También podría gustarte
- 125 Ds Romi GL 240 Es Ap 062016 BXDocumento12 páginas125 Ds Romi GL 240 Es Ap 062016 BXSofia AndrangoAún no hay calificaciones
- Datos Tecnicos de La CalderaDocumento21 páginasDatos Tecnicos de La CalderaErwin GautoAún no hay calificaciones
- Catalogo RMI-CRMI WebDocumento58 páginasCatalogo RMI-CRMI WebMoises Isai CuevasAún no hay calificaciones
- Manual Tubo RadianteDocumento20 páginasManual Tubo RadianteLisandro CastellaniAún no hay calificaciones
- HTC Romi GL 350Documento16 páginasHTC Romi GL 350jsneidercastilloAún no hay calificaciones
- Mig7141268819183803212 PDFDocumento16 páginasMig7141268819183803212 PDFfraybertzAún no hay calificaciones
- BLACK CAT BLADES-CuchillasDocumento6 páginasBLACK CAT BLADES-CuchillasAnonymous xxFArUCSAún no hay calificaciones
- Repuestos Catálogo Altoque (Cotizar)Documento22 páginasRepuestos Catálogo Altoque (Cotizar)Hugo C.P.Aún no hay calificaciones
- Tornos CNCDocumento6 páginasTornos CNCErnesto HernándezAún no hay calificaciones
- Hoja de Ruta TornoDocumento28 páginasHoja de Ruta TornoMaicol AcostaAún no hay calificaciones
- Manual Tubo Radiante (Modelo Standard e Industrial 30-05-17)Documento31 páginasManual Tubo Radiante (Modelo Standard e Industrial 30-05-17)Nícolas GallagherAún no hay calificaciones
- BMW E46 1997-2006 Manual de TallerDocumento369 páginasBMW E46 1997-2006 Manual de TallerBogdan Bubu86% (14)
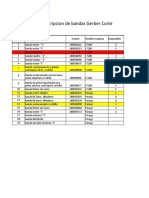
- Descripcion de Bandas GerberDocumento2 páginasDescripcion de Bandas GerberJosue Ely Castellon LagosAún no hay calificaciones
- Miguel Ibacache Proyecto FinalDocumento14 páginasMiguel Ibacache Proyecto FinalMiguel AngelAún no hay calificaciones
- Catalago ImagDocumento36 páginasCatalago ImagKim GabrielAún no hay calificaciones
- PIV Gelenks A4 L Es 01Documento3 páginasPIV Gelenks A4 L Es 01alvarix16Aún no hay calificaciones
- Manual Motor C2LDocumento73 páginasManual Motor C2Lmarcelotractor71% (14)
- Catalogo 2023 Alpha CDocumento24 páginasCatalogo 2023 Alpha CRoger RevillaAún no hay calificaciones
- Proyecto de Carroceria CivetchiDocumento14 páginasProyecto de Carroceria CivetchiAixer Alexander PadronAún no hay calificaciones
- PDF Proyecto Final Fundamentos Claudio Muoz Carbacho DLDocumento14 páginasPDF Proyecto Final Fundamentos Claudio Muoz Carbacho DLAabazola CristianAún no hay calificaciones
- Proyecto Final FUNDAMENTOS - Claudio Muñoz CarbachoDocumento14 páginasProyecto Final FUNDAMENTOS - Claudio Muñoz CarbachoAlejandro Villa90% (10)
- Proyecto Final FUNDAMENTOS Claudio Munoz CarbachoDocumento14 páginasProyecto Final FUNDAMENTOS Claudio Munoz CarbachoDayana DiazAún no hay calificaciones
- 15 Rodamientos de Rodillos EsféricosDocumento30 páginas15 Rodamientos de Rodillos EsféricosJavier Jimenez PerezAún no hay calificaciones
- Ficha - Brisa R-410ADocumento2 páginasFicha - Brisa R-410AAndrés Cervantes TorresAún no hay calificaciones
- Worm UDocumento22 páginasWorm UCarlos Catalán PinoAún no hay calificaciones
- Retros para MinicargadorasDocumento2 páginasRetros para MinicargadorasfranciscoAún no hay calificaciones
- Katalog EspDocumento56 páginasKatalog EspJUAN100% (1)
- Lubricacion de RodamientosDocumento11 páginasLubricacion de RodamientosEDWIN ESTEBAN GUERRA ERASOAún no hay calificaciones
- Especificaciones-FC 5200-LaDocumento12 páginasEspecificaciones-FC 5200-LaEduardo AlarcónAún no hay calificaciones
- AireadoresDocumento2 páginasAireadoresPepe PintoAún no hay calificaciones
- Informe FINAL ALTO CILINDRAJEDocumento14 páginasInforme FINAL ALTO CILINDRAJElinda lucia vega caroAún no hay calificaciones
- Catalogo BINZELDocumento104 páginasCatalogo BINZELguamedoAún no hay calificaciones
- AxorDocumento2 páginasAxorMoises CanahuireAún no hay calificaciones
- 8FBN Electrica ToyotaDocumento7 páginas8FBN Electrica ToyotaCarlos E. Bedoya Londoño0% (1)
- Katalog STIM - v5 ESDocumento48 páginasKatalog STIM - v5 ESDavid GarciaAún no hay calificaciones
- UREN Mud Pump and PartsDocumento5 páginasUREN Mud Pump and PartsLuwyn BonillaAún no hay calificaciones
- Eduardo Peralta ProyectofinalDocumento9 páginasEduardo Peralta ProyectofinalEduardo100% (1)
- Proyecto FinalDocumento13 páginasProyecto FinalpaulaAún no hay calificaciones
- Llanta FK SimpleDocumento6 páginasLlanta FK SimpleEmiliano MercadoAún no hay calificaciones
- Mini Split MideaDocumento3 páginasMini Split MideaKevin LópezAún no hay calificaciones
- Proyecto Final - Carolina Rodriguez - FundamentoDocumento13 páginasProyecto Final - Carolina Rodriguez - FundamentoKatherina Rodríguez VicencioAún no hay calificaciones
- Patin STD 1651Documento2 páginasPatin STD 1651DANIEL DIAZAún no hay calificaciones
- Conceptos Basicos RodamientosDocumento58 páginasConceptos Basicos Rodamientosuancarbalo2012Aún no hay calificaciones
- Rolo Compactador SSR - CompressedDocumento2 páginasRolo Compactador SSR - Compressedfrank115Aún no hay calificaciones
- Ficha Tecnica KomatsuDocumento2 páginasFicha Tecnica KomatsuRicardo Peña Araoz75% (4)
- Gimenez 2000Documento148 páginasGimenez 2000NATHALY NOHELIA LEON SANTILLANAún no hay calificaciones
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109De EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Calificación: 3 de 5 estrellas3/5 (2)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Calificación: 5 de 5 estrellas5/5 (1)
- Casos de concentraciones empresariales en el sector energético europeoDe EverandCasos de concentraciones empresariales en el sector energético europeoAún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Contrato-Guardiania NOCTURNADocumento3 páginasContrato-Guardiania NOCTURNARaul Chacon MoreanoAún no hay calificaciones
- 062 Agroter VillagomezDocumento1 página062 Agroter VillagomezRoberto Salinas MontoyaAún no hay calificaciones
- Dpo1 U3 A1 IsmgDocumento5 páginasDpo1 U3 A1 Ismgisaac1morales-1Aún no hay calificaciones
- Mapa ConceptualDocumento5 páginasMapa ConceptualOhAneliz StylesKimAún no hay calificaciones
- Planificacion Academica PNF Procesos Quimicos Octubre 2022 - Febrero 2023Documento2 páginasPlanificacion Academica PNF Procesos Quimicos Octubre 2022 - Febrero 2023McBlackfordAún no hay calificaciones
- 2021 Plan Negocio ElaboraciónDocumento43 páginas2021 Plan Negocio Elaboracióninformatica educativaAún no hay calificaciones
- Aunar. Segundo Parcial. Tercer SemestreDocumento2 páginasAunar. Segundo Parcial. Tercer SemestreErika ErasoAún no hay calificaciones
- ¿Qué Es El Lavado de Dinero?Documento2 páginas¿Qué Es El Lavado de Dinero?Luis CortezAún no hay calificaciones
- El Cumplimiento de La Misión EmpresarialDocumento2 páginasEl Cumplimiento de La Misión EmpresarialMired PalominoAún no hay calificaciones
- Tarea 5. Función de La ProducciónDocumento2 páginasTarea 5. Función de La ProducciónPaola MoralesAún no hay calificaciones
- A-CDM-Madrid BarajasDocumento12 páginasA-CDM-Madrid BarajasLeonardos PapapantelidisAún no hay calificaciones
- Inventario UCI ACTUALIZADODocumento1 páginaInventario UCI ACTUALIZADOFrancisco MartinezAún no hay calificaciones
- F-PG-004-01 Carta de Compromiso ContratistasDocumento2 páginasF-PG-004-01 Carta de Compromiso ContratistasLaura Garcia ArangoAún no hay calificaciones
- Formulario MOCDocumento9 páginasFormulario MOCmarcosAún no hay calificaciones
- Inbound Marketing InmobiliarioDocumento14 páginasInbound Marketing InmobiliarioJefferson RondonAún no hay calificaciones
- ISAL - Tema 2 - 2 - Planes Generales - 2020Documento83 páginasISAL - Tema 2 - 2 - Planes Generales - 2020sdsdasdasdadsadsAún no hay calificaciones
- Universidad Antonio Nariño - Plan de EstudioDocumento2 páginasUniversidad Antonio Nariño - Plan de Estudiokpop -general-Aún no hay calificaciones
- A31Documento8 páginasA31Don DiegoAún no hay calificaciones
- Caso AldiDocumento3 páginasCaso AldiAgustín DíazAún no hay calificaciones
- Aaa Formato Contrato de Obra CivilDocumento2 páginasAaa Formato Contrato de Obra CivilD&D PapersAún no hay calificaciones
- Micro Econom Í ADocumento3 páginasMicro Econom Í ASamy TipanguanoAún no hay calificaciones
- AntecedentesDocumento31 páginasAntecedentesJussthin Lezcano100% (1)
- Foro EmprendimientoDocumento2 páginasForo EmprendimientoRafael CamargoAún no hay calificaciones
- Remodelacion Del Mercado Municipal de La Union ZacapaDocumento224 páginasRemodelacion Del Mercado Municipal de La Union ZacapajosueestAún no hay calificaciones
- Anexo Taller AA1 EV01Documento3 páginasAnexo Taller AA1 EV01yarleyAún no hay calificaciones
- 3 DiapositivaDocumento24 páginas3 DiapositivaLuis Fever SCAún no hay calificaciones
- Ejemplo de Preguntas PERFIL DEL CLIENTEDocumento2 páginasEjemplo de Preguntas PERFIL DEL CLIENTEVictor Alfonso Salcedo HerreraAún no hay calificaciones
- Actividad Preguntas Gestion de Capital IntelectualDocumento12 páginasActividad Preguntas Gestion de Capital IntelectualSalma Beatriz HerazoAún no hay calificaciones
- Marketing FinalDocumento32 páginasMarketing FinalRuben CordovaAún no hay calificaciones
- CFM 2Documento80 páginasCFM 2NeverDeath114Aún no hay calificaciones