También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Tuberia Villacero PciDocumento6 páginasTuberia Villacero PcihanselltechfireAún no hay calificaciones
- FDS Hidráulica - Ensablaje LatiguillosDocumento17 páginasFDS Hidráulica - Ensablaje LatiguillosJuan José CasasAún no hay calificaciones
- Instructivo TorqueDocumento16 páginasInstructivo Torquericardo tellezAún no hay calificaciones
- Tpt-Ins-008 Instructivo de Ajuste de Uniones Bridadas en TierraDocumento12 páginasTpt-Ins-008 Instructivo de Ajuste de Uniones Bridadas en TierraCindy Alvarez100% (1)
- PreventoresDocumento50 páginasPreventoresJoelPacheco100% (1)
- Notas Sobre Uniones AtornilladasDocumento2 páginasNotas Sobre Uniones AtornilladasEdu EduardoAún no hay calificaciones
- 31-9067-SP LokRing PDFDocumento8 páginas31-9067-SP LokRing PDFCesar Calderon GrAún no hay calificaciones
- Guía Rápida de Instalación de Juntas.: 3-. Lubricación 1-. Limpieza e InspecciónDocumento1 páginaGuía Rápida de Instalación de Juntas.: 3-. Lubricación 1-. Limpieza e InspecciónJosue Ramirez NavaAún no hay calificaciones
- FT Anchormax 1Documento2 páginasFT Anchormax 1Oscar SolisAún no hay calificaciones
- Preventores ArietesDocumento30 páginasPreventores ArietesVicaolAún no hay calificaciones
- Instalacion de Empaquetaduras TrenzadasDocumento2 páginasInstalacion de Empaquetaduras TrenzadasOrlanisEuclidesMurilloMurillo0% (1)
- Mafusa - Montaje Tubería FDDocumento5 páginasMafusa - Montaje Tubería FDFranciscoAún no hay calificaciones
- Tuberias Hdp-EmpalmesDocumento11 páginasTuberias Hdp-EmpalmesAnton Juni Gamero GonzalesAún no hay calificaciones
- MI Estaciones de LavadoDocumento10 páginasMI Estaciones de LavadoGiuliana MirandaAún no hay calificaciones
- Esmeriladora de BancoDocumento3 páginasEsmeriladora de BancoJunab Andres Cabañas RuizAún no hay calificaciones
- Manual de Aplicacion SikaplanDocumento19 páginasManual de Aplicacion SikaplanDiana MayorgaAún no hay calificaciones
- Procedimiento para AnclajesDocumento8 páginasProcedimiento para Anclajesfranky241Aún no hay calificaciones
- CUÑASDocumento18 páginasCUÑASJorge FernandoAún no hay calificaciones
- Sugerencias de Cómo Usar Los Kits Universales de TaponamientoDocumento2 páginasSugerencias de Cómo Usar Los Kits Universales de TaponamientoPedro VilchezAún no hay calificaciones
- FT Anchormax 2tDocumento2 páginasFT Anchormax 2tOscar SolisAún no hay calificaciones
- Conexiones-Ranuradas PDFDocumento12 páginasConexiones-Ranuradas PDFjoana ramirezAún no hay calificaciones
- Adaptador Brida Amplio RangoDocumento2 páginasAdaptador Brida Amplio RangoCORPORACION METALURGICO AGUILAR EIRLAún no hay calificaciones
- Manual Instalacion Vinilicosen RolloDocumento6 páginasManual Instalacion Vinilicosen RolloJose Luis Carreño FernándezAún no hay calificaciones
- Anclaje Químico PensilvaniaDocumento2 páginasAnclaje Químico PensilvaniaJosse RuizAún no hay calificaciones
- Manual Montaje de EdificiosDocumento106 páginasManual Montaje de EdificiosTernium50% (2)
- Manual de Mantenimiento Martillo Yt28Documento12 páginasManual de Mantenimiento Martillo Yt28Abdul Zapata Escobar50% (4)
- FT - 4 Pulg SAL GG PlasticaDocumento3 páginasFT - 4 Pulg SAL GG PlasticaJorge HuarcayaAún no hay calificaciones
- Info 0715-001-001 Galgas para Roscas Métricas y en PulgadasDocumento1 páginaInfo 0715-001-001 Galgas para Roscas Métricas y en PulgadasJIMMY ANDRES MOLINA DURANAún no hay calificaciones
- UjummDocumento3 páginasUjummGustavo CMAún no hay calificaciones
- Split SetDocumento11 páginasSplit SetSaúl Quispe Diaz100% (1)
- Ciclo Del Desarrollo de Una FrenteDocumento21 páginasCiclo Del Desarrollo de Una Frentemario alvarezAún no hay calificaciones
- Instalacion VJDocumento2 páginasInstalacion VJRodrigoAún no hay calificaciones
- POP-BAR - 003 - Procedimiento de TorqueadoDocumento20 páginasPOP-BAR - 003 - Procedimiento de TorqueadoSergio Omar FormicaAún no hay calificaciones
- DCT09-02 Bulones de Anclaje en TunelesDocumento7 páginasDCT09-02 Bulones de Anclaje en TunelesYesenia DuarteAún no hay calificaciones
- Cubierta de Fibrocemento y ZincDocumento28 páginasCubierta de Fibrocemento y ZincOrellana Sebastian100% (1)
- Seccion A SoldadaDocumento3 páginasSeccion A Soldadafavio alejandro paz benavidesAún no hay calificaciones
- PEO - Instalación de TuberíaDocumento5 páginasPEO - Instalación de TuberíaEdgar Chuquipiondo VargasAún no hay calificaciones
- Algo Sobre TorqueDocumento1 páginaAlgo Sobre TorqueWilliam FloresAún no hay calificaciones
- Cojinetes, Sellos y EmpaquetadurasDocumento7 páginasCojinetes, Sellos y EmpaquetadurasJEAN CARLO QUISPE BUENOAún no hay calificaciones
- Sujeción y Pegado ProducciónDocumento10 páginasSujeción y Pegado ProducciónWilliam Rojas MenaAún no hay calificaciones
- 36 Terrajas TripticoDocumento2 páginas36 Terrajas TripticoAle PalomoAún no hay calificaciones
- Procedimiento PilasDocumento4 páginasProcedimiento PilasMonica Orrego Salazar100% (1)
- Tema 1 Biselado de TuberiasDocumento22 páginasTema 1 Biselado de TuberiaspilperuAún no hay calificaciones
- Introduccion Al ABC Unidad 3 - Leccion 2Documento49 páginasIntroduccion Al ABC Unidad 3 - Leccion 2Daniel HernandezAún no hay calificaciones
- Diseño de Rosca de TornillosDocumento9 páginasDiseño de Rosca de Tornillosjcmendez506Aún no hay calificaciones
- 5a. REMACHES - 20Documento20 páginas5a. REMACHES - 20Sebastian AlarconAún no hay calificaciones
- Tornillos DesignaciónDocumento16 páginasTornillos Designaciónvictor alberto saavedra flores100% (1)
- Pernos y TornillosDocumento3 páginasPernos y TornillosAlvaro Alexis Mendoza PradaAún no hay calificaciones
- Unidad 5 Tornillos PPT-1Documento19 páginasUnidad 5 Tornillos PPT-1LUIS DAVID GUERRA ALVARADOAún no hay calificaciones
- Ficha Técnica Desague Matusita TigreDocumento7 páginasFicha Técnica Desague Matusita TigreLuisAún no hay calificaciones
- Norma TornillNORMA TORNILLOS PDFDocumento12 páginasNorma TornillNORMA TORNILLOS PDFangelayak2009Aún no hay calificaciones
- Manual Instalacion Bombas GSDocumento20 páginasManual Instalacion Bombas GSjuanknivaAún no hay calificaciones
- Afilado AraujoDocumento5 páginasAfilado AraujoAngel AraujoAún no hay calificaciones
- Procedimientos EnchapeDocumento6 páginasProcedimientos EnchapeAndrea De La CruzAún no hay calificaciones
- Instalación de Acoplamientos Estilo 995 para HDPEDocumento3 páginasInstalación de Acoplamientos Estilo 995 para HDPEFelipe RodriguezAún no hay calificaciones
- Elementos de Sostenimiento-Mecanica de RocasDocumento41 páginasElementos de Sostenimiento-Mecanica de RocasFernando Medina100% (1)
- Pruebas de Arramque de PDFDocumento4 páginasPruebas de Arramque de PDFAngel Palma ArnezAún no hay calificaciones
- PNIE Installing Surface Mounted RacewaysDocumento4 páginasPNIE Installing Surface Mounted Racewayseka5890Aún no hay calificaciones
- Soldadura en EsquinaDocumento6 páginasSoldadura en EsquinaIAm JosueAún no hay calificaciones
- Perforador Ecm-720Documento148 páginasPerforador Ecm-720alfonso_120375% (4)
- Curso Basico Llantas JMC Ille PDFDocumento130 páginasCurso Basico Llantas JMC Ille PDFIngeniero ProyectosAún no hay calificaciones
- Mtto y Reparación HornosDocumento174 páginasMtto y Reparación Hornosalfonso_1203100% (2)
- Quiroz ReDocumento106 páginasQuiroz Repedro mendoza apazaAún no hay calificaciones
- Cambio de Corona Piñón Del Horno RotatorioDocumento18 páginasCambio de Corona Piñón Del Horno RotatorioEnriquePolarAún no hay calificaciones
- Curso Alineación de Maquinaria IndustrialDocumento45 páginasCurso Alineación de Maquinaria IndustrialWilmar Olave Carvajal89% (19)
- Rutinas Equipos Hotel CaribeDocumento2 páginasRutinas Equipos Hotel Caribealfonso_1203Aún no hay calificaciones
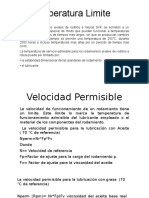
- Temperatura LimiteDocumento4 páginasTemperatura Limitealfonso_1203Aún no hay calificaciones
- Curso Alineación de Maquinaria IndustrialDocumento45 páginasCurso Alineación de Maquinaria IndustrialWilmar Olave Carvajal89% (19)
- Areas MantenimientoDocumento6 páginasAreas Mantenimientoalfonso_1203Aún no hay calificaciones
- Formatos de MttoDocumento50 páginasFormatos de Mttoalfonso_1203Aún no hay calificaciones
- Elementos de Diseño para Acueductos y Alcantarillado - Ricardo Lopez Cualla PDFDocumento278 páginasElementos de Diseño para Acueductos y Alcantarillado - Ricardo Lopez Cualla PDFwil100% (3)
- Presentación Gestión de Activos 2014 V6Documento32 páginasPresentación Gestión de Activos 2014 V6alfonso_1203Aún no hay calificaciones
- Proceso de Paz en ColombiaDocumento2 páginasProceso de Paz en Colombiaalfonso_1203Aún no hay calificaciones
- Elementos de Diseño para Acueductos y Alcantarillado - Ricardo Lopez Cualla PDFDocumento278 páginasElementos de Diseño para Acueductos y Alcantarillado - Ricardo Lopez Cualla PDFwil100% (3)
- Construcción Del Puente Tingo María-Castillo GrandeDocumento34 páginasConstrucción Del Puente Tingo María-Castillo GrandeEYMI ARIANA BLAS PEDRAZA100% (2)
- Previo 1: Carga ElectricaDocumento2 páginasPrevio 1: Carga ElectricaJonathan RoaAún no hay calificaciones
- Práctica 3 - Hidrólisis Enzimática de AlmidónDocumento7 páginasPráctica 3 - Hidrólisis Enzimática de AlmidónPrez PillarAún no hay calificaciones
- Instrucciones Servicio Sinamics V20 2017 PDFDocumento426 páginasInstrucciones Servicio Sinamics V20 2017 PDFFabian RobuschiAún no hay calificaciones
- Ficha Tecnica Residencia Diciembre 2Documento5 páginasFicha Tecnica Residencia Diciembre 2Jeaneth JeanethAún no hay calificaciones
- EXAMEN DEL TEMA I (Teoria Del Fuego)Documento4 páginasEXAMEN DEL TEMA I (Teoria Del Fuego)Ernesto cruz calderonAún no hay calificaciones
- Informe de Mecánica de Suelos 2013 (Actualizada)Documento53 páginasInforme de Mecánica de Suelos 2013 (Actualizada)Charles WellsAún no hay calificaciones
- TEMA 2 - 2 Fatiga v3Documento61 páginasTEMA 2 - 2 Fatiga v3Ayrton Portilla EstradaAún no hay calificaciones
- Ley 27446Documento22 páginasLey 27446Russber Tapullima50% (2)
- Luces NavideñasDocumento5 páginasLuces NavideñasraquelAún no hay calificaciones
- Practica Metodo NioshDocumento10 páginasPractica Metodo NioshAudrey ArzateAún no hay calificaciones
- Ejercicio Basico de Circuitos IntegradosDocumento5 páginasEjercicio Basico de Circuitos IntegradosDanielAún no hay calificaciones
- Presentation DW10BTED4 EDocumento26 páginasPresentation DW10BTED4 EAnonymous a3tl7UW48g100% (4)
- Diagramas de ProcesoDocumento42 páginasDiagramas de ProcesorisaviAún no hay calificaciones
- Blanco - Estudio Comparativo Entre La Obtención de Piezas Mediante Impresoras 3D y Su Obtención M...Documento238 páginasBlanco - Estudio Comparativo Entre La Obtención de Piezas Mediante Impresoras 3D y Su Obtención M...Javier Fuentes NavarroAún no hay calificaciones
- Polimerización Por CondensaciónDocumento13 páginasPolimerización Por CondensaciónJohn VapuAún no hay calificaciones
- Curso Rodillos Compactadores Clasificacion Vibratorios Compactacion Suelos Tipos Seleccion Aplicaciones Productividad PDFDocumento49 páginasCurso Rodillos Compactadores Clasificacion Vibratorios Compactacion Suelos Tipos Seleccion Aplicaciones Productividad PDFJuan Erick BeltranAún no hay calificaciones
- Batimetria Maritima - Frank CabanillasDocumento18 páginasBatimetria Maritima - Frank CabanillasRenzo Vidalon NoriegasAún no hay calificaciones
- Certamen 3bDocumento4 páginasCertamen 3bRodrigo MeezsAún no hay calificaciones
- Memoria Anual 2019Documento84 páginasMemoria Anual 2019gonzalo cruz garcia100% (1)
- Tesltar Bombas de Vacio 2f 3 2f 10Documento1 páginaTesltar Bombas de Vacio 2f 3 2f 10Anonymous ZLmk6mPPnAún no hay calificaciones
- MARCODocumento1 páginaMARCOFlia Rincon Garcia SoyGabyAún no hay calificaciones
- Esquemas Electricos InterruptoresDocumento6 páginasEsquemas Electricos InterruptoresavazquezseAún no hay calificaciones
- Ejercicios de Graficos de Control Por VariablesDocumento25 páginasEjercicios de Graficos de Control Por VariablesJoseph JimenezAún no hay calificaciones
- Practica 6 - Flujo en Canales AbiertosDocumento7 páginasPractica 6 - Flujo en Canales AbiertosCarlos Carrasco HinostrozaAún no hay calificaciones
- Manual Descalcificador Curve D-Uf-M3Documento26 páginasManual Descalcificador Curve D-Uf-M3gustavoAún no hay calificaciones
- Manejo Poscosecha de Granos PDFDocumento76 páginasManejo Poscosecha de Granos PDFLuz Marina Vasquez100% (1)
- Determinación Del Límite Líquido y Límite Plástico de Un SueloDocumento23 páginasDeterminación Del Límite Líquido y Límite Plástico de Un Suelocarliin2Aún no hay calificaciones
- Ficha - Tecnica - MAP SENSUS 405 - S - 13-19Documento2 páginasFicha - Tecnica - MAP SENSUS 405 - S - 13-19piper123123123100% (3)
- Manual de combustibles alternativos y tecnología automotrizDe EverandManual de combustibles alternativos y tecnología automotrizCalificación: 5 de 5 estrellas5/5 (6)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- GuíaBurros Comprar un coche eléctrico: Todo lo que debes saber sobre los coches eléctricosDe EverandGuíaBurros Comprar un coche eléctrico: Todo lo que debes saber sobre los coches eléctricosCalificación: 5 de 5 estrellas5/5 (2)
- 100 circuitos de shields para arduino (español)De Everand100 circuitos de shields para arduino (español)Calificación: 3.5 de 5 estrellas3.5/5 (3)
- MF1165_3 - Instalaciones de ventilación-ExtracciónDe EverandMF1165_3 - Instalaciones de ventilación-ExtracciónAún no hay calificaciones
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- UF0213 - Necesidades energéticas y propuestas de instalaciones solaresDe EverandUF0213 - Necesidades energéticas y propuestas de instalaciones solaresCalificación: 5 de 5 estrellas5/5 (1)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)
- UF2242 - Mantenimiento preventivo en electrodomésticos de gama industrialDe EverandUF2242 - Mantenimiento preventivo en electrodomésticos de gama industrialAún no hay calificaciones
- UF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposDe EverandUF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposCalificación: 5 de 5 estrellas5/5 (1)
- MF0624_1 - Técnicas básicas de electricidad de vehículosDe EverandMF0624_1 - Técnicas básicas de electricidad de vehículosCalificación: 5 de 5 estrellas5/5 (2)
- UF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoDe EverandUF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoCalificación: 4 de 5 estrellas4/5 (4)
- Mecánica del medio continuo: una iniciaciónDe EverandMecánica del medio continuo: una iniciaciónCalificación: 3 de 5 estrellas3/5 (1)
- UF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselDe EverandUF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselCalificación: 3.5 de 5 estrellas3.5/5 (3)
- UF1215 - Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicosDe EverandUF1215 - Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicosCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Casos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSDe EverandCasos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSCalificación: 4.5 de 5 estrellas4.5/5 (7)
- MF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraDe EverandMF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraCalificación: 4 de 5 estrellas4/5 (2)
- Diseño de vigas y muros en mamposteria reforzadaDe EverandDiseño de vigas y muros en mamposteria reforzadaCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Mecánica para ingenieros: cinemática: Apuntes de preparación de clasesDe EverandMecánica para ingenieros: cinemática: Apuntes de preparación de clasesAún no hay calificaciones
- UF0009 - Mantenimiento, preparación y manejo de tractoresDe EverandUF0009 - Mantenimiento, preparación y manejo de tractoresAún no hay calificaciones
- UF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosDe EverandUF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosAún no hay calificaciones