También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Edificios de Muros Delgados de ConcretoDocumento2 páginasEdificios de Muros Delgados de ConcretoDarwin Villavicencio YauriAún no hay calificaciones
- 2.2 Diseño Con GeomallasDocumento74 páginas2.2 Diseño Con GeomallasJulio Leonel Matos AguadoAún no hay calificaciones
- ET2019 TriAx160Documento2 páginasET2019 TriAx160jpvc1977Aún no hay calificaciones
- Primer Parcial Acoples ServomotoresDocumento42 páginasPrimer Parcial Acoples ServomotoresMateo LigniaAún no hay calificaciones
- Esmerilado y Procesos AbrasivosDocumento41 páginasEsmerilado y Procesos AbrasivosSEBASTIAN MOYA RIVERAAún no hay calificaciones
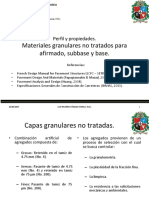
- Bases Granulares No TratadasDocumento68 páginasBases Granulares No TratadasKarol JaraAún no hay calificaciones
- RemachadoDocumento49 páginasRemachadoMauricio PerezAún no hay calificaciones
- 1 7-1 8esDocumento23 páginas1 7-1 8esfrancisco ramirezAún no hay calificaciones
- TREFILADODocumento22 páginasTREFILADOMarta Troncoso BarbosaAún no hay calificaciones
- Tratamientos Superficiales MecanicosDocumento38 páginasTratamientos Superficiales MecanicosNicolás Martínez Mejía100% (1)
- NeumáticosDocumento206 páginasNeumáticosFernando MoncadaAún no hay calificaciones
- Buenas Prácticas Supervisión e Intalación Techos Webinar TX Ics Abr20Documento48 páginasBuenas Prácticas Supervisión e Intalación Techos Webinar TX Ics Abr20Jesús PinachoAún no hay calificaciones
- S09.s2 - OUPI Costos de Manufactura y DefectosDocumento21 páginasS09.s2 - OUPI Costos de Manufactura y DefectospaulAún no hay calificaciones
- Tarea Semana4Documento8 páginasTarea Semana4Camilo Saez Castillo100% (2)
- Materiales Compuestos en Estructuras Navales y MarítimasDocumento25 páginasMateriales Compuestos en Estructuras Navales y MarítimasYendrik Peluffo100% (1)
- Integrales 2004Documento42 páginasIntegrales 2004Tito ESPINOZA CAPCHAAún no hay calificaciones
- 9 - Consideraciones - Proceso de Fabricación en DiseñoDocumento28 páginas9 - Consideraciones - Proceso de Fabricación en DiseñorublasterAún no hay calificaciones
- Manual Placa ColaboranteDocumento16 páginasManual Placa ColaboranteFelix DavidAún no hay calificaciones
- Presentación 3 - LaminaciónDocumento37 páginasPresentación 3 - LaminaciónGustavo PinedaAún no hay calificaciones
- 14 - SoldaduraDocumento80 páginas14 - SoldaduraAxel DAún no hay calificaciones
- Cat.006 Catalogo Dsi PeruDocumento101 páginasCat.006 Catalogo Dsi PeruyosselinAún no hay calificaciones
- 6FWFPDocumento19 páginas6FWFPJesus Alfredo Soria SanchezAún no hay calificaciones
- TriAx 190L TIC 03-16 ISPNDocumento1 páginaTriAx 190L TIC 03-16 ISPNDarwing alcides Campos rodriguezAún no hay calificaciones
- Anodizado DuroDocumento12 páginasAnodizado DurojordizsAún no hay calificaciones
- Plantilla - Tarea - Semana4 - Fundamentos de Maquinas y Herramientas IndustrialesDocumento9 páginasPlantilla - Tarea - Semana4 - Fundamentos de Maquinas y Herramientas IndustrialesPeña Vergara100% (1)
- Sika AnchorFix-2Documento7 páginasSika AnchorFix-2Daniel CamposAún no hay calificaciones
- Practica RemachadoooDocumento11 páginasPractica RemachadoooAlan Cristobal Camacho FloresAún no hay calificaciones
- Remache Parte 1Documento30 páginasRemache Parte 1Catalina Mechan PisfilAún no hay calificaciones
- Caracteristicas Normas IPCDocumento19 páginasCaracteristicas Normas IPCDuvan GuarinAún no hay calificaciones
- Capacitacion Httas de CorteDocumento103 páginasCapacitacion Httas de CortePabloLozanoSalazarAún no hay calificaciones
- Resortes, Mango y Espiga y ConclusionDocumento10 páginasResortes, Mango y Espiga y Conclusioncristian_5Aún no hay calificaciones
- El Proceso de ForjaDocumento20 páginasEl Proceso de ForjaI Cecilia Rojas BautistaAún no hay calificaciones
- 2.2 Selección de Herramientas y Parámetros de CorteDocumento26 páginas2.2 Selección de Herramientas y Parámetros de Cortejuan glezAún no hay calificaciones
- PRACTICA No4Documento10 páginasPRACTICA No4Karime GonzalezAún no hay calificaciones
- FundiciónDocumento21 páginasFundiciónapi-26980787100% (10)
- ExposicionDocumento51 páginasExposicionVania Alejandra OrtizAún no hay calificaciones
- T09 - Roscado y TronzadoDocumento31 páginasT09 - Roscado y TronzadoJosé AlvaroAún no hay calificaciones
- Soldadura de SMT Full VersionDocumento79 páginasSoldadura de SMT Full Versionbernal10018Aún no hay calificaciones
- Utiles para La Industria de La PiedraDocumento54 páginasUtiles para La Industria de La PiedraElkin Gabriel PerezAún no hay calificaciones
- Tarea 17 y 18Documento5 páginasTarea 17 y 18Mariana Moreno Márquez100% (1)
- Juntas Caucho Digital PDFDocumento28 páginasJuntas Caucho Digital PDFBralin Villalba GutierrezAún no hay calificaciones
- 7 - Criterios de Selección en MaterialesDocumento22 páginas7 - Criterios de Selección en MaterialesrublasterAún no hay calificaciones
- Copia de S12. Estudio de Caso - Modelo PresentacionDocumento21 páginasCopia de S12. Estudio de Caso - Modelo PresentacionLEIDY TATIANA GALINDO CANONAún no hay calificaciones
- Conformado de Metales - ManufacturaDocumento57 páginasConformado de Metales - ManufacturaRaelee IsabelAún no hay calificaciones
- Presentacion Perno y Remaches.Documento7 páginasPresentacion Perno y Remaches.franciscoe71Aún no hay calificaciones
- Machos para RoscarDocumento28 páginasMachos para RoscarMarwin PilayAún no hay calificaciones
- Tema+4.+Moldes++ V0.2Documento18 páginasTema+4.+Moldes++ V0.2AndresD.MendozaAún no hay calificaciones
- Neumaticos XiiDocumento52 páginasNeumaticos XiiMAIZA PEDREGALAún no hay calificaciones
- Tema 23 y 24Documento5 páginasTema 23 y 24Mariana Moreno Márquez0% (1)
- Acerrojado 09122018 PDFDocumento44 páginasAcerrojado 09122018 PDFGabriel ValenciaAún no hay calificaciones
- Uniones FijasDocumento45 páginasUniones FijasDrámeterAún no hay calificaciones
- 62 1636 05 Dowsil 791 Silicone Weatherproofing SealantDocumento3 páginas62 1636 05 Dowsil 791 Silicone Weatherproofing SealantJuan SantiagoAún no hay calificaciones
- Procesos de Manufactura Ii CasosDocumento4 páginasProcesos de Manufactura Ii CasosRenzo Arone SolarAún no hay calificaciones
- Catalogo Corona-Piñones DBSDocumento4 páginasCatalogo Corona-Piñones DBSjuan andresAún no hay calificaciones
- Caracterización de Materiales Composites de Matriz PoliméricaDocumento22 páginasCaracterización de Materiales Composites de Matriz PoliméricaRolando BobadillaAún no hay calificaciones
- Capítulo 2Documento208 páginasCapítulo 2Dario Esparza100% (1)
- Cojinetes de DeslizamientoDocumento9 páginasCojinetes de DeslizamientoDennys Samuel100% (3)
- Ficha Tecnica Sellador de JuntasDocumento2 páginasFicha Tecnica Sellador de JuntasSantos SabaAún no hay calificaciones
- Cafetera FUTURMAT-MAN-IT4-PEZZI-2009Documento21 páginasCafetera FUTURMAT-MAN-IT4-PEZZI-2009cbsomohanoAún no hay calificaciones
- Fenomeno de DetonacionDocumento3 páginasFenomeno de DetonacionFernando FreireAún no hay calificaciones
- 12cap11 Presionlateraldelsuelo 160725223823 PDFDocumento39 páginas12cap11 Presionlateraldelsuelo 160725223823 PDFZecarlos A ChAún no hay calificaciones
- Manual de CarburaciónDocumento15 páginasManual de CarburaciónEnrique Corona100% (5)
- PreciosDocumento5 páginasPreciosAngel Raymundo HuertoAún no hay calificaciones
- Modelo de Una Presentacion de TesisDocumento44 páginasModelo de Una Presentacion de TesisJulio GaticaAún no hay calificaciones
- Diseño Simplificado Elementos Acero EstructuralDocumento98 páginasDiseño Simplificado Elementos Acero Estructural1207JOALBAAún no hay calificaciones
- La CavitacionDocumento5 páginasLa CavitacionEnso MontanaAún no hay calificaciones
- Clase 3 - Procesos ConstructivosDocumento18 páginasClase 3 - Procesos ConstructivosMarlon SarmientoAún no hay calificaciones
- Conceptos Básicos de TermodinámicaDocumento21 páginasConceptos Básicos de TermodinámicaJonathan Largo100% (2)
- Trabajo de DiseñoDocumento10 páginasTrabajo de DiseñoWilliansRamirezAún no hay calificaciones
- Manual Westfalia Espanol PDFDocumento106 páginasManual Westfalia Espanol PDFCarlos100% (2)
- Afilador Paragon HX-VXDocumento25 páginasAfilador Paragon HX-VXRubén QuiramaAún no hay calificaciones
- Generadores de CorrienteDocumento1 páginaGeneradores de CorrienteEugenio Puche SánchezAún no hay calificaciones
- Planta Portatil 20x 30 y HP200 (Grupo Alpes)Documento8 páginasPlanta Portatil 20x 30 y HP200 (Grupo Alpes)JorgeAún no hay calificaciones
- Teoría de La Capacidad de Carga de TerzaghiDocumento9 páginasTeoría de La Capacidad de Carga de Terzaghimijael cahuayaAún no hay calificaciones
- Universidad Nacional Del Santa: Facultad de IngenieríaDocumento1 páginaUniversidad Nacional Del Santa: Facultad de IngenieríaRoberto BocanegraAún no hay calificaciones
- 02 Maquinas en MovimientoDocumento4 páginas02 Maquinas en MovimientoVictor LiconaAún no hay calificaciones
- Bulldozer y AngledozerDocumento36 páginasBulldozer y AngledozerAnonymous FWTYseRvAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualMastter GamerAún no hay calificaciones
- Taller 6 Fisica DecimoDocumento6 páginasTaller 6 Fisica DecimoJuan Carlos FonsecaAún no hay calificaciones
- Compuerta de IzajeDocumento94 páginasCompuerta de IzajeFrankCariMoraAún no hay calificaciones
- Elasticidad 1230682593798693 1Documento32 páginasElasticidad 1230682593798693 1Gonzalo GutierrezAún no hay calificaciones
- 6 TorsiónDocumento20 páginas6 TorsiónYOYOAún no hay calificaciones
- Matus Cortes - Jose Norberto - Proyecto Final Ts Fisica - 507Documento19 páginasMatus Cortes - Jose Norberto - Proyecto Final Ts Fisica - 507José YFAún no hay calificaciones
- Unidad 4 Proceso de MaquinadoDocumento37 páginasUnidad 4 Proceso de MaquinadoYugularAún no hay calificaciones
- Traccion DobleDocumento13 páginasTraccion Dobleanon_225871971Aún no hay calificaciones
- Práctica 4. - Determinación de La Eficiencia de Un Generador de VaporDocumento4 páginasPráctica 4. - Determinación de La Eficiencia de Un Generador de VaporLeo EsauAún no hay calificaciones
- Ensayo Resortes A CompresionDocumento6 páginasEnsayo Resortes A CompresionIsmael Criollo ArevaloAún no hay calificaciones
- DinámicaDocumento7 páginasDinámicaSimon Olivares MorelAún no hay calificaciones