También podría gustarte
- Aplicación de productos superficiales de acabado en carpintería y mueble. MAMD0109De EverandAplicación de productos superficiales de acabado en carpintería y mueble. MAMD0109Aún no hay calificaciones
- Qué Es AMEFDocumento5 páginasQué Es AMEFAboytes MacoyAún no hay calificaciones
- AMEFaDocumento5 páginasAMEFanajitzaqaroobaAún no hay calificaciones
- Equipo 2 Tarea 2.1. Datos de AMEF FMEADocumento12 páginasEquipo 2 Tarea 2.1. Datos de AMEF FMEAPedro NuñezAún no hay calificaciones
- ANALISIS DE EFECTO Y MODO DE FALLAS (AMEF) - Mantenimiento - Jose PerezDocumento19 páginasANALISIS DE EFECTO Y MODO DE FALLAS (AMEF) - Mantenimiento - Jose Perezalejandro rodilAún no hay calificaciones
- AMEF Manual para la detección de fallas potencialesDocumento12 páginasAMEF Manual para la detección de fallas potencialespedro saezAún no hay calificaciones
- Informe AmefDocumento29 páginasInforme AmefDiego Ibañez ReyesAún no hay calificaciones
- ANALISIS DE EFECTO Y MODO DE FALLAS (AMEF) - Mantenimiento - Jose Perez PDFDocumento18 páginasANALISIS DE EFECTO Y MODO DE FALLAS (AMEF) - Mantenimiento - Jose Perez PDFalejandro rodilAún no hay calificaciones
- AMEF (Antecedentes, Justificacion, Objetivos, Marco Teorico) 1Documento8 páginasAMEF (Antecedentes, Justificacion, Objetivos, Marco Teorico) 1Joaquin RdzAún no hay calificaciones
- Manual AMEF Análisis de Modo y Efecto de Fallas PotencialesDocumento13 páginasManual AMEF Análisis de Modo y Efecto de Fallas PotencialesRamón RinconesAún no hay calificaciones
- AMEFDocumento14 páginasAMEFItzel RamírezAún no hay calificaciones
- AMEF Manual: Análisis de modos y efectos de fallas potencialesDocumento9 páginasAMEF Manual: Análisis de modos y efectos de fallas potencialescecilia308204Aún no hay calificaciones
- Manual AMEF Análisis de Modo y Efecto de Fallas PotencialesDocumento15 páginasManual AMEF Análisis de Modo y Efecto de Fallas PotencialesJean Tachito SweinsteigerAún no hay calificaciones
- AMEFDocumento11 páginasAMEFArgy Condesita MtzAún no hay calificaciones
- Manual FMEADocumento21 páginasManual FMEAseebastian100% (26)
- AMEFDocumento37 páginasAMEFJonathan ChaconAún no hay calificaciones
- Analisis de Modo y Efectos de FallasDocumento14 páginasAnalisis de Modo y Efectos de FallasCarlos PeñaAún no hay calificaciones
- Reseña Histórica AMEF SDocumento4 páginasReseña Histórica AMEF SRadames FigueroaAún no hay calificaciones
- Metodología AMEFDocumento24 páginasMetodología AMEFRubí SerraAún no hay calificaciones
- AMEF ConferenciaDocumento11 páginasAMEF ConferenciaBeatrizAdrianaGonzálezPérezAún no hay calificaciones
- Semana 11 - LM - AMEF IDocumento20 páginasSemana 11 - LM - AMEF IRoger RodriguezAún no hay calificaciones
- U2 - T1 - Investigar en Diferentes Fuentes de Información El Concepto Correspondiente.Documento29 páginasU2 - T1 - Investigar en Diferentes Fuentes de Información El Concepto Correspondiente.Daniel HuertaAún no hay calificaciones
- Amef Unidad 4Documento30 páginasAmef Unidad 4Arisa Suzy50% (2)
- Trabajo Metodo AmefDocumento19 páginasTrabajo Metodo AmefBeatriz DC RinconAún no hay calificaciones
- AMFEDocumento7 páginasAMFEOscar Edwin Chambi QuispeAún no hay calificaciones
- Eq5 Ica Act5Documento11 páginasEq5 Ica Act5alexei zuñigaAún no hay calificaciones
- Amef ExplicadoDocumento23 páginasAmef ExplicadoOctavio Morales DH50% (2)
- Amef 2012Documento13 páginasAmef 2012Eduardo Villazana100% (1)
- Reporte de Estadia HELLADocumento20 páginasReporte de Estadia HELLAPav Ryūji HerAún no hay calificaciones
- Guía Análisis Modo Efecto Falla (PFMEADocumento8 páginasGuía Análisis Modo Efecto Falla (PFMEADanielAún no hay calificaciones
- AMEF Análisis Modal de Efecto de FallasDocumento23 páginasAMEF Análisis Modal de Efecto de FallasRigoberto Martinez SeveroAún no hay calificaciones
- AMEFDocumento10 páginasAMEFPili TafurAún no hay calificaciones
- Administracionytecnologiaparaeldiseno - Azc.uam - MX Publicaciones Cong 2010 11Documento15 páginasAdministracionytecnologiaparaeldiseno - Azc.uam - MX Publicaciones Cong 2010 11jhoncold10Aún no hay calificaciones
- Fundamento Del AmefDocumento11 páginasFundamento Del Amefnerio gerardinoAún no hay calificaciones
- Análisis Modal de Fallos y EfectosDocumento13 páginasAnálisis Modal de Fallos y EfectosPlutarco AguilarAún no hay calificaciones
- FMEADocumento7 páginasFMEAtazolsa1590% (1)
- F.1. - AmfeDocumento17 páginasF.1. - AmferompepAún no hay calificaciones
- Tarea#3 AMEFDocumento9 páginasTarea#3 AMEFTamal GarciaAún no hay calificaciones
- FmeaDocumento26 páginasFmeaJose FontenlaAún no hay calificaciones
- Clase AMEFDocumento42 páginasClase AMEFTamal GarciaAún no hay calificaciones
- AMEFDocumento13 páginasAMEFPatoAún no hay calificaciones
- AMEF de ProcesoDocumento38 páginasAMEF de ProcesoFredy Pineda MartinezAún no hay calificaciones
- AMEFDocumento5 páginasAMEFalexandersxx1Aún no hay calificaciones
- El AMEFDocumento18 páginasEl AMEFsergioAún no hay calificaciones
- Tema de Investigación: El Análisis del Modo y Efecto de Fallas (AMEF)Documento14 páginasTema de Investigación: El Análisis del Modo y Efecto de Fallas (AMEF)Carlos David Ponte CastroAún no hay calificaciones
- AMEFDocumento20 páginasAMEFMario Y LissetteAún no hay calificaciones
- PFMEADocumento23 páginasPFMEAregcarl2Aún no hay calificaciones
- Análisis Del Modo y Efecto de Falla (Amef)Documento22 páginasAnálisis Del Modo y Efecto de Falla (Amef)Enrique del ReyAún no hay calificaciones
- Análisis de Modo Efecto FallaDocumento25 páginasAnálisis de Modo Efecto FallaXavierAún no hay calificaciones
- Analisis de Modos y Efectos de Fallas - AmefDocumento45 páginasAnalisis de Modos y Efectos de Fallas - Amefanibal perales100% (1)
- Amef (Analisis de Modo y Efecto deDocumento80 páginasAmef (Analisis de Modo y Efecto dePrici Villa FuentesAún no hay calificaciones
- AMEFDocumento28 páginasAMEFsalmeleAún no hay calificaciones
- AMEF Proceso ManufacturaDocumento16 páginasAMEF Proceso ManufacturaGerardoGomezAún no hay calificaciones
- PFMEADocumento21 páginasPFMEAJuan Pablo Azcuña C.Aún no hay calificaciones
- Herramientas Del Mantenimiento Predictivo.Documento19 páginasHerramientas Del Mantenimiento Predictivo.Byron Jose Galeano ManzanaresAún no hay calificaciones
- Resultado de Aprendizaje Unidad III Calidad en El MantenimientoDocumento8 páginasResultado de Aprendizaje Unidad III Calidad en El MantenimientoDavid Ocón V.Aún no hay calificaciones
- Curso2. Analisis de Riesgos en El Procesoe Identificación de MejorasDocumento28 páginasCurso2. Analisis de Riesgos en El Procesoe Identificación de MejorasEmmanuel EspitiaAún no hay calificaciones
- Analisis Del Modo y Efectos de La Falla (Amef) PDFDocumento15 páginasAnalisis Del Modo y Efectos de La Falla (Amef) PDFGeorch WachintonAún no hay calificaciones
- Análisis Modal de Fallos AMFEDocumento6 páginasAnálisis Modal de Fallos AMFEJAVIERBAún no hay calificaciones
- PFMEADocumento21 páginasPFMEAOscar HurtadoAún no hay calificaciones
- Contabilidad Ejercicios IdkDocumento1 páginaContabilidad Ejercicios IdkMassiel VallejoAún no hay calificaciones
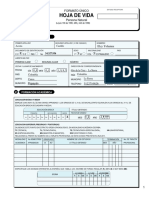
- Hoja de Vida Formato UnicoDocumento7 páginasHoja de Vida Formato UnicoLa papelería com PopayanAún no hay calificaciones
- Física I. Profesorado en Química. Unidad 2Documento37 páginasFísica I. Profesorado en Química. Unidad 2Gabo_SchAún no hay calificaciones
- Pensar el sonido cinematográficoDocumento24 páginasPensar el sonido cinematográficoMatías V.Aún no hay calificaciones
- Trabajo Practico N1Documento3 páginasTrabajo Practico N1Fer ChuAún no hay calificaciones
- BiomecanicaDocumento10 páginasBiomecanicaJenny Vargas RuizAún no hay calificaciones
- Programacion I EjerciciosDocumento4 páginasProgramacion I EjerciciosLenin Eli Flores BalandraAún no hay calificaciones
- Sucesiones y SeriesDocumento6 páginasSucesiones y SeriesHugo CaballeroAún no hay calificaciones
- PEUV670707 UV3 FA00000 GHJKLÑDocumento1 páginaPEUV670707 UV3 FA00000 GHJKLÑIvan Emigdio Gonzalez SalazarAún no hay calificaciones
- Equipo1 - Bioquimica - Propiedades Fisicoquimicas Del AguaDocumento7 páginasEquipo1 - Bioquimica - Propiedades Fisicoquimicas Del AguaAryday SanchezAún no hay calificaciones
- Recursos No RenovablesDocumento9 páginasRecursos No RenovablesJesús Hernández VelázquezAún no hay calificaciones
- Evolución Teorías FinancierasDocumento3 páginasEvolución Teorías FinancierasSamith Jose Centanaro Perez100% (1)
- Cien años de Soledad guía de trabajo para estudiar la obraDocumento3 páginasCien años de Soledad guía de trabajo para estudiar la obraNicols Didier100% (1)
- M228 MTD GasDocumento14 páginasM228 MTD GaschristhianAún no hay calificaciones
- Empresa de Calzados "Gerema": 1. IntroduccionDocumento3 páginasEmpresa de Calzados "Gerema": 1. IntroduccionCinthia Bautista RamirezAún no hay calificaciones
- ESAP MAJAGUAL EJERCICIO 1 CTAS POR COBRAR TRIBUTARIAS JulioDocumento4 páginasESAP MAJAGUAL EJERCICIO 1 CTAS POR COBRAR TRIBUTARIAS JulioRadha HotelAún no hay calificaciones
- 0451982PDF01 Vol10Documento549 páginas0451982PDF01 Vol10SantiagoAún no hay calificaciones
- Taller ParetoDocumento2 páginasTaller ParetoGuillermo Peña MuñozAún no hay calificaciones
- Cómo Descargar Una Web Completa en Chrome y FirefoxDocumento17 páginasCómo Descargar Una Web Completa en Chrome y FirefoxVeronica RodriguezAún no hay calificaciones
- Recetas Con MangoDocumento11 páginasRecetas Con MangoTadeo EmpAún no hay calificaciones
- 1 Magia de CassielDocumento22 páginas1 Magia de CassielLuz Myrian Forero DiazAún no hay calificaciones
- Rreconocimiento de Puntos de Control (ONCOY LAZO DANNY LUIS)Documento11 páginasRreconocimiento de Puntos de Control (ONCOY LAZO DANNY LUIS)Alex Anderson Casca BolivarAún no hay calificaciones
- Excel Unidad 1Documento27 páginasExcel Unidad 1Jenny CabanzoAún no hay calificaciones
- La SilabaDocumento4 páginasLa SilabaNathaliaAún no hay calificaciones
- FotografiaDocumento2 páginasFotografiaEnrique Rompe MadreAún no hay calificaciones
- EnviarporimvacsDocumento2 páginasEnviarporimvacsMartin Gamarra EstupiñanAún no hay calificaciones
- Historia de La EconomiaDocumento9 páginasHistoria de La EconomiaCOOGENESIS CALIAún no hay calificaciones
- Prueba de Entrada de Comunicacion - 4to GradoDocumento15 páginasPrueba de Entrada de Comunicacion - 4to GradoHenrryFlorianCastilloAún no hay calificaciones
- Glosario BomberoDocumento79 páginasGlosario Bomberocharito20100% (2)
- Alteraciones de La Pigmentacion Dermatologia EsteticaDocumento31 páginasAlteraciones de La Pigmentacion Dermatologia EsteticaAmerico I. Ramos MartinezAún no hay calificaciones