También podría gustarte
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Soldeo SAW: Proceso y AplicacionesDocumento43 páginasSoldeo SAW: Proceso y Aplicacioneslabarta artal SERGIO100% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Cuestionario - Soldadura Por Arco SumergidoDocumento7 páginasCuestionario - Soldadura Por Arco Sumergidoandres villamizarAún no hay calificaciones
- SAW Proceso de soldadura por arco sumergidoDocumento57 páginasSAW Proceso de soldadura por arco sumergidoMarcia Maribel SantosAún no hay calificaciones
- Soldadura por arco sumergido: proceso y aplicacionesDocumento78 páginasSoldadura por arco sumergido: proceso y aplicacionesnico10_thebestAún no hay calificaciones
- Saw - Soldeo Por Arco SumergidoDocumento109 páginasSaw - Soldeo Por Arco SumergidoHAROLD LUCIANO MARTINEZ FERNANDEZAún no hay calificaciones
- Proceso de Soldadura Semiautomática Con Alambres Tubulares - FCAWDocumento15 páginasProceso de Soldadura Semiautomática Con Alambres Tubulares - FCAWAndres_Pastor1987Aún no hay calificaciones
- Soldeo Por Arco SumergidoDocumento106 páginasSoldeo Por Arco SumergidoEdwin Efrain CJAún no hay calificaciones
- Proceso SAW PDFDocumento96 páginasProceso SAW PDFAbel Valderrama PerezAún no hay calificaciones
- SAW. Soldeo por arco sumergidoDocumento21 páginasSAW. Soldeo por arco sumergidoAntonio GarciaAún no hay calificaciones
- Soldadura SAWDocumento21 páginasSoldadura SAWAntonio GarciaAún no hay calificaciones
- Saw 2019Documento41 páginasSaw 2019Paula Ines100% (1)
- Proceso Gmaw-Fcaw (C)Documento25 páginasProceso Gmaw-Fcaw (C)Juan Altamirano Rojas Jar100% (1)
- Soldadura Por Arco Sumergido Saw PresentacionDocumento45 páginasSoldadura Por Arco Sumergido Saw PresentacionHectorLópezAún no hay calificaciones
- Arco SumergidoDocumento5 páginasArco SumergidogabrielaAún no hay calificaciones
- FcawDocumento51 páginasFcawLuis Enrique Maldonado Grande100% (1)
- MotoresDocumento50 páginasMotoresDaniel SilvaAún no hay calificaciones
- Proceso de Soldadura SAW.Documento5 páginasProceso de Soldadura SAW.Santiago VillegasAún no hay calificaciones
- Características eléctricas SAW y su influencia en la soldaduraDocumento5 páginasCaracterísticas eléctricas SAW y su influencia en la soldaduraSantiago VillegasAún no hay calificaciones
- Proceso de Soldadura - SawDocumento8 páginasProceso de Soldadura - SawMiguel Canahuire MamaniAún no hay calificaciones
- Soldadura Mig Mag II Sem S-1 (202220)Documento43 páginasSoldadura Mig Mag II Sem S-1 (202220)Dany YordanAún no hay calificaciones
- Quiso Chile EdsonDocumento3 páginasQuiso Chile EdsonEdson Quiso ChileAún no hay calificaciones
- Arco SumergidoDocumento5 páginasArco SumergidoFrank Cusi YucraAún no hay calificaciones
- Soldadura por Arco Sumergido: Procesos de Manufactura (SAWDocumento16 páginasSoldadura por Arco Sumergido: Procesos de Manufactura (SAWEdgar MartínezAún no hay calificaciones
- Proceso FCAWDocumento34 páginasProceso FCAWJuan GranaraAún no hay calificaciones
- Factores que han llevado al mayor uso de soldadura FCAWDocumento5 páginasFactores que han llevado al mayor uso de soldadura FCAWjeefreyAún no hay calificaciones
- Saw Arco SumergidoDocumento106 páginasSaw Arco SumergidoPablo Leal Aguero100% (1)
- Soldadura Por Arco SumergidoDocumento10 páginasSoldadura Por Arco SumergidoJose Gonzalez RuizAún no hay calificaciones
- Conf 11. PT II. Proceso SAWDocumento10 páginasConf 11. PT II. Proceso SAWDenis Enrique Pino PuenteAún no hay calificaciones
- Basico para SoldadoresDocumento13 páginasBasico para SoldadoresRonald ArturoAún no hay calificaciones
- Electrodo rutiloDocumento6 páginasElectrodo rutiloDarnely RivasAún no hay calificaciones
- El ElectrodoDocumento19 páginasEl ElectrodoBea HeAún no hay calificaciones
- Tarea 3 A (Processo FCAW)Documento5 páginasTarea 3 A (Processo FCAW)Dennis Edison Escalante VilcaAún no hay calificaciones
- Proceso FcawDocumento25 páginasProceso Fcawgamermal100% (7)
- Soldadura MIG/MAGDocumento10 páginasSoldadura MIG/MAGMARLEIDYAún no hay calificaciones
- Soldadura SMAW CursoDocumento82 páginasSoldadura SMAW CursoMartin GuerreroAún no hay calificaciones
- Curso Soldadura Mig Mag Fcaw Mantenimiento Maquinaria PesadaDocumento54 páginasCurso Soldadura Mig Mag Fcaw Mantenimiento Maquinaria Pesadaalefeli26Aún no hay calificaciones
- Proceso Saw IIDocumento8 páginasProceso Saw IISaritaAún no hay calificaciones
- Fusibles CurvasDocumento11 páginasFusibles CurvasLalo MonterrosasAún no hay calificaciones
- Soldadura SmawDocumento82 páginasSoldadura SmawLuis BermúdezAún no hay calificaciones
- Conferencia SMAW CompletoDocumento81 páginasConferencia SMAW CompletoDagoberto AguilarAún no hay calificaciones
- Procesos EspecialesDocumento51 páginasProcesos Especialesjoseymonica2010Aún no hay calificaciones
- Tipos de ConexionDocumento7 páginasTipos de ConexionLeidy TarquiAún no hay calificaciones
- Soldadura por Arco Sumergido: Fundamentos y Equipos (SAWDocumento9 páginasSoldadura por Arco Sumergido: Fundamentos y Equipos (SAWFernando LopezAún no hay calificaciones
- Exposición Soldadura de Arco SumergidoDocumento4 páginasExposición Soldadura de Arco SumergidoMichael CamachoAún no hay calificaciones
- Capítulo II Criterios de Diseño PDFDocumento5 páginasCapítulo II Criterios de Diseño PDFNicandroGonzalesAún no hay calificaciones
- Proceso de Soldadura Por Arco SumergidoDocumento10 páginasProceso de Soldadura Por Arco SumergidoJuan GranaraAún no hay calificaciones
- MaquinabilidadDocumento13 páginasMaquinabilidadSteven CHAún no hay calificaciones
- Asme Proceso SoldaduraDocumento25 páginasAsme Proceso SoldaduraÁngela María Espinosa CeballosAún no hay calificaciones
- Parcial N°1Documento12 páginasParcial N°1Yonis MonroyAún no hay calificaciones
- Proceso Fcaw PDFDocumento63 páginasProceso Fcaw PDFgustavoquijanoAún no hay calificaciones
- Transformador Trifásico en Estructura Tipo HDocumento5 páginasTransformador Trifásico en Estructura Tipo HSamuel Jimenez100% (1)
- Amperajes de ElectrodosDocumento8 páginasAmperajes de ElectrodosluisAún no hay calificaciones
- Curso SMAW: Soldadura por Arco con Electrodo RevestidoDocumento79 páginasCurso SMAW: Soldadura por Arco con Electrodo RevestidoAbraham GonzalezAún no hay calificaciones
- Arco SumergidoDocumento42 páginasArco Sumergidomessigol10Aún no hay calificaciones
- Fcaw SawDocumento31 páginasFcaw SawIvan Venegas OrianoAún no hay calificaciones
- El Proceso SmawwwDocumento12 páginasEl Proceso Smawwwnahum moralesAún no hay calificaciones
- Hi Lo TubularDocumento2 páginasHi Lo TubularDanny GuerreroAún no hay calificaciones
- Catalogo Lineas AereasDocumento50 páginasCatalogo Lineas Aereaslagm54Aún no hay calificaciones
- Especificaciones Tecnicas - EstructurasDocumento28 páginasEspecificaciones Tecnicas - Estructurasedgardo338Aún no hay calificaciones
- Fichas Tecnicas Pinturas VariasDocumento26 páginasFichas Tecnicas Pinturas VariasVictor Callau LimpiasAún no hay calificaciones
- Constituyentes de Bronces y LatonesDocumento7 páginasConstituyentes de Bronces y LatonesPattyy MontoyaAún no hay calificaciones
- PROPIEDADESDocumento5 páginasPROPIEDADESAlex IrxAún no hay calificaciones
- Listado de MaterialesDocumento750 páginasListado de Materialesvicbto0% (2)
- Presupuesto - Agua PotableDocumento1 páginaPresupuesto - Agua PotableInstituto Tecnologico StanfordAún no hay calificaciones
- Coadyuvantes 2004 PDFDocumento17 páginasCoadyuvantes 2004 PDFblanyherAún no hay calificaciones
- Hormigón armado II - Flexión compuesta rectaDocumento18 páginasHormigón armado II - Flexión compuesta rectaEmilioAún no hay calificaciones
- Protección de adulterantes en planta de pescadoDocumento6 páginasProtección de adulterantes en planta de pescadoPedro Del Carpio LúcarAún no hay calificaciones
- Aleaciones AvionesDocumento3 páginasAleaciones Avionesblas pintoAún no hay calificaciones
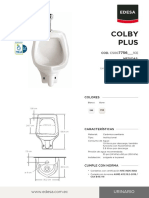
- Colby PlusDocumento2 páginasColby PlusAndresAún no hay calificaciones
- Edy Rym PrespuestoDocumento1 páginaEdy Rym PrespuestoJuan AtahuiAún no hay calificaciones
- Norma ABS Part-7-Section-10-July22Documento31 páginasNorma ABS Part-7-Section-10-July22CESAR CHAVEZAún no hay calificaciones
- Cálculo proporciones mezcla concreto resistencia 210 kg/cm2Documento30 páginasCálculo proporciones mezcla concreto resistencia 210 kg/cm2Jhon Tocto NuñezAún no hay calificaciones
- Termodinamica Aplicada A La Ingenieria Petrolera PDFDocumento28 páginasTermodinamica Aplicada A La Ingenieria Petrolera PDFTiffany JohnsonAún no hay calificaciones
- 4 Iram 11507 4 Carpinterias 2010Documento16 páginas4 Iram 11507 4 Carpinterias 2010xllvchAún no hay calificaciones
- Instalaciones sanitarias: Metrados y materialesDocumento40 páginasInstalaciones sanitarias: Metrados y materialesJoel VillarrealAún no hay calificaciones
- Hoja Tecnica Ceremastic 3000 GFDocumento4 páginasHoja Tecnica Ceremastic 3000 GFKharlos PlazaAún no hay calificaciones
- PRESUPUESTODocumento6 páginasPRESUPUESTOMarco Alex Flores FloresAún no hay calificaciones
- Solución Del Papel Manila - Cuadro de ProducciónDocumento9 páginasSolución Del Papel Manila - Cuadro de ProducciónTony Revolledo EstradaAún no hay calificaciones
- ObjetivoDocumento2 páginasObjetivoAlejandra RodasAún no hay calificaciones
- Obturacion de Conductos RadicularesDocumento17 páginasObturacion de Conductos RadicularesDianne Aguilar CotosAún no hay calificaciones
- Problemas VOLUM. REDOX, PILASDocumento9 páginasProblemas VOLUM. REDOX, PILASelesol24Aún no hay calificaciones
- Parametros y ElementosDocumento38 páginasParametros y Elementosnolha_09Aún no hay calificaciones
- PRACTICA 1 Envases y EmbalajesDocumento24 páginasPRACTICA 1 Envases y EmbalajesNaysha Gil Juarez100% (1)
- Acero Estructural VentajasDocumento3 páginasAcero Estructural Ventajassharon cazcoAún no hay calificaciones
- Detalle de Barandas - Puente 3Documento1 páginaDetalle de Barandas - Puente 3Fredy TineoAún no hay calificaciones
- Elementos de La Primera Serie de Transicion para Publicar-1-1Documento68 páginasElementos de La Primera Serie de Transicion para Publicar-1-1Abraham S. AroAún no hay calificaciones
- Proceso Constructivo Remodelación de La ViviendaDocumento6 páginasProceso Constructivo Remodelación de La ViviendaSergio FuentesAún no hay calificaciones
- Pintura Antigraffiti PDFDocumento4 páginasPintura Antigraffiti PDFANGEL MAYAAún no hay calificaciones
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- El libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)De EverandEl libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)Calificación: 3 de 5 estrellas3/5 (2)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)
- Prescripción de ejercico físico para la saludDe EverandPrescripción de ejercico físico para la saludCalificación: 5 de 5 estrellas5/5 (1)
- Trucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasDe EverandTrucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Dieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasDe EverandDieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasCalificación: 4 de 5 estrellas4/5 (9)
- Neuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaDe EverandNeuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaCalificación: 4 de 5 estrellas4/5 (16)
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)
- La vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizDe EverandLa vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizCalificación: 5 de 5 estrellas5/5 (7)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)