También podría gustarte
- Gestión de la calidad (ISO 9001/2015)De EverandGestión de la calidad (ISO 9001/2015)Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Auditoría del control interno - 2da ediciónDe EverandAuditoría del control interno - 2da ediciónAún no hay calificaciones
- GAMP 5 Sistemas ComputarizadosDocumento1 páginaGAMP 5 Sistemas ComputarizadosMarbely Anielka Garcia Urroz100% (2)
- PSICONUTRICIÓN y TCADocumento30 páginasPSICONUTRICIÓN y TCAMaría Cortésnchz100% (4)
- Elaboración de la documentación técnica. IFCT0410De EverandElaboración de la documentación técnica. IFCT0410Aún no hay calificaciones
- Guia ValidacionDocumento55 páginasGuia ValidacionFender Strat100% (1)
- Caracterización Proceso Gestión de CalidadDocumento1 páginaCaracterización Proceso Gestión de CalidadMarbic CortesAún no hay calificaciones
- HCA-GG-R-1.4 (v00) Caracterizacion Del Proceso..Documento13 páginasHCA-GG-R-1.4 (v00) Caracterizacion Del Proceso..Yoselin MachacaAún no hay calificaciones
- Calculo de RendimientoDocumento44 páginasCalculo de RendimientoChristian GutierrezAún no hay calificaciones
- Sistemas - Computarizados 2020Documento1 páginaSistemas - Computarizados 2020Geslin BrunnoAún no hay calificaciones
- Validacion de Procesos-1 PDFDocumento50 páginasValidacion de Procesos-1 PDFCAMILAAún no hay calificaciones
- Yacimientos Minerales Asociados Al IntemperismoDocumento12 páginasYacimientos Minerales Asociados Al IntemperismoCarlos Romo Barrera100% (2)
- Mapa Conceptual Auditoria InternaDocumento1 páginaMapa Conceptual Auditoria InternapaolaAún no hay calificaciones
- Auditoría InternaDocumento17 páginasAuditoría Internamiguel rosales hernandezAún no hay calificaciones
- As I Told You - KTH & JJKDocumento67 páginasAs I Told You - KTH & JJKLa verga De Namjoon100% (1)
- UF1871 - Elaboración de la documentación TécnicaDe EverandUF1871 - Elaboración de la documentación TécnicaAún no hay calificaciones
- Earning Her KeepDocumento111 páginasEarning Her Keepvaleria TaibelAún no hay calificaciones
- Charla de Normalizacion SertecpetDocumento41 páginasCharla de Normalizacion SertecpetmariaalfonsinaAún no hay calificaciones
- Informe 40 Español.Documento16 páginasInforme 40 Español.Guiss LemaAún no hay calificaciones
- Roles y Funciones Equipo CalidadDocumento5 páginasRoles y Funciones Equipo CalidadEdwin Giovanni MurilloAún no hay calificaciones
- 4 Torus Mandibular PalatinoDocumento2 páginas4 Torus Mandibular PalatinoAlejandro Hdez PerezAún no hay calificaciones
- La Teoria de La Anomia de Robert K. MertDocumento13 páginasLa Teoria de La Anomia de Robert K. MertBrenda Carreño CarreñoAún no hay calificaciones
- Cuidado de AnimalesDocumento1 páginaCuidado de AnimalesAlejandro Gama CalderonAún no hay calificaciones
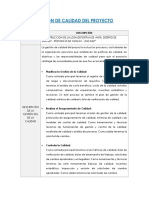
- Gestión de Calidad Del ProyectoDocumento6 páginasGestión de Calidad Del ProyectoClinton Cadillo MaguiñaAún no hay calificaciones
- Gráfico de Línea de Tiempo Con Hitos 7 Pasos Infografía Moderna NumeradaDocumento5 páginasGráfico de Línea de Tiempo Con Hitos 7 Pasos Infografía Moderna Numeradackarla007Aún no hay calificaciones
- Procedimientos JunioDocumento66 páginasProcedimientos JunioMiguel RosalesAún no hay calificaciones
- Caracterización Proceso Gestión de CalidadDocumento1 páginaCaracterización Proceso Gestión de CalidadMarbic CortesAún no hay calificaciones
- Caracterización Proceso Gestión de CalidadDocumento1 páginaCaracterización Proceso Gestión de CalidadMarbic CortesAún no hay calificaciones
- Autoevaluacion - PamecDocumento18 páginasAutoevaluacion - PamecMarla Milena Alean Matias100% (1)
- Factores Que Afectan La Calidad, Cantidad y SeguridadDocumento11 páginasFactores Que Afectan La Calidad, Cantidad y SeguridadAliberth MolinaAún no hay calificaciones
- Acreditacion SGCDocumento4 páginasAcreditacion SGCJesús GonzálezAún no hay calificaciones
- Parcial 1 Valpro 2021Documento19 páginasParcial 1 Valpro 2021camilo andres gomez cabreraAún no hay calificaciones
- Actividad 2Documento3 páginasActividad 2Morales Ordoñez María DenisseAún no hay calificaciones
- Guia de Aprendizaje N°14 Xiomara MorenoDocumento17 páginasGuia de Aprendizaje N°14 Xiomara MorenoALDEMAR ESTIBEN BURGOS VALENCIAAún no hay calificaciones
- Iso 9001Documento2 páginasIso 9001TinoroAún no hay calificaciones
- Generalidades de La ValidaciónDocumento5 páginasGeneralidades de La ValidaciónBelén MartínezAún no hay calificaciones
- Formacion de Auditores Internos 190011 Parte IiDocumento144 páginasFormacion de Auditores Internos 190011 Parte IiMSOTOAún no hay calificaciones
- Auditoria de La CalidadDocumento7 páginasAuditoria de La CalidadKenner RodriguezAún no hay calificaciones
- Mapa Conceptual Auditoria ExternaDocumento16 páginasMapa Conceptual Auditoria ExternaXimena HERNANDEZ DORIAAún no hay calificaciones
- Guia para La Obtencion Marca NorvenDocumento9 páginasGuia para La Obtencion Marca NorvenMACRO FIBRA3DAún no hay calificaciones
- Tarea #5 Gestión de La CalidadDocumento7 páginasTarea #5 Gestión de La CalidadTatiana RodriguezAún no hay calificaciones
- Asignación 1Documento7 páginasAsignación 1Nancy GaitanAún no hay calificaciones
- Sistema de Gestion de La Calidad...Documento129 páginasSistema de Gestion de La Calidad...Yolanda Salazar mallquiAún no hay calificaciones
- ISO19011:2018Documento35 páginasISO19011:2018Izza HoyozzAún no hay calificaciones
- Técnicas y Proced de Auditoría - Grupo 5Documento20 páginasTécnicas y Proced de Auditoría - Grupo 5Lizetthe Perez GonzalesAún no hay calificaciones
- AA1. Auditoría de CalidadDocumento10 páginasAA1. Auditoría de CalidadKarla Fabiola100% (1)
- EquiposDocumento45 páginasEquiposRoli Lucana NaniAún no hay calificaciones
- M.Castejón-Estrategia de Verificación en Continuo Frente A La Tradicional Validación de ProcesoDocumento55 páginasM.Castejón-Estrategia de Verificación en Continuo Frente A La Tradicional Validación de ProcesoSilviaAún no hay calificaciones
- Cal-Pl - 1 - Plan de Control Operativo de La Calidad PDFDocumento13 páginasCal-Pl - 1 - Plan de Control Operativo de La Calidad PDFelky enrique varela padillaAún no hay calificaciones
- Victor Lutz Tarea1Documento6 páginasVictor Lutz Tarea1Hugo LutzAún no hay calificaciones
- Grupo1 Subgrupo4 Seminario9Documento27 páginasGrupo1 Subgrupo4 Seminario9RUTH GABRIELA BENAVIDEZ CARBAJALAún no hay calificaciones
- Metodología de La Auditoría - Fase 5Documento26 páginasMetodología de La Auditoría - Fase 5Catalina Caballero ZamoraAún no hay calificaciones
- 6.1-04 PNO para El Mantenimiento Del Estado Validado Rv03Documento9 páginas6.1-04 PNO para El Mantenimiento Del Estado Validado Rv03gho.produccion1Aún no hay calificaciones
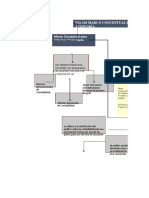
- Mapa ConceptualDocumento1 páginaMapa Conceptualvaleria monsalveAún no hay calificaciones
- Organigrama - Control de ProcesosDocumento1 páginaOrganigrama - Control de Procesosdaniela juradoAún no hay calificaciones
- Modulo IV - Sesión 05.plan de MejoraDocumento66 páginasModulo IV - Sesión 05.plan de MejoraMarisela AugustoAún no hay calificaciones
- Spa ES CI InspReport ART - ADocumento6 páginasSpa ES CI InspReport ART - AVelandia Blanco Wilmer JuliánAún no hay calificaciones
- Fundamentos Sistema de Gestion de CalidadDocumento23 páginasFundamentos Sistema de Gestion de Calidadcarlos raveAún no hay calificaciones
- Validación de Procesos de ManufacturaDocumento23 páginasValidación de Procesos de ManufacturaWiny Yucra ChaqquereAún no hay calificaciones
- REVISTA INTERNACIONAL DE INVESTIGACIÓN EN FARMACIA Y QUÍMICA TraducidoDocumento20 páginasREVISTA INTERNACIONAL DE INVESTIGACIÓN EN FARMACIA Y QUÍMICA TraducidoDaniel Ryūku NishimuraAún no hay calificaciones
- Cuadro SinopticoDocumento1 páginaCuadro SinopticoAngelica DuranAún no hay calificaciones
- Procedimiento CalibracionDocumento4 páginasProcedimiento CalibracionRicardo FlorezAún no hay calificaciones
- Acreditacion y CertificaciónDocumento3 páginasAcreditacion y CertificaciónEsbeidi TecalcoAún no hay calificaciones
- 01-Ejecución de La Auditoría GubernamentalDocumento46 páginas01-Ejecución de La Auditoría GubernamentalFIORELLA VANESSA ROSALES FALCONAún no hay calificaciones
- Semana 06 - Sesión 01. Requerimientos de Calificación y Validación de Manufactura de Productos Farmacéuticos y Cosméticos.Documento13 páginasSemana 06 - Sesión 01. Requerimientos de Calificación y Validación de Manufactura de Productos Farmacéuticos y Cosméticos.Hughes TerryAún no hay calificaciones
- Copia de SEO Audit Proposal by SlidesgoDocumento8 páginasCopia de SEO Audit Proposal by SlidesgoCARMELA ISABEL CARRERA GARCIAAún no hay calificaciones
- Calificación y Validación PDFDocumento6 páginasCalificación y Validación PDFveronicaAún no hay calificaciones
- Unidad 1-4 PDFDocumento264 páginasUnidad 1-4 PDFMorenoAún no hay calificaciones
- Formato Sst-Informe y Seguimiento de Inspecciones 3.0Documento1 páginaFormato Sst-Informe y Seguimiento de Inspecciones 3.0Cristhina Rafaela Leiva HuaniloAún no hay calificaciones
- Iperc ElectricidadDocumento1 páginaIperc ElectricidadCristhina Rafaela Leiva HuaniloAún no hay calificaciones
- Instalación Cerradura ElectricaDocumento23 páginasInstalación Cerradura ElectricaCristhina Rafaela Leiva Huanilo100% (1)
- Inundaciones PDFDocumento8 páginasInundaciones PDFCristhina Rafaela Leiva HuaniloAún no hay calificaciones
- Sesión 11 - Técnicas de La Comunicación - Equipo 1Documento14 páginasSesión 11 - Técnicas de La Comunicación - Equipo 1Cristhina Rafaela Leiva HuaniloAún no hay calificaciones
- Informe de Mes de SetiembreDocumento3 páginasInforme de Mes de SetiembreFranz Sanchez MiravalAún no hay calificaciones
- Planificacion Microenseñanza Educacion Deyanira Ascencio ConstanzoDocumento3 páginasPlanificacion Microenseñanza Educacion Deyanira Ascencio Constanzodeyanira ascencioAún no hay calificaciones
- SESIÓN 1 - 1° y 2° - Exp. Aprend. 6ta. - Sem. 22Documento2 páginasSESIÓN 1 - 1° y 2° - Exp. Aprend. 6ta. - Sem. 22Carlos Malón ReynaAún no hay calificaciones
- Sedimentacion de Alta de TasaDocumento27 páginasSedimentacion de Alta de TasaNATALIA CAROLINA DAZA MUÑOZAún no hay calificaciones
- Exp. 00108-2022-0-1603-JR-FC-01 - Resolución - 01580-2022Documento1 páginaExp. 00108-2022-0-1603-JR-FC-01 - Resolución - 01580-2022Kelly Barrantes EcobedoAún no hay calificaciones
- Los Derechos Del Niño y La Tiranía Del Ambiente (Divulgación de La Ley 4447) - 1929Documento174 páginasLos Derechos Del Niño y La Tiranía Del Ambiente (Divulgación de La Ley 4447) - 1929BibliomaniachilenaAún no hay calificaciones
- Hs Emulsion AsfalticaDocumento2 páginasHs Emulsion AsfalticaFelipe Mejia DiezAún no hay calificaciones
- Guía de Aprendizaje Cerebro Tema 1y 2 Métodos, Historia y Sis. SensorialDocumento4 páginasGuía de Aprendizaje Cerebro Tema 1y 2 Métodos, Historia y Sis. SensorialLina Fernanda GUZMAN LUNAAún no hay calificaciones
- Chile GitanosDocumento11 páginasChile GitanosSrtáá Pááüülyhz0% (1)
- RA2 ATT1 Roller Alvarez.Documento12 páginasRA2 ATT1 Roller Alvarez.Roller AlvarezAún no hay calificaciones
- Carta Alimentos y Bebidas Club Militar Sede SochagotaDocumento10 páginasCarta Alimentos y Bebidas Club Militar Sede SochagotaJulio cesar Umaña ochoaAún no hay calificaciones
- Inf 09-2021-JLS-HSF - Levantamiento Observaciones de La Propuesta Cables Electricos CELSADocumento3 páginasInf 09-2021-JLS-HSF - Levantamiento Observaciones de La Propuesta Cables Electricos CELSAAlejandro Canares FloresAún no hay calificaciones
- Basic: ChallengeDocumento41 páginasBasic: Challengeidamera22Aún no hay calificaciones
- Cetrangolo y Goldschmit 2012 - Sistema Salud ArgentinoDocumento29 páginasCetrangolo y Goldschmit 2012 - Sistema Salud ArgentinoJoaquín PlateroAún no hay calificaciones
- Infografía Guía de Pasos para Mejorar La Creatividad A Mano Verde y Naranja PastelDocumento1 páginaInfografía Guía de Pasos para Mejorar La Creatividad A Mano Verde y Naranja PastelSami IslasAún no hay calificaciones
- Geotecnia Formacion y Origen de Las RocaDocumento40 páginasGeotecnia Formacion y Origen de Las RocaAnto Salcedo GonzalesAún no hay calificaciones
- 13 Solicitud para Incorporarse Al TeletrabajoDocumento12 páginas13 Solicitud para Incorporarse Al TeletrabajoRosalindaGomezStoesselAún no hay calificaciones
- Argumentamos Cómo Impactan Nuestras Acciones en La Atmósfera Y La SaludDocumento2 páginasArgumentamos Cómo Impactan Nuestras Acciones en La Atmósfera Y La Salud4F GUTIERREZ ROCCA JHONNY BRYANAún no hay calificaciones
- OPERACIÓN y MANTENIMIENTODocumento9 páginasOPERACIÓN y MANTENIMIENTOJOSÉ EMANUEL TORRES MÁRQUEZAún no hay calificaciones
- UNIDAD 2 Enfermeria BasicaDocumento28 páginasUNIDAD 2 Enfermeria BasicaAnder100% (1)
- Plan de Manejo de Residuos SolidosDocumento46 páginasPlan de Manejo de Residuos SolidosJuan C. Rojas FAún no hay calificaciones
- El Primer Contacto Con El ClienteDocumento16 páginasEl Primer Contacto Con El ClienteVicky LunaAún no hay calificaciones