12Aún no hay calificaciones
- ProcesoDocumento30 páginasProcesoAlejandro TOBON RIVERAAún no hay calificaciones
- Tema 4: Selección Y Diseño Del Proceso Y La Tecnología. Distribución de Las InstalacionesDocumento42 páginasTema 4: Selección Y Diseño Del Proceso Y La Tecnología. Distribución de Las InstalacionesFÁTIMA DE JESÚS ARAGÜETE ROMEROAún no hay calificaciones
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaDe EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaAún no hay calificaciones
- EP1 Unidad 1 Problamerio 1Documento2 páginasEP1 Unidad 1 Problamerio 1Joaquin RojasAún no hay calificaciones
- Marklog 3Documento20 páginasMarklog 3Joaquin RojasAún no hay calificaciones
- EP1 Problemario 1Documento3 páginasEP1 Problemario 1Joaquin RojasAún no hay calificaciones
- Diagramas de FlujoDocumento4 páginasDiagramas de FlujoJoaquin RojasAún no hay calificaciones
- Caso 1 SLPDocumento2 páginasCaso 1 SLPJoaquin RojasAún no hay calificaciones
- Caso 1Documento1 páginaCaso 1Joaquin Rojas0% (1)
- Caso 2Documento1 páginaCaso 2Joaquin RojasAún no hay calificaciones
- Contabilidad SuperiorDocumento8 páginasContabilidad SuperiorLuis AramayoAún no hay calificaciones
- Quintana - Sistemas Bancarios en Centroamerica Evolución Consolidación y RegionalizaciónDocumento0 páginasQuintana - Sistemas Bancarios en Centroamerica Evolución Consolidación y RegionalizacióndernstAún no hay calificaciones
- Los Hombres Son de Marte y Las Mujeres de VenusDocumento3 páginasLos Hombres Son de Marte y Las Mujeres de VenusKaren MoyanoAún no hay calificaciones
- Daeb08 23-Ago2006Documento122 páginasDaeb08 23-Ago2006EdlaclaAún no hay calificaciones
- Cama GerminadoraDocumento2 páginasCama GerminadoraLeo TDAún no hay calificaciones
- Trabajo Final ContabilidadDocumento38 páginasTrabajo Final ContabilidadJeferson Andres HENAO VELEZAún no hay calificaciones
- 02 - Memoria DescriptivaDocumento53 páginas02 - Memoria DescriptivaErick EduardAún no hay calificaciones
- Proyecto Entre Pucheros PDFDocumento11 páginasProyecto Entre Pucheros PDFRaquel UmAún no hay calificaciones
- Qué Son Las FichasDocumento12 páginasQué Son Las FichasDanny Balbino Perez LozadaAún no hay calificaciones
- Acuerdo 07 - 07 de Julio de 2021Documento117 páginasAcuerdo 07 - 07 de Julio de 2021Fabian Jose Racine VergaraAún no hay calificaciones
- Actividad 3Documento2 páginasActividad 3Esther Bashkirtseff BashikirtseffAún no hay calificaciones
- Laboratorio 2Documento3 páginasLaboratorio 2Jorge Andres Cardona AmorteguiAún no hay calificaciones
- M09 CondensadoresDocumento25 páginasM09 CondensadoresJuan Miguel Aquije IncaAún no hay calificaciones
- Moldelo Modelo MoldeDocumento14 páginasMoldelo Modelo MoldeMichael PintoAún no hay calificaciones
- 10.formato Evaluación de ProveedoresDocumento3 páginas10.formato Evaluación de ProveedoresIgnacio Molina RiverosAún no hay calificaciones
- 3103 Ficha Reles Extraibles de 4 PolosDocumento1 página3103 Ficha Reles Extraibles de 4 PolosTecnica 2SAún no hay calificaciones
- Informe Final PecDocumento106 páginasInforme Final PecStefanyUscaReveloAún no hay calificaciones
- Lina MedinaDocumento10 páginasLina MedinaRudy Edgardo Vasquez Esqueche100% (1)
- Est. Certificados en Capacidad de Almacenamiento y Acondicionamiento de Dispositivos M DicosDocumento372 páginasEst. Certificados en Capacidad de Almacenamiento y Acondicionamiento de Dispositivos M DicosAlejandra FajardoAún no hay calificaciones
- AlicorpDocumento3 páginasAlicorpKevin ArangoAún no hay calificaciones
- Busquemos La Sabiduría Que Viene de DiosDocumento4 páginasBusquemos La Sabiduría Que Viene de DiosAlberto ValdiviaAún no hay calificaciones
- Sistema Nacional de Salud (SNS) : Estomatologia Aplicada I Cd. Karen Muriel Esquivel OrtegaDocumento24 páginasSistema Nacional de Salud (SNS) : Estomatologia Aplicada I Cd. Karen Muriel Esquivel OrtegaKaren EsquivelAún no hay calificaciones
- Sesion 3,2-Cyt-5-Eda 5-Desarrollamos La Indagación Científica de La Capacidad Calorífica de Los CuerpDocumento10 páginasSesion 3,2-Cyt-5-Eda 5-Desarrollamos La Indagación Científica de La Capacidad Calorífica de Los CuerpYen JulcahuancaAún no hay calificaciones
- Test Ventanas de PercepcionDocumento5 páginasTest Ventanas de Percepcionlforvi22Aún no hay calificaciones
- Lenguaje MaquinaDocumento18 páginasLenguaje Maquinajack PomAún no hay calificaciones
- Post Mortem Arquitectura de SoftwareDocumento3 páginasPost Mortem Arquitectura de SoftwareJose LaverdeAún no hay calificaciones
- Mercadotecnia Pa1Documento8 páginasMercadotecnia Pa1Yenny Calderon SanchezAún no hay calificaciones
- Color Tech Manual de Uso Por Serie de ColorDocumento3 páginasColor Tech Manual de Uso Por Serie de ColorSusan Katherine Farro ParreñoAún no hay calificaciones
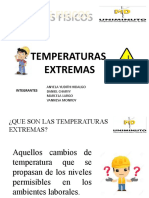
- Temperaturas Extremas PresentacionDocumento16 páginasTemperaturas Extremas PresentacionMarcelaLargo100% (1)