También podría gustarte
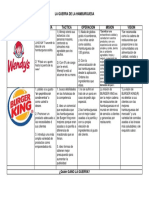
- Guerra de HamburguesasDocumento1 páginaGuerra de HamburguesasSteven BermudezAún no hay calificaciones
- Act 1.3 Alejandra A Garcia RamosDocumento3 páginasAct 1.3 Alejandra A Garcia RamosGarcía AlicAún no hay calificaciones
- Ensayo AvonDocumento5 páginasEnsayo Avonmaria kety rojas cahuanaAún no hay calificaciones
- Marco Legal Del Transporte en MéxicoDocumento6 páginasMarco Legal Del Transporte en MéxicojoseAún no hay calificaciones
- Análisis de factores clave en la localización de plantas industrialesDocumento9 páginasAnálisis de factores clave en la localización de plantas industrialesdarkjulio30050% (2)
- Análisis Departamental de Una Empresa de ServiciosDocumento5 páginasAnálisis Departamental de Una Empresa de ServiciosMartín EleazarAún no hay calificaciones
- Perfil de Cargo Por Competencias Del Puesto Asistente de Gerencia de Mercadeo y Marca y Dirección de Producto.Documento4 páginasPerfil de Cargo Por Competencias Del Puesto Asistente de Gerencia de Mercadeo y Marca y Dirección de Producto.Luis Efren Ruiz ChinchillaAún no hay calificaciones
- Analisis de Reemplazo e Ingenieria de Costo.Documento3 páginasAnalisis de Reemplazo e Ingenieria de Costo.Luis Alberto Pacheco JimenezAún no hay calificaciones
- Triangulo de Albercht - DesbloqueadoDocumento20 páginasTriangulo de Albercht - DesbloqueadoMastercatAún no hay calificaciones
- Gestion de La ProduccionDocumento42 páginasGestion de La ProduccionIsabel BCAún no hay calificaciones
- Informe diario operaciones PMEDocumento4 páginasInforme diario operaciones PMEYazmin SolorzanoAún no hay calificaciones
- Elementos RatingDocumento3 páginasElementos RatingEdgar Faustino Vargas CallejasAún no hay calificaciones
- Implementacion 5s IMPLEMENTACION DE LA HERRAMIENTA JAPONESA 5 S EN PROCESO PRODUCTIVO DE CONECTORES DE NEOPRENODocumento62 páginasImplementacion 5s IMPLEMENTACION DE LA HERRAMIENTA JAPONESA 5 S EN PROCESO PRODUCTIVO DE CONECTORES DE NEOPRENOLuisa Fernanda Hortua ReyAún no hay calificaciones
- Fresh Salads PDFDocumento118 páginasFresh Salads PDFCarlos Alfredo H ChAún no hay calificaciones
- Tipo de Toxicologia en El TallerDocumento3 páginasTipo de Toxicologia en El TallerJuan Ramiro Zàrate DomìnguezAún no hay calificaciones
- Programación de la demanda de clientes y fuerza laboralDocumento10 páginasProgramación de la demanda de clientes y fuerza laboralJoel Diaz CruzAún no hay calificaciones
- Eficacia, eficiencia y productividad: conceptos clave para la administraciónDocumento12 páginasEficacia, eficiencia y productividad: conceptos clave para la administraciónJesus CornejoAún no hay calificaciones
- Cuadro Comparativo Precursores y Filosofías de La CalidadDocumento15 páginasCuadro Comparativo Precursores y Filosofías de La CalidadEmanuel Alberto Rendon Avila100% (1)
- Proyecto de Exportación de Una Empresa ServiLogis 16.01.2020Documento37 páginasProyecto de Exportación de Una Empresa ServiLogis 16.01.2020Sarahi RangelAún no hay calificaciones
- Revisión Tesis CAsa AMANCDocumento72 páginasRevisión Tesis CAsa AMANCJuan Carlos Lobato Valdespino100% (1)
- PDF Facultamiento y Delegacion Cuadro Comparativo CompressDocumento2 páginasPDF Facultamiento y Delegacion Cuadro Comparativo CompressVALERIA ITZAYANA TADEO GARCIAAún no hay calificaciones
- UNIDAD 5 Sistema de Control Por Areas deDocumento19 páginasUNIDAD 5 Sistema de Control Por Areas deGeorgina Bianey Lopez GutierrezAún no hay calificaciones
- TURBOMARKETINGDocumento3 páginasTURBOMARKETINGMaria CamilaAún no hay calificaciones
- Unidad IV Administracion Del Capital de TrabajoDocumento50 páginasUnidad IV Administracion Del Capital de TrabajoHerdezAún no hay calificaciones
- Mercadotecnia ElectrónicaDocumento10 páginasMercadotecnia ElectrónicaGerardo Daniel Canul CruzAún no hay calificaciones
- DOC-1 Antecedentes Historicos de Ventas y MKTDocumento3 páginasDOC-1 Antecedentes Historicos de Ventas y MKTGerson Mel FerrazAún no hay calificaciones
- Herramientas Tecnológicas en Los Procesos LogísticosDocumento2 páginasHerramientas Tecnológicas en Los Procesos LogísticosDaniel De Arcos PeñaAún no hay calificaciones
- Portafolio de Ideas EmprendedorasDocumento23 páginasPortafolio de Ideas EmprendedorassharonAún no hay calificaciones
- Dilema del prisionero y teoría de juegosDocumento15 páginasDilema del prisionero y teoría de juegosEder Benitez ContrerasAún no hay calificaciones
- Agencias de investigacion-SIM PDFDocumento7 páginasAgencias de investigacion-SIM PDFMARIA ESTHER DAMIAN SANCHEZAún no hay calificaciones
- Diapositivas Cero DefectoDocumento15 páginasDiapositivas Cero DefectoLau ArevaloAún no hay calificaciones
- Equipo 2 - Tecnicas de Analisis Interno. (Matriz de Factores Internos MEFI)Documento20 páginasEquipo 2 - Tecnicas de Analisis Interno. (Matriz de Factores Internos MEFI)MMMAún no hay calificaciones
- Objetivos y funciones de la mercadotecniaDocumento7 páginasObjetivos y funciones de la mercadotecnia007skyline001Aún no hay calificaciones
- Tarea 3 Semana 4Documento11 páginasTarea 3 Semana 4Stiiveen GoonzaaleezAún no hay calificaciones
- Ensayo de Turbomarketing y Las Implicaciones Estrategicas de La Reduccion Del Tiempo en El DisenoDocumento5 páginasEnsayo de Turbomarketing y Las Implicaciones Estrategicas de La Reduccion Del Tiempo en El DisenoLuis Enrique Soto GarciaAún no hay calificaciones
- Proyecto de Investigacion Productividad y Cvt.Documento41 páginasProyecto de Investigacion Productividad y Cvt.ABELARDHOAún no hay calificaciones
- Producción Nacional e Ingreso NacionalDocumento3 páginasProducción Nacional e Ingreso NacionalVladimir Carlos Villca MontañoAún no hay calificaciones
- Mejora continua en la gestión empresarialDocumento17 páginasMejora continua en la gestión empresarialShalia SandovalAún no hay calificaciones
- Capitulo 14Documento6 páginasCapitulo 14Jazmín ArandaAún no hay calificaciones
- 1.2 Componentes Del SIMDocumento4 páginas1.2 Componentes Del SIMFatima Cauich MartinAún no hay calificaciones
- Gestión de La Creatividad e Innovación Ep-1Documento7 páginasGestión de La Creatividad e Innovación Ep-1Tamara Mendoza WongAún no hay calificaciones
- ASPECTOS LEGALES EN LA NEGOCIACIÓN-alexDocumento6 páginasASPECTOS LEGALES EN LA NEGOCIACIÓN-alexnaid100% (1)
- Formato-Verificacion-De-Nombre-O-Razon-Social CCDocumento1 páginaFormato-Verificacion-De-Nombre-O-Razon-Social CCMARIA EMERITA LOURDES VALLEJOS BENAVIDESAún no hay calificaciones
- Tarea 1 Canales de DistribucionDocumento9 páginasTarea 1 Canales de DistribucionJose Lora100% (1)
- Actividad 1 Tema 7 Palomec Castellanos MagdalenaDocumento7 páginasActividad 1 Tema 7 Palomec Castellanos MagdalenaCalculo DiferencialAún no hay calificaciones
- Triptico Clase 1 NeuromarketingDocumento2 páginasTriptico Clase 1 NeuromarketingBrisa Marlen Barragan BarraganAún no hay calificaciones
- Modelo para Incrementar La ProductividadDocumento5 páginasModelo para Incrementar La ProductividadCiro SolizAún no hay calificaciones
- 4.2.2 Tipos y Clasificación de Contratos 2Documento2 páginas4.2.2 Tipos y Clasificación de Contratos 2belenAún no hay calificaciones
- Tecnologías de inteligencia de negocios para proyecto PET-PINODocumento4 páginasTecnologías de inteligencia de negocios para proyecto PET-PINOJose Antonio Ziga MegchunAún no hay calificaciones
- Estrategias de marketing y competitividad empresarialDocumento13 páginasEstrategias de marketing y competitividad empresarialAngélica LozadaAún no hay calificaciones
- Mapa Mental Gurus de La CalidadDocumento1 páginaMapa Mental Gurus de La CalidadSebastian aguilar Rodríguez100% (1)
- Capitulo 5 de Libro de Economia Michael ParkingDocumento23 páginasCapitulo 5 de Libro de Economia Michael Parkingdeyvi eduardo zavaleta bailonAún no hay calificaciones
- Perfil de Tesis Implementacion Agencia PublicitariaDocumento52 páginasPerfil de Tesis Implementacion Agencia PublicitariaDaniela CortezAún no hay calificaciones
- Mapa de Procesos TortilleriaDocumento17 páginasMapa de Procesos TortilleriaHÉCTOR URIEL AVENDAÑO HERNÁNDEZAún no hay calificaciones
- Evaluación Del DesempeñoDocumento3 páginasEvaluación Del DesempeñoJosue OchoaAún no hay calificaciones
- Psicología de la Imagen y su importancia en las organizacionesDocumento2 páginasPsicología de la Imagen y su importancia en las organizacionesGerardo Lara0% (1)
- Guion Secund. 1°y 2° DPCC Sesión 7 19-JunDocumento14 páginasGuion Secund. 1°y 2° DPCC Sesión 7 19-JunLino Ventura Apaza100% (1)
- Sistemas Modernos de CosteoDocumento12 páginasSistemas Modernos de CosteoKathe Barbosa VelasquezAún no hay calificaciones
- UNIDAD 6 Mejora ContinuaDocumento17 páginasUNIDAD 6 Mejora Continuasamuel gutierrezAún no hay calificaciones
- La Filosofía de TaguchiDocumento5 páginasLa Filosofía de TaguchiCarlos Daniel LemuzAún no hay calificaciones
- Premios Internacionales de CalidadDocumento5 páginasPremios Internacionales de CalidadLiroy100% (1)
- Año de La Lucha Contra La Corrupcion Y La ImpunidadDocumento13 páginasAño de La Lucha Contra La Corrupcion Y La ImpunidadMilthon Medina RivasAún no hay calificaciones
- Control de CalidadDocumento4 páginasControl de CalidadRomer Ever Chavez GuarachiAún no hay calificaciones
- Filosofia de KaizenDocumento15 páginasFilosofia de Kaizenlinacova5696Aún no hay calificaciones
- Presentación SGCDocumento27 páginasPresentación SGCOnofre RojoAún no hay calificaciones
- Unidad 5 Tema 5.3 Producción Ajustada y La GestiónDocumento18 páginasUnidad 5 Tema 5.3 Producción Ajustada y La GestiónArantxa GarfellaEsparzaAún no hay calificaciones
- Manual de Prácticas de Ergonomía V005Documento20 páginasManual de Prácticas de Ergonomía V005Daniel ReyesAún no hay calificaciones
- Administración PersonalDocumento57 páginasAdministración PersonalRony Godinez83% (6)
- Caracteristicas de La Empresas de Clase MundialDocumento7 páginasCaracteristicas de La Empresas de Clase MundialKikin Rodriguez ValdiviesoAún no hay calificaciones
- Calidad 001 CTSDocumento28 páginasCalidad 001 CTSRoger Rodriguez EspinozaAún no hay calificaciones
- Premio Malcolm Baldrige EE.UU gestión calidadDocumento3 páginasPremio Malcolm Baldrige EE.UU gestión calidadruben constantitnoAún no hay calificaciones
- CTS - Informática Administrativa PDFDocumento3 páginasCTS - Informática Administrativa PDFLuis PajaresAún no hay calificaciones
- Gestion de La Rutina Del TrabajoDocumento153 páginasGestion de La Rutina Del TrabajoNelson Acuña Bermudez91% (11)
- Origen y Evolucion BPMDocumento17 páginasOrigen y Evolucion BPMchapis80100% (2)
- Modelo de Gestión, Filosofía y Enfoque de Los Gurus de La CalidadDocumento6 páginasModelo de Gestión, Filosofía y Enfoque de Los Gurus de La Calidaddavid medina gamboa100% (1)
- 06 Caso Fabrica Española de Confecciones - Enero 2021 - v4Documento10 páginas06 Caso Fabrica Española de Confecciones - Enero 2021 - v4Diego Fernando Arrieta RodriguezAún no hay calificaciones
- Calidad Total PresentacionDocumento15 páginasCalidad Total PresentacionEsmeralda MoralesAún no hay calificaciones
- Administracion y Control de Calidad EnsayoDocumento8 páginasAdministracion y Control de Calidad EnsayoJonnathan Gerardo CostalesAún no hay calificaciones
- Sesión 1 Introducción Gerencia de Negocios InternacionalesDocumento16 páginasSesión 1 Introducción Gerencia de Negocios InternacionalesKaren MargarittaAún no hay calificaciones
- CALIDADDocumento6 páginasCALIDADSarahi MartinezAún no hay calificaciones
- Cómo administrar PyMEs en México de forma eficienteDocumento3 páginasCómo administrar PyMEs en México de forma eficienteNancy Narely Cervantes GallegosAún no hay calificaciones
- 1.-Gestion Por Procesos y Gestion Por ResultadosDocumento27 páginas1.-Gestion Por Procesos y Gestion Por ResultadosCristhianCastro100% (1)
- Herramientas Básicas para La Solución de ProblemasDocumento13 páginasHerramientas Básicas para La Solución de ProblemasCarlosHernándezAún no hay calificaciones
- Precursores de La CalidadDocumento8 páginasPrecursores de La Calidadreggie12151Aún no hay calificaciones
- Organizacion de Produccion y Direccion de Operaciones Sistemas Actuales de Gestión Eficiente y CompetitivaDocumento18 páginasOrganizacion de Produccion y Direccion de Operaciones Sistemas Actuales de Gestión Eficiente y CompetitivaChristopher Cardenas HinojosaAún no hay calificaciones
- 1.1 - Carcamo San Martin Rogelio - Infografia.Documento8 páginas1.1 - Carcamo San Martin Rogelio - Infografia.Rogelio CarcamoAún no hay calificaciones
- Sistema de Gestion de Calidad para La Empresa La Nueva Santa EduvigesDocumento78 páginasSistema de Gestion de Calidad para La Empresa La Nueva Santa EduvigesJuan JacamoAún no hay calificaciones
- Bocadillo de GuayabaDocumento104 páginasBocadillo de GuayabaLizeth Diaz0% (1)
- Examen Gestión Calidad PDFDocumento5 páginasExamen Gestión Calidad PDFIng Diego FernandezAún no hay calificaciones
- Definiciones CalidadDocumento2 páginasDefiniciones CalidadAnahi SaavedraAún no hay calificaciones
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Cómo empezar un negocio de Trading con $500De EverandCómo empezar un negocio de Trading con $500Calificación: 4.5 de 5 estrellas4.5/5 (31)
- Finanzas 1.: Contabilidad, planeación y administración financieraDe EverandFinanzas 1.: Contabilidad, planeación y administración financieraCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Lean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteDe EverandLean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Freedom Inc.: Cómo la libertad de los trabajadores desata el éxito de las empresasDe EverandFreedom Inc.: Cómo la libertad de los trabajadores desata el éxito de las empresasCalificación: 4.5 de 5 estrellas4.5/5 (39)
- Construyendo empresa desde el propósitoDe EverandConstruyendo empresa desde el propósitoCalificación: 5 de 5 estrellas5/5 (1)
- Fundamentos de control y gestión de inventariosDe EverandFundamentos de control y gestión de inventariosAún no hay calificaciones
- Logística Empresarial: Gestión eficiente del flujo de suministrosDe EverandLogística Empresarial: Gestión eficiente del flujo de suministrosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Finanzas 3: Mercados financierosDe EverandFinanzas 3: Mercados financierosCalificación: 5 de 5 estrellas5/5 (2)
- Los secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaDe EverandLos secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaCalificación: 4.5 de 5 estrellas4.5/5 (813)
- Maestría en Inversión en la Bolsa & Opciones de Trading 2020: La guía completa para generar ingresos pasivos en línea, invirtiendo en Acciones, Futuros y Forex. Retirarse millonarioDe EverandMaestría en Inversión en la Bolsa & Opciones de Trading 2020: La guía completa para generar ingresos pasivos en línea, invirtiendo en Acciones, Futuros y Forex. Retirarse millonarioCalificación: 5 de 5 estrellas5/5 (1)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- Comportamiento organizacional: Cómo lograr un cambio cultural a través de Gestión por competenciasDe EverandComportamiento organizacional: Cómo lograr un cambio cultural a través de Gestión por competenciasCalificación: 5 de 5 estrellas5/5 (2)
- Contabilidad administrativaDe EverandContabilidad administrativaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Mejoramiento de la calidad. Un enfoque a serviciosDe EverandMejoramiento de la calidad. Un enfoque a serviciosCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Organizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)De EverandOrganizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)Calificación: 4.5 de 5 estrellas4.5/5 (11)
- Control interno y sistema de gestión de calidad: Guía para su implantación en empresas públicas y privadas. 3ª ediciónDe EverandControl interno y sistema de gestión de calidad: Guía para su implantación en empresas públicas y privadas. 3ª ediciónCalificación: 4.5 de 5 estrellas4.5/5 (8)
- Urbanismo sostenible: Un enfoque desde la planificaciónDe EverandUrbanismo sostenible: Un enfoque desde la planificaciónCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Ética y empresa: Valores y responsabilidad social en la gestiónDe EverandÉtica y empresa: Valores y responsabilidad social en la gestiónAún no hay calificaciones
- Administración de riesgos: Un enfoque empresarialDe EverandAdministración de riesgos: Un enfoque empresarialCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Cómo pasé de ser un fracaso en las ventas a ser un vendedor estelarDe EverandCómo pasé de ser un fracaso en las ventas a ser un vendedor estelarCalificación: 5 de 5 estrellas5/5 (28)