También podría gustarte
- TemplabilidadDocumento24 páginasTemplabilidadJaime Alfonso Gonzáles VivasAún no hay calificaciones
- 08 Ensayo Yominy - Seleccion de AcerosDocumento35 páginas08 Ensayo Yominy - Seleccion de AcerosJaime Alfonso Gonzalez VivasAún no hay calificaciones
- 06 Estructura MartensiticaDocumento32 páginas06 Estructura MartensiticaJaime Alfonso Gonzalez VivasAún no hay calificaciones
- Ensayo JominyDocumento5 páginasEnsayo JominyEnrique ViAnAún no hay calificaciones
- Cuestionario Ensayo JominyDocumento2 páginasCuestionario Ensayo JominyAlvaro Cristhian Flores EstacaAún no hay calificaciones
- Pa3 MaterialesDocumento2 páginasPa3 MaterialesJosé Estremadoyro Luque100% (1)
- Templabilidad PDFDocumento8 páginasTemplabilidad PDFBrayan Alan AdAún no hay calificaciones
- TEMPLABILIDADDocumento17 páginasTEMPLABILIDADFredySonccoAún no hay calificaciones
- Evaluacion Del Consolidado 02Documento47 páginasEvaluacion Del Consolidado 02JosueQuispeCopaAún no hay calificaciones
- Gaspar Veliz Heidy Aracely - Examen Ii Mixto 2021-20Documento5 páginasGaspar Veliz Heidy Aracely - Examen Ii Mixto 2021-20Anthony Atoc ArroyoAún no hay calificaciones
- Tarea de Ing - Materiales2 s11Documento6 páginasTarea de Ing - Materiales2 s11Jesus Concha100% (1)
- Examen Tercer Parcial 2014 IIDocumento3 páginasExamen Tercer Parcial 2014 IIDavid Zarate MansillaAún no hay calificaciones
- Examen Segundo Parcial 2014Documento4 páginasExamen Segundo Parcial 2014Oscar Jean Paul Sullca RomeroAún no hay calificaciones
- Listo para MorirDocumento65 páginasListo para MorirHQ MadelyAún no hay calificaciones
- 05 Practica - Diametros CriticosDocumento1 página05 Practica - Diametros CriticosJaime Alfonso Gonzalez VivasAún no hay calificaciones
- EXAMEN PARCIAL Diseño de Josue y RonaldDocumento24 páginasEXAMEN PARCIAL Diseño de Josue y RonaldJosueQuispeCopaAún no hay calificaciones
- Evaluacion Final Desarrollo 2022-10Documento2 páginasEvaluacion Final Desarrollo 2022-10ANGEL JUNIOR MUÑOZ ROJASAún no hay calificaciones
- Aceros ModernosDocumento6 páginasAceros ModernosSteven RuizAún no hay calificaciones
- Tratamientos Termicos: Ing. Jaime González VivasDocumento35 páginasTratamientos Termicos: Ing. Jaime González VivasLuis Rafael Villafuerte HuertaAún no hay calificaciones
- Ejercicios TemplabilidadDocumento4 páginasEjercicios TemplabilidadFRANKAún no hay calificaciones
- 13 Tratamientos TermicosDocumento31 páginas13 Tratamientos TermicosJeremy Saez YaroAún no hay calificaciones
- Tratamientos Térmicos EjerciciosDocumento15 páginasTratamientos Térmicos EjerciciosStephanie VeraAún no hay calificaciones
- Problemas Tema 8. Tratamientos TérmicosDocumento4 páginasProblemas Tema 8. Tratamientos TérmicosAmiel Ostos LandaAún no hay calificaciones
- Universidad Nacional Del Centro Primer Examen Parcial de Diseño de Elementos de MaquinasDocumento2 páginasUniversidad Nacional Del Centro Primer Examen Parcial de Diseño de Elementos de MaquinasZoe Mariam BustamanteAún no hay calificaciones
- INFORME MECANICA DE FLUIDOS-corregido PDFDocumento11 páginasINFORME MECANICA DE FLUIDOS-corregido PDFJesus GonzalesAún no hay calificaciones
- Informe 3. TempleDocumento27 páginasInforme 3. TempleDamariz GrandasAún no hay calificaciones
- PA1 - Tarea - Individual Hinostroza Acosta LuisDocumento6 páginasPA1 - Tarea - Individual Hinostroza Acosta LuisLuis F. Hinostroza Acosta100% (1)
- 01 SolidificacionDocumento4 páginas01 SolidificacionJaime Alfonso Gonzalez VivasAún no hay calificaciones
- 15 Curvas TTT 22 OCT 16 Proxima ClaseDocumento27 páginas15 Curvas TTT 22 OCT 16 Proxima ClaseitherAún no hay calificaciones
- Ev Par Mec Vec ESTÁTICA JB Bloque B RemotaDocumento2 páginasEv Par Mec Vec ESTÁTICA JB Bloque B Remotaventa examenesAún no hay calificaciones
- T.T Recocido-NormalizadoDocumento42 páginasT.T Recocido-NormalizadoJaime Alfonso Gonzáles VivasAún no hay calificaciones
- Examen II ParcialDocumento3 páginasExamen II ParcialBrayan HH50% (2)
- Evaluación SábadoDocumento3 páginasEvaluación SábadomonchiAún no hay calificaciones
- Separata N - 10 Fundamentos de Los Tratamientos TérmicosDocumento13 páginasSeparata N - 10 Fundamentos de Los Tratamientos TérmicosEduardo Daniel Ortiz TorresAún no hay calificaciones
- Rubrica de Evaluacion Ejercicio 2021-20Documento1 páginaRubrica de Evaluacion Ejercicio 2021-20poolAún no hay calificaciones
- Segundo Taller de EstáticaDocumento5 páginasSegundo Taller de EstáticaAlexander OrtegaAún no hay calificaciones
- Ex Parcial GQT Estática 2020-10a PDFDocumento2 páginasEx Parcial GQT Estática 2020-10a PDFBrayan VC0% (1)
- 2-5 Solidificacion y DifusionDocumento26 páginas2-5 Solidificacion y DifusionMiguel Angel López NavarreteAún no hay calificaciones
- Universidad de Costa RicaFacultad de IngenieríaEscuela de Ingeniería MecánicaLaboratorio de Ciencia y Tecnología de Los MaterialesInforme de MetalografíaElaborado PorDocumento29 páginasUniversidad de Costa RicaFacultad de IngenieríaEscuela de Ingeniería MecánicaLaboratorio de Ciencia y Tecnología de Los MaterialesInforme de MetalografíaElaborado PormilesolAún no hay calificaciones
- Hierro Dúctil ASM EneDocumento58 páginasHierro Dúctil ASM EneMiguel Angel LòpezAún no hay calificaciones
- Práctica Calificada N°12Documento14 páginasPráctica Calificada N°12Franco SFAún no hay calificaciones
- Diagramas TTTDocumento15 páginasDiagramas TTTjllama20007144Aún no hay calificaciones
- Practica 3 RevenidoDocumento11 páginasPractica 3 RevenidoEduardo FalconAún no hay calificaciones
- Ejercicios TT Paolo LavadoDocumento44 páginasEjercicios TT Paolo LavadoPAOLO MIGUEL LAVADO ESCALANTEAún no hay calificaciones
- ProblemaDocumento2 páginasProblemaanselmoAún no hay calificaciones
- 02-Tratamiento Termico Patentado CamesaDocumento18 páginas02-Tratamiento Termico Patentado CamesaAna Emily PrentissAún no hay calificaciones
- 5 Marco TeoricoDocumento9 páginas5 Marco TeoricoWilmerBecerraHuamanAún no hay calificaciones
- Problemario Electroquímica Segundo ParcialDocumento4 páginasProblemario Electroquímica Segundo ParcialBerenice NicyAún no hay calificaciones
- Practica 7 2019Documento2 páginasPractica 7 2019Miguel Angel Sedano Ccama100% (1)
- Velocidad Critica de Temple Quimca Tarea 2Documento4 páginasVelocidad Critica de Temple Quimca Tarea 2Elein 6965Aún no hay calificaciones
- CIANURACION1Documento14 páginasCIANURACION1Duulce De Caafe100% (1)
- Leccion 1.11Documento23 páginasLeccion 1.11Martin QuioszAún no hay calificaciones
- Ejercicio Energía de Deformación Por FlexiónDocumento1 páginaEjercicio Energía de Deformación Por FlexiónJavsar100% (1)
- Perdidas Por Friccion InformeDocumento18 páginasPerdidas Por Friccion InformeAnahisa AvilaAún no hay calificaciones
- Informe Escrito EXAMEN Parcial PsicologiaDocumento10 páginasInforme Escrito EXAMEN Parcial Psicologiahugo rogelio acostupa huamaniAún no hay calificaciones
- Informe Del Proyecto Del DurómetroDocumento9 páginasInforme Del Proyecto Del DurómetroAlvin David Ochoa SandovalAún no hay calificaciones
- Tratamientos de Endurecimiento SuperficialDocumento7 páginasTratamientos de Endurecimiento SuperficialAmanda RileyAún no hay calificaciones
- TemplabilidadDocumento24 páginasTemplabilidadHache Contreras PerezAún no hay calificaciones
- Ensayo de JominyDocumento6 páginasEnsayo de JominyAlex OrtegaAún no hay calificaciones
- Factores Que Afectan Su TempabilidadDocumento6 páginasFactores Que Afectan Su TempabilidadSamuel OrtizAún no hay calificaciones
- Prison PreventivaDocumento474 páginasPrison PreventivaKarlosDelPieroHinostrozaJahuanaAún no hay calificaciones
- Informe de Cred Ramiro Priale Priale 4 AñosDocumento185 páginasInforme de Cred Ramiro Priale Priale 4 AñosKarlosDelPieroHinostrozaJahuanaAún no hay calificaciones
- jm20090430 BsgroupDocumento61 páginasjm20090430 BsgroupKarlosDelPieroHinostrozaJahuanaAún no hay calificaciones
- Caracterización de Los Materiales Calcáreos, Sílice y Yeso en El Perú - Mercados y PerspectivasDocumento4 páginasCaracterización de Los Materiales Calcáreos, Sílice y Yeso en El Perú - Mercados y PerspectivasKarlosDelPieroHinostrozaJahuanaAún no hay calificaciones
- Guia de Medicion de Presion IntraabdminalDocumento6 páginasGuia de Medicion de Presion Intraabdminalpisa cardiologiaAún no hay calificaciones
- Probadores de VacioDocumento16 páginasProbadores de VacioEdwin GutierrezAún no hay calificaciones
- FT AislacionesDocumento2 páginasFT AislacionesJordy ParquetAún no hay calificaciones
- Potencia Electrica y Condensadores Experiencia 6Documento7 páginasPotencia Electrica y Condensadores Experiencia 6Pablo Mamani SuycoAún no hay calificaciones
- Ejercicios de OsciladoresDocumento3 páginasEjercicios de OsciladoresEduardo Pepe Melgarejo DiazAún no hay calificaciones
- Métodos Cuantitativos en Finanzas I, Introducción Al Interés CompuestoDocumento15 páginasMétodos Cuantitativos en Finanzas I, Introducción Al Interés CompuestoCoyAún no hay calificaciones
- Carolina Medina Evaluacion#01Documento19 páginasCarolina Medina Evaluacion#01Carolina MedinaAún no hay calificaciones
- Logica JuridicaDocumento21 páginasLogica JuridicaCesar Palencia100% (1)
- Guia 1 Ciencia y Resistencia de MaterialesDocumento4 páginasGuia 1 Ciencia y Resistencia de Materialeshistorias del aleAún no hay calificaciones
- Reglas Basicas de La DerivadaDocumento1 páginaReglas Basicas de La DerivadamiguelAún no hay calificaciones
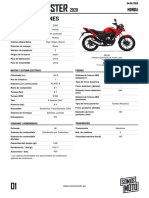
- cb125f Twister HondaDocumento2 páginascb125f Twister HondaLuigi Huancaya AguilarAún no hay calificaciones
- Taller Ejercicios Magnetismo P2Documento8 páginasTaller Ejercicios Magnetismo P2Darwin AlarcónAún no hay calificaciones
- AVES CUESTIONARIO 3, Grupo 2Documento4 páginasAVES CUESTIONARIO 3, Grupo 2Yuly LopezAún no hay calificaciones
- Problemas Resueltos - AbsorciónDocumento2 páginasProblemas Resueltos - AbsorciónDIEGO GIOVANI DANIEL CHAVEZ MAQQUEAún no hay calificaciones
- Ejercicios Prácticos de ExcelDocumento6 páginasEjercicios Prácticos de ExcelJaime Ulises González GuzmánAún no hay calificaciones
- Fase 3 Elementos de CartografíaDocumento7 páginasFase 3 Elementos de Cartografíalina arenasAún no hay calificaciones
- Pensum ActualizadoDocumento5 páginasPensum Actualizadopedro AguilarAún no hay calificaciones
- Edge Pro Ti BulletinDocumento4 páginasEdge Pro Ti BulletinSantiago SeveinAún no hay calificaciones
- Parcial de Virtual de FisicaDocumento3 páginasParcial de Virtual de Fisicaarmelys mogollon67% (3)
- Metodos Cuantitativos - EvaluacionDocumento14 páginasMetodos Cuantitativos - EvaluacionJosé Vinicio Lasso MirandaAún no hay calificaciones
- Secadores en La Industria de AlimentosDocumento25 páginasSecadores en La Industria de AlimentosAlexOlivera50% (4)
- Su Stracci OnDocumento5 páginasSu Stracci OnVitherAún no hay calificaciones
- Sesión 01ADocumento9 páginasSesión 01AJReymer NQAún no hay calificaciones
- Escurrimiento Permanente y Uniforme-3Documento90 páginasEscurrimiento Permanente y Uniforme-3Maximiliano MollerAún no hay calificaciones
- Eval General PolinomiosDocumento3 páginasEval General PolinomiosGerman Isaac Sosa MontenegroAún no hay calificaciones
- BALDEONDocumento15 páginasBALDEONJhonatan Villafuerte HuamancondorAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualRUBEN MARRUGOAún no hay calificaciones
- Guia BielaDocumento7 páginasGuia Bielajefferson grandaAún no hay calificaciones
- Ingenieria SistemasDocumento2 páginasIngenieria SistemasPEDRO SANCHEZAún no hay calificaciones