También podría gustarte
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Trabajo Final de Tratamientos TermicosDocumento21 páginasTrabajo Final de Tratamientos TermicosdanielAún no hay calificaciones
- Operaciones unitarias y proceso químico. QUIE0108: Operaciones básicas en planta químicaDe EverandOperaciones unitarias y proceso químico. QUIE0108: Operaciones básicas en planta químicaAún no hay calificaciones
- T7 Administración y Principios de Gestión de La CalidadDocumento34 páginasT7 Administración y Principios de Gestión de La Calidadanel miranda vasquez100% (1)
- INDT1011 U1 S1 Documento Apuntes Procesos IndustrialesDocumento60 páginasINDT1011 U1 S1 Documento Apuntes Procesos Industrialesjansyyaritza100% (1)
- Matriz RuidoDocumento4 páginasMatriz RuidoMarialoreto Cárdenas SnmAún no hay calificaciones
- Preparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108De EverandPreparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Aún no hay calificaciones
- Resumen Procesos de Manufactura Tipo TesisDocumento77 páginasResumen Procesos de Manufactura Tipo TesisFernando Martinez0% (1)
- Respuestas de Mecanica y Ajuste de BancoDocumento10 páginasRespuestas de Mecanica y Ajuste de BancoJose Victor R Sanchez JimenezAún no hay calificaciones
- Secadores DielectricosDocumento16 páginasSecadores Dielectricosjoselyn zambranoAún no hay calificaciones
- Tratamiento CriogenicoDocumento10 páginasTratamiento CriogenicoRosa Andrea CumezAún no hay calificaciones
- Unidad 1. Introducción A La ManufacturaDocumento12 páginasUnidad 1. Introducción A La ManufacturaIsauro Reyna Talín100% (1)
- Metodos de EsterilizacionDocumento27 páginasMetodos de EsterilizacionFamilia CC RD100% (1)
- Ventana Refractiva SECADO y DESHIDRATACIÓNDocumento4 páginasVentana Refractiva SECADO y DESHIDRATACIÓNCristian VillamorAún no hay calificaciones
- Act 4 Obtencion Del Hierro y El AceroDocumento16 páginasAct 4 Obtencion Del Hierro y El AceroavelinoAún no hay calificaciones
- Tarea 1Documento8 páginasTarea 1Jorge AlbertoAún no hay calificaciones
- Evidencia 1 Procesos de ManufacturaDocumento8 páginasEvidencia 1 Procesos de ManufacturaLuz Iribe0% (4)
- PIA ProcesosDocumento35 páginasPIA ProcesosJorge AlbertoAún no hay calificaciones
- Sesion 5 Procesos y Operaciones IndustrialesDocumento25 páginasSesion 5 Procesos y Operaciones IndustrialesArturo BenitesAún no hay calificaciones
- Lab Ope2Documento18 páginasLab Ope2LAún no hay calificaciones
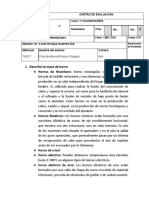
- Procesos de ManufacturaDocumento6 páginasProcesos de ManufacturaFRIDA MONTSERRAT ROMERO DELGADOAún no hay calificaciones
- Informe Visita Tecnica FerrotratamientosDocumento24 páginasInforme Visita Tecnica FerrotratamientosJonathan NiñoAún no hay calificaciones
- Naid Naid 350 FormatoalumnotrabajofinalDocumento17 páginasNaid Naid 350 FormatoalumnotrabajofinalMultiservicios CarriónAún no hay calificaciones
- INPROMATDocumento9 páginasINPROMATDiego SolizAún no hay calificaciones
- Reporte de VideoDocumento4 páginasReporte de VideoJarhet Tun MayAún no hay calificaciones
- Operaciones y Procesos en Laboratorio de MetalurgiaDocumento5 páginasOperaciones y Procesos en Laboratorio de MetalurgiaLuis Felipe Amador VenegasAún no hay calificaciones
- Procesos de ManufacturaDocumento11 páginasProcesos de ManufacturacpinellazAún no hay calificaciones
- Procesos IndustrialesDocumento7 páginasProcesos IndustrialesFabian arrieta comasAún no hay calificaciones
- Mini Invernadero AutomatizadoDocumento15 páginasMini Invernadero AutomatizadoORLANDO RODRIGUEZAún no hay calificaciones
- EvaporacionDocumento9 páginasEvaporacionKeisy Patty PattyAún no hay calificaciones
- Central de Esterilizaciòn TALLERDocumento34 páginasCentral de Esterilizaciòn TALLERjhune ParraAún no hay calificaciones
- Actividad 4.1Documento7 páginasActividad 4.1Jose Luis PerezAún no hay calificaciones
- Charla EsterilizaciónDocumento4 páginasCharla EsterilizaciónAna Laura RamirezAún no hay calificaciones
- Proyecto de Quimica InorganicaDocumento30 páginasProyecto de Quimica InorganicaDaniel Mena Lizano50% (2)
- Informe CerámicosDocumento15 páginasInforme CerámicosJimmy GomezAún no hay calificaciones
- Informe 4Documento24 páginasInforme 4Sofia GlezAún no hay calificaciones
- T5 HigieneDocumento9 páginasT5 HigieneCarla Fernández FernándezAún no hay calificaciones
- Escuela Superior Politécnica Del LitoralDocumento8 páginasEscuela Superior Politécnica Del LitoralGinger PatsoAún no hay calificaciones
- Proyecto Final de Termodinamica Grupo 1Documento16 páginasProyecto Final de Termodinamica Grupo 1JULIAAún no hay calificaciones
- Invesgacion AppaDocumento41 páginasInvesgacion AppaAxel AguirreAún no hay calificaciones
- Proyecto-1er Parcial Equipo 1 PDFDocumento7 páginasProyecto-1er Parcial Equipo 1 PDFJimenez Valverde Jesús FranciscoAún no hay calificaciones
- S02.secion 2.2 RefrigeracionDocumento16 páginasS02.secion 2.2 RefrigeracionroddyAún no hay calificaciones
- Control de Un Horno de Secado de MaderaDocumento38 páginasControl de Un Horno de Secado de MaderaGabriel Taucare SilvaAún no hay calificaciones
- Proyecto TermoFluidosDocumento33 páginasProyecto TermoFluidosBlackups LyderAún no hay calificaciones
- Informe-4 ENVEJECIMIENTODocumento10 páginasInforme-4 ENVEJECIMIENTOJOHAR GCAAún no hay calificaciones
- Abigail Muñoz Tarea II (Consulta)Documento6 páginasAbigail Muñoz Tarea II (Consulta)Diana MuñozAún no hay calificaciones
- Proceso ESTDocumento10 páginasProceso ESTricardo gomezAún no hay calificaciones
- Etilenglicol Proceso de ProduccionDocumento32 páginasEtilenglicol Proceso de ProduccionIvonne Yadira Caracusma CondoriAún no hay calificaciones
- Resumen VillaDocumento8 páginasResumen Villajuan garciaAún no hay calificaciones
- Procesos de Manufactura Actividad 9: Proyecto Integrador Etapa 2Documento21 páginasProcesos de Manufactura Actividad 9: Proyecto Integrador Etapa 2Roberto Diaz JuarezAún no hay calificaciones
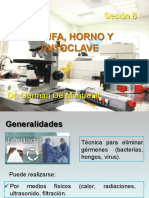
- Curso+Lab+Teoria Sesión+8 Hornos-AutoclaveDocumento29 páginasCurso+Lab+Teoria Sesión+8 Hornos-AutoclaveAlma UrrutiaAún no hay calificaciones
- Informe de Quimica1Documento10 páginasInforme de Quimica1Natalie Monica Cruz GallegosAún no hay calificaciones
- Act2 Eqp14Documento10 páginasAct2 Eqp14Elma CanonAún no hay calificaciones
- Conocer Los Diferentes Métodos de Esterilización Por Agentes Físicos y Químicos. Diferenciar Esterilización Entre Calor y Calor HumadoDocumento9 páginasConocer Los Diferentes Métodos de Esterilización Por Agentes Físicos y Químicos. Diferenciar Esterilización Entre Calor y Calor HumadoClinton LunaAún no hay calificaciones
- Horno InduccionDocumento6 páginasHorno Induccionrodrifis1000Aún no hay calificaciones
- Al Eaci OnesDocumento18 páginasAl Eaci OnesLazloAún no hay calificaciones
- Informe de Procesos Térmicos PracticasDocumento19 páginasInforme de Procesos Térmicos Practicasnando maowAún no hay calificaciones
- Evidencia Final Tecnologia de MaterialesDocumento8 páginasEvidencia Final Tecnologia de MaterialesJose MiguelAún no hay calificaciones
- Procesos de FabricacionDocumento11 páginasProcesos de FabricacionAmayrani CarmonaAún no hay calificaciones
- PulvimetalurgiaDocumento25 páginasPulvimetalurgiaPedro Zapata Muñoz100% (3)
- Polimeros - Botellas de PlasticoDocumento16 páginasPolimeros - Botellas de PlasticoYanira OrtegaAún no hay calificaciones
- Caratula Bqu01-U (Informe Nº1)Documento12 páginasCaratula Bqu01-U (Informe Nº1)MIGUEL ANGEL DE JESUS HINOSTROZA AYLASAún no hay calificaciones
- No Metalicos EjemplosDocumento5 páginasNo Metalicos Ejemplosbryan perez valleAún no hay calificaciones
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaAún no hay calificaciones
- Universidad Del Valle de México Optimización de ProcesosDocumento4 páginasUniversidad Del Valle de México Optimización de ProcesosKatia CarreónAún no hay calificaciones
- A8EQ5Documento4 páginasA8EQ5Katia CarreónAún no hay calificaciones
- A#3EQ7Documento2 páginasA#3EQ7Katia CarreónAún no hay calificaciones
- A#6KLCPDocumento4 páginasA#6KLCPKatia CarreónAún no hay calificaciones
- A#5KLCPDocumento6 páginasA#5KLCPKatia CarreónAún no hay calificaciones
- A#1KLCPDocumento3 páginasA#1KLCPKatia CarreónAún no hay calificaciones
- A#3KLCPDocumento3 páginasA#3KLCPKatia CarreónAún no hay calificaciones
- Feria de CienciasDocumento6 páginasFeria de CienciasGrace PacoriAún no hay calificaciones
- Catalogoscatalogo Newen PDFDocumento52 páginasCatalogoscatalogo Newen PDFSilvestre BonannoAún no hay calificaciones
- LAB2-BERNALMARIEL - Bernal Parihuancollo Mariel AlejandraDocumento14 páginasLAB2-BERNALMARIEL - Bernal Parihuancollo Mariel AlejandraISRAEL MANFRED CONDORI ROCHAAún no hay calificaciones
- Laboratorio de Soldadura 4Documento4 páginasLaboratorio de Soldadura 4Liz Valdivia TitoAún no hay calificaciones
- Invent A RioDocumento10 páginasInvent A RioFélix DomínguezAún no hay calificaciones
- Pallets & Pisos Industriales 2023Documento38 páginasPallets & Pisos Industriales 2023aplicaciones androidAún no hay calificaciones
- MBC-C08 (A) 09Documento2 páginasMBC-C08 (A) 09Pau Pérez CortadellasAún no hay calificaciones
- INTERCAMBIADORESDocumento201 páginasINTERCAMBIADORESFernando Matías RomeroAún no hay calificaciones
- Introducción Al Estudio Del Trabajo - ProductividadDocumento25 páginasIntroducción Al Estudio Del Trabajo - ProductividadNoe Otoniel Palacios AtocheAún no hay calificaciones
- Resumen de MetradosDocumento4 páginasResumen de MetradosEdwin Llanos GuarnizAún no hay calificaciones
- Tablas Organizadas Informe Lab Materiales MetalicosDocumento2 páginasTablas Organizadas Informe Lab Materiales MetalicosIsaac Tapias CerroAún no hay calificaciones
- Concreto ZeolitechDocumento2 páginasConcreto ZeolitechAbena GlezAún no hay calificaciones
- Catalogo de Conceptos Pozos EjemploDocumento8 páginasCatalogo de Conceptos Pozos EjemploAmado Vidal Escarcega SerranoAún no hay calificaciones
- 02 Acu ArquitecturaDocumento26 páginas02 Acu ArquitecturaAnthony Pizarro FernandezAún no hay calificaciones
- AST Trabajos Con Motosierra KP 126Documento2 páginasAST Trabajos Con Motosierra KP 126chistes mugrosos MalwareAún no hay calificaciones
- 4o Eso Imperialismo 1a Guerra Mundial y Revolucion Rusa CC Ee 4Documento10 páginas4o Eso Imperialismo 1a Guerra Mundial y Revolucion Rusa CC Ee 4Bryan BoruAún no hay calificaciones
- Movimientos en Moneda NacionalDocumento20 páginasMovimientos en Moneda NacionalJOSE MIGUEL LEMUS ROJASAún no hay calificaciones
- Prospekt Sector 1254 Plattenaufteilsaege ESPDocumento8 páginasProspekt Sector 1254 Plattenaufteilsaege ESPJens BokelAún no hay calificaciones
- Catalogo Safety DepotDocumento108 páginasCatalogo Safety DepotAmparo de Jesus Flores CardielAún no hay calificaciones
- Teoría Del ProductorDocumento28 páginasTeoría Del Productorangel salazarAún no hay calificaciones
- FV-PR-MA-04 Manejo de Residuos Rev.2Documento14 páginasFV-PR-MA-04 Manejo de Residuos Rev.2Maximiliano Reiniero Poblete RozasAún no hay calificaciones
- Diagrama de Flujo de Los HidrociclonesDocumento10 páginasDiagrama de Flujo de Los HidrociclonesFredy MallcoAún no hay calificaciones
- CUESTIONARIODocumento5 páginasCUESTIONARIOMagnaAún no hay calificaciones
- Trans Ici OnDocumento2 páginasTrans Ici OncamilovelandiaAún no hay calificaciones
- Para CotizarDocumento7 páginasPara CotizarRamiro MayArkAún no hay calificaciones
- Ft-Id-01 Allbrite Black 2000Documento6 páginasFt-Id-01 Allbrite Black 2000Camila ZapataAún no hay calificaciones