También podría gustarte
- Reparaciones y mantenimiento de la casaDe EverandReparaciones y mantenimiento de la casaCalificación: 3 de 5 estrellas3/5 (2)
- Tornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaDocumento39 páginasTornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaHugo Alfredo Ordóñez Chocano100% (1)
- Recopilación de Información para Las PreguntasDocumento3 páginasRecopilación de Información para Las PreguntasCandy miel de AbejaAún no hay calificaciones
- Valentina G Porta VasosDocumento29 páginasValentina G Porta Vasosvalentina giraldoAún no hay calificaciones
- Ante Proyecto IntegradorDocumento10 páginasAnte Proyecto IntegradorDavid PalaciosAún no hay calificaciones
- SACACORCHOS DE ALAS FinalDocumento15 páginasSACACORCHOS DE ALAS FinalPablo Saldubehere0% (1)
- Carpinteria en Obra NegraDocumento65 páginasCarpinteria en Obra NegraRod Agg100% (2)
- Informe Herramientas de Corte MecanizadoDocumento14 páginasInforme Herramientas de Corte MecanizadoMArio PerezAún no hay calificaciones
- Cómo Elegir Un Buen Cuchillo de CocinaDocumento4 páginasCómo Elegir Un Buen Cuchillo de CocinacuchillosderiveraAún no hay calificaciones
- Sierras Islas Hernández BrayamDocumento10 páginasSierras Islas Hernández BrayamBryan IslasAún no hay calificaciones
- PinzaDocumento12 páginasPinzaMauro ChoqueAún no hay calificaciones
- AA CATALOGO Equipos AG NovatechPyme2021 v.1Documento254 páginasAA CATALOGO Equipos AG NovatechPyme2021 v.1Impressum SistemasAún no hay calificaciones
- Bladesmithing; Los 101 secretos de la forja de cuchillos: Lo que todo herrero debería saber antes de fabricar su próximo cuchilloDe EverandBladesmithing; Los 101 secretos de la forja de cuchillos: Lo que todo herrero debería saber antes de fabricar su próximo cuchilloCalificación: 5 de 5 estrellas5/5 (1)
- SEGUETAS, CUAL USAR Y QUE MATERIALES SE PUEDEN CORTAR CON ELLAS - Ferreteria y Materiales para La ConstruccionDocumento5 páginasSEGUETAS, CUAL USAR Y QUE MATERIALES SE PUEDEN CORTAR CON ELLAS - Ferreteria y Materiales para La ConstruccionJoelEmiliano195Aún no hay calificaciones
- 4.0.-Equipos de Lab Anat - Modern.Documento52 páginas4.0.-Equipos de Lab Anat - Modern.Yajaira MQAún no hay calificaciones
- Informe Sobre Brocas y Escariadores ManualesDocumento22 páginasInforme Sobre Brocas y Escariadores ManualesMaria Fernanda GualaAún no hay calificaciones
- Selección de Aceros Fabian DurazoDocumento10 páginasSelección de Aceros Fabian DurazoFabian dlAún no hay calificaciones
- Proyectos en hierro para interioresDe EverandProyectos en hierro para interioresCalificación: 3.5 de 5 estrellas3.5/5 (7)
- Normas Apas y HC ChuchinDocumento12 páginasNormas Apas y HC ChuchinJesus Adrian MoralesAún no hay calificaciones
- BrocasDocumento33 páginasBrocasPaul VillaroelAún no hay calificaciones
- Raul Ortega Tafoya Mtto. de Sistemas de Transmisión de Potencia Evidencia #7 Grupo: 603 Electromecánica Industrial 03/03/2021Documento39 páginasRaul Ortega Tafoya Mtto. de Sistemas de Transmisión de Potencia Evidencia #7 Grupo: 603 Electromecánica Industrial 03/03/2021RaulAún no hay calificaciones
- AlicatesDocumento22 páginasAlicatesRuben VidaurreAún no hay calificaciones
- Instrumentos de LaboratorioDocumento8 páginasInstrumentos de LaboratorioRosa RuizAún no hay calificaciones
- Herramienta Consumible Brocas PDFDocumento69 páginasHerramienta Consumible Brocas PDFalejandro obregonAún no hay calificaciones
- Libro Diseños Detallados de Cuchillos PDFDocumento282 páginasLibro Diseños Detallados de Cuchillos PDFLurra Cutelaria Custom100% (3)
- Evidencia 7Documento39 páginasEvidencia 7RaulAún no hay calificaciones
- Manual 4. Postprocesado en Impresión 3DDocumento12 páginasManual 4. Postprocesado en Impresión 3Dsimplemente asquerosoAún no hay calificaciones
- Como Elegir El Hotend CorrectoDocumento12 páginasComo Elegir El Hotend CorrectoAlex MartinezAún no hay calificaciones
- Tecnobisa Matris Catalogo UtillajeDocumento73 páginasTecnobisa Matris Catalogo UtillajealexzuleAún no hay calificaciones
- Arieta Moldes de Inyec - EspDocumento55 páginasArieta Moldes de Inyec - EspWalter-uniAún no hay calificaciones
- Clasificacion de Las BrocasDocumento12 páginasClasificacion de Las Brocassofia castrogAún no hay calificaciones
- Area de TegnologiaDocumento8 páginasArea de TegnologiaAlexander XavierAún no hay calificaciones
- Actividad 4 Ingenieria de PresicionDocumento4 páginasActividad 4 Ingenieria de PresicionJuan RodriguezAún no hay calificaciones
- 06 CepillosDocumento34 páginas06 CepillosMauricio SarmientoAún no hay calificaciones
- Uniones PermanentesDocumento29 páginasUniones PermanentesKevinLópezAún no hay calificaciones
- Fabricacion de La PericaDocumento15 páginasFabricacion de La PericaJonathan LunaAún no hay calificaciones
- Iniciacion Soldadura Con Estano PDFDocumento10 páginasIniciacion Soldadura Con Estano PDFdiditempuAún no hay calificaciones
- Informe Herramientas de BancoDocumento20 páginasInforme Herramientas de BancoAnonymous YArjSGAún no hay calificaciones
- Nombre Dibujo y Uso de Cada Material Del LaboratorioDocumento133 páginasNombre Dibujo y Uso de Cada Material Del LaboratorioMery Celina Gutierrez100% (1)
- Torneado y Produccion de OrificiosDocumento17 páginasTorneado y Produccion de OrificiossarigerAún no hay calificaciones
- Herramientas Brocas Helicoidales, UtilizaciónDocumento8 páginasHerramientas Brocas Helicoidales, UtilizaciónBatlet KelevraAún no hay calificaciones
- ¿Qué Tornillos para Madera Elegir - Conoce Los Tipos y Escoge CorrectamenteDocumento4 páginas¿Qué Tornillos para Madera Elegir - Conoce Los Tipos y Escoge CorrectamenteCARLOS JUAN BONINAún no hay calificaciones
- Mortero de PilonDocumento3 páginasMortero de PilonGerardo Prado100% (2)
- Minuta Proceso de Formación de La Viruta y Tipos de VirutaDocumento8 páginasMinuta Proceso de Formación de La Viruta y Tipos de VirutaGiordano ValecillosAún no hay calificaciones
- Materiales y Equipos de Uso Frecuente en El LaboratorioDocumento5 páginasMateriales y Equipos de Uso Frecuente en El LaboratorioRoberto Carrera MendezAún no hay calificaciones
- 2B2 - Jesus Edaurdo Jimenez Ovando - Tema 4 - Tarea 2Documento11 páginas2B2 - Jesus Edaurdo Jimenez Ovando - Tema 4 - Tarea 2Rocky David Mancilla EscobarAún no hay calificaciones
- Trabajo de Investigacion (Taller Mecanico)Documento20 páginasTrabajo de Investigacion (Taller Mecanico)DavidAún no hay calificaciones
- Tallerprocesos 1docxDocumento4 páginasTallerprocesos 1docxDiego MoralesAún no hay calificaciones
- Bladesmithing; Las 101 preguntas más frecuentes sobre la forja de cuchillos: Las respuestas a tus preguntas sobre el forjado, la extracción de virutas, las herramientas,y el tratamiento térmico de cuDe EverandBladesmithing; Las 101 preguntas más frecuentes sobre la forja de cuchillos: Las respuestas a tus preguntas sobre el forjado, la extracción de virutas, las herramientas,y el tratamiento térmico de cuAún no hay calificaciones
- Sierra Cinta MetallitografiaDocumento24 páginasSierra Cinta MetallitografiaDaniel Vega MartinezAún no hay calificaciones
- Burning Bar Oxylance Manual (Español)Documento12 páginasBurning Bar Oxylance Manual (Español)BrayanAún no hay calificaciones
- Laboratorio 1Documento21 páginasLaboratorio 1Jordan Capa ZamataAún no hay calificaciones
- Catalago de Opsumex PDFDocumento16 páginasCatalago de Opsumex PDFArmando RojasAún no hay calificaciones
- Mecanica de Corte OdontologicoDocumento26 páginasMecanica de Corte OdontologicoAlvaro ContrerasAún no hay calificaciones
- P4 - Forja - Duran Verde Leonardo AbrahamDocumento10 páginasP4 - Forja - Duran Verde Leonardo AbrahamLeonardo DuranAún no hay calificaciones
- FT Mopure EsDocumento7 páginasFT Mopure EsCarlos LagosAún no hay calificaciones
- Corta y Suelada Trabajo 2Documento17 páginasCorta y Suelada Trabajo 2Andy HernándezAún no hay calificaciones
- OrtesisDocumento8 páginasOrtesisKiara VásquezAún no hay calificaciones
- Foro Tematico AFILADO HERRAMIENTAS DE CORTE 1Documento3 páginasForo Tematico AFILADO HERRAMIENTAS DE CORTE 1Juan Maguiña EusebioAún no hay calificaciones
- SoldabilidadDocumento11 páginasSoldabilidadEdgar Manuel Matute TapiaAún no hay calificaciones
- 26 - ElectromecanizadoDocumento41 páginas26 - ElectromecanizadoFranco PerezAún no hay calificaciones
- CENTRO DE VIDA CHIGORODO para EnviarDocumento5 páginasCENTRO DE VIDA CHIGORODO para EnviarAlejandra Barrios RamosAún no hay calificaciones
- Estudio de Corrosión Galvánica en Pares Latón Acero Inoxidable y Latón Fundición de HierroDocumento3 páginasEstudio de Corrosión Galvánica en Pares Latón Acero Inoxidable y Latón Fundición de HierroDan NoAún no hay calificaciones
- VALVULAS Retencion - Bronce PDFDocumento7 páginasVALVULAS Retencion - Bronce PDFAlbertoAún no hay calificaciones
- ACERO ESTRUCTURAL Jimenez Romero Jonathan CorreccionDocumento35 páginasACERO ESTRUCTURAL Jimenez Romero Jonathan CorreccionJonathan JimenezAún no hay calificaciones
- Alu ZincDocumento5 páginasAlu ZincJeffrey Javier Caseres VarelaAún no hay calificaciones
- Smashweld 316 Smashweld 316topflexDocumento28 páginasSmashweld 316 Smashweld 316topflexnico diazAún no hay calificaciones
- Cuadro Comparativo. Ferrosos y No FerrososDocumento6 páginasCuadro Comparativo. Ferrosos y No FerrososGely Rosas100% (1)
- Unida I Sector MineroDocumento32 páginasUnida I Sector MineroStephanyAún no hay calificaciones
- Guia de Prácticas de Soldadura y Corte de Metales JULIO LARICODocumento105 páginasGuia de Prácticas de Soldadura y Corte de Metales JULIO LARICODiego Benavides Martínez100% (1)
- Determinacion de Inclusiones No MetalicasDocumento9 páginasDeterminacion de Inclusiones No MetalicasPattyy MontoyaAún no hay calificaciones
- Hierro FundidoDocumento10 páginasHierro FundidoJeyson IsraelAún no hay calificaciones
- PotosiDocumento8 páginasPotosiIsmaelAún no hay calificaciones
- Nte Inen 2480Documento8 páginasNte Inen 2480sanAún no hay calificaciones
- Patologia de Los Elementos Estructurales Forjados Con Vigas MetalicasDocumento7 páginasPatologia de Los Elementos Estructurales Forjados Con Vigas Metalicasjackeline102586Aún no hay calificaciones
- Info de Valorizacion MEPSADocumento101 páginasInfo de Valorizacion MEPSArafav10Aún no hay calificaciones
- Actividad 5Documento9 páginasActividad 5LEONARDO FRANCISCO HERN�NDEZ GARZAAún no hay calificaciones
- Reporte de Conocimientos de Maquinas y HerramientasDocumento4 páginasReporte de Conocimientos de Maquinas y HerramientasNahomi OrtegaAún no hay calificaciones
- Sistema de AleacionesDocumento6 páginasSistema de AleacionesMijail Leonardo Quispe GonzalesAún no hay calificaciones
- Identificación de Herramientas EléctricasDocumento10 páginasIdentificación de Herramientas EléctricasEduardoAún no hay calificaciones
- Clase TorneadoDocumento72 páginasClase Torneadojuan carlos100% (1)
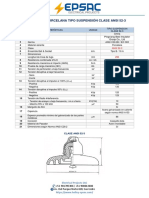
- Aislador de Porcelana Tipo Suspension Clase Ansi 52 3Documento1 páginaAislador de Porcelana Tipo Suspension Clase Ansi 52 3jose giancarlo oquendo amezquita100% (1)
- POLIPROPILENODocumento36 páginasPOLIPROPILENOAlex Levano VelasquezAún no hay calificaciones
- Ficha-Tecnica-Convertex-2019 Venezolana de PinturasDocumento3 páginasFicha-Tecnica-Convertex-2019 Venezolana de Pinturasjhosele la cruzAún no hay calificaciones
- Especificacion TV 305Documento1 páginaEspecificacion TV 305Haroldo CoromacAún no hay calificaciones
- Brochure METALMECDocumento8 páginasBrochure METALMECBrenda Sosa Gomez100% (2)
- Prueba de EstanqueidadDocumento60 páginasPrueba de EstanqueidadMark Saul MoArAún no hay calificaciones
- Mecanica de BancoDocumento19 páginasMecanica de BancoJOEL EDGAR ZEGARRA DELGADOAún no hay calificaciones
- Topico de Elementos de IzajeDocumento21 páginasTopico de Elementos de IzajeEmilia LeivaAún no hay calificaciones