PLAN DE TRABAJO DEL
ESTUDIANTE
� Trabajo Final
DATOS DEL ESTUDIANTE
Apellidos y Nombres: Zila Guardia Torres ID: 1530486
Dirección Zonal/CFP: Huaura
Carrera: Administración Industrial Semestre: V
Curso/ Mód. Formativo: Manufactura Esbelta
Implementación de Manufactura Esbelta en Confecciones Rey S.A.: Eliminando
Tema de Trabajo Final: Desperdicios y Mejorando la Eficiencia.
2
� Trabajo Final
1. INFORMACIÓN
Identifica la problemática del caso práctico propuesto.
Confecciones Rey S.A. cuenta con 40 operarios y tres líneas de producción. La planta tiene
problemas de eficiencia y desperdicio de recursos, acumulando inventarios y generando
devoluciones por defectos. La producción no alcanza la demanda de 5000 prendas mensuales
sin recurrir a horas extra. Desde enero de 2024, se detectaron retrasos en las entregas; en
febrero, aumentaron las devoluciones por problemas de calidad; en marzo, los operarios
reportaron tiempos muertos por falta de insumos; y en abril, una auditoría reveló procesos
redundantes e inventarios excesivos, afectando la rentabilidad.
El tamaño del lote es de 50 unidades, lo que significa que, para cubrir la demanda mensual de
5000 unidades, la empresa debe producir 100 lotes al mes. Dado que cada línea de producción
tiene una capacidad estimada de 10 a 12 lotes por día, se requerirán 9 a 10 días de trabajo sin
interrupciones para cumplir con la demanda mensual
3
� Trabajo Final
Identifica propuesta de solución y evidencias.
VSM actual de Confecciones Rey S.A. Producción de prendas
Si sumamos los TD (Tiempos de Demora) por proceso:
Total, TD = 0.5 + 1.0 + 1.5 + 0.5 + 0.25 = 3.75 horas
Lead Time (incluyendo VA + VNA) = aproximadamente 9.5
horas
Tiempo VA estimado = 4.75 horas
Tiempo VNA estimado = 4.75 horas
Por lo tanto:
Demanda mensual actual = 5000 prendas
Cada lote tiene 50 unidades
Eso significa que necesitan 100 lotes por mes (5000 ÷ 50)
4
� Trabajo Final
VSM Mejorado de Confecciones Rey S.A. Producción de
prendas
VNA (No Valor Agregado)
Lead Time Total
Demanda mensual esperada
Producción estimada con las mejoras Lean
1. Tiempos por lote
Tipo de Tiempo : Total (por lote)
VA (Valor Agregado) : 6.25 horas (22500 segundos)
VNA (No Valor Agregado) : 0.25 horas (900 segundos)
Lead Time Total : 6.5 horas por lote
Demanda Mensual (según el caso)
Demanda fija: 5000 prendas / mes
Cada lote = 50 prendas
Por lo tanto:
Demanda = 100 lotes/mes
3. Producción Estimada con Lean
Supuestos:
Jornada laboral = 8 horas
Tiempo por lote = 6.5 h
Líneas de producción: 3 líneas mejor balanceadas
5
� Trabajo Final
Cálculo:
Cada línea puede producir 1 lote por día
3 líneas × 22 días laborables = 66 lotes/mes (mínimo)
Pero con reducción de desperdicios, balanceo de carga y menos tiempo muerto:
Cada línea puede alcanzar 2 lotes/día → 3 líneas × 2 × 22 días = 132 lotes/mes
Mejora con 5’S y Control Visual
Acción específica en Confecciones
Nombre Objetivo concreto Ejemplo aplicado
Rey S.A.
Separar herramientas útiles de las
Eliminar objetos Cajas rojas para
innecesarias en cada estación de
(Clasificar) que estorban o “descartar”, azules
trabajo. Retirar residuos textiles
generan riesgos. para “guardar”.
acumulados.
Sombra de
Asignar lugar fijo para cada Reducir tiempo
herramienta en la
(Ordenar) herramienta, rollo de tela e insumo. perdido buscando
mesa, código QR o
Usar estanterías codificadas por color. materiales.
etiquetas de colores.
Mantener Checklists de
Establecer rutinas diarias de limpieza
condiciones limpieza por turno,
(Limpiar) en áreas de confección y corte.
seguras y responsables por
Eliminar residuos textiles y polvo.
productivas. sector.
Crear procedimientos visuales Que todos sigan el Pósteres con pasos del
(Estandarizar) estandarizados para cada tarea: corte, mismo estándar proceso, señalización
costura, control, embalaje. eficiente. de flujos.
Capacitar y motivar al personal para Reportes de auditoría
Mantener la mejora
(Disciplina) cumplir las 5S. Realizar auditorías 5S, tablero visual con
a largo plazo.
internas semanales. puntajes por equipo.
6
� Trabajo Final
Área Problema Detectado Solución 5S
Herramientas regadas, pérdida Seleccionar+ Organizar con panel de
Corte
de tiempo herramientas
Materiales amontonados, hilos Limpiar + Organizar con zonas
Confección
en el piso delimitadas
Inventario acumulado y Organizar + Estandarizar con rack y
Almacenamiento
desordenado etiquetas JIT
Falta de seguimiento Estandarizar +Disciplena con formatos de
Control de calidad
estandarizado control
Seleccionar + Limpiar con rutas de flujo
Pasillos Obstáculos, bolsas con retazos
despejadas
Problema: Deficiencia en la planificación
Síntoma observado Consecuencia
Acumulación de inventario antes de control de
Confección trabaja horas extra
calidad
Control de calidad es más lento Cuello de botella en inspección final
Materiales amontonados Flujo interrumpido entre estaciones
Carga desequilibrada entre líneas Baja eficiencia global
Cuellos de Botella
Área afectada Control de Calidad
Incapacidad del área de control de calidad para revisar la misma
Identificación del cuello
cantidad de lotes que se producen en confección.
- Confección: 22 lotes/día (Línea 1 + Línea 2)
Capacidades actuales
- Control de calidad: 8 lotes/día
- Acumulación de lotes entre confección y control
- Atrasos en entregas
Síntomas visibles
- Tiempo muerto de operarios esperando validación
- Reclamos por defectos
- Líneas desbalanceadas
- Falta de planificación visual
Causas raíz - Control centralizado
- Producción “push” sin sincronización
- Ausencia de Kanban
7
� Trabajo Final
- Saturación del área de control
- Incumplimiento de entregas
Efectos
- Aumento del inventario en proceso (WIP)
- Pérdida de eficiencia global
1. Balanceo de líneas con tiempos similares
Soluciones propuestas 2. Inspección en línea y autocontrol (checklist visual + Poka Yoke)
3. Sistema Kanban visual
Demanda: 100 lotes/mes ≈ 5 lotes/día
Uso de Takt Time Takt Time ≈ 480 min ÷ 5 = 96 minutos/lote → permite equilibrar
operaciones con este ritmo
- Organización visual de estaciones
Apoyo con 5S - Eliminación de residuos
- Señales para evitar acumulaciones
- Eliminación del cuello de botella
- Disminución del Lead Time a 6.5 h/lote
Beneficios esperados
- Flujo continuo
- Mayor cumplimiento sin horas extra
Antes:
Lead Time: 9.5h
Producción: <90 lotes/mes
Horas extra: sí
Indicadores comparativos
Después:
Lead Time: 6.5h
Producción: 132 lotes/mes
Sin horas extra
Tarjetero Kanban:
Proceso Color de tarjeta Texto de tarjeta
Recepción de materiales Azul Recepción de materiales (2 lotes)
Corte de materiales Verde Corte de materiales ( 3 lotes)
Confección de prendas Amarillo Confección de prendas (5 lotes)
Inspección de calidad en
Celeste Inspección de calidad en línea ( 2 lotes)
línea
Control de calidad final Naranja Control de calidad final (2 lotes)
Embalaje y almacenamiento Rojo Embalaje y almacenamiento (2 lotes)
Preparación de pedido final Rojo Preparación de pedido final (2 lotes)
🟦 "Por Hacer"
🟦 "En Proceso"
8
� Trabajo Final
🟦 "Terminado"
9
�Trabajo Final
10
� Trabajo Final
Respuestas a preguntas guía
Durante el análisis y estudio del caso práctico, debes obtener las respuestas a las
interrogantes:
¿Cuáles son los principales desperdicios que se pueden identificar en el proceso
Pregunta 01: productivo de Confecciones Rey S.A.?
Sobreproducción: Producir lotes de 50 unidades cuando quizás no se necesiten
inmediatamente, contribuyendo al inventario acumulado.
Inventario: La acumulación de inventarios, tanto de materias primas como de productos en
proceso y terminados, genera costos de almacenamiento, obsolescencia y oculta problemas.
Transporte: El movimiento innecesario de materiales entre las diferentes etapas del proceso
podría existir si la distribución de la planta no es óptima (aunque no se detalla
específicamente, es una posibilidad dada la ineficiencia general).
Espera: Los tiempos muertos reportados por los operarios por falta de insumos son un claro
ejemplo de desperdicio por espera.
Sobre procesamiento: Los procesos redundantes identificados en la auditoría son una
forma de sobre procesamiento, realizando más trabajo del necesario para generar valor.
Movimientos: La pérdida de tiempo buscando herramientas indica movimientos
innecesarios por parte de los operarios.
Defectos: Las devoluciones por problemas de calidad representan un desperdicio
significativo, ya que implican reproceso, pérdida de material y clientes insatisfechos.
Talento no utilizado: Si los operarios tienen ideas para mejorar los procesos, pero no se les
escucha o involucra, se está desperdiciando su potencial.
Pregunta 02: ¿Qué ventajas aporta la implementación del sistema Kanban en la gestión de
inventarios?
Reducción del inventario: Kanban es un sistema "pull", lo que significa que los materiales
se solicitan y producen solo cuando son necesarios. Esto evita la acumulación excesiva de
inventario de materias primas, productos en curso y productos terminados.
11
� Trabajo Final
Mejora del flujo de materiales: Al visualizar el flujo de trabajo y los niveles de inventario
requeridos, Kanban asegura un suministro constante y oportuno de materiales, minimizando
los tiempos de espera por falta de insumos.
Disminución de los costos de almacenamiento: Al reducir los niveles de inventario, se
disminuyen los costos asociados al almacenamiento, como alquiler de espacio, seguros y
obsolescencia.
Mayor capacidad de respuesta a la demanda: Un sistema Kanban bien implementado
permite a Confecciones Rey S.A. adaptarse más rápidamente a los cambios en la demanda del
mercado, produciendo lo que se necesita, cuando se necesita y en la cantidad necesaria.
Identificación temprana de problemas: Las señales Kanban pueden alertar sobre posibles
problemas en el suministro o en la producción, permitiendo tomar acciones correctivas de
manera oportuna.
Pregunta 03: ¿Cómo la aplicación de las 5'S podría mejorar la organización del espacio de trabajo?
Clasificar (Seiri): Eliminar del área de trabajo todos los elementos innecesarios. Esto liberaría
espacio, reduciría la confusión y facilitaría el movimiento. Los residuos textiles, herramientas
obsoletas o materiales no utilizados serían descartados.
Ordenar (Seiton): Disponer los elementos necesarios de manera organizada y accesible,
asignando un lugar para cada cosa y asegurándose de que cada cosa esté en su lugar. Esto
eliminaría la pérdida de tiempo buscando herramientas y materiales.
Limpiar (Seiso): Mantener el área de trabajo limpia y en condiciones óptimas. Esto no solo
mejora la apariencia, sino que también facilita la detección de problemas (como fugas o
desgastes) y reduce el riesgo de accidentes causados por la acumulación de residuos textiles.
Estandarizar (Seiketsu): Establecer procedimientos y normas para mantener las tres primeras S
de forma consistente. Esto podría incluir la creación de listas de verificación, la definición de la
disposición estándar de las herramientas y la programación de tareas de limpieza.
Mantener (Shitsuke): Fomentar la disciplina y el hábito de seguir los procedimientos establecidos.
Esto requiere capacitación, comunicación constante y el compromiso de todos los operarios para
asegurar que las mejoras sean sostenibles a largo plazo.
En conjunto, las 5'S crearían un entorno de trabajo más seguro, eficiente y visualmente claro, lo
que contribuiría a la reducción de desperdicios y a la mejora de la productividad.
Pregunta 04: ¿Qué cambios propondrías para distribuir equitativamente la carga de trabajo en las
líneas de producción?
Análisis de la Capacidad Detallado: Realizar un análisis más profundo de la capacidad
real de cada etapa del proceso en cada línea de producción, considerando no solo los lotes por
día, sino también los tiempos de ciclo detallados para cada operación (recepción, corte,
confección, control de calidad, embalaje).
Reasignación de Tareas: Basándose en el análisis de capacidad, reasignar tareas entre las
líneas de producción para equilibrar la carga de trabajo. Por ejemplo, si la Línea 3 tiene
capacidad ociosa en ciertos momentos, se podrían transferir algunas tareas de control de
calidad o embalaje de las otras líneas.
Flexibilidad de los Operarios: Capacitar a los operarios en múltiples etapas del proceso
para que puedan moverse entre líneas y realizar diferentes tareas según las necesidades y los
cuellos de botella que surjan. Esto requiere una matriz de habilidades y un plan de
capacitación.
Optimización del Layout: Analizar la distribución física de la planta para asegurar un flujo
de materiales eficiente entre las etapas y las líneas de producción. Un layout optimizado
puede reducir los tiempos de transporte y espera.
12
� Trabajo Final
Estandarización de Procesos: Implementar procedimientos de trabajo estandarizados en
todas las líneas para asegurar la consistencia en los tiempos de ciclo y la calidad. Esto facilita
la identificación de variaciones y la mejora continua.
Uso de un Tablero de Carga de Trabajo: Implementar un tablero visual (físico o digital)
que muestre la carga de trabajo actual en cada línea y etapa del proceso. Esto permitiría a la
gerencia y a los supervisores identificar rápidamente los desequilibrios y tomar medidas
correctivas.
Consideración de los Cuellos de Botella: Dado que el control de calidad se identifica
como un cuello de botella, es crucial enfocar los esfuerzos en aumentar su capacidad, ya sea
asignando más recursos, optimizando el proceso o implementando herramientas de mejora
continua.
Pregunta 05: ¿Cómo se puede diseñar el mapa de proceso futuro para eliminar actividades que no
agregan valor?
Para diseñar el mapa de proceso futuro, primero analizaremos el mapa de proceso actual
(VSM actual) y luego propondremos un VSM futuro con mejoras.
Value Stream Mapping (VSM) Actual
Para crear el VSM actual, necesitamos calcular los tiempos totales para cada etapa por lote y
el tiempo total para producir un lote completo
13
� Trabajo Final
2. PLANIFICACIÓN DEL TRABAJO
Cronograma de actividades:
CRONOGRAMA
N° ACTIVIDADES
01 Descargar el entregable 20/04
02 Analizar el entregable 21/04
03 Resolver el entregable 22/04
04 Responder las Preguntas guías 23/04
05 Revisar el entregable 24/04
06 Entrega del entregable 25/04
Lista de recursos necesarios:
1. MÁQUINAS Y EQUIPOS
Descripción Cantidad
Celular 01
Laptop 01
Cargador 01
Computadora 01
2. HERRAMIENTAS E INSTRUMENTOS
Descripción Cantidad
Diapositivas 01
YouTube 01
Google 01
Cuaderno 01
3. MATERIALES E INSUMOS
Descripción Cantidad
Lapicero 01
Hojas 01
Libro 01
Agua 01
14
� Trabajo Final
3. EJECUTAR
Resolver el caso práctico, utilizando como referencia el problema propuesto y
las preguntas guía proporcionadas para orientar el desarrollo.
Fundamentar sus propuestas en los conocimientos adquiridos a lo largo del
curso, aplicando lo aprendido en las tareas y operaciones descritas en los
contenidos curriculares.
INSTRUCCIONES: Ser lo más explícito posible. Los gráficos ayudan a transmitir mejor
las ideas. Tomar en cuenta los aspectos de calidad, medio ambiente y SHI.
NORMAS TÉCNICAS -
OPERACIONES / PASOS / SUBPASOS ESTANDARES / SEGURIDAD /
MEDIO AMBIENTE
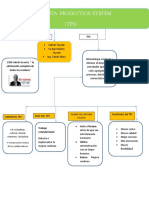
Aplicar la ISO 9001
para asegurar la
calidad en la
identificación de
procesos clave
Incluir puntos de
1- VSM (Value Stream Mapping) - Mapeo de la Cadena de control de seguridad
Valor industrial (normas
2-Mapear el estado actual (flujo de materiales e información). OSHA o NTP
330.010).
Identificar procesos
con impacto
ambiental, conforme a
la ISO 1400.
Incluir información
relevante con base en
ISO 7010 (símbolos y
Kanban
pictogramas).
1- Seleccionar el proceso o área a controlar con Kanban.
2 -Diseñar tarjetas Kanban (cantidad, producto, punto de Evitar
sobreproducción,
reposición).
reduciendo
Establecer el sistema de reposición (pull).
desperdicios,
conforme a la ISO
14001.
Clasificar residuos
según normativas
ambientales locales y
ISO 14001.
1-5S (Clasificar, Ordenar, Limpiar, Estandarizar, Sostener)
Auditorías internas
2-Clasificar (Seiri): eliminar lo innecesario.
bajo ISO 19011.
Manuales visuales con
símbolos de ISO
7010.
15
� Trabajo Final
DIBUJO / ESQUEMA / DIAGRAMA DE PROPUESTA
(Adicionar las páginas que sean necesarias)
[NOMBRE DEL TEMA DEL TRABAJO FINAL]
[APELLIDOS Y NOMBRES] [ESCALA]
16
� Trabajo Final
4. CONTROLAR
Verificar el cumplimiento de los procesos desarrollados en la propuesta de solución
del caso práctico.
NO
EVIDENCIAS CUMPLE CUMPLE
¿Se identificó claramente la problemática del caso
☒ ☐
práctico?
¿Se desarrolló las condiciones de los requerimientos
☒ ☐
solicitados?
¿Se formularon respuestas claras y fundamentadas a
☒ ☐
todas las preguntas guía?
¿Se elaboró un cronograma claro de actividades a
☒ ☐
ejecutar?
¿Se identificaron y listaron los recursos (máquinas,
☒ ☐
equipos, herramientas, materiales) necesarios para
ejecutar la propuesta?
¿Se ejecutó la propuesta de acuerdo con la planificación
☒ ☐
y cronograma establecidos?
¿Se describieron todas las operaciones y pasos
☒ ☐
seguidos para garantizar la correcta ejecución?
¿Se consideran las normativas técnicas, de seguridad y
☒ ☐
medio ambiente en la propuesta de solución?
¿La propuesta es pertinente con los requerimientos
☒ ☐
solicitados?
¿Se evaluó la viabilidad de la propuesta para un
☒ ☐
contexto real?
17
� Trabajo Final
5. VALORAR
Califica el impacto que representa la propuesta de solución ante la situación planteada
en el caso práctico.
PUNTAJE
CRITERIO DE DESCRIPCIÓN DEL PUNTUACIÓN CALIFICADO
EVALUACIÓN CRITERIO MÁXIMA POR EL
ESTUDIANTE
Claridad en la
Identificación del
identificación del 3 2
problema
problema planteado.
La propuesta
responde
Relevancia de la adecuadamente al
propuesta de problema planteado 8 6
solución y es relevante para
el contexto del caso
práctico.
La solución es
técnicamente
factible, tomando en
Viabilidad técnica 6 4
cuenta los recursos
y conocimientos
disponibles.
La solución cumple
con todas las
Cumplimiento de
normas técnicas de 3 3
Normas
seguridad, higiene y
medio ambiente.
PUNTAJE TOTAL 20 15
18
�Trabajo Final
19