También podría gustarte
- Guia 5 InformeDocumento3 páginasGuia 5 InformeJESSICA TATIANA CLAVIJO MORAAún no hay calificaciones
- Proceso SARTDocumento3 páginasProceso SARTVolney Quispe AyalaAún no hay calificaciones
- Tarea 3 - Evaluación de Proyectos MetalúrgicosDocumento3 páginasTarea 3 - Evaluación de Proyectos MetalúrgicosFelipe Catalán OlivaresAún no hay calificaciones
- Unidad IV Compuestos No Carbonisados Del PetroleoDocumento37 páginasUnidad IV Compuestos No Carbonisados Del PetroleoEverardoRamirezAún no hay calificaciones
- Bmfcim827d (Producción Caletones) PDFDocumento97 páginasBmfcim827d (Producción Caletones) PDFMarceloValeriaAún no hay calificaciones
- Minería No Metálica Yodo y NitratoDocumento10 páginasMinería No Metálica Yodo y NitratoSebastian ZamoraAún no hay calificaciones
- MOLIBDENODocumento7 páginasMOLIBDENOJavier Ramirez MedinaAún no hay calificaciones
- NitratosDocumento18 páginasNitratosMiguel FrezAún no hay calificaciones
- TIEMPO DE VIDA DEL GIRASOL - RenzoDocumento3 páginasTIEMPO DE VIDA DEL GIRASOL - RenzoRosa María Quispe AznaránAún no hay calificaciones
- Laboratorio N°3 Humedad y Peso EspesificoDocumento6 páginasLaboratorio N°3 Humedad y Peso EspesificoEstephany Milagros Apaza OrtizAún no hay calificaciones
- Unidad 12 - Desorcion Carbon ActivadoDocumento67 páginasUnidad 12 - Desorcion Carbon ActivadoBryan Rodrigo Tapara Flores100% (1)
- Riesgos en Plantas 1Documento60 páginasRiesgos en Plantas 1Raul Sanchez HenriquezAún no hay calificaciones
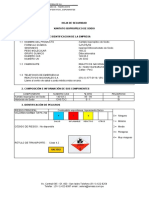
- MSDS Xantato de SodioDocumento5 páginasMSDS Xantato de SodioCristian JhonAún no hay calificaciones
- BIOLIXIVIACIONDocumento53 páginasBIOLIXIVIACIONEdgardo MonjeAún no hay calificaciones
- Fusion de Concentrados en Fundicion Hernan Videla LiraDocumento22 páginasFusion de Concentrados en Fundicion Hernan Videla Liramaster1793Aún no hay calificaciones
- Informe de Proyecto PilotoDocumento22 páginasInforme de Proyecto PilotoPabloPuquimiaAlfaro100% (1)
- Tesis Jussen Facuy - Chatarra ElectronicaDocumento110 páginasTesis Jussen Facuy - Chatarra ElectronicaRoger Mauricio Garcia JimenezAún no hay calificaciones
- Convertidor TenienteDocumento18 páginasConvertidor Tenientecristian ortegaAún no hay calificaciones
- Informe Electro WinningDocumento4 páginasInforme Electro Winningproner andradeAún no hay calificaciones
- LixiviacionDocumento21 páginasLixiviacionPaulina Flores MadridAún no hay calificaciones
- Clases Piro 1vtecnologias Fusion InstantaneaDocumento34 páginasClases Piro 1vtecnologias Fusion InstantaneaJuan GeraldoAún no hay calificaciones
- Lab. 1 (Espesamiento y Filtracion)Documento9 páginasLab. 1 (Espesamiento y Filtracion)Javier Alejandro Tapia CastroAún no hay calificaciones
- CLASE 3 - Procesos Extractivos 2017Documento99 páginasCLASE 3 - Procesos Extractivos 2017alexAún no hay calificaciones
- Metodología ConesaDocumento2 páginasMetodología ConesaDAVID ALBERTO SUAZA CASTROAún no hay calificaciones
- Accidente Mina San JoseDocumento20 páginasAccidente Mina San JoseJuan Eduardo Sotelo PeñaAún no hay calificaciones
- Lixiviacion en Pilas (1) - 1Documento22 páginasLixiviacion en Pilas (1) - 1Ayleen Tapia VergaraAún no hay calificaciones
- CuproclorDocumento3 páginasCuproclorjohncramos100% (1)
- Medidas de Seguridad en Las Operaciones de La Subgerencia Fundicion ConcentradoDocumento77 páginasMedidas de Seguridad en Las Operaciones de La Subgerencia Fundicion ConcentradomistermangoAún no hay calificaciones
- Guía de Hidrógeno - WebDocumento30 páginasGuía de Hidrógeno - WebElsa NaveaAún no hay calificaciones
- Guia de Laboratorio NDocumento14 páginasGuia de Laboratorio NgonzaloAún no hay calificaciones
- Lixiviacion In-Situ 1Documento15 páginasLixiviacion In-Situ 1Kevin Y. Cornelio PradoAún no hay calificaciones
- Flotacion No MetalesDocumento9 páginasFlotacion No Metalesdeus07Aún no hay calificaciones
- Accidente Mina San Jose 2010Documento14 páginasAccidente Mina San Jose 2010KCGREMAún no hay calificaciones
- Proceso de Obtención de Oro Por Carbón Activado - CotaDocumento26 páginasProceso de Obtención de Oro Por Carbón Activado - CotaGera DiazAún no hay calificaciones
- Procedimiento de CianuroDocumento11 páginasProcedimiento de CianuroRicardo CalderonAún no hay calificaciones
- El Cloro en La Extraccion Por Solvente Del CobreDocumento9 páginasEl Cloro en La Extraccion Por Solvente Del CobreMarcelo Andrés AdasmeAún no hay calificaciones
- FlotacionDocumento127 páginasFlotacionFranz PalaciosAún no hay calificaciones
- Ut FSMDocumento151 páginasUt FSMMiyaray LecarosAún no hay calificaciones
- Diagnostico Metalurgico Del Circuito de Flotacion Columnar de Codelco Chile - Division Andina, 2012Documento197 páginasDiagnostico Metalurgico Del Circuito de Flotacion Columnar de Codelco Chile - Division Andina, 2012Ela CJAún no hay calificaciones
- Estudio Tecnico Economico Implementacion Sistema de Combustion Oxigeno Gas Natural en Horno de Refino AnodicoDocumento149 páginasEstudio Tecnico Economico Implementacion Sistema de Combustion Oxigeno Gas Natural en Horno de Refino AnodicoPastor100% (1)
- Plantas Concentradoras Región de AtacamaDocumento15 páginasPlantas Concentradoras Región de AtacamaCuro100% (1)
- Proceso Siderúrgico - Ciclo de VidaDocumento10 páginasProceso Siderúrgico - Ciclo de VidamariaAún no hay calificaciones
- Extracción, Cristalización y Procesos de Obtención de Compuestos de Litio - Condorchem EnvitechDocumento24 páginasExtracción, Cristalización y Procesos de Obtención de Compuestos de Litio - Condorchem EnvitechHibachi MenorcaAún no hay calificaciones
- Tesis Campaña de Sondajes para Proyectos Geomineros - Image.Marked PDFDocumento10 páginasTesis Campaña de Sondajes para Proyectos Geomineros - Image.Marked PDFDiego Morales DíazAún no hay calificaciones
- PIROMETALURGIADocumento15 páginasPIROMETALURGIAIvan Daza Prada50% (2)
- Pirometalurgia Del CobreDocumento6 páginasPirometalurgia Del CobreDavid ValdebenitoAún no hay calificaciones
- Guia Minera de Chile - 2017 PDFDocumento324 páginasGuia Minera de Chile - 2017 PDFdiego100% (1)
- Filtracion de Concentrado de Cobre (14pag)Documento14 páginasFiltracion de Concentrado de Cobre (14pag)mirtre9912Aún no hay calificaciones
- Gerald - Jimenez - Tarea3 ConminuciónDocumento7 páginasGerald - Jimenez - Tarea3 ConminuciónGerald JimenezAún no hay calificaciones
- Polvos de Fundición de CobreDocumento43 páginasPolvos de Fundición de CobreAntonio Ros MorenoAún no hay calificaciones
- Fundicion HVLDocumento9 páginasFundicion HVLPerico PalotesAún no hay calificaciones
- Innovación Tecnológica en La MineríaDocumento8 páginasInnovación Tecnológica en La MineríaWilderAlexanderMCAún no hay calificaciones
- Presentacion Proceso Del OroDocumento27 páginasPresentacion Proceso Del OroAntu AnetAún no hay calificaciones
- Historia de La Hidrometalurgia Tarea 1Documento4 páginasHistoria de La Hidrometalurgia Tarea 1Elias OrtegaAún no hay calificaciones
- Laboratorio 04 - Zincado ElectrolíticoDocumento14 páginasLaboratorio 04 - Zincado ElectrolíticoDeivis Claison Saldana TorresAún no hay calificaciones
- Extraccion Por Solventes Unidad II Completa Dp2c1Documento123 páginasExtraccion Por Solventes Unidad II Completa Dp2c1Tomas Ignacio AlvarezAún no hay calificaciones
- Pirometalurgia FinalDocumento23 páginasPirometalurgia FinalWalter Grados MarquinaAún no hay calificaciones
- INACAP Capitulo Metalurgia Del CobreDocumento19 páginasINACAP Capitulo Metalurgia Del CobreAngelo Marcelo Garcia Soza100% (1)
- Sart Bustos ChileDocumento5 páginasSart Bustos ChileSteven DziobaAún no hay calificaciones
- Proceso SARTDocumento4 páginasProceso SARTAlexis YañezAún no hay calificaciones
- Proceso de Flotacion - EscoriasDocumento25 páginasProceso de Flotacion - EscoriasJanet PolucoAún no hay calificaciones
- Proyecto de MetalurgiaDocumento21 páginasProyecto de Metalurgialuis david c' castilloAún no hay calificaciones
- Clasificacion y NomenclaturaDocumento13 páginasClasificacion y NomenclaturaFrank CamachoAún no hay calificaciones
- Banco de Preguntas P2Documento10 páginasBanco de Preguntas P2Ivanna AragonAún no hay calificaciones
- Bioq Veg 7 LipidosDocumento27 páginasBioq Veg 7 LipidosDaigo XAún no hay calificaciones
- AcetonitriloDocumento17 páginasAcetonitriloMagui CMAún no hay calificaciones
- Eteres 03Documento17 páginasEteres 03Andre BarrantesAún no hay calificaciones
- Fuentes de Aceites y GrasasDocumento33 páginasFuentes de Aceites y GrasasAnyi Lorena Rinta AlvarezAún no hay calificaciones
- Informe 10Documento24 páginasInforme 10AnelizAún no hay calificaciones
- Neutralizacion DestilacionDocumento11 páginasNeutralizacion DestilacionJordyBenaventeNuñezAún no hay calificaciones
- Examen Parcial Hidrometalurgia Mayo 2016-2Documento1 páginaExamen Parcial Hidrometalurgia Mayo 2016-2Leo RodgersAún no hay calificaciones
- Aldehídos y CetonasDocumento39 páginasAldehídos y CetonasKelly NaulaAún no hay calificaciones
- Formacion de Peliculas Con Aceite de LinazaDocumento4 páginasFormacion de Peliculas Con Aceite de LinazaKevin Soto Castillones KeVsoAún no hay calificaciones
- Analisis OrganicoDocumento19 páginasAnalisis Organicojuan aguirreAún no hay calificaciones
- Buffers Marco TeoricoDocumento4 páginasBuffers Marco TeoricoShirley Lopez Escobar0% (1)
- Trabajo Practico de Laboratorio II REDOXDocumento10 páginasTrabajo Practico de Laboratorio II REDOXNicolás VillabrilleAún no hay calificaciones
- Química OrgánicaDocumento4 páginasQuímica OrgánicaPastora MedinaAún no hay calificaciones
- Tarea Semana 2Documento4 páginasTarea Semana 2Panela PierreAún no hay calificaciones
- Yacimientos MesotermalesDocumento4 páginasYacimientos MesotermalesReymer Frank Espirilla100% (2)
- Tratamientos de GemasDocumento6 páginasTratamientos de GemasMarcelo AlejAún no hay calificaciones
- Sintesis Del 2 YodopropanoDocumento4 páginasSintesis Del 2 YodopropanoHIXHEL ROZO GARZONAún no hay calificaciones
- Acidimetria y PhmetriaDocumento47 páginasAcidimetria y PhmetriaElvia Sofia Arcos Apaza100% (1)
- Ejercicios Sobre Equilibrio QuimicoDocumento3 páginasEjercicios Sobre Equilibrio QuimicoQUISPICONDOR FABIAN JEFFERSON ROYAún no hay calificaciones
- Informe Laboratorio Tema 5: Sofía García Condado 4B/ 8-2-2022Documento12 páginasInforme Laboratorio Tema 5: Sofía García Condado 4B/ 8-2-2022sofia farciaAún no hay calificaciones
- Diyodo 2Documento2 páginasDiyodo 2LenyBarriosAún no hay calificaciones
- Ejercicios Prácticos Laborat (Ii)Documento2 páginasEjercicios Prácticos Laborat (Ii)Marta Ferreira TorrenteAún no hay calificaciones
- Evaluacion Formativa Unidad1 Prueba SustitutivaDocumento4 páginasEvaluacion Formativa Unidad1 Prueba SustitutivaDayana LascanoAún no hay calificaciones
- Quimica IiDocumento8 páginasQuimica IiRichard Batallanos CharcaAún no hay calificaciones
- Constantes de Productos de SolubilidadDocumento4 páginasConstantes de Productos de SolubilidadLuna LopezAún no hay calificaciones
- TAREA SEMANA 3 Ignacio Rojo OrtizDocumento8 páginasTAREA SEMANA 3 Ignacio Rojo OrtizBLANCA SEPULVEDAAún no hay calificaciones