También podría gustarte
- Embutidos BorgisDocumento19 páginasEmbutidos BorgisAndrée EmmanuelAún no hay calificaciones
- Triptico Teoria de ClaytonDocumento2 páginasTriptico Teoria de ClaytonAndrée EmmanuelAún no hay calificaciones
- UAP-Gerencia de Proyectos-SEPARATA #04 PERT CPM EjerciciosDocumento10 páginasUAP-Gerencia de Proyectos-SEPARATA #04 PERT CPM EjerciciosAndrée EmmanuelAún no hay calificaciones
- UAP-Gerencia de Proyectos-SEPARATA #02 Software P ProyectosDocumento4 páginasUAP-Gerencia de Proyectos-SEPARATA #02 Software P ProyectosAndrée EmmanuelAún no hay calificaciones
- Teoria de Clayton AlderferDocumento10 páginasTeoria de Clayton AlderferAndrée EmmanuelAún no hay calificaciones
- Informe #03 - Mic BernalDocumento7 páginasInforme #03 - Mic BernalAndrée EmmanuelAún no hay calificaciones
- UAP-Gerencia de Proyectos-SEPARATA #03 PERT CPMDocumento17 páginasUAP-Gerencia de Proyectos-SEPARATA #03 PERT CPMAndrée EmmanuelAún no hay calificaciones
- PMBOK-Ej Plan de Gestion-Sist Resp Rapida PNPDocumento67 páginasPMBOK-Ej Plan de Gestion-Sist Resp Rapida PNPAndrée EmmanuelAún no hay calificaciones
- Informe de Cierre - Leche Pariamarca CantaDocumento9 páginasInforme de Cierre - Leche Pariamarca CantaAndrée EmmanuelAún no hay calificaciones
- Plan y Programa de AuditoriaDocumento19 páginasPlan y Programa de AuditoriaAndrée EmmanuelAún no hay calificaciones
- ESQUEMA P EL TRABAJO PRACTICO-Gerencia de Proy OKOKDocumento2 páginasESQUEMA P EL TRABAJO PRACTICO-Gerencia de Proy OKOKAndrée EmmanuelAún no hay calificaciones
- Caso Analisis ExternoDocumento27 páginasCaso Analisis ExternoJairo Jara LujánAún no hay calificaciones
- Prescripcion y CaducidadDocumento7 páginasPrescripcion y CaducidadAndrée EmmanuelAún no hay calificaciones
- 13.aprobacion de Estudios de Aprovechamiento de Recursos Hidricos para La Obtencion de La Licencia de Uso de Agua Subterranea o Superficial Acredita PDFDocumento1 página13.aprobacion de Estudios de Aprovechamiento de Recursos Hidricos para La Obtencion de La Licencia de Uso de Agua Subterranea o Superficial Acredita PDFAndrée EmmanuelAún no hay calificaciones
- Temas de Derecho TributarioDocumento3 páginasTemas de Derecho TributarioAndrée EmmanuelAún no hay calificaciones
- Unidad I de Auditoria AdministrativaDocumento24 páginasUnidad I de Auditoria AdministrativaAndrée EmmanuelAún no hay calificaciones
- Calculo de MaterialesDocumento3 páginasCalculo de MaterialesDavid RodriguezAún no hay calificaciones
- Resume Ejecutivo TesisDocumento1 páginaResume Ejecutivo TesisAndrée EmmanuelAún no hay calificaciones
- Liderazgo EmpresarialDocumento17 páginasLiderazgo EmpresarialAndrée EmmanuelAún no hay calificaciones
- Triptico Proyecto de InversionDocumento2 páginasTriptico Proyecto de InversionAndrée EmmanuelAún no hay calificaciones
- Trabajo Sobre Convencion Del Mar y Espacios Maritimos CorregidoDocumento9 páginasTrabajo Sobre Convencion Del Mar y Espacios Maritimos CorregidoAndrée EmmanuelAún no hay calificaciones
- Dir - Marketing Semana 11-21Documento14 páginasDir - Marketing Semana 11-21Andrée EmmanuelAún no hay calificaciones
- Leasing OKDocumento15 páginasLeasing OKAndrée EmmanuelAún no hay calificaciones
- Tema #04 - 2Documento16 páginasTema #04 - 2Andrée EmmanuelAún no hay calificaciones
- Administracion AduaneraDocumento5 páginasAdministracion AduaneraAndrée EmmanuelAún no hay calificaciones
- Círculos de CalidadDocumento16 páginasCírculos de CalidadAndrée EmmanuelAún no hay calificaciones
- El Contrato de Consulting o ConsultoriaDocumento9 páginasEl Contrato de Consulting o ConsultoriaAndrée EmmanuelAún no hay calificaciones
- Capitulo 3Documento2 páginasCapitulo 3Guillermo Arevalo LigardaAún no hay calificaciones
- Generalidades y Preguntas FrecuentesDocumento5 páginasGeneralidades y Preguntas Frecuentesleomarini8Aún no hay calificaciones
- 3 Lab9 SQL PDFDocumento14 páginas3 Lab9 SQL PDFNicolas OcampoAún no hay calificaciones
- LISTA DE VERIFICACION DE SEGURIDAD No.B20 LIMPIEZA CON CHORRO DE ARENADocumento2 páginasLISTA DE VERIFICACION DE SEGURIDAD No.B20 LIMPIEZA CON CHORRO DE ARENARafael HernandezAún no hay calificaciones
- Ficha Técnica BMW 120ia (5puertas) Sport Line 2018.PDF - Asset.1507330572071Documento2 páginasFicha Técnica BMW 120ia (5puertas) Sport Line 2018.PDF - Asset.1507330572071Juan ValdezAún no hay calificaciones
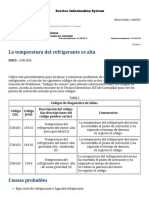
- Códigos de Falla de Motor C15 y c18 24MDocumento6 páginasCódigos de Falla de Motor C15 y c18 24Mjulio barraza100% (1)
- Elementos de Un Sistema Electrico IndustrialDocumento7 páginasElementos de Un Sistema Electrico Industrialmario villaAún no hay calificaciones
- Fichas Tecnicas de EsparragosDocumento5 páginasFichas Tecnicas de EsparragosRoberto Eduardo Salvador MonteroAún no hay calificaciones
- Distribuicion CapilarDocumento23 páginasDistribuicion CapilarDeysi Nelly Quispe MamaniAún no hay calificaciones
- Calidad de Empleo Como Requisito para La InnovaciónDocumento17 páginasCalidad de Empleo Como Requisito para La InnovaciónDelsi MelendezAún no hay calificaciones
- Modelo Cliente ServidorDocumento14 páginasModelo Cliente ServidorØsWälðø MärçänøAún no hay calificaciones
- Unidad IiDocumento9 páginasUnidad Iiastrid bermudezAún no hay calificaciones
- Formato de Entrega de Mercancia02Documento3 páginasFormato de Entrega de Mercancia02Ubaldo GonzálezAún no hay calificaciones
- Modalidades de TransporteDocumento14 páginasModalidades de TransporteLUCERO DEL PILAR MONCADA ORTIZAún no hay calificaciones
- Unidad 3Documento12 páginasUnidad 3cristinanisiAún no hay calificaciones
- MagazineDocumento31 páginasMagazineAlfredo Ballon MAún no hay calificaciones
- La-Tecnología-Recurso-para-el-Desarrollo - para Leer Artículos Recomendados U 1, Tema 1Documento49 páginasLa-Tecnología-Recurso-para-el-Desarrollo - para Leer Artículos Recomendados U 1, Tema 1Oscar GonzalezAún no hay calificaciones
- TesisDocumento135 páginasTesisJuanDa Sotto VAún no hay calificaciones
- Manual de Usuario - DSI724TEL2 - Abril 25 PDFDocumento44 páginasManual de Usuario - DSI724TEL2 - Abril 25 PDFJor Ge Go MezAún no hay calificaciones
- S T-Charge 12 Evo 6V 12VDocumento2 páginasS T-Charge 12 Evo 6V 12VLuis López SegoviaAún no hay calificaciones
- SINU-151 Unidad02 Material ReforzamientoDocumento3 páginasSINU-151 Unidad02 Material ReforzamientoKatherine GadeaaaAún no hay calificaciones
- Viviendas para EmergenciasDocumento24 páginasViviendas para EmergenciasAlberto MartínezAún no hay calificaciones
- ContratoDocumento25 páginasContratoLuchianita VanAún no hay calificaciones
- Clasificación de Los Giros EmpresarialesDocumento17 páginasClasificación de Los Giros Empresarialesnormamendez1100% (1)
- Catedra 1 Ein9457Documento4 páginasCatedra 1 Ein9457Seba NavarroAún no hay calificaciones
- Labo 3 Tema 5.1Documento6 páginasLabo 3 Tema 5.1Fabián YergoAún no hay calificaciones
- Libro Resúmenes Matcomp 19 1Documento211 páginasLibro Resúmenes Matcomp 19 1DANNY REILLY BARRETO TUNQUE0% (1)
- Informe 2Documento8 páginasInforme 2Sergio Denis Coca MagariñosAún no hay calificaciones
- Dibujo de Ingenieria - 16-01 - Tarea 1Documento12 páginasDibujo de Ingenieria - 16-01 - Tarea 1Laura ReyesAún no hay calificaciones
- Clase 3.1 Recopilación de Datos Landsat SCPDocumento38 páginasClase 3.1 Recopilación de Datos Landsat SCPOsmar de Jesús CoronadoAún no hay calificaciones
- Diferentes Tipos de Transporte en Zona Urbana y Con Equipo 7Documento10 páginasDiferentes Tipos de Transporte en Zona Urbana y Con Equipo 7Fatima SolisAún no hay calificaciones
- Paso 10 Plan Anual de FormaciónDocumento19 páginasPaso 10 Plan Anual de FormaciónHacienda NormandiaAún no hay calificaciones